跳步功能程序识读.
3.4功能指令

名称
子程序调用
D ( . )
指针 P0~P62 嵌套 5 级 无
应用举例1:
X0
是子程序执行的条件,当 X0 置 1 时标号为 P10 的子程 序得以执行。 子程序 P10 安排在主程序结 束指令 FEND 之后,END之前。 标号 P10 和子程序返回指令 SRET 间的程序构成了 P10 子 程序的内容。 当主程序带有多个子程序时, 子程序可依次列在主程序结束 之后。并以不同的标号相区别 。
定Z,即代表了VZ。
FXON中只有V0和Z0。 D8028中保存Z0的值,D8029中
保存V0的值(只读)。
FX2N中只有V0-V7和Z0-Z7。D8028中保存Z0的值,
D8029中保存V0的值(只读)。其余分别保存在D8082-D8095 中。
变址寄存器当前值寄存器
D8028中保存Z0的值,D8029中保存V0的值(只读)。其余分别保存在
FX系列PLC的功能指令
FX系列PLC的功能指令
又称高级/应用指令。实际上是调用一个个功能不同的子 程序,既能简化程序设计,又能完成复杂的数据传送、运 算、变换和程序控制等高难度控制。 三菱FX2的功能指令有87条,FX2N 有128条(有的标246) ,各指令用功能号FNC□□表示;每一指令有与之对应的 助记符表示其功能意义。如FNC00(CJ)表示条件跳转。
)
3# SB3 2# 1# SB2 SB1
FEND 主程序结束 M8000 中断指针I001 (X0的上升沿中断) M8000 中断指针I101 (X1的上升沿中断) M8000 中断指针I201 (X2的上升沿中断) Y2 (中断子程序3) IRET 中断返回 END (a)输入中断(抢答电路)梯形图 中断抢答 已验证 Y1 (中断子程序2) IRET 中断返回 Y0 (中断子程序1) IRET 中断返回
PLC技术实训指导

通过串行口通信,可将用户程序和数据寄存器中的值下载到PLC,可 以读出未设置口令的PLC中的用户程序,或检查计算机和PLC中的 用户程序是否相同
编程操作
起始界面 菜单栏 工具栏 功能图栏 状态栏 功能键栏
编程操作
点击工具栏中的“新文件”图标 弹出PLC机型选择对话框, 选择相应的机型,即可进入编程状态。
程序的传送
传送功能 读入
将PLC中的程序传送到计算机中。
写出
将计算机中的程序传送到PLC中。
校验
将在计算机与PLC中的程序加以比较校验。
程序的传送
使用菜单命令
“PLC→传送→读入/写出/校验” 菜单完成操作。 当选择“读入”时,应在[PLC模 式设置]对话框中将已经连接 的PLC模式设置好
程序的传送
查找功能
使用“查找”菜单中的命令“到顶”和“到底”,可将光标移至 梯形图的开始处或结束处。 使用“元件名查找”、“元件查找”、“指令查找”和“触点/ 线圈查找”命令,可查找到指令所在的电路块,按“查找”窗 口中的“向上”和“向下”按钮,可找到光标的上面或下面其 他相同的查找对象。
通过“查找”菜单中的“跳至标签”还可以跳到指定的程序步。
M2运行 M3运行
AC
COM1
三、电动机的顺序控制
梯形图
X0 X1 Y1
Y1
X2
X3 Y2
Y2
X4
X5
Y3
Y3 END
任务四 3台电动机顺序起动控制程序设计
一、任务导入
某设备有3台电动机,控制要求如下:按下起动按钮, 第一台电动机M1起动,运行5s后,第二台电动机M2起 动,M2运行10s后,第三台电动机M3起动;按下停止 按钮,3台电动机全部停止。
FANUC_0i_信号表(1)-G指令-F指令
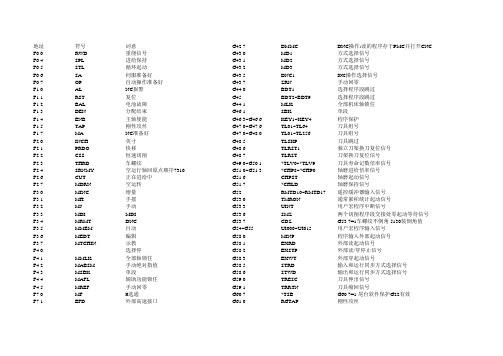
地址符号词意G42.7DMMC DNC操作:读的程序存于PMC并打开CNC F0.0RWD重绕信号G43.0MD1方式选择信号F0.4SPL进给保持G43.1MD2方式选择信号F0.5STL循环起动G43.2MD3方式选择信号F0.6SA伺服准备好G43.5DNC1DNC操作选择信号F0.7OP自动操作准备好G43.7ZRN手动回零F1.0AL NC报警G44.0BDT1选择程序段跳过F1.1RST复位G45BDT2~BDT9选择程序段跳过F1.2BAL电池故障G44.1MLK全部机床轴锁住F1.3DEN分配结束G46.1SBK单段F1.4ENB主轴使能G46.3~G46.6KEY1~KEY4程序保护F1.5TAP刚性攻丝G47.0~G47.6TL01~TL64刀具组号F1.7MA NC准备好G47.0~G48.0TL01~TL256刀具组号F2.0INCH英寸G48.5TLSKP刀具跳过F2.1PRDO快移G48.6TLRST1独立刀架换刀复位信号F2.2CSS恒速切削G48.7TLRST刀架换刀复位信号F2.3THRD车螺纹G49.0~G50.1*TLV0~*TLV9刀具寿命记数倍率信号F2.4SRNMY空运行轴回原点顺序7310G51.0~G51.3*CHP8~*CHP0轴磨进给倍率信号F2.6CUT正在进给中G51.6CHPST轴磨起动信号F2.7MDRN空运转G51.7*CHLD轴磨保持信号F3.0MINC增量G52RMTD10~RMTD17遥控缓冲器输入信号F3.1MH手摇G53.0TMRON通常累积统计起动信号F3.2MJ手动G53.3UINT用户宏程序中断信号F3.3MDI MDI G53.6SMZ两个切削程序段交接处零起动等待信号F3.4MRMT DNC G53.7CDZ G53.7=1车螺纹不倒角 5130装倒角值F3.5MMEM自动G54~G55UI000~UI015用户宏程序输入信号F3.6MEDT编辑G58.0MINP程序输入外部起动信号F3.7MTCHIN示教G58.1EXRD外部读起动信号F4.0选择停G58.2EXSTP外部读/穿停止信号F4.1MMLK全部轴锁住G58.3EXWT外部穿起动信号F4.2MABSM手动绝对指值G58.5STRD输入和运行同步方式选择信号F4.3MSBK单段G58.6STWD输出和运行同步方式选择信号F4.4MAFL辅助功能锁住G59.0TRESC刀具伸出信号F4.5MREF手动回零G59.1TRRTN刀具缩回信号F7.0MF