射线透照工艺
射线检测技术6-4透照布置

透照布置
曝光 显影、停显、定影 水洗和干燥 底片质量检查 缺陷判断 结论与报告
暗室处理
结果评定
6.4.2 透照布置
射线照相的基本透照布置
f—射线源到工件源 侧表面的距离。 F—射线源到胶片 表面的距离。 —照射角。 L—有效透照区的 宽度。 T—工件厚度,也 叫透照厚度。
特殊工件
角焊缝
硫化罐
A级技术
B级技术
K<=1.2
K<=1.1
横向裂纹检出角
• 横向裂纹检出角:横向裂纹走向与边缘射线束的 夹角。 • 控制透照厚度比 K 值的目的之一是控制接头横向 裂纹检出角,防止接头横向裂纹漏检。
K 1.03
K 1.01
14
8
• 国外研究表明:K值对横向裂纹检出影响不大。
3.中心射线束方向
• 指向有效透照区的中心,特殊工件特殊考 虑。 如检验焊缝坡口未熔合应使中心射线 束指向坡口角度方向。 • 使有效透照区透照厚度变化较小 使照射角小 从而提高缺陷检出性
4. 有效透照区
(1)概念 • 有效透照区:一次透照的有效透照范围。 • 有效透照区对影像质量要求: 黑度处于规定的黑度范围 射线照相灵敏度符合规定的要求
• 透照厚度:射线穿过工件的路径长度。 • 公称厚度:受检工件名义厚度,不考虑材 料制造偏差和加工减薄。 • 一次透照长度:一次透照的有效透照长度 • 有效评定长度:一次透照检验长度在底片 上的投影长度。
• 搭接长度:一张底片与相邻底片重迭部分 的长度。
有效透照区示意图
L1
L3 L2 T T ' Leff
2)规定f和有效透照区大小关系
•A级技术: f 2L3 •B级技术: f 3L3 •主要在日本等国家使用
X 射线检验的透照方法
6 X 射线检验的透照方法编号:CT-QD-23 6.1 外透法6.1.1 单壁透照时,射线源置于钢管外,胶片放置在离射线源一侧的钢管内壁相应的区域上,并与焊缝贴紧。
6.1.2 双壁单投时,射线源置于钢管外,胶片放置在远离射线源一侧的钢管外表面相应的焊缝区域上并与焊缝贴紧。
6.1.3 双壁双投时,射线源置于钢管外,胶片放置在远离射线源一侧的钢管外表面相应的焊缝区域上,且使射线的透照方向与环行焊缝平面成适当的夹角,使上下两焊缝在底片上的形象呈椭圆形。
6.2 内透法6.2.1 中心全周透照时,射线源置于钢管环缝中心,胶片放置在钢管外表面环行焊缝上,并与之贴紧。
6.2.2 偏心透照时,射线源置于钢管环缝中心以外的位置上,胶片放置在钢管外表面相应焊缝的区域上,并与之贴紧7 X 射线的透照工艺7.1 胶片:透照胶片应选用GB3323 中规定的J1 或J2 型胶片,其固有灰雾度不大于0.3 。
7.2 增感屏:一般选用金属增感屏,在特殊情况下经合同双方同意也可使用金属荧光增感屏。
7.3 射线源的选择:以管电压为400KV 的X 射线透照焊缝时,应根据透照厚度选取管电压值。
超过38mm 透照厚度时,可选用γ射线源。
7.4 像质计的放置7.4.1 外径大于89 mm 的钢管,选用R10 系列像质计,一般放在胶片一端与管表面间。
7.4.2 外径小于和等于89 mm 的钢管,选用Ⅰ型专用像质计.一般放置于被检区一端的30胶片与管表面之间.7.4.3 外径小于和等于76mm 的钢管,采用双壁双投影法时,应采用Ⅱ型专用像质计,一般放置在环缝上余高中心处.7.5 焊缝透照部位应有中心标记( )和搭接标记( ).7.6 透照的几何条件7.6.1 射线源至钢管外表面最小距离L1:像质等级透照距离L1A L1≥7.5L2*2/3AB L1≥10L2*2/3B L1≥15L2*2/37.6.2 在特殊情况下,采用中心全周透照法时,其射线源至钢管内表面最小距离L1的确定可由合同双方协商确定,但对焊缝根部质量必须具备有效监控措施。
第4章 射线透照工艺
Ir-192
≥20~100
≥20~90
Co-60
≥40~200
≥60~150
