螺旋缝埋弧焊钢管采购招标技术要求
国标螺旋钢管标准

国标螺旋钢管标准是指按照中国国家标准(GB)制定的关于螺旋钢管的生产和质量要求。
螺旋钢管是一种广泛应用于石油、天然气、化工、电力、供热、供水等领域的管材,具有输送流体能力强、密封性能好、安装方便等优点。
为了确保螺旋钢管的质量和使用安全,我国制定了一系列的国家标准。
1. 分类和规格:根据用途和材质的不同,螺旋钢管可以分为无缝钢管和焊接钢管两大类。
其中,无缝钢管又可分为热轧无缝钢管和冷轧无缝钢管;焊接钢管可分为直缝焊接钢管和螺旋焊接钢管。
螺旋钢管的规格用外径×壁厚表示,如D219×6mm,表示直径为219mm,壁厚为6mm的螺旋钢管。
2. 材料:螺旋钢管的材料主要有Q235B、X42-X70等碳素钢和低合金钢。
其中,Q235B是最常用的碳素钢,具有较高的强度和良好的焊接性能;X42-X70是低合金钢,具有较高的强度和良好的低温冲击韧性。
3. 生产工艺:螺旋钢管的生产工艺主要包括热轧、冷拔、热处理、焊接等。
热轧是将钢板加热至一定温度后进行轧制,以获得所需的内外径和壁厚;冷拔是在室温下通过拉拔使钢材发生塑性变形,以获得所需的内外径和壁厚;热处理是通过加热、保温和冷却等工艺过程,改变钢材的组织结构,以提高其性能;焊接是将钢板或钢管通过熔化、凝固等过程连接在一起。
4. 质量要求:螺旋钢管的质量要求主要包括外观质量、尺寸公差、化学成分、力学性能等方面。
外观质量要求表面无裂纹、折叠、夹杂等缺陷;尺寸公差要求内外径、壁厚等尺寸符合规定范围;化学成分要求碳、硫、磷等元素含量符合规定范围;力学性能要求抗拉强度、屈服强度、伸长率等指标符合规定范围。
5. 检测方法:螺旋钢管的检测方法主要包括超声波探伤、磁粉探伤、渗透探伤等无损检测方法,以及拉伸试验、冲击试验等力学性能测试方法。
这些检测方法可以有效地检测出螺旋钢管的内外缺陷和力学性能,确保其质量符合国家标准。
技术指标对照表

0 根 焊接接头拉伸 1/100 根 导向弯曲 1/50 根 截取两个试样 导向弯曲 2/50 根 断裂韧性试验: 对 L555 级钢管,每个熔炼 断裂韧性 批或每批钢管抽一根钢管截取 3 个试样, 分别 剪切面积百分率和冲击吸收功 测定剪切面积百分率和冲击吸收功。 个/熔炼批 落锤撕裂试验: 对所有直径的 L555 级焊接钢管, 落锤撕裂 D≥ 508 每熔炼批钢中抽一根钢管截取 2 个试样。 X52~X80 2 个/熔炼批 电阻焊钢管 金相检验 一次/工作班 金相检验 一次/工作班
+15.0%T -12.5%T +17.5%T
中石油、中石化管企业标准 QB/YQ-01-2005 定尺但最短应大于 11m D<508 D≥508 +2.0mm -0.6mm +8.%t -2.0%t
2
L175,L210,L245, -10.0%T
+19.5%T