M选通G60.7*TSB G60.7=1 尾台软件保护G22有效F7.1EFD外部高速接口G61.0RGTAP刚性攻丝F7.2SF S选通G61.4RGTSP1刚性攻丝主轴选择F7.3TF T选通G61.5RGTSP2刚性攻丝主轴选择F7.4BF第二辅助功能选通G62.1*CRTOF自动删除CRT光屏显示取消信号F7.7BF第二辅助功能选通G62.4PDT1转换方式选择F8.0EF外部操作G62.5PDT2重起动F8.4MF2第二M功能选通G62.6RTNT刚性攻丝回退F8.5MF3第三M功能选通G63.0HEAD G63.0=1 MDI操作使用区域2F9.4DM30M30G63.1NOWT使用M码来等待双通道同步F9.5DM02M02G63.2SLSPA与刀架1连接的主轴获得主轴指令F9.6DM01M01G63.3SLSPB与刀架2连接的主轴获得主轴指令F9.7DM00M00G63.5NOZAGC G63.5=1 将角度轴移动的指令转换成角座标F10~F13M00~M31M00,M01,。
法兰克系统数控车床说明书及编程
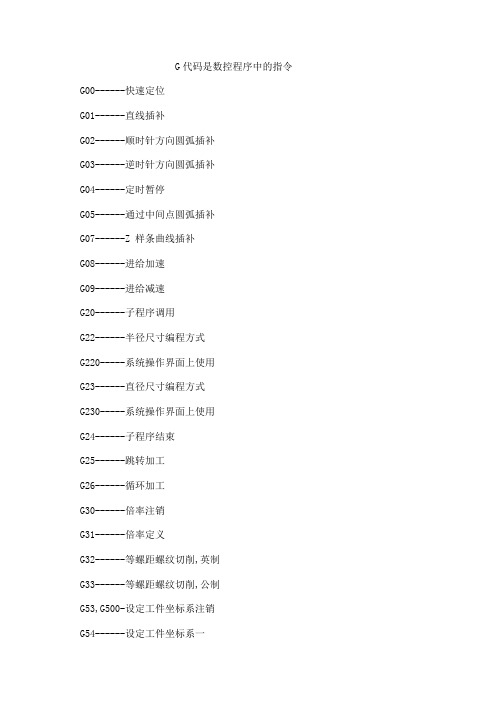
G代码是数控程序中的指令 G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G20------子程序调用G22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序结束G25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54------设定工件坐标系一G55------设定工件坐标系二G56------设定工件坐标系三G57------设定工件坐标系四G58------设定工件坐标系五G59------设定工件坐标系六G60------准确路径方式G64------连续路径方式G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点机床零点G75------返回编程坐标零点G76------返回编程坐标起始点G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G94------进给率,每分钟进给G95------进给率,每转进给G00—快速定位格式:G00 XU__ZW__说明:1该指令使刀具按照点位控制方式快速移动到指定位置;移动过程中不得对工件进行加工;2所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动,3不运动的坐标无须编程;4G00可以写成G0例:G00 X75 Z200G0 U-25 W-100先是X和Z同时走25快速到A点,接着Z向再走75快速到B点;G01—直线插补格式:G01 XU__ZW__F__mm/min说明:1该指令使刀具按照直线插补方式移动到指定位置;移动速度是由F指令进给速度;所有的坐标都可以联动运行;2G01也可以写成G1例:G01 X40 Z20 F150两轴联动从A点到B点G02—逆圆插补格式1:G02 Xu____Zw____I____K____F_____说明:1X、Z在G90时,圆弧终点坐标是相对编程零点的绝对坐标值;在G91时,圆弧终点是相对圆弧起点的增量值;无论G90,G91时,I和K均是圆弧终点的坐标值;I是X方向值、K是Z方向值;圆心坐标在圆弧插补时不得省略,除非用其他格式编程;2G02指令编程时,可以直接编过象限圆,整圆等;注:过象限时,会自动进行间隙补偿,如果参数区末输入间隙补偿与机床实际反向间隙悬殊,都会在工件上产生明显的切痕;3G02也可以写成G2;例:G02 X60 Z50 I40 K0 F120格式2:G02 Xu____Zw____R+\-__F__说明:1不能用于整圆的编程2R为工件单边R弧的半径;R为带符号,“+”表示圆弧角小于180度;“-”表示圆弧角大于180度;其中“+”可以省略;3它以终点点坐标为准,当终点与起点的长度值大于2R时,则以直线代替圆弧;例:G02 X60 Z50 R20 F120格式3:G02 Xu____Zw____CR=__半径F__格式4:G02 Xu____Zw__D__直径F___这两种编程格式基本上与格式2相同G03—顺圆插补说明:除了圆弧旋转方向相反外,格式与G02指令相同;G04—定时暂停格式:G04__F__ 或G04 __K__说明:加工运动暂停,时间到后,继续加工;暂停时间由F后面的数据指定;单位是秒;范围是秒到300秒;G05—经过中间点圆弧插补格式:G05 Xu____Zw____IX_____IZ_____F_____说明:1X,Z为终点坐标值,IX,IZ为中间点坐标值;其它与G02/G03相似例: G05 X60 Z50 IX50 IZ60 F120G08/G09—进给加速/减速格式:G08说明:它们在程序段中独自占一行,在程序中运行到这一段时,进给速度将增加10%,如要增加20%则需要写成单独的两段;G22G220—半径尺寸编程方式格式:G22说明:在程序中独自占一行,则系统以半径方式运行,程序中下面的数值也是以半径为准的;G23G230—直径尺寸编程方式格式:G23说明:在程序中独自占一行,则系统以直径方式运行,程序中下面的数值也是以直径为准的;G25—跳转加工格式:G25 LXXX说明:当程序执行到这段程序时,就转移它指定的程序段;XXX为程序段号;G26—循环加工格式:G26 LXXX QXX说明:当程序执行到这段程序时,它指定的程序段开始到本段作为一个循环体,循环次数由Q后面的数值决定;G30—倍率注销格式:G30说明:在程序中独自占一行,与G31配合使用,注销G31的功能;G31—倍率定义格式:G31 