X 射线(1MeV~ 4MeV)
≥30~200
≥50~180
X 射线(> 4MeV~12MeV)
≥50
≥80
X 射线(> 12MeV)
≥80
≥100
300kV、350kVX 射线 Ui 值的 3.4 倍、1.8 倍、1.4 倍、1.3 倍。此 外,还有颗粒性,即噪声问题:由于 Ir192 有效能量较高,由此引 起的底片噪声也会明显增大,从而干扰射线照相底片上小缺陷,尤 其小裂纹的影像显示。因此,如果比较γ射线与 X 射线的小缺陷检 出灵敏度,则两者的差距更明显。
5
④ 对厚度大于 150mm 的钢,即使用 Co-60γ射线源,透照厚 度最大只有 200mm,且曝光时间也很长,如工作批量大,或工件照 相灵敏度要求较高时,宜用兆伏级高能 X 射线。
⑤ 受现场透照条件(透照部位空间狭小)的限制、野外作业 (无水无电),宜采用γ射线探伤机,体积较大的 X 射线探伤机使 用不方便
7
变 F或 f的大小。焦距 F越大, Ug值越小,底片上的影像越清晰。 为保证射线照相的清晰度,在 JB/T4730.2-2005标准中,规定了 f
与 d和 b应满足以下关系:
射线检测技 术等级 A 级: AB 级: B 级:
射线透照工艺
射线透照工艺射线透照工艺是指为达到一定要求而对射线透照过程规定的方法、程序、技术参数和技术措施等,也泛指详细说明上述方法、程序、参数、措施的书面文件。
射线透照工艺文件有两种,一种称通用工艺规范,依照有关管理法规和技术标准,结合本单位具体情况(涉及的产品范围和现有设备条件)编制而成。
其内容除包括从试件准备直至资料归档的射线照相全过程,还包括对人员、设备、材料的要求以及一些基本技术数据,如曝光曲线等图表。
另一种称专用工艺,其内容比较简明,主要是与透照有关的技术数据,用于指导给定试件的透照工作。
因其通常用卡片形式填写,所以有时称为透照工艺卡。
工艺条件是指工艺过程中的有关参变量及其组合。
射线透照工艺条件包括设备器材条件,透照几何条件,工艺参数条件,工艺措施条件等。
本章重点介绍一些主要的工艺条件对照相质量的影响及应用选择原则。
4.1透照设备器材4.1.1射线源1、射线源分类X射线:400KV以下,可通过调节KV选择能量大小,穿透厚度上限达70-90mm左右。
Y射线:能量不可改变,只能根据工件厚度选择源的种类。
常用Y射线源的特性参数高能X射线:由加速器产生,能量1—30MeV,穿透厚度100—300mm,设备昂贵,适用于厚壁容器制造企业。
2、射线能量(射线源种类)的选择考虑因素:穿透力照相灵敏度设备特点选择原则:1)对于较薄材料(50mm以下)的透照,尤其是钢板对接,应优先选择X射线,可获得较好的照相灵敏度。
2)厚度50以上的透照,采用X射线、Y射线获得的照相灵敏度相近,根据工件及现场情况选择。
3)透照困难的现场,如狭小空间、架空管道等,可考虑采用Y射线。
4)环焊缝X射线透照,焦距满足要求的情况下,尽量采用锥靶周向X射线机,一来可提高工效,二来可减小缺陷影像的畸变。
4.1.2胶片1、胶片分类按现行承压设备射线检测标准(JB/T4730.2—2005):胶片系统按照GB/T19384.1分为四类,即T1、T2、T3和T4类。
射线透照工艺-射线检测培训教材系列课件

核磁共振仪
利用磁场和射频脉冲对物质进行检测,常用 于医疗和科研领域。
射线检测器材介绍
01
02
03
探测器
用于接收和记录射线的设 备,如影像板、CCD相机 等。
防护用品
用于保护工作人员和受检 者免受辐射伤害的设备, 如铅围裙、铅眼镜等。
辅助器材
包括支架、滤光片、遮光 板等,用于优化检测效果。
射线检测设备的维护与保养
底片质量异常
如出现底片模糊、黑度不 均、斑点过重等情况,需 重新进行透照或调整曝光 参数。
设备故障
如曝光设备、胶片处理设 备等出现故障,需及时维 修或更换设备,确保透照 质量稳定。
