ME-I-316 对接焊缝工艺规程 R.1
316L不锈钢管手工钨极氩弧焊焊接工艺
内燃机与配件316L 不锈钢管手工钨极氩弧焊焊接工艺Manual GTAW Welding Process for 316L Stainless Steel Tube沈根平SHEN Gen-ping(江苏省江阴中等专业学校,江阴214433)(Jiangsu Jiangyin Secondary Vocational School ,Jiangyin 214433,China )摘要:通过对316L 不锈钢焊接性能的分析、手工钨极氩弧焊焊接过程的控制、焊后进行无损检测、晶间腐蚀、力学性能等项目的数据分析,焊接接头的机械性能和耐腐蚀性达到了工艺要求,保证了316L 不锈钢管的焊接质量,为广大焊接工作者提供参考。
Abstract:Through the analysis of 316l stainless steel welding performance,the manual tungsten argon arc welding process control,after welding,nondestructive testing,intergranular corrosion,mechanical property data analysis of the project,such as mechanical properties and corrosion resistance of welding joint meet the technological requirements,to ensure the welding quality of 316l stainless steel tube,provide reference for the welding workers.关键词:奥氏体不锈钢;TIG 焊;工艺Key words:austenitic stainless steel ;TIG welding ;process 中图分类号:TG44文献标识码:A 文章编号:1674-957X (2021)03-0100-03———————————————————————作者简介:沈根平(1973-),男,江苏东台人,双学士,高级讲师,主要从事焊接专业的理实一体化教学、管理和研究工作。
焊接工艺规程-通用

焊接工艺规程-通用发布日期:2010-05-17 来源:中华工具网浏览次数:12064核心提示:通用焊接工艺(一)1 总则本通用工艺适用于我公司采用手工电弧焊、埋弧自动焊,钨极氩弧焊及熔化极CO2气体保护焊工艺的各类钢通用焊接工艺(一)1 总则本通用工艺适用于我公司采用手工电弧焊、埋弧自动焊,钨极氩弧焊及熔化极CO2气体保护焊工艺的各类钢制压力容器的焊接。
2 焊工2.1 焊工必须按《锅炉压力容器焊工考试规则》进行考试,并取得焊工合格证,方能在有效期内从事合格项目的焊接工作。
2.2 焊接前焊工必须了解所焊焊件的钢种、焊接材料、焊接工艺要点。
3 焊接方法3.1 下列焊缝一般采用埋弧焊3.1.1 10≤δ≤60的拼接焊缝;3.1.2 直径φ≥1000mm且δ≥10mm的A、B缝内、外口;600mm≤直径φ<1 000mm的A、B缝外口。
3.2 下列焊缝一般采用手工焊:3.2.1 直径φ≥1000mm且δ<10mm的A、B缝内、外口;3.2.2 600mm≤直径φ<1000mm的A、B缝内口3.2.3 直径φ≥89mm接管与法兰B类缝外口;3.2.4 C、D 类焊缝。
3.3 下列焊缝一般采用钨极氩弧焊:3.3.1 直径φ≥1000mm 且δ≤8mm的A、B类缝打底焊;3.3.2 600mm≤直径φ<1000mm的A、B类缝打底焊;3.3.3 直径φ≥89mm接管与法兰B类缝打底焊;3.3.4 φ<89mm的接管与法兰B缝焊接;3.3.5 图样要求采用氩弧焊的C、D类焊缝焊接。
3.4 下列焊缝一般采用熔化极CO2气体保护焊:3.4.1 塔器的裙座和底座环的焊接;3.4.2 容器和换热器等设备的鞍座和支座的焊接。
[page]4 焊接材料4.1 根据产品图纸或JB/T4709《钢制压力容器焊接规程》的规定选用相应的焊接材料。