F_____G32—等螺距螺纹加工英制G33—等螺距螺纹加工公制格式:G32/G33 Xu____Zw____F____说明:1X、Z为终点坐标值,F为螺距2G33/G32只能加工单刀、单头螺纹;3X值的变化,能加工锥螺纹4使用该指令时,主轴的转速不能太高,否则刀具磨损较大;G54—设定工件坐标一格式:G54说明:在系统中可以有几个坐标系,G54对应于第一个坐标系,其原点位置数值在机床参数中设定;G55—设定工件坐标二同上G56—设定工件坐标三同上G57—设定工件坐标四同上G58—设定工件坐标五同上G59—设定工件坐标六同上G60—准确路径方式格式:G60说明:在实际加工过程中,几个动作连在一起时,用准确路径编程时,那么在进行下一段加工时,将会有个缓冲过程意即减速G64—连续路径方式格式:G64说明:相对G60而言;主要用于粗加工;G74—回参考点机床零点格式:G74 X Z说明:1本段中不得出现其他内容;2G74后面出现的的座标将以X、Z依次回零;3使用G74前必须确认机床装配了参考点开关;4也可以进行单轴回零;G75—返回编程坐标零点格式:G75 X Z说明:返回编程坐标零点G76—返回编程坐标起始点格式:G76说明:返回到刀具开始加工的位置;G81—外圆内圆固定循环格式:G81__XU__ZW__R__I__K__F__说明:1X,Z为终点坐标值,U,W为终点相对于当前点的增量值 ;2R为起点截面的要加工的直径;3I为粗车进给,K为精车进给,I、K为有符号数,并且两者的符号应相同; 符号约定如下:由外向中心轴切削车外圆为“—”,反这为“+”;4不同的X,Z,R 决定外圆不同的开关,如:有锥度或没有度,正向锥度或反向锥度,左切削或右切削等;5F为切削加工的速度mm/min6加工结束后,刀具停止在终点上;例:G81 X40 Z 100 R15 I-3 K-1 F100加工过程:1:G01进刀2倍的I第一刀为I,最后一刀为I+K精车,进行深度切削:2:G01两轴插补,切削至终点截面,如果加工结束则停止:3:G01退刀I到安全位置,同时进行辅助切面光滑处理4:G00快速进刀到高工面I外,预留I进行下一步切削加工 ,重复至1;G90—绝对值方式编程格式:G90说明:1G90编入程序时,以后所有编入的坐标值全部是以编程零点为基准的; 2系统上电后,机床处在G状态;N0010 G90 G92 x20 z90N0020 G01 X40 Z80 F100N0030 G03 X60 Z50 I0 K-10N0040 M02G91—增量方式编程格式:G91说明:G91编入程序时,之后所有坐标值均以前一个坐标位置作为起点来计算运动的编程值;在下一段坐标系中,始终以前一点作为起始点来编程;例: N0010 G91 G92 X20 Z85N0020 G01 X20 Z-10 F100N0030 Z-20N0040 X20 Z-15N0050 M02G92—设定工件坐标系格式:G92 X__ Z__说明:1G92只改变系统当前显示的坐标值,不移动坐标轴,达到设定坐标原点的目的;2G92的效果是将显示的刀尖坐标改成设定值 ;3G92后面的XZ可分别编入,也可全编;G94—进给率,每分钟进给说明:这是机床的开机默认状态;G20—子程序调用格式:G20 L__N__说明:1L后为要调用的子程序N后的程序名,但不能把N输入;2本段程序不得出现以上描述以外的内容;G24—子程序结束返回格式:G24说明:1G24表示子程序结束,返回到调用该子程序程序的下一段;2G24与G20成对出现3G24本段不允许有其它指令出现;例:通过下例说明在子程序调用过程中参数的传递过程,请注意应用程序名:P10M03 S1000G20 L200M02N200 G92 X50 Z100G01 X40 F100Z97G02 Z92 X50 I10 K0 F100G01 Z-25 F100G00 X60Z100G24如果要多次调用,请按如下格式使用 M03 S1000N100 G20 L200N101 G20 L200N105 G20 L200M02N200 G92 X50 Z100G01 X40 F100Z97G02 Z92 X50 I10 K0 F100G01 Z-25 F100G00 X60Z100G24G331—螺纹加工循环格式:G331 X__ Z__I__K__R__p__说明:1X向直径变化,X=0是直螺纹2Z是螺纹长度,绝对或相对编程均可3I是螺纹切完后在X方向的退尾长度,±值4R螺纹外径与根径的直径差,正值5K螺距KMM6p螺纹的循环加工次数,即分几刀切完提示:1、每次进刀深度为R÷p并取整,最后一刀不进刀来光整螺纹面2、内螺纹退尾根据沿X的正负方向决定I值的称号;3、螺纹加工循环的起始位置为将刀尖对准螺纹的外圆处;例子:M3G4 f2G0 x30 z0G331 z-50 x0 i10 k2 p5G0 z0M05补充一下:1、G00与G01G00运动轨迹有直线和折线两种,该指令只是用于点定位,不能用于切削加工G01按指定进给速度以直线运动方式运动到指令指定的目标点,一般用于切削加工2、G02与G03G02:顺时针圆弧插补 G03:逆时针圆弧插补3、G04延时或暂停指令一般用于正反转切换、加工盲孔、阶梯孔、车削切槽4、G17、G18、G19 平面选择指令,指定平面加工,一般用于铣床和加工中心G17:X-Y平面,可省略,也可以是与X-Y平面相平行的平面G18:X-Z平面或与之平行的平面,数控车床中只有X-Z平面,不用专门指定G19:Y-Z平面或与之平行的平面5、G27、G28、G29 参考点指令G27:返回参考点,检查、确认参考点位置G28:自动返回参考点经过中间点G29:从参考点返回,与G28配合使用6、G40、G41、G42 半径补偿G40:取消刀具半径补偿先给这么多,晚上整理好了再给7、G43、G44、G49 长度补偿G43:长度正补偿 G44:长度负补偿 G49:取消刀具长度补偿8、G32、G92、G76G32:螺纹切削 