4 圆度(距钢管端面 100mm 内) 最大外径≯1%D,最小外径≮1%D 最大外径≯1%D,最小外径≮1%D (Dmax-Dmin)/D≤0.8% 5 0.1%L 0.15%L 直 度(弯曲度) ≤0.2%L 450~500 300~350 300~350 坡 口 钝 边 1.6mm±0.8mm 1.6mm±0.8mm 1.59±0.79 切 斜 <0.5%D 且最大不超过 4mm D<813 1.6mm, D≥813 3.0mm ≯1.59 6 管端 根据需要, 可将距管端 100mm 长度 距管端 101.6 ㎜内 距管端 101.6 ㎜内 内焊道磨平 距管端30mm 内,根据需方要求也可不磨 范围内内焊缝磨平。 内 锥 角 ≯70 ≯70 7 钢带对头焊缝与管端距离 ≮100 ≮300 >304.8 >304.8 钢管母材表面不允许有深度超过 钢管表面不得有裂缝、结疤、折叠 所有裂缝、渗水和漏水均视为缺陷 所有裂缝、渗水和漏水均视为缺陷 钢管表面质量 10%T 的缺欠,超过时应视作缺陷, 以及其它深度超过标称壁厚下偏差 钢管外表面不得有深度大于壁厚 12.5% 钢 管 外 表 面 不 得 有 深 度 大 于 壁 厚 应修磨或修补。 的缺陷。 的缺陷 12.5%的缺陷 钢管上不允许有扩展到管端面或坡 扩展到管端面或坡口面上,外观测定横向尺 扩展到管端面或坡口面上外观测定 分层和夹层 口面上且横向尺寸超过 6.4 mm 的 寸超过 6.35mm 的分层或夹杂应返切,直至 横向尺寸超过 6.35mm 的分层或夹 分层或夹层 没有大于 6.35mm 的分层或夹杂为止。 杂应返切 钢管上不得有深度超过 6.35mm 的摔坑, 钢管上不得有深度超过 6.35mm 的摔 钢管管壁上不得有深度超过 6.4mm 摔坑在任何方向上的长度不得超过钢管 坑,摔坑在任何方向上的长度不得超 的摔坑,摔坑长度在任何方向上不 直径的一半。所有冷态形成的深度超过 过钢管直径的一半。 所有冷态形面的 摔坑 得超过 0.5D。凹陷部分带有尖锐划 3.18mm 并带有尖锐凿痕的摔坑可采用修 深度超过 3.18mm 并带有尖锐凿痕的 伤时,凹陷深度不得超过 3.2mm。 磨法去除。 摔坑可采用修磨法去除。 T≤12.5 ≤3.2 T≤12.7 ≤3.18 T≤12.7 ≤3.10 焊缝余高 外 T>12.5 ≤4.8 T>12.7 ≤4.76 T>12.7 ≤4.76 观 T≤13,≤0.35T 且 大 得 过3.2mm T≤12.5,≤0.35T 且 大 得 过3.0mm 最 不 超 最 不 超 T≤12.7 ≯1.59 T≤12.7 ≯1.59 8 错边 质 T>13,≤0.25T T>12.5,≤0.25T T>12.7 ≯0.125T 或 3.18,取小值 T>12.7 ≯0.125t 且≯3.10 量 1、 最大深度为 0.79mm, 且不超过钢管壁 1、 最大深度为 0.79mm, 且不超过钢 焊缝不得有裂缝、断弧、烧穿和弧 厚的 12.5%,最大长度为钢管壁厚的一半, 管壁厚的 12.5%,最大长度为钢管壁 坑等缺陷。焊缝外形应均匀规整, 且在任意 0.30m 长度焊缝上这样的咬边 厚的一半且在任意 0.30mm 长度焊缝 过渡平缓。 不超过两处。 上这样的咬边不超过两处。 焊缝表面不得有裂缝、断弧、弧坑 任意长度而最大深度不超过 0.6mm 2、最大深度为 0.40mm,长度不限。 2、最大深度为 0.40mm,长度不限。 焊缝缺陷 和气孔等有害缺陷,存在上述缺陷 的焊缝咬边允许存在。在任意 0.3m 上述的微小咬边不用修补或修磨。 3、 深度不超过 0.79mm, 且不超过钢 的焊缝允许补焊。 