注塑件常见品质问题及原因分析、解决方法
注塑生产中15种注塑缺陷不良原因分析和对策
注塑生产中15种注塑缺陷不良原因分析和对策常见注塑不良原因分析和对策1.充填不足2.溢料3.气孔4.波纹5.银条纹6.表面晕音7.融合线8.气泡9.黑条纹及烧痕10.龟裂11.离模溢料12.弯曲13.脱模不良14.直浇口的脱模不良15.材料的叠边不良不良现象及其原因处理办法1、充填不足[1]成形品的体积过大[2] 流道、浇口过小[3] 喷头温度低[4]材料的温度或者射出压力低[5]内腔里的流体流动距离过长[6]模具温度低了[7]射出速度慢了[8]材料的供给量过少[9]排气不良2、溢料[1]锁模力不足[2]模具不好[3]模具面的杂质[4]成形品的投影面积过大[5]材料的温度过高[6]材料供给量过剩[7]射出压力高3、气孔在材料為充分干燥时,是挥发物或空气所致;大多时候发生在產品胶厚的位置,实际是材料的收缩引起的真空气泡[1]流道或浇口过小[2]成形品的壁厚差大[3]材料的温度高[4]离浇口的流动距离长[5]脱模过早[6]射出压力低[7]冷却时间短[8]保压不充分4、波纹[1]材料流动不畅[2]模具温度低[3]进浇口过小5、银条纹[1]水分或挥发成分[2]材料的温度过高[3]模具温度低[4]排气不良[5]成形品或模具的设计不良[6]模具面上的水分或挥发成分[8]混入夹杂的材料[9]螺桨的运转不当6、表面晕暗[1]润滑或挥发成分过多[2]脱模材过多7、融合线------实际是2股或多股材料汇合时,材料的融合线。
与材料汇合时,材料的粘度有狠大的关系。
从理论上讲,材料的汇合肯定会產生融合线,只是明显程度的不同而已。
[1]材料的温度[2]浇口的设计不当[3]材料里的挥发成分或脱模剂过多[4]材料的凝固快[5]成形品的设计不良8、气泡------在材料為充分干燥时,是挥发物或空气所致;大多时候发生在產品胶厚的位置,实际是材料的收缩引起的真空气泡[1]浇口或流道过小[2]射出压力低[3]过剩的水分[4]成形品的设计不良[5]排气不良9、黑条纹及烧痕------实际是材料受到高温、高压的作用出现分解烧焦的现象。
塑胶件常见不良状况及形成原因、改善对策
1、模具设计不合理,胶件出模时受力不当
2、胶件因冷却及保压时间不够而引起的收缩性变形
3、包装方式不当或包装胶袋及纸箱不合理保存时间太长或堆放不合理而引起的变形
1、改良模具设计,使之合理
2、延长冷却及保压时间即延长啤塑周期
3、改良包装材料(纸箱胶袋)改善合理的包装方式
6、调节适当料温或模温
7、减小射胶速度
8、减小加料量
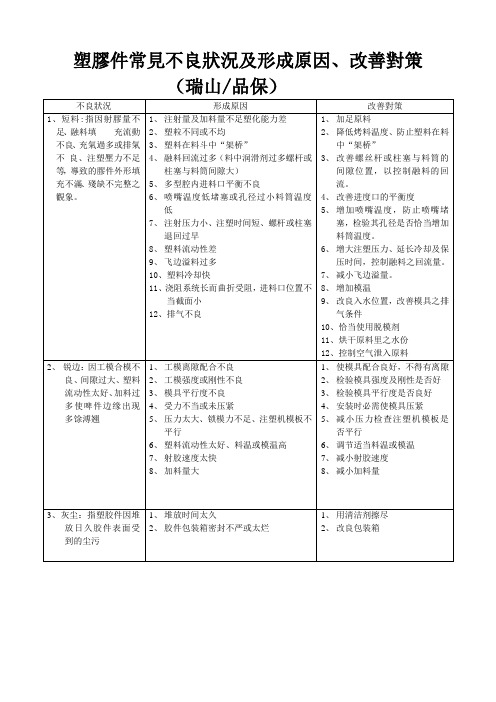
3、灰尘:指塑胶件因堆放日久胶件表面受到的尘污
1、堆放时间太久
2、胶件包装箱密封不严或太烂
1、用清洁剂擦尽
2、改良包装箱
4、油垢:指工模防锈油污及脱模剂所致的油污,表现为黄色或黑色斑,一般可用布擦掉
1、工模因停机时所加防锈油及脱模剂在开啤尚时未洗干净
塑膠件常見不良狀況及形成原因、改善對策
(瑞山/品保)
不良狀況
形成原因
改善對策
1、短料:指因射膠量不足、融料填充流動不良、充氣過多或排氣不良、注塑壓力不足等,導致的膠件外形填充不滿、殘缺不完整之觀象。
1、注射量及加料量不足塑化能力差
2、塑粒不同或不均
3、塑料在料斗中“架桥”
4、融料回流过多(料中润滑剂过多螺杆或柱塞与料筒间隙大)
5、模具排气不良
6、模温低
7、注塑时间速度太快
8、模具型腔内有水分,油脂或脱模剂不当
9、加料端空气混入
10、料气死角
1、烤干原料里水分
2、降低料温
3、加大压力
4、螺杆不得过早退回
5、改善模具之排气条件
6、增加模温
7、减小注塑速度
8、保证模具型腔不得有水分,油脂。使用适当脱模剂
