焊缝射线照相工艺卡编制简介
射线探伤工艺卡

山东电力建设第二工程公司山东电力建设第二工程公司山东电力建设第二工程公司山东电力建设第二工程公司山东电力建设第二工程公司山东电力建设第二工程公司超声波探伤工艺卡射线探伤作业指导书1. 适用范围:适用于黄岛电厂三期工程中厚度为18mm板对接焊缝。
2. 编制依据:DL/T821-2002《钢制承压管道对接焊接接头射线检验技术规程》DL/T869——2004《火力发电厂焊接技术规程》3. 仪器要求:采用穿透能力在22mm以上的2505型X射线机。
4. 人员要求:检测人员都持有中国电力工业无损检测人员资格证书和放射人员工作证。
检测人员的矫正视力不得低于1.05.透照工艺5.1在焊口经过三级外观验收合格后,按比例进行透视。
5.2采用单壁单影透照,透照厚度为20.0mm,透照的最小焦距由公式L1≥10dfL22/3得Fmin=320mm,在透照中采用焦距一般为400mm,透照电压为200Kv,透照时间为1min。
5.3透视采用AGFA T7型胶片,采用Ⅱ型6-12号,象质计放在射源一侧管子正中的表面上,金属丝应横跨焊缝并与焊缝方向垂直。
增感方式采用铅箔,采用的增感屏为前屏0.03mm,后屏0.05mm。
测深计放置在焊缝一侧,与焊缝平行。
5.4屏蔽措施:尽可能减小照射场面积、暗盒背面放置3mm铅板或磁性暗袋。
6. 防护措施:围好安全红白带、设置警告牌,夜间设置警告红灯、有专人监护,防止非工作人员入内,工作人员佩戴个人剂量仪、报警仪,注意利用时间、距离、屏蔽、三要素,尽可能减少照射。
高空作业时,探伤人员系好安全带,注意人员和设备的安全,冬天做好防滑措施。
7. 暗室处理:底片采用手洗。
在开始使用新药和药液使用很长时间时适当调整透照参数。
废显、定影液进行回收处理,避免污染环境。
8.底片质量8.1应清晰地显示出象质计,测深计,识别标记等。
I型象质计应显示三根及三根以上。
8.2在有效检出范围内焊缝成像区的黑度应在1.5~3.5(包括固有灰雾度);8.3在有效评定区域内,不应有妨碍评定的假缺陷。
无损检测工艺卡
去除
先用不脱毛的布或纸擦拭大部分多余渗透剂去除后,再用喷去除剂的布或纸擦拭,擦拭时应按一个方向进行,不得往复擦拭。
6
干燥
自然干燥5-10min
7
显像
喷涂法施加,喷咀距被检面300~400mm,喷涂方向与被检面夹角约为30~40º,使用前应将喷罐摇动使显像剂均匀。显像时间应>7min。
8
观察
显像剂施加后7~60min内进行观察,受检面的可见光照度应≥1000Lx必要时可用5~10倍放大镜观察。
******************有限公司
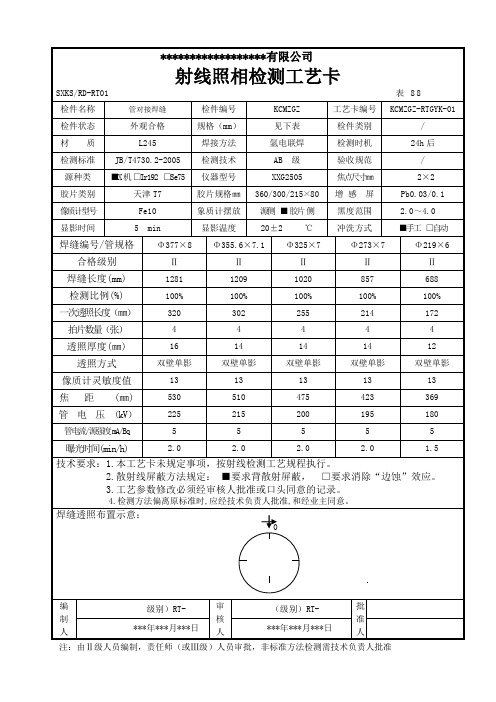
射线照相检测工艺卡
SXKS/RD-RT01表88
检件名称
管对接焊缝
检件编号
KCMZGZ
工艺卡编号
KCMZGZ-RTGYK-01
检件状态
外观合格
规格(mm)
见下表
检件类别
/
材 质
L245
焊接方法
氩电联焊
检测时机
24h后
检测标准
JB/T4730.2-2005
检测技术
设备
/
检测标准
SY/T4109-2005
标准试块
镀铬试块
检验标准
/
检测比例
100%
合格级别
渗透检测质量评级要求:
1、不允许存在任何裂纹。
2、不允许任何线性缺陷磁痕。
3、圆形缺陷(评定框尺寸为35㎜×100㎜)d≤1.5,且在评定框内不大于1个。
示意草图:
************有限公司
渗 透 检 测 工 艺 卡(续)