G92:螺纹切削固定循环 G76:螺纹切削复合循环9、车削加工:G70、G71、72、G73G71:轴向粗车复合循环指令 G70:精加工复合循环 G72:端面车削,径向粗车循环 G73:仿形粗车循环10、铣床、加工中心:G73:高速深孔啄钻 G83:深孔啄钻 G81:钻孔循环 G82:深孔钻削循环G74:左旋螺纹加工 G84:右旋螺纹加工 G76:精镗孔循环 G86:镗孔加工循环G85:铰孔 G80:取消循环指令11、编程方式 G90、G91G90:绝对坐标编程 G91:增量坐标编程12、主轴设定指令G50:主轴最高转速的设定 G96:恒线速度控制 G97:主轴转速控制取消恒线速度控制指令 G99:返回到R点中间孔 G98:返回到参考点最后孔13、主轴正反转停止指令 M03、M04、M05M03:主轴正传 M04:主轴反转 M05:主轴停止14、切削液开关 M07、M08、M09M07:雾状切削液开 M08:液状切削液开 M09:切削液关15、运动停止 M00、M01、M02、M30M00:程序暂停 M01:计划停止 M02:机床复位 M30:程序结束,指针返回到开头16、M98:调用子程序17、M99:返回主程序x y z 圆弧中点实际坐标值i j k 圆心起点到圆心的矢量在xy上面的分量i或ijk 表示圆弧的半径r 和 ijk 同时出现的时候r有效圆弧所对的圆心角小于180度时 r为正大于180度时 r为负法兰克数控编程指令关于 M 指令和 G 代码M03 主轴正转M03 S1000 主轴以每分钟1000的速度正转M04主轴逆转M05主轴停止M10 M14 ;M08 主轴切削液开M11 M15主轴切削液停M25 托盘上升M85工件计数器加一个M19主轴定位M99 循环所以程式G 代码G00快速定位G01主轴直线切削G02主轴顺时针圆壶切削G03主轴逆时针圆壶切削G04 暂停G04 X4 主轴暂停4秒G10 资料预设G28原点复归G28 U0W0 ;U轴和W轴复归G41 刀尖左侧半径补偿G42 刀尖右侧半径补偿G40 取消G97 以转速进给G98 以时间进给G73 循环G80取消循环 G10 00 数据设置模态G11 00 数据设置取消模态G17 16 XY平面选择模态G18 16 ZX平面选择模态G19 16 YZ平面选择模态G20 06 英制模态G21 06 米制模态G22 09 行程检查开关打开模态G23 09 行程检查开关关闭模态G25 08 主轴速度波动检查打开模态G26 08 主轴速度波动检查关闭模态G27 00 参考点返回检查非模态G28 00 参考点返回非模态G31 00 跳步功能非模态G40 07 刀具半径补偿取消模态G41 07 刀具半径左补偿模态G42 07 刀具半径右补偿模态G43 17 刀具半径正补偿模态G44 17 刀具半径负补偿模态G49 17 刀具长度补偿取消模态G52 00 局部坐标系设置非模态G53 00 机床坐标系设置非模态G54 14 第一工件坐标系设置模态G55 14 第二工件坐标系设置模态G59 14 第六工件坐标系设置模态G65 00 宏程序调用模态G66 12 宏程序调用模态模态G67 12 宏程序调用取消模态G73 01 高速深孔钻孔循环非模态G74 01 左旋攻螺纹循环非模态G76 01 精镗循环非模态G80 10 固定循环注销模态G81 10 钻孔循环模态G82 10 钻孔循环模态G83 10 深孔钻孔循环模态G84 10 攻螺纹循环模态G85 10 粗镗循环模态G86 10 镗孔循环模态G87 10 背镗循环模态G89 10 镗孔循环模态G90 01 绝对尺寸模态G91 01 增量尺寸模态G92 01 工件坐标原点设置模态。
PLC编程指令
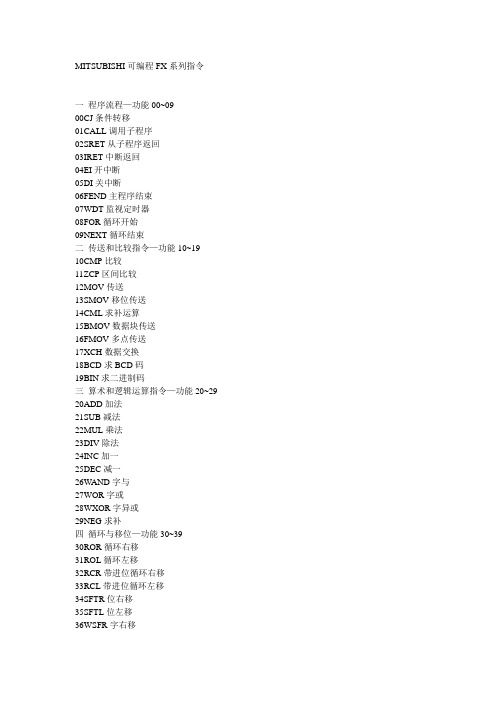
MITSUBISHI可编程FX系列指令一程序流程—功能00~0900CJ条件转移01CALL调用子程序02SRET从子程序返回03IRET中断返回04EI开中断05DI关中断06FEND主程序结束07WDT监视定时器08FOR循环开始09NEXT循环结束二传送和比较指令—功能10~1910CMP比较11ZCP区间比较12MOV传送13SMOV移位传送14CML求补运算15BMOV数据块传送16FMOV多点传送17XCH数据交换18BCD求BCD码19BIN求二进制码三算术和逻辑运算指令—功能20~29 20ADD加法21SUB减法22MUL乘法23DIV除法24INC加一25DEC减一26WAND字与27WOR字或28WXOR字异或29NEG求补四循环与移位—功能30~3930ROR循环右移31ROL循环左移32RCR带进位循环右移33RCL带进位循环左移34SFTR位右移35SFTL位左移36WSFR字右移37WSFL字左移38SFWRFIFO写39SFRDFIFO读五数据处理—功能40~4940ZRST区间复位41DECO解码42ENCO编码43SUMON位总数44BON检查位状态45MEAN求平均值46ANS标志置位47ANR标志复位48SQR平方根49FLT整数转换成浮点数六高速处理—功能50~5950REF刷新51REFF刷新与滤波处理52MTR矩阵输入53HSCS高速记数器置位54HSCR高速记数器复位55HSZ高速记数器区间比较速度检测56SPD脉冲输出Speed detect 57PLSY脉宽调制Pulse Y58PWM脉冲调制Pulse width modulation59PLSR带加减速脉冲输出七方便指令—功能60~6960IST状态初始化61SER寻找62ABSD绝对值凸轮顺控63INCD增量凸轮顺控64TTMR示教定时器65STMR专用定时器—可定义66ALT交替输出67RAMP斜坡输出68ROTC旋转台控制69SORT排序八外部I/O设备—功能70~79 70TKY十键输入71HKY十六键输入72DSW拨码开关输入73SEGD七段码译码74SEGL带锁存的七段码显示75ARWS方向开关76ASCASCII变换77PR打印78FROM读特殊功能模块79TO写特殊功能模块九外围设备SER—功能80~89 