9、禁止加料端空气泄入
塑胶注成型不良缺陷种类及原因分析以及改善对策

塑胶注成型不良缺陷种类及原因分析以及改善对策塑料制品不良及处理方法成型上的缺点有些是发生在机器性能、模具设计或原料特性本身外,大部分问题可靠调整操作条件来解决。
调整操作条件必须注意:每次变动一个因素见到其结果再变动另一个。
调整完了后必须观察一段时间,待操作平衡稳定后的结果才算数。
压力的变动在一两模内即知结果,而时间尤其温度的变动需观察十分钟后的结果才算稳定结果。
熟悉各种缺点可能的原因及优先调整因素,以下分项说明各种缺点,其可能发生的原因及对策。
有些缺点及原因仅限于某些原因,有些缺点则是由多种原因引起的。
成品未完整(SHORT SHOT)故障原因处理方法原料温度太低提高料筒温度注射压力太低提高注射压力预塑量不够增多计量行程射出时间太短增长射出时间射出速度太慢加快射出速度模具温度太低提高模具温度模具温度不匀重调模具水管模具排气不良恰当位置加适度之排气孔喷嘴阻塞拆除清理进料不平均重开模具溢口位置浇道或溢口太小加大浇道或溢口原料内润滑剂不够酌加润滑剂螺杆止逆环(过胶圈)磨损拆除检查修理机器注射量不够更换较大机器缩水(SINK MARK)预塑量不够增加预塑计量行程注射压力低提高注射压力保压压力不够提高保压压力注射时间太短增长射出时间注射速度太快减小速度溢口不平衡调整模具入口大小或位置喷嘴阻塞拆除清理料温过高降低料温模温不当调整适当之温度冷却时间不够酌延冷却时间排气不良在缩水处设排气孔成品本身或其肋(RIB)及柱(BOSS)过厚检讨成品料筒过大更换较小规格料筒螺杆止逆环(过胶圈)磨损拆除检查修理成品粘模(PRODUCT STICKING)注射压力太高降低射出压力剂量过多使用脱模剂保压时间太久减少保压时间注射速度太快减小速度料温过高降低料温进料不均匀使部分过饱变更溢口大小或位置冷却时间不足增加冷却时间模具温度过高或过低调整模温及两侧相对温度模具内有脱模倒角(UNDERCUT)修模具去除倒角模具表面不光打光模具浇道(水口)粘模(SPROE STICKING)注射压力太高降低射出压力加热温度过高调节温度浇道过大修改模具浇道冷却不够延长冷却时间或降低料筒温度浇道脱模角不够修改模具重新调整其配合增加角度浇道凹弧(SPRUE BUSHING)与射嘴配合不正重新调整其配合浇道内表面不光或有脱模倒角检修模具浇道外孔有损坏检修模具无浇道抓锁(SNA TCHPIN)加设抓锁填料过饱降低射出剂量、时间及速度毛头、披锋(FLASE)加热温度太高降低加热温度、降低模具温度注射压力太高降低射出压力填料过饱降低射出剂量、时间及速度合模线(PARTING LINE)或密封面(MA TING SURFACE)不良检修模具锁模压力不够增加锁模压力制品投影面积过大更换锁模压力较大之机器开模时或顶出时成品破裂(CRACKING)填料过饱降低射出剂量、时间及速度模温太低升高模温部份脱模角不够检修模具有脱模倒角检修模具成品脱模时不能平衡脱离检修模具顶针不够或位置不当检修模具脱模时模具产生真空现象降低开模或顶出慢速、加进气设备结合线(WELD LINES)塑料熔融不佳提高塑料温度;提高背压;加快螺杆转速模具温度过低提高模具温度注射速度太慢增加注射速度注射压力太低提高注射压力塑料不洁或掺有他料检查原料脱模油太多少用脱模油或尽量不用浇道及溢口过大或过小调整模具入口尺寸或改变位置模内空气排除不及增开排气孔或检查原有排气孔是否堵塞流纹(FLOW LINES)塑料熔融不佳提高塑料温度;提高背压;加快螺杆转速模具温度过低提高模具温度注射速度太快或太慢调整适当注射速度注射压力太高或太低调整适当注射压力塑料不洁或掺有他料检查原料溢口过小产生内射纹加大溢口成品断面厚薄相关太多变更成品设计或溢口位置银纹、气疮(SILVER