2、安全防护:
a、检测现场应设灭火器,用于防火。
b、罐内检测应有良好的通风。
c、进罐内检测电器,照明用电应Байду номын сангаас用安全电压。
射线照相检验工艺及检验流程
图58-13环焊缝的周向透照布置
图58-14环焊缝的偏心透照布置
a) F<r b) F>r
图58-15射线源在外单壁透照布置图58-16射线源在外双壁透照布置
b小直径管对接接头透照布置:主要有椭圆成像透照布置和垂直透照布置(如图58-17、58-18)。
图58-17椭圆成像透照布置图58-18垂直透照布置
585射线照相检验工艺及检验流程5851射线照相检验工艺射线照相检验工艺是根据特定的被检对象和一定的技术要求选用适当的器材条件和方法进行射线照相检验继而进行适当的潜影处理以得到可以正确评定内部质量优劣的射线底片的一系列过程这是射线照相检验能否取得成效的关键
58.5射线照相检验工艺及检验流程
58.5.1射线照相检验工艺
(3)焦距的确定
从射线源至胶片的距离称为焦距。焦距对影像的不清晰度有很大的影响。当射线源焦点的尺寸及工件厚度一定时,焦距愈大,则几何不清晰度愈小,影像的清晰度愈好(如图58-12)。
图58-12几何不清晰度形成示意图
在实际工作中,所选取的焦距最大值必须满足相关标准中射线照相对几何不清晰度的规定。确定焦距时必须考虑的是:所选取的焦距必须满足射线照相对几何不清晰度的规定;所选取的焦距应给出射线强度比较均匀的适当大小的透照区。
综上所述,射线能量、曝光量、焦距对射线照相质量具有重要影响,其选择原则如下:
a所选择的射线能量应尽可能的低。
b射线强度应尽可能的大、曝光时间应较短。
c焦距应尽可能的大。
这样才可以得到更好的射线照相质量。
58.5.1.7典型工件的透照技术
(1)铸件
铸件在进行射线照相检查时,由于工件的厚度不同,常称为变截面工件。也就是,在一次透照区中将包含不同的透照厚度。处理这种变截面透照技术常采用双(多)胶片技术、适当提高透照电压、补偿方法等。
射线探伤工艺卡

山东电力建设第二工程公司山东电力建设第二工程公司山东电力建设第二工程公司山东电力建设第二工程公司山东电力建设第二工程公司山东电力建设第二工程公司超声波探伤工艺卡射线探伤作业指导书1. 适用范围:适用于黄岛电厂三期工程中厚度为18mm板对接焊缝。
2. 编制依据:DL/T821-2002《钢制承压管道对接焊接接头射线检验技术规程》DL/T869——2004《火力发电厂焊接技术规程》3. 仪器要求:采用穿透能力在22mm以上的2505型X射线机。
4. 人员要求:检测人员都持有中国电力工业无损检测人员资格证书和放射人员工作证。
检测人员的矫正视力不得低于1.05.透照工艺5.1在焊口经过三级外观验收合格后,按比例进行透视。
5.2采用单壁单影透照,透照厚度为20.0mm,透照的最小焦距由公式L1≥10dfL22/3得Fmin=320mm,在透照中采用焦距一般为400mm,透照电压为200Kv,透照时间为1min。
5.3透视采用AGFA T7型胶片,采用Ⅱ型6-12号,象质计放在射源一侧管子正中的表面上,金属丝应横跨焊缝并与焊缝方向垂直。
增感方式采用铅箔,采用的增感屏为前屏0.03mm,后屏0.05mm。
测深计放置在焊缝一侧,与焊缝平行。
5.4屏蔽措施:尽可能减小照射场面积、暗盒背面放置3mm铅板或磁性暗袋。
6. 防护措施:围好安全红白带、设置警告牌,夜间设置警告红灯、有专人监护,防止非工作人员入内,工作人员佩戴个人剂量仪、报警仪,注意利用时间、距离、屏蔽、三要素,尽可能减少照射。