80RSRS通讯81PRUN8进制位传送82ASCI十六进制至ASCII转换83HEXASCII至十六进制转换84CCD校验码85VRRD电位器读入86VRSC电位器刻度8788PIDPID控制89十F2外部模块—功能90~9990MNETF-16N, Mini网91ANRDF2-6A, 模拟量输入92ANWRF2-6A, 模拟量输出93RMSTF2-32RM, 启动RM94RMWRF2-32RM, 写RM95RMRDF2-32RM, 读RM96RMMNF2-32RM, 监控RM97BLKF2-30GM, 指定块98MCDEF2-30GM, 机器码99十一浮点数—功能110~132 110ECMP浮点数比较111EZCP浮点数区间比较118EBCD浮点数2进制->10进制119EBIN浮点数10进制->1进制120EADD浮点数加法121ESUB浮点数减法122EMUL浮点数乘法123EDIV浮点数除法127ESOR浮点数开方129INT浮点数->整数130SIN浮点数SIN运算131COS浮点数COS运算132TAN浮点数TAN运算147SW AP上下字节交换十二定位—功能155~159 155ABS156ZRN157PLSY158DRVI159DRV A十三时钟运算—功能160~169 160TCMP161TZCP162TADD163TSUB166TRD167TWR169HOUR十四外围设备—功能170~177 170GRY171GBIN176RD3A177WR3A十五接点比较—功能224~246 224LD=(S1)=(S2)225LD>(S1)>(S2)226LD<(S1)<(S2)228LD<>(S1)<>(S2)229LD<=(S1)>=(S2)230LD>=(S1)>=(S2)232AND=(S1)=(S2)233AND>(S1)>(S2)234AND<(S1)<(S2)236AND<>(S1)<>(S2)237AND<=(S1)>=(S2)238AND>=(S1)>=(S2)240OR=(S1)=(S2)241OR>(S1)>(S2)242OR<(S1)<(S2)244OR<>(S1)<>(S2)245OR<=(S1)>=(S2)246OR>=(S1)>=(S2)特殊软元件一PC状态M8000RUN监控(a触点)M8001RUN监控(b触点)M8002初始脉冲(a触点)M8003初始脉冲(b触点)M8004发生出错M8005电池电压下降M8006电池电压下降锁存M8007电源瞬停检测M8008停电检测M8009DC24V关断D8001PLC型号及系统版本D8002存储器容量D8003存储器类型D8004出错M地址号D8005电池电压D8006电池电压下降检出电平D8007瞬停次数D8008停电检测时间D8009DC24V关断的单元编号二时钟M8011震荡周期10msM8012震荡周期100msM8013震荡周期1sM8014震荡周期1分钟M8015计时停止及预置M8016时间读出时显示停止M8017±30秒的修正M8018检测RTC卡盒是否插入M8019实时时钟(RTC)出错D8010当前扫描时间D8011最小扫描时间D8012最大扫描时间D8013秒D8014分D8015时D8016日D8017月D8018年D8019星期(0:星期日~6:星期六)三标志M8020零(加减运算结果为0时置位) M8021借位M8022进位M8023小数点运算标志M8024M8025HSC方式M8026RAMP方式M8027PR方式M8028FROM./TO指令执行中允许中断标志M8029指令执行完成D8028Z寄存器内容D8029V寄存器内容四PLC方式M8030电池LED灯灭指令M8031全清非保持存储器M8032全清保持存储器M8033停止时存储器保持M8034禁止所有输出M8035强制RUN方式M8036强制RUN信号M8037强制STOP信号M8038RAM文件寄存器全清零M8039恒定扫描方式D8039恒定扫描时间FX2N, FX2NC基本性能项目FX2N, FX2NC系列输入继电器X184点合计256点输出继电器Y184点辅助继电器M一般用500点M0~M499保持用(可变)524点M500~M1535保持用(固定)2048点M1024~M3071特殊用256点M8000~M8255状态继电器S初始化用10点S0~S9一般用490点S10~S499锁存用400点S500~S899报警用100点S900~S999定时器T100ms200点T0~T19910ms46点T200~T2451ms4点T246~T249100ms(积算)6点T250~T255模拟计数器C增计数一般用100点(16位)C0~C99 锁存用100点(16位)C100~C199加/减用一般用20点(16位)D200~D999锁存用15点(16位)C100~C199高速用一相10KHz 3点, 7KHz 3点或二相2KHz 2点(总计20KHz)数据寄存器D通用数据存储器一般用200点D0~D199保持用(可变)312点D200~D511保持用(固定)7488点D512~D7999特殊用256点D8000~D8255变址用16点V0~V7, Z0~Z7文件寄存器最大7000点D1000以后(可设)可指定1~14个块,每个块500点指针跳步跳步转移用128点P0~P127输入中断指针6点I00*~I50*定时器中断指针3点I6**~I8**计数器中断指针6点I010~I060频率主控用8点N0~N7常数十进制K32位-2147483648~+2147483647十六进制H32位0~FFFFFFFF(H)FX2N-16M-128M型1 输入输出16-256点2 内置RAM存储器(8000步)。
PLC-功能指令
5.2 程序流程控制功能指令
➢ 条件跳转指令CJ ➢ 子程序调用指令CALL与返回指令SRET ➢ 中断返回指令IRET、允许中断指令EI与禁止中断