STREAKS)塑料含有水分塑料彻底烘干;提高背压塑料温度过高或模具过热降低原料温度,射嘴及前段温度塑料中其他添加物如润滑剂染料等之分解减少其使用量或更换耐温较高之代替品塑料中其他添加物混合不匀彻底混合均匀注射速度太快减慢注射速度模具温度太低提高模具温度塑料粒粗细不匀使用粒状均匀之原料料筒内夹有空气降低料筒后段温度;提高背压原料在模内流程不当调整溢口大小及位置使模具温度保持平均成品表面不光泽模具温度太低提高模具温度塑料剂量不够增加注射压力、速度、时间及剂量模内有过多脱模油擦拭干净模内表面有水擦拭并检查是否漏水模内表面不光模具打光成品变形(WARPING)成品顶出时尚未冷却降低模具温度;延长冷却时间;降低塑料温度成品形状及厚薄不对称脱模后以定型架固定;变更成型设计进料过多减少射出压力、速度、时间及剂量几个溢口进料不平均更改溢口顶出系统不平衡改善顶出系统模具温度不均匀调理模具温度近溢口部分原料太松或太紧增加或减少注射时间成品内有气孔(AIR BUBBLES)成品断面、肋或柱过厚变更成品设计或溢口位置注射压力太低提高注射压力注射时间不足增加注射时间浇道溢口太小加大浇道及入口注射速度太快调慢注射速度塑料含水分塑料彻底干燥塑料温度过高以致分解降低塑料温度模具温度不平均调整模具温度冷却时间太长减少模内冷却时间,使用水浴冷却水浴冷却过急减短水浴时间或提高水浴温度背压不够提高背压料筒温度不当降低喷嘴及前段温度,提高后段温度黑点(BLACK SPOTS)原料过热部分附着料筒管壁彻底空射;拆除料筒清理;降低塑料温度;减短加热时间塑料混有异物、纸屑等检查塑料;彻底空射射入模内时产生焦斑(BURNING MARK)降低注射压力及速度;降低塑料温度;加强模具排气孔;酌降合模压力;更改入口位置料筒内有使原料过热的死角检查喷嘴与料筒间接触面有无间隙或腐蚀现象必须考虑回收材料的材质硬度必须要和新料相同,最理想的回收是连续性粉碎、干燥、加工不使回收材料贮放太久,粉碎粒子尽量和新粒子接近,树脂经一再的回收,将降低成品的特性,制品有特殊性要求时,最好勿使用回收料。
注塑制品常见问题原因分析(四)

注塑制品常见问题原因分析(四)收缩凹陷的原因分析注塑成型过程中,制品收缩凹陷是比较常见的现象。
造成这种情况的主要原因有:1.机台方面:(1)射嘴孔太大造成融料回流而出现收缩,太小时阻力大料量不足出现收缩。
(2)锁模力不足造成飞边也会出现收缩,应检查锁模系统是否有问题。
(3)塑化量不足应选用塑化量大的机台,检查螺杆与料筒是否磨损。
2.模具方面:(1)制件设计要使壁厚均匀,保证收缩一致。
(2)模具的冷却、加温系统要保证各部份的温度一致。
(3)浇注系统要保证通畅,阻力不能过大,如主流道、分流道、浇口的尺寸要适当,光洁度要足够,过渡区要圆弧过渡。
(4)对薄件应提高温度,保证料流畅顺,对厚壁制件应降低模温。
(5)浇口要对称开设,尽量开设在制件厚壁部位,应增加冷料井容积。
3.塑料方面:结晶性的塑料比非结晶性塑料收缩历害,加工时要适当增加料量,或在塑料中加成换剂,以加快结晶,减少收缩凹陷。
4.加工方面:(1)料筒温度过高,容积变化大,特别是前炉温度,对流动性差的塑料应适当提高温度、保证畅顺。
(2)注射压力、速度、背压过低、注射时间过短,使料量或密度不足而收缩压力、速度、背压过大、时间过长造成飞边而出现收缩。
(3)加料量即缓冲垫过大时消耗注射压力,过小时,料量不足。
(4)对于不要求精度的制件,在注射保压完毕,外层基本冷凝硬化而夹心部份尚柔软又能顶出的制件,及早出模,让其在空气或热水中缓慢冷却,可以使收缩凹陷平缓而不那么显眼又不影响使用。