高空作业时,探伤人员系好安全带,注意人员和设备的安全,冬天做好防滑措施。
7. 暗室处理:底片采用手洗。
在开始使用新药和药液使用很长时间时适当调整透照参数。
废显、定影液进行回收处理,避免污染环境。
8.底片质量8.1应清晰地显示出象质计,测深计,识别标记等。
I型象质计应显示三根及三根以上。
8.2在有效检出范围内焊缝成像区的黑度应在1.5~3.5(包括固有灰雾度);8.3在有效评定区域内,不应有妨碍评定的假缺陷。
工艺卡
编制
审核
批准
b
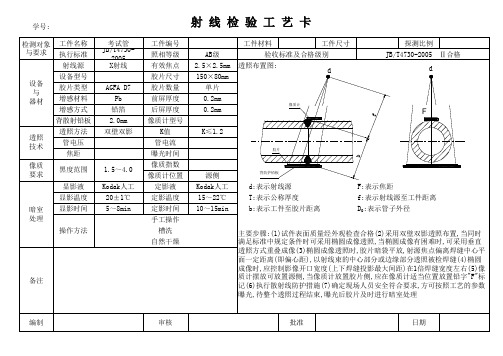
F:表示焦距 f:表示射线源至工件距离 D0:表示管子外径
f
F
日期
学号: 检测对象 与要求 工件名称 执行标准 射线源 设备型号 设备 与 器材 胶片类型 增感材料 增感方式 滤光板 像质计型号 透照 技术 像质 要求 透照方法 γ 源活度 焦距 黑度范围 显影液 显影温度 暗室 处理 显影时间 操作方法 2.0~4.0 Kodak人工 20±1℃ 5~8min 曝光时间 像质指数 像质计位置 定影液 定影温度 定影时间 手工操作 槽洗 自然干燥 双壁单影 K值 考试管 JB/T4730-2005 Ir192 TNB660B AGFA D7 Pb 铅箔 0.5mm 工件编号 照相等级 有效焦点 胶片尺寸 胶片数量 前屏厚度 后屏厚度 背散射铅板
ห้องสมุดไป่ตู้编制
审核
批准
b
f
日期
F:表示焦距 f:表示射线源至工件距离 D0:表示管子外径
备注
主要步骤:(1)试件表面质量经外观检查合格(2)外径按一次透照长度 mm分 段画线(3)像质计放于胶片侧,并在像质计适当位置放置铅字"F"标记(4)在暗盒 背面附"B"铅字标记以监测背散射线,暗袋背面衬铅板(防散射线)(5)确定现场人 员安全符合要求,方可按照工艺的参数曝光,待整个透照过程结束,曝光后胶片及 时进行暗室处理
备注
主要步骤:(1)试件表面质量经外观检查合格(2)采用双壁双影透照布置,当同时 满足标准中规定条件时可采用椭圆成像透照,当椭圆成像有困难时,可采用垂直 透照方式重叠成像(3)椭圆成像透照时,胶片暗袋平放,射源焦点偏离焊缝中心平 面一定距离(即偏心距),以射线束的中心部分或边缘部分透照被检焊缝(4)椭圆 成像时,应控制影像开口宽度(上下焊缝投影最大间距)在1倍焊缝宽度左右(5)像 质计摆放可放置源侧,当像质计放置胶片侧,应在像质计适当位置放置铅字"F"标 记(6)执行散射线防护措施(7)确定现场人员安全符合要求,方可按照工艺的参数 曝光,待整个透照过程结束,曝光后胶片及时进行暗室处理
射线检测工艺卡

重
点
说
明
探伤比例
焊缝
纵缝:
总长
环缝:
% 黑度
mm
探伤
mm
长度
纵缝: 环缝:
编制:
日期:
审核:
L1= mm 象质指数 Z=
L1= mm 象质指数 Z=
L1= mm 象质指数 Z=
L3= mm 焊缝 条
L3= mm 焊缝 条
L3= mm 焊缝 条
拍片 张 拍片 张 拍片 张
电压 KV 电压 KV 电压 KV
曝 电压 KV
光 电流 mA
参 时间 min
数 仪器:
L1= mm 象质指数 Z=
L1= mm 象质指数 Z=
L3= mm 焊缝 条
L3= mm 焊缝 条
拍片 张
拍片 张
电压 KV 电压 KV
电流 mA 电流 mA
时间 min 仪器:
时间 min 仪器:
L1= mm 象质指数 Z= L3= mm 焊缝 条 拍片 张 电压 KV 电流 mA 时间 min 仪器:
纵缝透照: 透
□单壁 □双壁
照 透照焊缝编号
方 单壁
双壁
式
时间
分
温度
时间
分
温度
时间 环缝双壁:
□单影 □双影
分
脱水、干燥
环缝单壁单影:
□内透 □外透
透照焊缝编号
透照焊缝编号
单影
双影
内透
外透
oC oC □自然□烘干
环缝中心透照
透照焊缝编号
L1= mm 工
象质指数 Z= 艺
L3= mm 参
焊缝 条 数
拍片 张
电流 mA 电流 mA 电流 mA
射线检测工艺卡(好)

1,检测标准:JB/T4730.2-2005;
2,照相质量等级:AB级;
3,本工艺卡按装置罐要求制定;
4,配套工艺管道对接焊缝透照张数按射线检测操作规程执行;
5,透照部位示意图:见附图。
检测示意图
编制人:
资质等级:
年月日
审核人:
资质等级:
年月日
年月日
射线检测工艺卡
项目工程:艺卡编号:RT-002
射线检测工艺卡
项目工程:内蒙古鲁阳节能材料有限公司新增4台生产线艺卡编号:GYK-RT-001
被
检
工
件
工件名称
管道焊缝
使用工程
天然气工程
检测标准
GB/T3323-2005
规格范围
φ57×4φ89×4
φ108×5
施工单位
呼市中燃
检测部位
焊口处
厚度范围
4-5mm
焊接方法
手工电弧焊
材质
20#
检测设备材料
射源种类
源活度
曝光时间
技术要求
1,检测标准:JB/T4730.2-2005;
2,照相质量等级:AB级;
3,本工艺卡按装置罐要求制定;
4,配套工艺管道对接焊缝透照张数按射线检测操作规程执行;
5,透照部位示意图:见附图。
检测示意图
编制人:
资质等级:
年月日
审核人:
资质等级:
年月日
年月日
被
检
工
件
工件名称
使用工程
检测标准
JB/T4730.2-2005
规格范围
施工单位
检测部位
厚度范围
焊接方法
材质
射线检测技术
透照厚度是指透照时射线穿过工件的路径长度。显然 ,在透照区内不同的位置其透照厚度是不同的。在一次透 照范围内,如果不同点的透照厚度相差过大,将造成射线 照片上不同点的黑度相差过大, 这必然导致不同点影像 质量明显不同,使得底片的质量难以控制。因此必须控制 一次透照范围,也就是控制透照厚度比K值。JB47302005标准对K值作了以下规定(包括平板对接焊缝和环向 对接焊缝),见书P68 ⑷ θ- 这是射线束最外沿的入射方向与垂直入射方向之 间的夹角,它影响横向裂纹的检出,称为横向裂纹检出角 。θ愈大检出横向裂纹的可能性愈小,标准对其作了明确 的规定。
射线源应垂直入射到焊缝:焊缝的面状缺陷多数与工件 的上下表面垂直或接近垂直,射线源垂直入射可以使射 线入射方向与面状缺陷走向平行最有利于缺陷检出; 正确选择一次透照长度: • 射线源发出的射线束是一个锥体,在平面中是一个等腰 三角形。在图中有七个重要参数,它们是: ⑴ T – 工件厚度 ⑵ T ' – 这是射线束最外沿的入射线在工件内的长度 ⑶ K – 透照厚度比 K = T'/T
⑸ L – 这是等腰三角形与工件上表面的交接线,是射线束 的入射长度(或入射面的直径), 称为一次透照长度 ,它是确定透照次数和透照划线的依据。一次透照长度 内底片上黑度和灵敏度必须满足标准规定。 ⑹ Leff – 这是等腰三角形与工件下表面的交接线,是射 线束的出射长度(或出射面的直径),因为从这里开始 射线离开工件进入到胶片使胶片成像,成像区也是评定 区所以称为有效评定长度。显然 L>Leff。有效评定长 度可以计算,但是由于b值常是不确定因素(受工件下 表面与胶片之间距离的影响),所以计算Leff值有较大 的误差。该值通常由放于一次透照长度两端的搭接标记 (↑)在底片上的投影距离来表示