指令DI ➢ 主程序结束指令FEND ➢ 监视定时器刷新指令WDT ➢ 循环开始指令FOR与循环结束指令NEXT
1 条件跳转指令CJ
➢ 条件跳转指令CJ(Conditional Jump)的功能 编号为FNC00,操作数的指针标号P0~P127, 其中P63即END所在步序,无需再标号。CJ和 CJP都占3个程序步,指针标号占1个程序步。
从D1000开始以500点为一个文件,最多可设置14个文件,可 被外部设备存取;
文件寄存器实际上被设置为PLC的参数区。文件寄存器与锁 存寄存器是重叠的,可保证数据不会丢失。
FX2N系列的文件寄存器可通过BMOV(块传送)指令改写
2)变址寄存器(V/Z)
变址寄存V0~V7和Z0~Z7除
I□0□
0:下降沿中断 1:上升沿中断
输入号(0~5),对应输入X0~X5且每个只能用一次
例如:I201是当输入X2从OFF→ON变化时,执行以I201为标 号的中断程序,并根据IRET指令返回。
(2)定时器中断指针(I△□□):共3点,用来指示周期定时 中断的中断服务程序的入口位置。这类中断的作用是PLC以指 定的周期定时执行中断服务程序,定时循环处理某些任务,处 理的时间也不受PLC扫描周期的影响。定时器中断指针格式如 下:
例如,I710,即每隔10ms就执行标号为I710后面的中断程序 ,并根据IRET指令返回
(3)计数器中断指针( I0△0 ):△表示定时器中断号, 取 值范围为1~6 例如,I010 I020 I030 I040 I050 I060,用于在PLC 内置的高速计数器中。当高速计数器的当 前值达到规定值,执行中断子程序。常用于利用高速计数器优 先处理计数结果的场合。
VMCL850电气说明书
数控立式铣床 加工中心电 气 说 明 书( 配FANUC-Oi D/FANUC-Oi mate D系统 )中 华 人 民 共 和 国南通科技投资集团股份有限公司目 录前言第一章 机床电源接入1.1 电源接入1.2 安全接地1.3 供电电源第二章 控制框图及操作功能简介2.1 机床控制框图2.2 机床操作面板功能说明第三章 机床强电说明3.1主电路3.2控制电路电源3.3交流控制电路3.4直流控制电路第四章 机床有关操作4.1 机床开机步骤4.2 机床关机步骤4.3 更换刀具的操作4.4 机床M指令表4.5 有关CF卡的DNC操作步骤4.6 RS232通讯口外设计算机联机的注意事项第五章 斗笠式刀库的相关操作5.1 概述5.2 自动换刀程序格式5.3 刀库回零操作5.4 向刀库中装刀的步骤5.5 换刀过程中出现气压报警的处理方法 5.6 报警提示含义及提示消除方法5.7 刀号错或选刀号与主轴刀号重复的处理 5.8 换刀操作注意事项第六章 圆盘式刀库的相关操作6.1概述6.2 刀具数具表6.3 主轴上刀具的手动装卸6.4 刀库内刀具的手动装卸6.5 主轴上的刀具由换刀机构自动送入刀库6.6 自动换刀操作6.7 刀库手动转动6.8 刀库回零6.9 大直径刀具的换刀与管理6.10 选刀与换刀的有关显示6.11 换刀过程中出现气压报警的处理方法6.12 换刀择行机构与Z向移动联锁的解除6.13 报警提示含义及提示消除方法6.14 刀号错或选刀号与主轴刀号重复的处理6.15 换刀操作注意事项第七章 刚性攻丝的相关操作7.1 刚性攻丝的相关的参数设定7.2 刚性攻丝的编程格式7.3 刚性攻丝的调整7.4 特殊情况下的攻丝回退前 言本说明书(09年第一版)适用于我公司配装FANUC 0i MD/0i Mate MD数控系统的立式加工中心。
本说明书主要对机床有关操作、强电控制、以及刀库相关操作进行说明。
为保证机床长期有效工作,避免不当操作造成机床损坏或其它损失,使用机床前,请务必认真阅读本说明书和随机提供的其它说明书,特别留心使用安全方面的注意事项。
第6章 顺序控制梯形图的编程方式
1-6
PLC原理及应用 原理及应用
3、转换条件: 进入初始步的条件:M8002=1;T2=1。 进入初始步的条件:M8002=1;T2=1。 进入4秒步的条件:X0=1。 进入4秒步的条件:X0=1。 进入6秒步的条件:T0=1。 进入6秒步的条件:T0=1。 进入5秒步的条件:T1=1。 进入5秒步的条件:T1=1。 特别注意初始步的激活问题:用M8002的常开触点 特别注意初始步的激活问题:用M8002的常开触点 将初始步的编程元件置位。 4、各步的动作: 初始步的动作:Y0。 初始步的动作:Y0。 4秒步的动作:Y0、T0。 秒步的动作:Y0、T0。 6秒步的动作:Y1、T1。 秒步的动作:Y1、T1。 5秒步的动作:Y1、Y2、T2。 秒步的动作:Y1、Y2、T2。 二、根据分析画出时序图(见图6 所示) 二、根据分析画出时序图(见图6-2所示) 根据分析画出时序图
■
1-17
PLC原理及应用 原理及应用
三、跳步与循环次数的控制
S0
X04
相当 选择 分支
1、跳步(如图6-7所示) 、跳步(如图6 所示) 1)当S0处于活动状态,且X04=1时,将跳 处于活动状态, 04= 过S1步,由步S0进展到S2。称为正向跳步。 由步S 进展到S 称为正向跳步 正向跳步。 2)当S4处于活动状态,且X05=1时,将从 S4处于活动状态 处于活动状态, X05=1时 步S4返回到步S3。称为逆向跳步。 S4返回到步 。称为逆向跳步 返回到步S3 逆向跳步。 显然,跳步属于选择序列的一种特殊情况。 显然,跳步属于选择序列的一种特殊情况。 2、循环次数的控制 在设计梯形图时,经常遇到一些需要多次 重复的操作,此时可借助高级语言循环语句的 思想来设计顺序功能图和梯形图。逆向跳步
海德盟HI800操作手册正文(NEW)
Hi800操作手册
目录