长 度 焊 缝 上 , 最 大 深 度 不 超 过 3、 深度不超过 0.79mm, 且不超过钢管壁 管壁厚的 12.5%的咬边采用修磨法 0.8mm,且不超过钢管标称壁厚的 厚的 12.5%的咬边采用修磨法去除。 深度 去除。 深度超过 0.79mm 或钢管规定 12.5%, 而最大长度为钢管标称壁厚 超过 0.79mm 或钢管规定壁厚 12.5%的 壁厚 12.5%的咬边应补焊或切除或 一半的焊缝咬边应不多于两处。 咬边应补焊或切除或拒收。 拒收。 电弧烧伤 P=2ST / D S 按钢带标准规定屈服强度最小 值的 60 %选取。 D<508,保持时间不少于 5S; D≥508,保持时间不少于 10S。 GB/T 223 或 GB/T 4336 1 个/ 熔炼批 GB/T 6397、GB/T 2651 焊接接头拉伸试验应从同一工作班 生产的同一钢号、同一尺寸不多于 80 根为一批的钢管中抽一根钢管、 取一个试样做试验。 电弧烧伤可用磨削、 铲除或机械加工方法 清除 P= 2ST/ D L210、L245 S=60%τ L290~L555
螺旋埋弧焊管(SSAW)
⑵、螺旋埋弧焊管(SSAW)螺旋埋弧焊管设备投资较少,因采用价格较低的窄带(板)卷连续焊接生产大口径(Ф1016~2400mm)焊管,生产工艺简单、运行费用低,具有低成本运行优势,在中大口径低压输水、热力和打桩管等市场具有价格优势,但在压力管道工程,尤其是燃气管线中应用应具有必要的硬件配置,如无损检测和理化检验设施,加强质量保证措施,严格按生产许可证实施监管。
目前,在我国油气输送螺旋焊管已形成了以石油系统所属钢管厂为主的基本格局。
采用低残余应力成型和管端机械扩径等先进技术,经过严格质量控制的螺旋焊管在质量上可与直缝焊管相媲美,在我国西气东输等油气长输管道工程中获得了广泛应用,是我国油气长输管道工程采用的主要管型。
其目前的产能已经能够满足我国油气长输管道工程建设的需要,并已大量出口。
因此应加强现有机组的技术改造,严格控制新的产能建设。
⑶、直缝埋弧焊管(LSAW)直缝埋弧焊在我国是较晚发展起来的先进制管技术,过去主要采用UOE技术制造,近年来渐进式JCOE在我国和全世界逐渐成为另一种新的主流技术。
直缝埋弧焊管质量可靠,广泛应用用于油气高压输送主干线上。
该焊管机组由于投资相对较大,使用的原材料为成本较高的单张宽厚板,工艺较复杂,生产效率低,产品成本较高。
因此,该技术受到原料(钢板)质量、价格以及制管成本的制约,在一般应用领域里缺乏竞争力。
由于我国高压油气输送管线每年需要大中口径焊管100万吨左右。
主要采用螺旋焊管,直缝埋弧焊管将作为螺旋焊管的补充,主要应用于螺旋焊管机组不能生产的大壁厚钢管(17.5mm以上)和弯管用母管,其用量受到一定限制。
宝钢计划建设的新的UOE机组投产后,国内直缝埋弧焊管产能将超过我国高压油气输送管线建设需要,今后不宜再建设新的直缝埋弧焊管机组。
现有机组要加强技术改造,进一步提高质量和技术水平。
应加快高韧性焊接材料和X80以上管线钢板,尤其是直缝埋弧焊管用管线钢宽厚板的国产化,以适应将来洲际大口径输气管线建设的需要。
直缝埋弧焊钢管技术标准
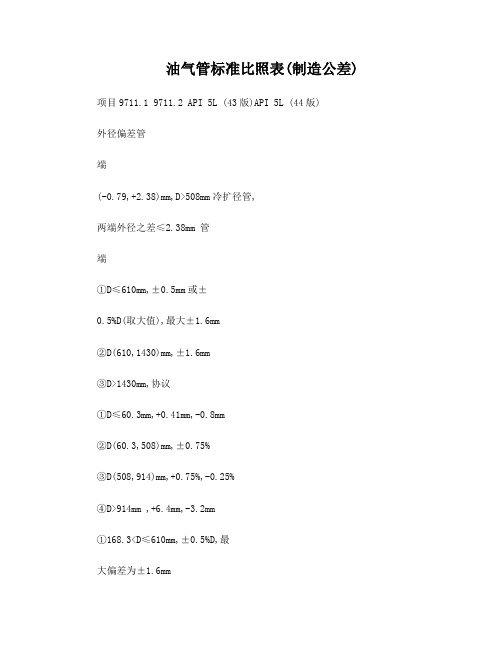