翘曲变形的原因分析注塑制品变形、弯曲、扭曲现象的发生主要是由于塑料成型时流动方向的收缩率比垂直方向的大,使制件各向收缩率不同而翘曲,又由于注射充模时不可避免地在制件内部残留有较大的内应力而引起翘曲,这些都是高应力取向造成的变形的表现。
所以从根本上说,模具设计决定了制件的翘曲倾向,要通过变更成型条件来抑制这种倾向是十分困难的,最终解决问题必须从模具设计和改良着手。
这种现象的主要有以下几个方面造成:1.模具方面:(1)制件的厚度、质量要均匀。
常见的塑件问题分析及处理方法

在制品上有孔穴的地方都会产生熔接线痕,若要完全消除比较困难,熔融塑料在型腔中由于遇到嵌件孔洞、流速不连贯的区域、充模料流中断的区域而以多股形式汇合,这种低温熔料相汇合因不能完全熔合而产生线性的熔接缝,此外在发生浇口喷射充模也会生成熔接缝
1、原料流动性不够
2、射出速度快或慢,调整适当射胶速度
3、灌嘴孔径过小或灌嘴过长,则在灌嘴处温度下降,因此,冷却的原料最先射出,发生压力下降,而造成流痕。
4、射出压力低,调整适当射胶压力
5、保压不足
6、保压时间短
1、模温太低,增加模具温度,使原料容易流动。
2、模具冷却不适当,重调模具水管
3、冷料窝存储小,射出初期,温度低的原料被先充填造成流痕。
2、原料润滑性不足够
1、料温太高
2、原料在料筒内滞留时间太长
3、注塑机料筒受损使原料积聚
1、入水口太细太长
四、云雾
制品表面的光洁度不良
1、塑料的稳定性不足够
1、料温太高
2、模温过低
3、原料在料筒滞留得太长
4、脱模剂使用不当
1、模具抛光太差
五、起疮:(银色条纹)
这是出现在制件表面熔料流动方向上的银白色纹理,这种现象的原因虽然很多,但主要是原料干燥不彻底,由水分或挥发成分造成的
2、射出压力低,造成充填不足。提高射胶压力。
3、射胶进行太快转保压
4、保压过低
5、射出速度太慢,原料在未充满模穴之前就固化而造成短射的现象。增大射胶速度。
6、模具温度过低,也容易造成欠肉,但是提高模温则冷却时间延长,造成成型周期时间也延长,所以,必须考虑从与生产效率相关角度来决定适当的模温。
7、逆止阀破裂
1、入水口的设计不良
常见注塑件缺陷及解决的方法

充填不足
01
总结词
充填不足是指注塑件在成型过程中未能完全填满 模具型腔,导致部分区域出现缺料或凹陷。
02
详细描述
充填不足通常是由于注射速度慢、注射压力不足、 模具温度过高或塑料流动性差等原因引起的。
缩痕
总结词
缩痕是指注塑件表面出现凹陷或收缩痕迹,影响 外观和尺寸精度。
详细描述
缩痕通常是由于塑料冷却过程中收缩率不均、模 具温度不均匀或注射压力不足等原因引起的。
常见注塑件缺陷及解 决的方法
目录
• 常见注塑件缺陷 • 注塑件缺陷原因分析 • 解决注塑件缺陷的方法 • 案例分析
01
常见注塑件缺陷
翘曲与扭曲
总结词
翘曲与扭曲是指注塑件形状发生扭曲或弯曲,不符合设 计要求。
详细描述
翘曲与扭曲通常是由于模具设计不合理、塑料收缩率差 异、注射温度和压力不适当等原因引起的。
环境条件的控制Байду номын сангаас
总结词
保持稳定的环境条件对注塑件的质量至关重 要,包括温度、湿度和清洁度等。
详细描述
确保注塑车间温度、湿度稳定,保持环境清 洁、无尘。定期对设备和环境进行清理和消 毒,防止污染和细菌滋生。同时,要关注天 气变化和季节性温差对注塑件质量的影响,
采取相应的措施进行调节。
04
案例分析
案例一:翘曲与扭曲缺陷的解决
材料选择与控制
总结词
选择合适的材料,控制材料质量是解决注塑件缺陷的重要步骤。
详细描述
根据产品使用要求和工艺特性,选择具有良好流动性和成型性的材料。同时, 要确保材料干燥、清洁,无杂质和污染。定期对材料进行质量检查,确保其性 能稳定。
模具优化与维护
注塑制品容易出现的品质缺陷成因分析及解决方法