目录................................................................................................................................... 1 1 概述 ............................................................................................................................... 3
1.3.1 启动........................................................................................................... 9 1.3.2 关闭........................................................................................................... 9 1.4 密码保护.............................................................................................................. 9 2 系统人机界面............................................................................................................... 10 3 手动方式(MAN或Alt+M) .......................................................................................... 11 3.1 连续进给(F1) ................................................................................................ 11 3.2 增量进给(F2) ................................................................................................ 11 3.3 手轮进给(F3) ................................................................................................ 12 3.4 回机床原点(F4) ............................................................................................. 12 3.5 断点返回(F5) ................................................................................................ 12 3.6 辅助功能(F7) ................................................................................................ 12 3.6.1 手动释放(F1) ...................................................................................... 12 3.6.2 设定坐标值(F2)................................................................................... 12 3.7 多轴同时手动进给 ............................................................................................. 13 4 自动方式(AUTO或Alt+A)......................................................................................... 14 4.1 选择工件程序(F1) ......................................................................................... 15 4.1.1 选择程序号(F1)................................................................................... 15 4.1.2 选择程序段 .............................................................................................. 17 4.1.3 图形预览(F6) ...................................................................................... 18 4.2 程序执行1(F2) .............................................................................................. 18 4.2.1 连续方式(F1) ...................................................................................... 