4.2 焊条、焊丝、焊剂必须具有产品质量证明书,并符合相应的标准规定,经验收或复验合格后方可使用。
焊接工艺规程
背部气
电特性:
电流种类:DC极性SP/RP电流范围(A)100~110
电压(A)Volts 12~24V钨极尺寸类型φ2.0mm
焊道层数
焊接方法
填充金属
电流
电压范围(V)
焊接速度cm/min
线能量KJ/cm
牌号
直径
类型/极性
安培(A)
1
GTAW
ER50-6
φ2.4
DCSP
100
12~13
5~7
页数
1 OF 2
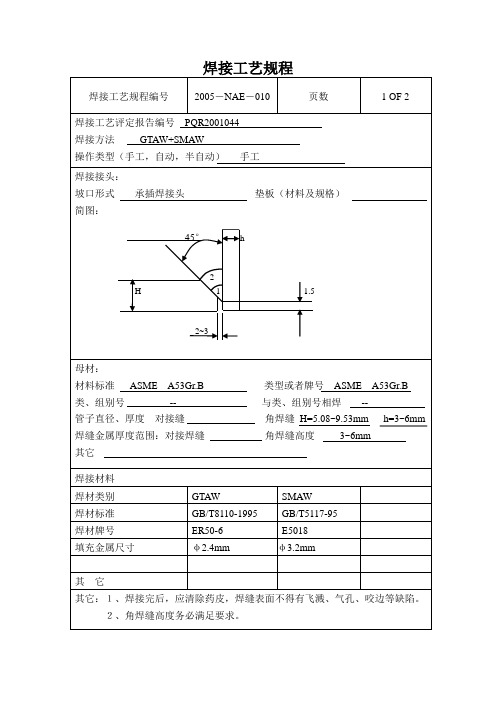
焊接工艺评定报告编号PQR2000017
焊接方法GTAW+SMAW
操作类型(手工,自动,半自动)手工
焊接接头:
坡口形式承插焊接头垫板(材料及规格)
简图:
45°h
2
H1 1.5
2~3
母材:
材料标准ASME TP316类型或者牌号ASME TP316
类、组别号--与类、组别号相焊--
管子直径、厚度对接缝角焊缝H=3.05~4.57mmh=3~5mm
焊缝金属厚度范围:对接焊缝角焊缝高度3~5mm
其它
焊接材料
焊材类别
GTAW
SMAW
焊材标准
GB4242-84
GB/T985-95
焊材牌号
H0Cr19Ni12Mo2
A202
填充金属尺寸
φ2.5mm
φ3.2mm
其它
其它:1、焊接完后,应清除药皮,焊缝表面不得有飞溅、气孔、咬边等缺陷。
2、角焊缝高度务必满足要求。
焊道层数
焊接方法
填充金属
电流
电压范围(V)
焊接速度cm/min
线能量KJ/cm
316不锈钢无缝钢管标准

316不锈钢无缝钢管标准
316不锈钢无缝钢管的标准一般有以下几种:
1. ASTM A312/A312M-19:这是美国材料和测试协会(ASTM)发布的标准,规定了无缝、焊接和重点焊接不锈钢钢管的要求。
其中包括316不锈钢材料的无缝钢管。
2. ASTM A269/A269M-15a:这是ASTM发布的另一项标准,
规定了无缝和焊接的不锈钢管道的要求。
其中包括316不锈钢材料的无缝钢管。
3. GB/T 14976-2012:这是中国国家标准,规定了不锈钢无缝
钢管的要求。
其中也包括316不锈钢材料的无缝钢管。
以上标准中,都包含了316不锈钢无缝钢管的材质、尺寸、机械性能、化学成分、检验方法等方面的要求。
具体的选用哪个标准,应根据实际使用情况和国家/地区的要求来确定。
316不锈钢无缝钢管标准

316不锈钢无缝钢管标准一、化学成分316不锈钢无缝钢管的化学成分应符合GB/T 20878-2007的规定。
主要化学成分包括碳(C)、硅(Si)、锰(Mn)、磷(P)、硫(S)、铬(Cr)、镍(Ni)、钼(Mo)等元素。
其中,铬(Cr)和镍(Ni)是316不锈钢中的主要合金元素,它们的含量直接决定了材料的耐腐蚀性能和机械性能。
二、机械性能316不锈钢无缝钢管的机械性能应符合GB/T 14976-2012的规定。
主要机械性能指标包括抗拉强度、屈服强度、伸长率、硬度等。
这些指标可以反映材料的承载能力和变形特性,对于保证管道的安全性和可靠性至关重要。
三、尺寸精度316不锈钢无缝钢管的尺寸精度应符合GB/T 17395-2008的规定。
主要尺寸包括外径、壁厚、长度等。
尺寸精度对于管道的连接和安装有着重要影响,精度越高,安装难度越小,管道性能越稳定。
四、制造工艺316不锈钢无缝钢管的制造工艺主要包括冶炼、连铸、轧制、矫直、抛光等环节。
在制造过程中,应严格控制各个环节的质量,确保管道材料的一致性和可靠性。
同时,制造工艺还需要考虑生产效率、能源消耗和环保等方面的因素。
五、表面质量316不锈钢无缝钢管的表面质量应符合GB/T 3089-2004的规定。
表面应光滑、平整,无裂纹、折叠、结疤等缺陷。
表面质量的优劣直接影响到管道的耐腐蚀性能和使用寿命,因此需要在制造过程中严格控制。
六、无损检测316不锈钢无缝钢管的无损检测应符合GB/T 11345-2013的规定。
无损检测方法包括射线检测、超声检测、磁粉检测等,可以有效地检测出材料内部的缺陷和损伤。