油气管标准比照表(制造公差) 项目9711.1 9711.2 API 5L (43版)API 5L (44版)外径偏差管端(-0.79,+2.38)mm,D>508mm冷扩径管,两端外径之差≤2.38mm 管端①D≤610mm,±0.5mm或±0.5%D(取大值),最大±1.6mm②D(610,1430)mm,±1.6mm③D>1430mm,协议①D≤60.3mm,+0.41mm,-0.8mm②D(60.3,508)mm,±0.75%③D(508,914)mm,+0.75%,-0.25%④D>914mm ,+6.4mm,-3.2mm①168.3<D≤610mm,±0.5%D,最大偏差为±1.6mm②610<D≤1219mm,±1.6mm管体管体①D≤610mm,±0.75%D最大±3mm②D(610,1430】mm,±0.5%D, 最大±4mm③D>1430mm,协议①D≤273mm,+ 1.6mm,-0.4mm②D(273,508)mm,+2.4mm,-0.8mm③D(508,1066)mm,+2.4mm,-0.8mm④D>1066mm ,+2.4mm,-0.8mm ①168.3<D≤610mm,±0.75%D,最大偏差为±3 mm②610<D≤1219mm,±0.5%D,最大偏差为±4 mm椭圆度管端:2%D ①D≤610mm,1.5%(管端)、2%(管体)②D>610mm管端:D/T≤75时,1.0%,D/T>75时,1%(D>1430mm时协议)管体:D/T≤75时,1.5%但最大15mm,D/T>75时,2% 管端,一般至少每十根测量一次;管体,每班测量两次,开始中间各测量一根。
螺旋焊管执行标准

螺旋焊管执行标准
摘要:
一、螺旋焊管简介
二、螺旋焊管执行标准
三、螺旋焊管的应用领域
四、螺旋焊管的优势和特点
五、结论
正文:
螺旋焊管是一种采用双面埋弧焊接工艺制作的管道,它具有生产效率高、成本低、强度高、可生产大口径管道等优点。
在众多领域中,螺旋焊管都有广泛的应用,如石油、天然气、水处理、建筑等。
螺旋焊管执行的标准主要有SY/T5037-2000、GB/T9711.1-1997和
GB/T9711.2-1997等。
其中,SY/T5037-2000是我国石油天然气行业标准,GB/T9711.1-1997和GB/T9711.2-1997则是我国国家标准。
这些标准对螺旋焊管的尺寸、壁厚、强度、试验方法等方面都有详细的规定。
螺旋焊管的应用领域非常广泛。
在石油、天然气领域,螺旋焊管用于输送原油、天然气等介质;在水处理领域,螺旋焊管用于输送饮用水、污水等介质;在建筑领域,螺旋焊管用于排水、供暖等工程。
此外,螺旋焊管还被广泛应用于化工、电力等行业。
螺旋焊管具有以下优势和特点:1.生产效率高,成本低;2.强度高,能承受高压;3.具有良好的密封性能;4.安装方便,施工速度快;5.使用寿命长。
总之,螺旋焊管作为一种高效、低成本、应用广泛的管道,执行的标准对其质量、性能有着重要的保障作用。
螺旋钢管标准最新标准
螺旋钢管标准最新标准螺旋钢管是一种常用的管材,广泛应用于石油、天然气、化工、电力、暖通、供水排水等领域。
螺旋钢管的质量标准对于保障工程质量、安全生产具有重要意义。
因此,了解螺旋钢管的最新标准显得尤为重要。
螺旋钢管的最新标准主要包括材质、尺寸、外观质量、技术要求、试验方法、检验规则、包装、标志和质量证明等方面的内容。