注塑制品品质 缺陷成因分析与解决方法注塑成型技术系统培训教材SANSEI精密注塑成形欠注(缺胶):形成原因及解决办法1.设备选型不当。
选用注射量适当的注塑机。
塑件重量一般为理论注射量的85%以下。
2.熔胶料量不足。
给足够的熔融塑料。
(加大熔胶量)。
3.料斗下料不充分。
检查料的颗粒大小,使用颗粒均匀的原料。
4.原料的流动性太差。
检查水口料量的比例多少,添加增塑助剂。
或更换流动性好的材料。
5.冷料杂质堵塞流道。
清理喷咀,加大唧咀直径,加大冷料井或流道截面。
6.浇注系统设计不合理。
多腔模具浇道不平衡,浇口大小不一致,流道细小而长。
改良流道设计。
7.模具排气不良。
加强模具排气。
在模具上开排气孔或0.02-0.04MM,宽度为5-10MM的槽在最终充模处。
8.模具温度太低。
节制模内冷却流量,提高模具温度或使用模温机。
9.熔料温度太低。
料筒温度太低使塑料流动性差,应适量提高温度设定。
检查发热圈是否正常发热。
10.喷咀温度太低。
喷咀温度太低致射出熔料时阻力增大,压力损失大,检查发热圈是否正常发热。
模具冷料穴小或没有时冷料堵塞,故应提高喷咀温度。
11.注射压力不足。
适当提高注射压力。
12.注射及保压时间不足。
适当延长注射时间。
厚壁制件需较长的保压时间。
13.保压压力不足。
适当提高保压压力。
14.注射速度太慢或太快。
注射速度太慢制品难以充填,太快可能模具排气不良. 同时太慢可能使制品出现流纹,太快使制品出现熔体破裂而形成银纹。
15.注射设定位置不合理。
对于壁厚薄不一致的制品,注射时分段设定的切换位置不合理及压力速度不协调时,会造成壁薄位置难以充填,壁厚部分承受过大注射压力形成披锋。
16.模具结构设计不合理。
制件壁薄,投影面积大,或制件壁厚薄极不均匀。
薄壁时太薄使之难以充填。
改变其结构壁厚。
17.背压太低。
对于发泡性材料或某些干燥不充分的成形材料,有背压太低也会导致欠注现象发生,故调较应有适量背压。
18.机器螺杆磨损。
注塑工艺注塑成型缺陷分析及不良解决对策

注塑成型技术培训资料一、如何解决注塑产品存在的品质缺陷1、注塑产品存在的品质缺陷:塑料制品的成型加工过程中,由于加工设备不一,成型性能各异,原料品种繁多,加之设备的运行状态,模具的型腔结构、物料的流变性筹多种因素错综变化的影响,得塑料的内在及外观质量经常会出现各种各样的成型缺陷。
常见的外观缺陷有:缩水、飞边、黑点、流纹、熔接线、亮纹、缺胶、气泡、料花等。
2、如何解决缩水•缩水产生的原因制件在模具中冷却时,由于制件的胶厚不一致而导致塑胶收缩不均匀而引起的凹痕。
解决缩水的原理是:在制件冷却过程中,熔胶不断补充制件收缩引起的空缺。
因此在正常情况下要保证熔胶补充的通道不受阻和足够的补充压力。
•在注塑工艺上的解决办法:(1)注塑条件问题:①注射量不足;②提高注射压力;③增加注射时间;④增加保压压力或时间;⑤提高注射速度;⑥增加注射周期;⑦操作原因造成的注射周期反常。
(2)温度问题:①物料太热造成过量收缩;②物料太冷造成充料压实不足;③模温太高造成模壁处物料不能很快固化;④模温太低造成充模不足;⑤模子有局部过热点;⑥改变冷却方案。
(3)模具问题:①增大浇口;②增大分流道;③增大主流道;④增大喷嘴孔;⑤改进模子排气;⑥平衡充模速率;⑦避免充模料流中断;⑧浇口进料安排在制品厚壁部位;⑨如果有可能,减少制品壁厚差异;⑩模子造成的注射周期反常。
(4)设备问题:①增大注压机的塑化容量;②使注射周期正常;(5)冷却条件问题:①部件在模内冷却过长,避免由外往里收缩,缩短模子冷却时间;②将制件在热水中冷却。
3、如何解决飞边•产生飞边的原因:产品溢边往往由于模子的缺陷造成,其他原因有:注射力大于锁模力、物料温度太高、排气不足、加料过量、模子上沾有异物等。