对于保证管道的安全性和可靠性,无损检测是不可或缺的一环。
七、质量保证316不锈钢无缝钢管的生产企业应建立完善的质量保证体系,确保产品质量的一致性和可靠性。
质量保证体系应包括原材料控制、生产工艺控制、过程检验、成品检验等环节,同时应对各个环节进行严格的监督和管理。
八、试验方法为了保证316不锈钢无缝钢管的质量和性能符合要求,应采用合适的试验方法进行检测和验证。
焊接规程
石油工程特殊管材焊接
工艺规程
编制说明
1、【石油化工程特殊管材焊接工艺规程】适用于公司承接的石化工程特殊管线的焊接施工。
2、根据合格的焊接工艺评定报告,焊接工艺规程按照(20G+316L)不锈钢复合管、316L不锈钢管道、(20G+316L)+316L异种钢管道、20G碳钢管道等4类材料不同焊接特点分别进行编制。
3、焊接工艺规程主要包括焊接施工主要使用焊接工艺和焊缝返修焊接工艺两部分内容。
目录
一、(20G+316L)不锈钢复合管及(20G+316L)+316L异种钢管道焊接工艺规程
二、316L不锈钢管道焊接工艺规程
三、20G碳钢管道焊接工艺规程
第一部分
20G+316L
双金属复合管(20G+316L)+316L 异种钢管道
焊接工艺规程
第二部分
316L
不锈钢管道焊接工艺规程
第三部分
20G
碳钢管道焊接工艺规程。
316Lmod管道焊接技术
表 2管道焊接工艺参数
量
叠 焊搔材
誊 薯
}《 鬣-
| 气热 鼠 《
| l
焊 层 誊 接 法 曩 号 缝数 焊 方 薄 尊
打底 GA T W E3 L R 1 MO 0
一
出2 4 .
正 / 背 蠹 接 l㈧ 。 电 ) 焊 电 流 电弧 丑v
陕西化mo L 1 6 d管道焊接技术
一 李 丽红 吴文海 陕西 化建工程有 限责任公 司 陕西西安 7 2 0 1 10 摘 要 3 6 mo 1L d材 质是尿素级超 低碳不锈钢材料 , 一般用于高 温、 高压 、 高腐 蚀性的介质管道 中, 在焊接 中要求其 接头具 有 良好 的抗热裂纹和晶间腐蚀性能。在 实践的基 础上 , 总结 了该材质管道焊接的技术要点。
表 1管道焊接材料选用
1施工前 准备
1 1焊接工艺评定及焊工资格认证 .
11 1 施 工 前 必 须 对 3 6 mo .. 1L d材 质 管 道 进 行 焊 接 性 能 试 验 , 做 好 焊 接 工 艺 评 定 。 了保 证 焊 接 工 艺 评 定 的 准 确 性 , 注 意 焊 接 为 要
1 L mi 0/ n 1 / n 2 L mj 15 2 1 —10 1 2 正极
姆 铳
盖面
SA I MW i
S MAW
O L 坼' M O 5 2| 由
B 1 MO M3 L 0 4o .
|
|
¨ _5 — -4 o1 i 2 2 1 2
15 10 O — 1 2— 4 2 2 反 极
作 业 要 在施 工 现 场 完 成 。
} 号 褫 \ 谭 谗缝 i 聚, \
316L
c a p a b i l i t y o f r e s i s t i n g i n t e r g r a n u l a r c o r r o s i o n o f t h e w e l d e d j o i n t w e r e t e s t e d . T h e r e s u l t s s h o w e d t h a t t h e r e w e r e n o d e f e c t s i n t h e w e l d e d j o i n t , t h e m e c h a n i c a l p r o p e r t i e s w e r e a c c e p t a b l e , t h e w e l d w a s ma d e u p o f a u s t e n i t e a n d l i t t l e f e r r i t e , a n d w e l d e d j o i n t h a s n o i n t e r g r a n u l a r c o r r o s i o n t e n d e n c y .