环境因素影响
如环境温度、湿度等异常, 需采取相应措施进行调节, 减小环境因素对透照质量 的影响。
05
安全防护与法规标准
射线检测的安全防护措施
监测与记录
防护设备
提供适当的防护设备,如铅围 裙、手套、眼镜等,以减少辐 射暴露。
操作规范
制定详细的操作规范,确保员 工遵循正确的操作程序,避免 意外辐射暴露。
培训与教育
定期进行辐射安全培训和教育 ,提高员工对辐射危害的认识 和自我保护意识。
定期监测辐射剂量,记录员工 辐射暴露情况,以便及时发现 和解决潜在问题。
环保与职业健康要求
01
02
03
04
环保要求
确保射线检测工作符合环保要 求,减少对环境的负面影响。
职业健康要求
确保员工在工作过程中保持良 好的职业健康状态,预防职业
病的发生。
废弃物处理
合理处理射线检测过程中产生 的废弃物,减少对环境的污染
。
事故应急预案
制定事故应急预案,确保在发 生意外事故时能够及时、有效
第四章射线透照工艺
第四章:射线透照工艺4.1透照工艺条件的选择射线基本透照参数有射线能量、焦距、曝光量。
射线透照工艺是指为达到一定要求而对射线透照过程规定的方法、程序、技术参数和技术措施,也指详细说明上述方法、程序、技术参数和技术措施的说明文件。
工艺条件是指工艺过程中的有关参数变量及其组合。
射线透照工艺条件包括;设备器材条件,透照几何条件,工艺参数条件和工艺措施条件等。
下面将主要介绍基本透照参数的选择及它们对射线照相质量的影响和工艺编制的原则。
3.2.1射线源和能量的选择1.射线源的选择射线源的选择原则首先要考滤射线源对被检工件应有足够的穿透力。
对X射线来说,穿透力取决于管电压。
管电压越高射线的线质越硬,在试件中的衰减系数越小,穿透厚度越大。
例如100KV的 X射线高灵敏度法最大穿透力为10 mm,射线低灵敏度法最大穿透力为25 mm。
对于r射线来说,穿透力取决于射源的种类,常用的r射线源适用的透照范围Ir192 20mm-90mm(高灵敏度),10-100mm(低灵敏度法),Co60 50-150mm (高灵敏度)30-200mm(低灵敏度法)。
由于放射性同位素的能量不能该变,所以不仅规定了透照厚度的上限(考虑到穿透力),同时规定了透照厚度的下限(考虑到灵敏度)。
选择射线源时必须注意到X射线和r射线照相灵敏度的差异。
由工艺基础理论得知,对比度 D,不清晰度U和颗粒度σ是左右射线影象质量的三大要素,现以Ir192为例与X射线相比较对着三大要素的影响。
我们知道对比度又正比于比衬度 Cs, Cs= /1+n,由图3-1可以看出对45mm以下的钢,用Ir192透照所得射线底片其对比度比X射线底片对比度要差的多。
以25mm 厚度钢为例前者要比后者的对比度低40%。
对比度自然会影响到像质计灵敏度。
另外Ir192的固有不清晰度Ui…值(0.17)比400KV的X射线还大,它分别是100KV、200KV、300KV X射线Ui值的3.4倍,1.8倍,1.4倍。
射线透照工艺计算表1
12.083 标准 △L 11.909 理论 △L 11.909 理论 △L 11.909 理论 △L 11.909 实际△L 11.909
f>=7.5(10,15)d*b2/3
系数 取整数 5 取整数 3 取整数 3 实际应划线 L3 137.600 实际划线长度 L3 229.333 实际应划线 L3 229.333 理论透照焦距 Fmin 851 实际θ °绿色填充时为符合 土黄色填充时为不符合要求
照工艺及划线长度计算
b
2/3
工件长度 688 标准 Leff 166.081 理论 Leff 241.243 理论 Leff 241.309 理论 Leff 241.242 实际 Leff 241.242
K值 1.01 标准拍片张数 4.463 最少拍片张数 3.000 最少拍片张数 2.999 实际拍片张数 3 实际拍片张数 3