19 4.2.2 单段方式(F2) ...................................................................................... 19 4.2.3 手动编程方式(F3) ............................................................................... 19 4.3 程序执行2(F3) .............................................................................................. 21 4.3.1 程序段跳步(F1)................................................................................... 21 4.3.2 M01暂停功能(F2) ................................................................................ 21 4.4 回退(F4)........................................................................................................ 22 4.5 测试程序(F5) ................................................................................................ 22 4.5.1 G00进给速度(F5) ................................................................................ 22 4.6 轨迹图形(F6) ................................................................................................ 22 4.7 有关自动方式的几点说明................................................................................... 23 5 数据(DATA或Alt+D) ................................................................................................ 24 5.1 数据类型选择(F1) ......................................................................................... 24 5.2 载入数据(F2) ................................................................................................ 24 5.3 储存数据(F3) ................................................................................................ 24 5.4 数据管理(F4) ................................................................................................ 25
PLC功能指令
功能指令预备知识
FX3U可以处理整数、实数和字符串,而FX2N不能处理字符串, FX1S/FX1N却只能处理整数,连小数都处理不了。 位软元件是指其元件状态只有两种状态(ON/OFF)的开关量元件,属 于数据类型中的布尔型。 定时器在程序中主要使用其两种控制功能:一是定时控制功能,二是定 时器当前值比较功能。 数据寄存器的存储特点是:一旦写入,长期保持,存新除旧,断电归0。 文件寄存器D1000-D7999
三菱FX2n PLC功能指令
功能指令预备知识
数据的16位 & 32位?
PLC所处理的量有两种:
一种是开关量,即只有“1”和“0”两种状态的量,一个开关量就是一位,像输入端 X和输出端Y均是一位开关量。
另一种是模拟量,模拟量要通过一定的转换(模数转换)才能转换成开关量,才能 由PLC进行处理,它的特点是由多位开关量组成的一个存储单元整体,这个多位开 关量是一起被处理的。产生了4位、8位、16位、32位等整体处理的数据存储单元, 同时也行成了位、字节、字、双字等名词术语。 位(bit):数据量都是由多个开关量组成的,我们把每个开关量称为数据量的 “位”,也称为二进制位(bit).
2.5.2 FX系列PLC常用功能指令介绍(1)
程序流向控制类指令(FNC00~FN09)
②子程序调用与子程序返回指令 ■子程序调用指令CALL 编号FNC01 操作数为P0~P127,占3个程序步 ■子程序返回指令SRET 编号FNC02 无操作数,占1个程序步。
2.5.2 FX系列PLC常用功能指令介绍(1)
2.5.2 FX系列PLC常用功能指令介绍(1)
程序流向控制类指令(FNC00~FN09)
①条件跳转指令 注意:
1)CJP指令表示为脉冲执行方式; 2)在一个程序中一个标号只能出现一次,否则将出错; 3)即使被跳过程序的驱动条件改变,但其线圈(或结果)仍保持 跳转前的状态。 4)在跳转执行期间定时器和计数器将停止工作,到跳转条件不满 足后又继续工作。但对于正在工作的定时器T192~T199和高速 计数器C235~C255不管有无跳转仍连续工作。 5)若积算定时器和计数器的复位(RST)指令在跳转区外,即使 它们的线圈被跳转,但对它们的复位仍然有效。