其中,材质是螺旋钢管标准中最为关键的部分,通常采用Q235B、Q345B等材质,其化学成分、机械性能、冲击性能等指标需要符合国家标准要求。
尺寸方面,螺旋钢管的外径、壁厚、长度等均有严格的规定,以确保其在工程中的使用效果。
外观质量是螺旋钢管标准中另一个重要的内容,主要包括管体表面的缺陷、弯曲度、偏斜度、端面垂直度等方面的要求。
技术要求则涉及到螺旋钢管的生产工艺、加工精度、焊接质量、防腐蚀措施等内容,这些都直接影响着螺旋钢管的使用寿命和安全性能。
试验方法是保证螺旋钢管质量的重要手段,包括化学成分分析、拉伸试验、冲击试验、弯曲试验、压力试验等内容,这些试验能够全面检验螺旋钢管的质量指标是否符合标准要求。
检验规则则规定了螺旋钢管的检验批量、抽样方法、检验项目、合格标准等内容,保证了螺旋钢管在出厂前的质量控制。
包装、标志和质量证明是螺旋钢管出厂后的重要环节,合理的包装能够保护螺旋钢管不受外界环境的影响,标志能够让使用者清晰地了解螺旋钢管的材质、尺寸、生产厂家等信息,质量证明则是螺旋钢管质量的有力保证。
总的来说,螺旋钢管的最新标准是为了规范螺旋钢管的生产、检验、使用等环节,保证螺旋钢管的质量和安全性能。
只有严格执行螺旋钢管的最新标准,才能够有效地提高螺旋钢管的质量,促进工程建设的可持续发展。
【技术规范】无缝钢管(3PE加强级防腐)招标货物及技术规范

无缝钢管(3PE加强级防腐)招标货物及技术规范目录0总则1制造与材料2范围3钢管力学性能4 尺寸、外形和重量5 钢管的表面质量6 试验方法7 检验规则8 生产与监督9 制造程序10 防腐11 包装、标志和质量证明书0、总则本技术要求适用于承德市天然气利用一期工程,管道设计压力0.4MPa。
本技术要求是对GB/T8163-2008的补充,应与GB/T8163-2008标准一起使用凡本技术规格未述及的条款及内容按GB/T8163-2008规定执行。
与任一制造商之间的任何约定将列入购方与该制造商的附加协议中。
*货物需求一览表备注:无缝钢管须为莱钢集团烟台钢管有限公司、天津大无缝钢管有限公司、攀钢集团成都大无缝钢管厂及上海宝钢等厂家生产。
本次招标的无缝钢管的机械性能、化学成分、外观和制造应符合以下标准:GB/T8163-2008 无缝钢管执行标准GB/T711-2008 优质碳素结构钢热轧厚板和钢带GB/T13298-1991 金属显微组织检验方法GB17820-1999 天然气ISO9000 质量管理标准GB/T2975-1998 钢及钢产品力学性能试验取样位置及试样制备GB/T16825-1999 拉力试验机的检验GB/T222-2006 钢的成品化学成分允许偏差GB/T228-2002 金属材料室温拉伸试验方法GB/T229-2007 金属材料夏比摆锤冲击试验方法GB/T232-1999 金属弯曲试验方法GB/T246-2007 金属管压扁试验方法GB/T8363-2007 铁素体钢落锤撕裂试验方法GB/T12606-1999 钢管漏磁探伤检测方法GB/T9445-1999 无损检测人员资质鉴定与认证SY/T6423.6—1999 石油天然气工业用承压钢管无损检测方法-无缝和焊接(埋弧焊除外)钢管分层缺欠的超声波检测SY/T6423.7—1999 石油天然气工业用承压钢管无损检测方法-无缝和焊接钢管管端分层缺欠的超声波检测API RP 5L1-2002 管线管铁路运输推荐作法1、制造与材料1.1钢管由20牌号的钢制造。