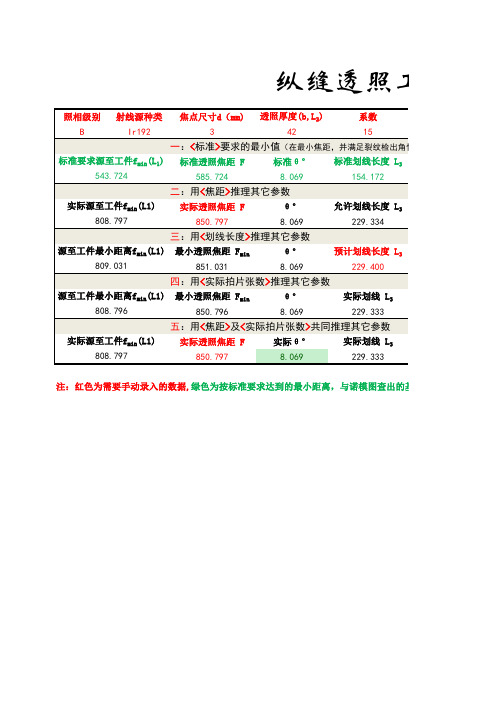
纵缝透照工艺及划
照相级别 B 射线源种类 Ir192 焦点尺寸d(mm) 3 标准透照焦距 F 585.724 实际透照焦距 F 850.797 最小透照焦距 Fmin 851.031 最小透照焦距 Fmin 850.796 实际透照焦距 F 850.797 透照厚度(b,L2) 42 标准θ ° 8.069 θ ° 8.069 θ ° 8.069 θ ° 8.069 实际θ ° 8.069 系数 15 标准划线长度 L3 154.172 允许划线长度 L3 229.334 预计划线长度 L3 229.400 实际划线 L3 229.333 实际划线 L3 229.333 标准要求源至工件fmin(L1) 543.724 实际源至工件fmin(L1) 808.797 源至工件最小距离fmin(L1) 809.031 源至工件最小距离fmin(L1) 808.796 实际源至工件fmin(L1) 808.797
射线透照工艺

3
一 透照布置
1 中心射线束的方向 透照时中心射线束一般应垂直指向透照区中心, 透照时中心射线束一般应垂直指向透照区中心, 需要时也可选用有利于发现缺陷的方向透照。 需要时也可选用有利于发现缺陷的方向透照。
4
2 有效透照区
主要是控制一次透照中透照厚度变化的范 围,在射线底片上形成的影像能满足下述 的要求: 的要求: 黑度处于规定的黑度范围; 1)黑度处于规定的黑度范围; 射线照相灵敏度符合规定的要求。 2)射线照相灵敏度符合规定的要求。
16
4 选择透照方式的因素
透照灵敏度: 透照灵敏度:选择灵敏度较高的方式 单壁透照比双壁透照灵敏度高)。 (单壁透照比双壁透照灵敏度高)。 一次透照长度: 一次透照长度:一次透照长度大的可 以提高检测速度。 以提高检测速度。 操作方便性:对容器透照, 操作方便性:对容器透照,源在外操 作更方便。 作更方便。 试件及探伤设备具体情况: 试件及探伤设备具体情况:对环焊缝 以源在内中心透照曝光法为最佳, ,以源在内中心透照曝光法为最佳, 透照厚度均一,灵敏度最佳, 透照厚度均一,灵敏度最佳,缺陷检 出率高。 出率高。
5
2 有效透照区
一次透照长度应以 透照厚度比K 透照厚度比K进行控 制。透照厚度比定义 为,有效透照范围内 最大透照厚度与最小 透照厚度之比。 透照厚度之比。按图 所示, 所示,透照厚度比K 可以表示为 K =T ' / T
6
2 有效透照区
不同级别射线检测技术和不同类型对接焊接接 头的透照厚度比应符合标准的规定。 头的透照厚度比应符合标准的规定。
《射线检测技术》 射线检测技术》
射线透照工艺 主讲教师 魏同锋
1
本节主要内容
透照布置(重点) 透照布置(重点) 射线源和能量的选择 焦距的选择 曝光量的选择
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
b
22
X射线的曝光曲线
b
23
本课小结
1 透照布置 中心射线束:指向有效透照区中心 有效透照区:厚度比 透照方式:源、工件、胶片相对位置。 2 如何透照参数的选择 能量:透照厚度 焦距:诺模图 曝光量:曝光曲线
b
24
射线照相检验技术构成线索:
胶片类型
射线照相技术
基本技术
技术控制
透照布置 透照参数 辅助措施
bБайду номын сангаас
7
3 透照方式
透照方式
直缝透照
环缝透照
单壁透照
双壁透照
单壁透照
双壁透照
中心透照
双壁单影
偏心透照
双壁双影
单壁单影
b
垂直透照
8
透照方式—直缝透照
单壁透照 射线源和胶片分
别位于工件两侧
b
9
透照方式—直缝透照
双壁透照 射线源和胶片分
别位于工件两侧
b
10
透照方式—环缝透照—单壁透照
中心透照 射线源位于工件中
《射线检测技术》