•如何判断产生飞边的原因:在一般情况下,采用短射的办法。
即在注塑压力速度较低、不用保压的情况下注塑出制件90%的样板,检查样板是否出现飞边,如果出现,则是模具没有配好或注塑机的锁模压力不足,如果没有出现,则是由于注塑条件变化而引起的飞边,比如:保压太大、注射速度太快等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
注塑件常见品质问题及原因分析、解决方法一、注塑件常见品质问题塑胶件成型后,与预定的质量标准(检验标准)有一定的差异,而不能满足下工序要求,这就是塑胶件缺陷,即常说的品质问题,要研究这些缺陷产生原因,并将其降至最低程度,总体来说,这些缺陷不外乎是由如下几方面造成:模具、原材料、工艺参数、设备、环境、人员。
现将缺陷问题总结如下:1、色差:注塑件颜色与该单标准色样用肉眼观看有差异,判为色差,在标准的光源下(D65)。
2、填充不足(缺胶):注塑件不饱满,出现气泡、空隙、缩孔等,与标准样板不符称为缺胶。
3、翘曲变形:塑胶件形状在塑件脱模后或稍后一段时间内产生旋转和扭曲现象,如有直边朝里,或朝外变曲或平坦部分有起伏,如产品脚不平等与原模具设计有差异称为变形,有局部和整体变形之分。
4、熔接痕(纹):在塑胶件表面的线状痕迹,由塑胶在模具内汇合在一起所形成, 而熔体在其交汇处未完全熔合在一起,彼此不能熔为一体即产生熔接纹,多表现为一直线,由深向浅发展,此现象对外观和力学性能有一定影响。
5、波纹:注塑件表面有螺旋状或云雾状的波形凹凸不平的表征现象,或透明产品的里面有波状纹,称为波纹。
6、溢边(飞边、披锋):在注塑件四周沿分型线的地方或模具密封面出现薄薄的(飞边)胶料,称为溢边。
7、银丝纹:注塑件表面的很长的、针状银白色如霜一般的细纹,开口方向沿着料流方向,在塑件未完全充满的地方,流体前端较粗糙,称为银丝纹(银纹)。
8、色泽不均(混色):注塑件表面的色泽不是均一的,有深浅和不同色相,称为混色9、光泽不良(暗色):注塑件表面为灰暗无光或光泽不均匀称为暗色或光泽不良。
10、脱模不良(脱模变形):与翘曲变形相似,注塑件成型后不能顺利的从模具中脱出,有变形、拉裂、拉伤等、称为脱模不良。
11、裂纹及破裂:塑胶件表面出现空隙的裂纹和由此形成的破损现象。
12、糊斑(烧焦):在塑件的表面或内部出现许多暗黑色的条纹或黑点,称为糊斑或烧焦。
13、尺寸不符:注塑件在成型过程中,不能保持原来预定的尺寸精度称为尺寸不符。
14、气泡及暗泡:注塑件内部有孔隙,气泡是制品成型后内部形成体积较小或成串孔隙的缺陷,暗泡是塑胶内部产生的真空孔洞。
15、表面混蚀:注塑件表面呈现无光、泛白、浊雾状外观称为混蚀。
16、凹陷:注塑件表面不平整、光滑、向内产生浅坑或陷窝。
17、冷料(冷胶):注塑件表面由冷胶形成的色泽、性能与本体均不同的塑料。
18、顶白/顶高:注塑件表面有明显发白或高出原平面。
19、白点:注塑件内有白色的粒点,粒点又叫“鱼眼”,多反映在透明制品上。
20、强度不够(脆裂):注塑件的强度比预期强度低,使塑胶件不能承受预定的负裁二、常见品质(缺陷)问题产生原因1、色差:①原材料方面因素:包括色粉更换、塑胶材料牌号更改,定型剂更换。
②原材料品种不同:如PP料与AB脚或PC料要求同一种色,但因材料品种不同而有轻微色差,但允许有一限度范围。
③设备工艺原因:A、温度;B、压力;C熔胶时间等工艺因素影响。
④环境因素:料筒未清干净,烘料斗有灰尘,模具有油污等。
⑤色粉本身因素:有些色粉不受温,且制品很易受温度变化而改变。
如: 烤箱提手9278(A2945兰)。