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊缝射线照相工艺卡编制简介(供参考)所谓“射线照相工艺卡”是针对某一具体产品,或产品上的某一部件,或部件上某一结构的具体情况,根据有关法规规程、技术标准、设计文件的要求和本单位的通用工艺规程而制定的具体的射线照相工艺参数和操作指南。
这些都是以表卡形式出现,一目了然。
透照工艺卡有多种形式,根据不同的对象,工艺参数的项目有所不同,下面仅就焊缝射线透照专用工艺卡的主要内容简介如下。
1.编制依据船舶焊缝工艺卡的编制依据主要有:⑴《船舶焊接检验指南》中国船级社2008……等有关规范。
⑵《船舶钢焊缝射线照相工艺和质量分级》、CB/T3177—94《船舶钢焊缝射线照相和超声波检查规则》……等有关技术标准。
⑶设计说明书或设计图纸的技术要求。
⑷本单位的通用工艺规程。
2.工件情况产品编号、产品名称、产品类别、规格、材料牌号、焊接方法、焊缝编号、探伤设备型号、焦点尺寸、胶片牌号等工件情况应该是有关部门提供或收集来的。
作为考题是命题的已知条件。
3.工艺参数的确定查阅有关法规规范、技术标准和设计方面的有关要求,针对被检测对象和现有的设备器材,必要时通过计算确定工艺参数。
4.必要的图示根据工艺的具体要求和侧重点,画出布片图、特殊的透照布置的投射方向图、平靶机偏心透照示意图或小径管椭圆成像偏心透照示意图等图形。
5.技术说明(或备注)可以注释的方式,对本工艺做一些必要的补充说明。
作为考题,以上3、4和5点是重要的考点。
【例题1】有一全焊透手工焊焊接工艺试板,试板编号#3,材料牌号Q235,焊接坡口X型,规格:300mm ×250mm×16mm,焊缝宽度25mm,焊缝余高4mm计。
现要求对试板焊缝按CB/T 3558—94普通级进行100%射线检测,Ⅱ级合格。
现有射线检测设备为RF-250EGM定向X射线机,焦点尺寸2×2mm,管电流固定5mA,曝光曲线见下图。
胶片型号:天津Ⅲ型,300mm×80mm和300×100mm两种。
铅增感屏:0.03mm和0.16mm两种。
请选用最优的透照方法编制该对接焊缝的射线检测工艺卡,并直接填写在下表中。
要将透照技术要求、标记摆放及防护要求等填写在备注栏中。
图RF-250EGMX射线机曝光曲线焊缝射线照相工艺卡①本题已明确了按CB/T 3558—94普通级编制。
题目也给出了工件情况等已知条件(包括文字给出的和图给出的),照实填写,见下表:因是普通级,胶片的牌号选用天津Ⅲ型;考虑到焊缝宽度只有25mm,胶片规格选用300mm×80mm。
因是使用X射线透照,按标准,铅增感屏选用0.03mm。
②对于Q235钢,延迟裂纹的倾向不大,可以焊后检测,但考虑到是工艺试板,是否产生延迟裂纹也是工艺试验的检测内容,故检测时机定为焊后24小时。
依据透照厚度从CB/T 3558—94标准表5中查出像质计应显示11号丝,丝径0.32mm,相应的像质计型号可选6/12型,也可选10/16型。
从CB/T 3558—94标准表6中查出X射线普通级的黑度为1.2~4.0。
显影液可采用市售套药。
将以上数据填入表中,见下表。
g足普通级K=1.03的要求,据此,可由下式算出最小焦距F④由穿透厚度20mm在曝光曲线上对应有一系列电压,为使能有15m A·min左右的曝光量,管电压宜选160kV,相应的曝光时间为2.7min。