射线透照工艺 主讲教师 魏同锋
b
1
本节主要内容
➢ 透照布置(重点) ➢ 射线源和能量的选择 ➢ 焦距的选择 ➢ 曝光量的选择
b
2
一 透照布置
进行透照布置时主要应考虑的方面有: 1. 中心射线束的方向; 2. 有效透照区; 3. 透照方式(射线源、工件、胶片的相
对位置)。
b
3
一 透照布置
心,胶片位于外侧
b
11
透照方式—环缝透照—单壁透照
偏心透照 射线源位于工件
内侧,胶片位于 外侧。
b
12
透照方式—环缝透照—单壁透照
单壁单影 射线源位于工件
外侧,胶片位于 内侧 。
b
13
透照方式—环缝透照—双壁透照
双壁单影 射线源和胶片分别位于工件两侧。
b
14
透照方式—环缝透照—双壁透照
取穿透力决于源的种类。
b
18
二 射线源和能量的选择
2 射线能量选择 ① 在保证穿透能力的前提下,尽量选较低
射线能量。 ② 满足黑度要求时,考虑工作效率,曝光
量不宜大。
b
19
三 焦距的选择
焦距是射线源与胶片之间的距离,通常
以F记号表示。
确定焦距时必须考虑的是: 1)所选取的焦距必须满足射线照相对几何 不清晰度的规定; 2)所选取的焦距应满足透照区内射线强度 大小的要求。
底片图像质量
b
25
b
26
制。透照厚度比定义 为,有效透照范围内 最大透照厚度与最小 透照厚度之比。按图
所示,透照厚度比K
可以表示为
K=T ' / T
b
6
2 有效透照区
不同级别射线检测技术和不同类型对接焊接接 头的透照厚度比应符合标准的规定。
焊缝 类型
A级技术 B级技术
焊缝 类型
A级技术 B级技术
环 缝 K≤1.1 K≤1.06 纵 缝 K≤1.03 K≤1.01
一次透照长度:一次透照长度大的可 以提高检测速度。
操作方便性:对容器透照,源在外操 作更方便。
试件及探伤设备具体情况:对环焊缝 ,以源在内中心透照曝光法为最佳, 透照厚度均一,灵敏度最佳,缺陷检 出率高。
b
17
二 射线源和能量的选择
1 射线源的选择 选择射线源的首要因素是射线源所发出的射
线对被检试件具有足够的穿透力。 对X射线来说,穿透力取决于管电压。γ射线
b
20
确定最小焦距的诺模图
线 d /源 m 尺m 寸
射
离
距
至b/ m胶 m 片
10
5000
9
2000
8
3000
7
6
2000
1000
B级f / m m m in
5
1000
500
4
300
500
3
200
300
2
200
100
100
50
30
1
50
20
30
20
10
0 .5
10
5
A级f / m m m in
500 400 300
200
100 80 60 50 40 30
20
10 8 6 5 4 3
2
体
物
1
b
21
四 曝光量的选择
曝光量是曝光期间胶片所接受的光能量。 曝光量通常用符号H表示。
标准规定:X射线照相,当焦距为700mm时 ,曝光量的推荐值为:A级和AB级射线检测技 术不小于15mA·min;B级射线检测技术不小 于20mA·min。当焦距改变时可按平方反比定 律对曝光量的推荐值进行换算。
双壁双影 (椭圆透照) 透照的条件是:
D≤100mm; W≤D/4; T<8mm。
b
15
透照方式—环缝透照—双壁透照
垂直透照 检验小直径管对接
接头的根部未焊透 缺陷或不符合椭圆 成像透照条件时, 则应采用垂直透照 布置。
b
16
4 选择透照方式的因素
透照灵敏度:选择灵敏度较高的方式 (单壁透照比双壁透照灵敏度高)。
1 中心射线束的方向
透照时中心射线束一般应垂直指向透照区中心, 需要时也可选用有利于发现缺陷的方向透照。
b
4
2 有效透照区
主要是控制一次透照中透照厚度变化的范 围,在射线底片上形成的影像能满足下述 的要求:
1)黑度处于规定的黑度范围; 2)射线照相灵敏度符合规定的要求。
b
5
2 有效透照区
一次透照长度应以 透照厚度比K进行控