2、充填不足(缺胶):①模具方面:A浇注系统设计不合理,浇注系统是熔体进入模腔的通道,对塑料件成型质量有很大关系,浇口不平行,浇口的位置不是在壁厚部位;B、模具排气结构不良;G熔体中的杂质或冷料阻塞流道;以模具温度未达要求。
②原料方面:A原材料含水量过大;B、原料中易挥发物超标;G原材料中杂质或再生料过多。
③注塑机方面:A、注射量不足:如用150T机生产180T产品。
B、喷嘴为异物堵塞,喷嘴孔太小;G原料供应不足:如料筒堵塞,水口料影响下料;A止逆阀故障;E、注射行程不够。
④成型操作方面:A模具温度过低;B、注射压力太低;G保压时间太短;E、熔体温度太低3、翘曲变形:①模具方面:主要是针对模具设计方面不合理原因造成,在此不作讲述。
②成型操作方面:A、注射压力过高,流体方向和垂直流向方向分子取向相差较大,塑胶力图恢复原有的卷曲状态,所以流体流动方向上的收缩大于垂直流动方向上的收缩;B、熔体温度过高;G保压压力过高:保压压力高时,塑料中的内压力过高,在脱模后内应力的释放使塑胶件产生翘曲变形;DX熔体流速太慢;E、回火温度过高或时间太长。
③原材料方面:PP/PA料容易变形。
4、熔接痕(纹):①模具方面:A浇口数量太多,即进胶点多,进胶口截面积过小;B、模具无冷料穴或冷料穴位置不正确;G模具冷却系统设计不合理,熔体在模中冷却太快且不均匀。
②原料方面:A、脱模剂用量太多,或使用不符合的脱模剂;B、熔体的流动性差,在成型时易产生熔接痕;G原料中含水份较多或挥发物含量过高。
③成型操作方面:A、熔体温度过低,低温熔体的分流汇合性能较差,容易形成熔接纹;B、熔体注射压力过低,使得注射速度过慢,熔体在型腔中的温度不相同,这时熔体在分流汇合时就易产生熔接纹④注塑机设计和塑胶件设计方面:在此不作讲述。
5、波纹:①模具方面:与熔接纹大同小异,但需特别强调的是冷料对波纹影响最大。
②原料方面:A、熔体流动性差是产生波纹的主要原因,如:PMMA PG AS等透明料制品;B、当ABSM料是经改性为共聚型高分子材料时,如加工温度过高,树脂及润滑剂会产生挥发性气体,这些气体使塑胶件表面形成波纹。
③成型操作方面:A注射速度过小;B、熔体流速过大;G模具温度偏低;以保压时间短;E、射嘴温度低。
6、溢边(飞边、披锋):①模具方面:产生飞边最大原因是由模具引起。
A模具分型面加工粗糙;B、型腔及抽芯部分的滑动件磨损过多。
②原料方面:熔体流动性好材料,如:PP料、PA料、PS料。
③成型操作方面:A注射压力过大;B、熔体温度高;G注射压力;DX注射压力分布不均,充模速度不均;E、注射量过多,使模腔内压力过大。
7、银丝纹:①模具与注塑机方面:不作讲述。
②原料方面:A、原料水份是产生水气银丝纹的原因;B、原料受高温降解;G脱模剂产生少量挥发性气体。
③成型操作方面:A、熔体温度过高;B、熔体在高温下停留的时间过长;G熔体在模腔中保压时间过长;DX注射速度过快。
8、色泽不均(混色):①模具与注塑机方面不讲述;②原料方面:A着色剂的热稳定性差;B、着色剂分散效果不理想;G色粉份量太大,如1包25KG料用色粉300克以上;DX加波纤产品容易有浮纤,造成原料不均,产生混色;E、原料杂质多,使制品表面色泽不一。
③成型操作方面:A、料筒温度过高,使熔体在料筒内分解;B、塑化不良,即熔体不能完全均匀地相熔;G熔体在料筒中停留时间过长;DX注射和保压时间太长,背压大。
9、光泽不良(暗色):①模具和注塑机方面不讲述。
②原料方面:A、熔体的流动性太差,使塑件表面不致密;B、原料再生料过多;G原料中添加剂的分散性能太差;DX原料水分或易挥发物含量过高;E、原料本身问题:如PBT PA+30%GFPBT+10%GFPPS③成型操作方面:A冷却不够;B、注射速度偏小,压力较低;G保压时间太短;A熔体的流动性能差;E、填充波纤太多,如PA+30%GF10、脱模不良(脱模变形):①模具方面:主查的原因是由于模具设计不当造成,占90%Z上。