曝光曲线是在焦距600mm下制作的,现在所选焦距为620mm,曝光时间还应用曝光因子进行修正为2.9min,将其填入表中,见下表。
执行标准CB/T 3558—94 照相等级普通级验收等级Ⅱ级探伤设备型号RF-250EGM 焦点尺寸2mm×2mm 检测时机焊后24小时胶片牌号天津Ⅲ型胶片规格360㎜×80㎜增感屏Pb:0.03mm(前、后) 像质计型号6/12像质计丝径0.32mm 底片黑度 1.2~4.0显影液配方市售套药显影时间5min 显影温度20℃±2℃焊缝编号焊缝长度(mm) 检测比例(%)穿透厚度W(mm)透照方式焦距F(mm)一次透照长度L3(mm)透照张数N(张)管电压(kV)曝光时间(min)#3 300100 16+4 单壁透照620 300 1 160 16+4 透照布置示意图:(请用图示画出射线源、胶片、像质计、位置标记的摆放位置要求)⑥在备注中可对像质计和标记的摆放、散射线控制及辐射防护方面作必要的说明,参见下表。
至此一个完整的焊缝射线照相工艺卡编制完成,也参见下表。
焊缝射线照相工艺卡试板编号#3 试板名称焊接工艺试板试板规格300×250×16mm 试板材质Q235焊接坡口X型焊接方法手工焊(全焊透) 执行标准CB/T 3558—94 照相等级普通级验收等级Ⅱ级探伤设备型号RF-250EGM 焦点尺寸2mm×2mm 检测时机焊后24小时胶片牌号天津Ⅲ型胶片规格360㎜×80㎜增感屏Pb:0.03mm(前、后)像质计型号6/12像质计丝径0.32mm 底片黑度 1.2~4.0 显影液配方市售套药显影时间5min 显影温度20℃±2℃焊缝编号焊缝长度(mm) 检测比例(%)穿透厚度W(mm)透照方式焦距F(mm)一次透照长度L3(mm)透照张数N(张)管电压(kV)曝光时间(min)#3 300100 16+4 单壁透照620 300 1 160 2.9 透照布置示意图:(请用图示画出射线源、胶片、像质计、位置标记的摆放位置要求)备注1.像质计应放置在射源侧表面上,钢丝横跨焊缝1/4处细丝朝外;可不放置搭接标记,但必须放置中心标记,识别标记要有试板编号,厚度数字,年月日等;所有标记应置于距焊缝边缘5mm以外。
2.机头朝下对着地面进行透照,地面应铺铅板防控背散射;透照第一块试板时,暗袋背面要放置“B”铅字,验证背防护是否足够;3.在车间或户外透照时,应按有关防护标准的规定划定控制区和管理区,采取相应的警戒措施。
编制(资格) 年月日审核(资格) 年月日【例题2】有一全焊透手工焊焊接工艺试板,试板编号#1,材料牌号Q235,焊接坡口X型,规格:300mm ×250mm×30mm,焊缝宽度40mm,焊缝余高4mm计。
现要求对试板焊缝按CB/T 3558—94普通级进行100%射线检测,Ⅱ级合格。
现有射线检测设备为Ir192γ射线探伤机,射源尺寸2 mm×2mm,初始活度200Ci,已出厂148天,曝光曲线见下图。
胶片型号:天津Ⅲ型和天津Ⅴ型,300mm×80mm和300×100mm两种。
铅增感屏:0.03mm 和0.1mm两种。
请选用最优的透照方法编制该对接焊缝的射线检测工艺卡,并直接填写在工艺卡表中(表卡见前例)。
要将透照技术要求、标记摆放及防护要求等填写在备注栏中。
①本题已明确了按CB/T 3558—94普通级编制。
题目也给出了工件情况等已知条件(包括文字给出的和图给出的),照实填写,见下表:虽然是普通级但是采用γ射线,主因对比度低,为此胶片的牌号选用梯度较高颗粒较细的天津Ⅴ型;考虑到焊缝宽度有40mm,胶片规格选用300mm×100mm。