钢管采购技术协议

钢管采购技术协议一、背景为了保证项目采购的质量和进度,确保采购的钢管符合相关标准和要求,特制定本技术协议。
二、采购标准采购的钢管应符合以下标准和要求:1.国家标准:钢管的生产、检验和接受应符合国家标准 GB/T 3091-2008《焊接钢管》和GB/T 8162-2008《结构用无缝钢管》。
2.产品牌号:采购的钢管应为Q235级别的焊接钢管,保证普通建筑用途的承载和连接要求。
无缝钢管应为20级别的无缝钢管,以满足高强度和高耐久性的要求。
3.尺寸要求:钢管的外径应符合GB/T 3091-2008和GB/T 8162-2008标准,允许的公差范围为正负3mm。
三、物理性能要求采购的钢管应具备以下物理性能:1.力学性能:焊接钢管的抗拉强度不低于375MPa,屈服强度不低于235MPa,无缝钢管的抗拉强度不低于410MPa,屈服强度不低于245MPa。
2.冲击韧性:焊接钢管在室温下冲击韧性不低于27J。
无缝钢管在室温下冲击韧性不低于34J。
四、质量控制为确保采购的钢管质量,买方有权要求卖方提供以下质量控制文件:1.原材料证明:卖方应提供钢管原材料的检验证明,包括材料供应商提供的出厂合格证明和检测报告。
2.生产记录:卖方应提供钢管的生产记录,包括生产日期、生产批次号和生产工艺参数等信息。
3.检验报告:卖方应提供钢管的检验报告,该报告应由具备相应资质的检测机构出具,并标明检验项目、结果和合格标准。
五、包装和运输要求采购的钢管应符合以下包装和运输要求:1.包装:钢管应以防水、防震和防腐的方式进行包装,每批次的钢管应有明确的标识和追溯码,以便于区分和追踪。
2.运输:卖方应采用合适的运输工具和方式运输钢管,确保钢管在运输过程中不受损坏。
六、验收和索赔买方有权对采购的钢管进行验收,如发现以下问题,买方有权向卖方提出索赔:1.钢管不符合国家标准或采购标准要求的;2.钢管存在质量问题,如断面异物、裂纹等;3.钢管包装不符合要求导致损坏的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
螺旋缝埋弧焊钢管采购招标技术要求
一、背景介绍
随着经济全球化和中国成为世界制造业中心,大量不同类型的管道和
管件被使用于城市建设、工业管道系统和海洋管道系统中。螺旋缝埋弧焊
钢管是使用最广泛的一种,它具有坚固耐用、抗腐蚀性好、弹性和韧性良
好,要求相应采购技术有关的要求也非常高。
二、技术要求
1、螺旋缝埋弧焊钢管的标准要求
2、焊接工艺要求
焊接工艺要求:焊缝应该是均匀的,质量稳定,无收缩缝、渗漏缝等
缺陷,涂层均匀无裂纹,焊接安全可靠。
3、表面处理要求
表面处理要求:表面质量良好,外表平整,没有明显的焊痕和毛刺,
向外折弯不超过2度;管道表面必须平整,不允许有折痕、腐蚀、污渍和
其他缺陷。
4、检验要求
检验要求:采购螺旋缝埋弧焊钢管的外观质量必须通过100%检测,
检测设备和方法按照国家标准要求实施,确保产品质量稳定、可靠。
三、采购招标要求
1、供货厂家资质要求
供应商必须具有相应的资质证书,营业执照,管理质量认证证书以及
专业领域的资质。