在此不讲述②原料方面:A、原料中混入异物;B、脱模剂效果不良;G软质塑件比硬塑件难脱模。
③成型操作方面:A、注射压力过大,熔体温度过高,流动性差;B、塑件产生飞边;G喷嘴温度过低,冷却时间太短;D.注塑时间和保压时间过长。
11、裂纹和破裂:①模具及塑机方面在此不作讲述②原料方面:A、原料吸水性大,加热后易分解脆化,造成破裂;B、原料中加入再生料较多;G两种不能相熔的组分混合在一起;以材料本身朝度太低,或刚性太强和有内应力,如PBT PBT+GFPC ABS PMMA③成型操作方面:A、注射压力过大,使得残余应力增大;B、保压时间过长;G内应力未消除,如PC和PMMA4为特出。
12、糊斑(烧焦):①模具及塑机方面在此不讲述。
②原料方面:A、原材料中水分和易挥发物含量过高;B、原料熔融指数太大,使用润滑剂过多;G原料需高温才能塑化的,如PBT PPS等。
③成型操作方面:A、注射速度过大;B、熔体的温度高;G注射压力大。
13、尺寸不符:①模具及塑机方面在此不讲述。
②原料方面:A、不同塑料的收率不同,造成尺寸不稳定,所以模具设计分PP/ABS/PPS/PS4模;B、水口料添加量及定型剂的添加量。
③成型操作方面:A、注射压力过小或注射速度过低;B、充模时间和保压时间较短;G模温过低。
14、气泡和暗泡:①模具及塑机方面在此不讲述。
②原料方面:A、原料水分含量过多,烘料时间短及烘料温度低;B、原材料收缩率过大,如PA66G再生料过多。
③成型操作方面:A注射速度过快,时间过短,气体来不及排出;B、保压时间不足;G冷却不均匀或冷却时间不够;DX熔体温度与模具温度过高,引起挥发分释出成形气泡。
15、表面混蚀:大体与光泽不良相似在此不讲述。
16、凹陷(缩水):①模具和塑机方面不讲述。
②原料方面:A、熔体(树脂)收缩率太大,没加定型剂;B、流动性差,润滑剂太少;G填充剂少。
③成型操作方面:A、注射压力过低,速度太慢;B、注射时间和保压时间太短;G熔体温度和模具温度太高;以制件胶位较厚,特别是丝筒针位。
17、冷料(冷胶):①模具和塑机方面不讲述。
②原料方面:朝性大的材料易造成冷胶,由于产品脱模时,水口胶丝易拉长且断后粘附于模具上,造成第二PCS产品有冷胶。
③成型操作方面:A、熔体温度太低,塑化不良;B、模具温度过低和熔体的流动性太差;G冷胶与混色往往会同时出现。
18、顶白/顶高:①模具与塑机方面在此不作讲述。
②原料方面:主要与原材料有关,如PP料不易顶白,易顶局;ABSM易顶白,易顶局。
③成型操作方面:A注射压力太大;B、熔体温度过高,模具温度过低,两者温差大;G冷却时间短;Ds保压压力太局,保压时间太长19、白点:①模具方面及塑机方面一般没影响。
②原材料方面:A、原料颗粒大小相差较大,造成难塑化或塑化不均匀;B、原料中混有异料或不相熔的原料;G原料本身特性造成,如,透明料较多。
③成型操作方面:A料筒温度低;B、螺杆的转速太快,周期短;G背压太低。
20、强度不够(脆裂):①模具与塑机方面一般不影响。
②原材料方面:A、原材料本身脆是最主要因素(即材料强度低);B、再生料过多;G不同型号材料相混合;DX填充剂太多;E、加波纤材料比例大。
③成型操作方面:A、料筒温度过高,熔体降解或分解;B、模具温度太低,塑件成型性能受损,强度下降;G注射压力太低和熔体的流动性太差;DX制件壁薄,受力不均匀。
三、解决方法1、色差、充填不足(缺胶)、熔接痕(纹)、波纹、飞边(披锋)、银丝纹、色泽不均(混色)、光泽不良(暗色)、脱模不良(脱模变形)、糊斑(烧焦)、尺寸不符、气泡(暗泡)、表面混蚀、凹陷(缩水)、冷料、白点。