因是使用γ射线透照,按标准铅增感屏选用0.1mm。
试板编号#1 试板名称焊接工艺试板试板规格300×250×30mm 试板材质Q235焊接坡口X型焊接方法手工焊(全焊透) 执行标准CB/T 3558—94 照相等级普通级验收等级Ⅱ级探伤设备型号Ir192γ射线探伤机焦点尺寸2mm×2mm 检测时机胶片牌号天津Ⅴ型胶片规格360㎜×100㎜增感屏Pb:0.1mm(前、后) 像质计型号像质计丝径底片黑度显影液配方显影时间 5 min 显影温度20℃±2℃焊缝编号焊缝长度(mm) 检测比例(%)穿透厚度W(mm)透照方式焦距F(mm)一次透照长度L3(mm)透照张数N(张)射源活度(Ci)曝光时间(min)#1 300100 30+4 单壁透照300 1②对于Q235钢,延迟裂纹的倾向不大,可以焊后检测,但考虑到是工艺试板,是否产生延迟裂纹也是工艺试验的检测内容,故检测时机定为焊后24小时。
依据透照厚度从CB/T 3558—94标准表5中查出像质计应显示8号丝,丝径0.63mm,相应的像质计型号宜选6/12型。
从CB/T 3558—94标准表6中查出γ射线透照的黑度为1.8~4.0。
显影可采用市售套药。
将以上数据填入表中,见下表。
图Ir192γ射线探伤机曝光曲线③按照标准规定的最大几何不清晰度U g=0.3mm算出的焦距,太小大约只有200mm左右,不可能满足K=1.03的要求,据此,可由下式算出最小焦距F min=300×2+34=634mm,填入表中。
即200/4=50Ci。
按穿透厚度34mm从曝光曲线上查得,使用天津Ⅴ型胶片需要的曝光量为300Ci·min,300/50=60min。
以上数据填入卡中,见下表。
⑤画透照布置图:建议画成侧视和正视两象限视图,参见下表。
透照布置示意图:(请用图示画出射线源、胶片、像质计、位置标记的摆放位置要求)⑥在备注中可对像质计和标记的摆放、散射线控制及辐射防护方面作必要的说明,参见下表。
至此一个完整的焊缝射线照相工艺卡编制完成,也参见下表。
焊缝射线照相工艺卡试板编号#1 试板名称焊接工艺试板试板规格300×250×30mm 试板材质Q235焊接坡口X型焊接方法手工焊(全焊透) 执行标准CB/T 3558—94 照相等级普通级验收等级Ⅱ级探伤设备型号Ir192γ射线探伤机焦点尺寸2mm×2mm 检测时机焊后24小时射线照相工艺卡编制简介11/11 胶片牌号天津Ⅴ型胶片规格360㎜×100㎜增感屏Pb:0.1mm(前、后) 像质计型号6/12像质计丝径0.63mm 底片黑度 1.8~4.0显影液配方市售套药显影时间5min 显影温度20℃±2℃焊缝编号焊缝长度(mm) 检测比例(%)穿透厚度W(mm)透照方式焦距F(mm)一次透照长度L3(mm)透照张数N(张)射源活度(Ci)曝光时间(min)#1 300100 30+4 单壁透照634 300 1 50 60 透照布置示意图:(请用图示画出射线源、胶片、像质计、位置标记的摆放位置要求)备注1.像质计应放置在射源侧表面上,钢丝横跨焊缝1/4处细丝朝外;可不放置搭接标记,但必须放置中心标记,识别标记要有试板编号,厚度数字,年月日等;所有标记应置于距焊缝边缘5mm以外。
2.采用具有定向窗口的准直器,窗口朝下对着地面进行透照,地面应铺铅板防控背散射;透照第一块试板时,暗袋背面要放置“B”铅字,验证背防护是否足够;3.在车间或户外透照时,应按有关防护标准的规定划定控制区和管理区,采取相应的警戒措施。