X u X i a n g j i u , S u n We i , Hu a n g C h a o
( Ha r b i n B o i l e r C o mp a n y l i m i t e d ,H a r b i n 1 5 0 0 4 6, C h i n a )
t a b l i s h e d. Th e c o mbi ne d p r o c e d u r e o f ma n u a l t u n g s t e n i n e r t g a s a r c we l d i n g a n d s h i e l d e d me t l a a r c we l d i n g wa s i n t r o d u c e d t o we l d t h e t h i c k 31 6 L s t e e 1 . Th e me c h a n i c a l p r o p e r t i e s, mi c r o s t r u c t u r e a nd t h e
焊缝返修工艺规程
6.2.10所有焊缝返修后其焊接质量应符合EN 15085-3、ISO 5817标准和图纸中焊缝质量等级的要求。
6.3焊缝的检验
6.3.1所有焊缝返修后都要重新进行检验。
6.3.2返修后的工件必须使用和首次检验时相同的检验方法重新进行检验。焊接责任人员也可以要求使用其它附加的检验方法。
6.2.1返工使用的WPS(原WPS或焊接责任人员专门为返工编制的WPS)必须符合WPQR的适用范围。
6.2.2实施返工焊接必须由经ISO9606-1标准考试合格的焊工进行焊接操作,其操作范围在焊工证书所规定的范围内。
6.2.3为确保施工安全和焊接质量不受影响,焊接应在防风防雨的设施内进行。
6.2.4要求焊前预热的焊件,在焊接过程中的层间温度应保持不低于预热温度。
6.1.3焊缝有咬边或未焊满缺陷时,不允许以打磨母材作为修正,应先将缺陷部位补焊,补焊应按首次施焊一样进行焊接,然后对成型不均匀的部位采用砂轮机或直磨机进行修磨,保证与未咬边焊缝高低宽窄差一致并符合相关标准或用户的要求。
6.1.4当焊缝收尾产生弧坑裂纹或因其它原因产生裂纹时,在用焊接技术排除裂纹之前,应准确确定裂纹走向,必要时应在裂纹末端钻止裂孔,接着去除裂纹,不许在裂纹上焊接。
6.1.5返工焊接时,应将裂纹和未熔合部位彻底清理干净,必要时采用PT、MT确定裂纹已彻底清除再施焊;然后根据部件的重要性决定是采用MT还是PT进行内部质量检查,符合相关标准或用户的要求。
6.1.6焊缝上产生局部气孔或夹渣时,先用碳弧气刨或砂轮机将表面气孔彻底清除,再将清除部位焊满并打磨至圆滑过渡,保证与原焊缝表面平齐且高低宽窄差一致并符合相关标准或用户的要求。
焊接工艺规程
工艺规程也是生产、组织和管理工作旳基本根 据,因为在生产管理中,产品投产前原材料及 毛坯旳供给,通用工艺装备旳准备,机床负荷 旳调整,专用工艺装备旳设计和制造,作业计 划旳编排,劳动力旳组织以及生产成本旳核实 等都是以工艺规程作为基本根据旳。
坡口型式选择,主要根据被焊工件厚度、焊后 应力变形大小、坡口加工旳难易程度、焊条旳 消耗量以及焊接工艺等各方面旳原因来考虑。
西安交通大学能源与动力工程学院
4.2焊接接头及坡口型式
1.对接接头
(2)在不同厚度钢板对接时,因为接头处断面有忽 然变化,会造成应力集中,如焊缝两边钢板中 心线不一致,受力时将产生附加弯矩,这些都 将影响接头强度。双面或者单面削薄(图)。
西安交通大学能源与动力工程学院
西安交通大学能源与动力工程学院
4.2焊接接头及坡口型式
2.T形接头 根据工件厚度不同,将两块钢板互 成直角连接在一起旳焊缝接头称为T形接头。 接头可分为不开坡口、单边V形坡口、双边V 形坡口以及K形坡口,根据厚薄不同可用单面 或双面焊。锅炉压力容器插入式管接头、人孔 圈和筒体旳焊接属于此类。广泛采用在空间类 焊件上,具有较高旳强度,如船体构造中约70 %旳焊缝采用了T形接头。
西安交通大学能源与动力工程学院
4.2焊接接头及坡口型式
1.对接接头
一般情况,手工电弧焊焊接6mm下列焊件和 自动焊焊接14mm下列焊件时,可不开坡口。 钢板超出上述厚度时,电弧不能熔透钢板,应 考虑开坡口,开坡口可使热源伸入根部,确保 焊透,且可降低热规范,减小热影响区和降低 焊件旳变形。钝边和间隙旳尺寸若能很好配合 ,不但可确保焊透,而且也可防止烧穿、未焊 透等缺陷。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Title: 对接焊缝工艺规程 Doc.No.: ME-I-316 Revision:
1 First Issue Date: 22/03/06 Page No.: 1 of 6
1 目的 1.1 规范结构件在对接焊缝焊接过程中的焊接参数。 2 适用范围
2.1 本公司制造的产品。 3 参考标准
JG/T5112-1999 塔式起重机、钢结构制造与检验 GB/T8110-1995 气体保护电弧焊用碳钢、低合金钢焊丝 GB/T985-1988 气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸 JG/T5082.1~5082.2-1996 建筑机械与设备焊接件通用技术条件和焊工技术考试规程
4 职责 3.1 制造工艺部负责本规程的编制、修正工作。 3.2 质量控制部负责本规程执行情况的检查。 3.3 生产部负责本规程的执行,督促生产单位遵守规程 3.4 操作工人须按本规程进行生产作业。
5 程序内容 Title: 对接焊缝工艺规程 Doc.No.: ME-I-316 Revision:
1 First Issue Date: 22/03/06 Page No.: 2 of 6
组焊件类型: 对接(B) 角接 管子 搭接 材料类型 材质 厚度 mm 直径 mm 焊缝准备方法 板材 Q345 / Q235 10 气割(打磨后),锯切,机加
准备图 焊接形式
焊接层数 1 2 焊接方法 对接焊缝施焊方法 手工或自动 M 或 A M 电流类型,极性 CC+, CC- ,CA脉冲型, CC+ 焊接材料 名称 焊丝 牌号,直径 H08Mn2SiA , Ф1.2mm 保护焊剂 名称,型号 混合气体(余量)Ar+(8~12)%CO2+(1.5~3.5)%O
2
流量 (L/min) 18~23
焊缝高度 a (mm) 电流 I (A) ±5% 190 270 电压 U (V) ±1V 19 27 每道焊接速度 Vs (cm/min) ±10% 18.5 46.5 送丝速度 Vf ( m/min) ±1 10.5 10.5 焊接线能量 E=60 U I / (1000 Vs) (KJ/cm)
焊丝伸出长度 h (mm) ±3 18 18 焊枪动作 推(P),拉(T),左右摆动(B) P B
温度 预热(℃) / 环境温度(A) A A 焊道之间温度 后热温度 清理方法 焊道之间,最终 铲干净 打磨 注:对焊接件有焊接工艺文件规定的,按焊接工艺文件执行。 Title: 对接焊缝工艺规程 Doc.No.: ME-I-316 Revision:
1 First Issue Date: 22/03/06 Page No.: 3 of 6
组焊件类型: 对接(B) 角接 管子 搭接 材料类型 材质 厚度 mm 直径 mm 焊缝准备方法 板材 Q345 / Q235 12 和 16 气割(打磨后),锯切,机加
准备图 焊接形式
焊接层数 1 2 3 焊接方法 角焊缝施焊方法 手工或自动 M 或 A M 电流类型,极性 CC+, CC- ,CA脉冲型, CC+ 焊接材料 名称 焊丝 牌号,直径 H08Mn2SiA , Ф1.2mm 保护焊剂 名称,型号 混合气体(余量)Ar+(8~12)%CO2+(1.5~3.5)%O
2
流量 (L/min) 18~23
焊缝高度 a (mm) 电流 I (A) ±5% 190 270 270 电压 U (V) ±1V 19 27 29 每道焊接速度 Vs (cm/min) ±10% 18.5 46.5 31 送丝速度 Vf ( m/min) ±1 10.5 10.5 10.5 焊接线能量 E=60 U I / (1000 Vs) (KJ/cm)
焊丝伸出长度 h (mm) ±3 18 18 18 焊枪动作 推(P),拉(T),左右摆动(B) P B B
温度 预热(℃) / 环境温度(A) A A A
焊道之间温度 后热温度 清理方法 焊道之间,最终 铲干净 铲干净 打磨 注:对焊接件有焊接工艺文件规定的,按焊接工艺文件执行。 Title: 对接焊缝工艺规程 Doc.No.: ME-I-316 Revision:
1 First Issue Date: 22/03/06 Page No.: 4 of 6
组焊件类型: 对接(B) 角接 管子 搭接 材料类型 材质 厚度 mm 直径 mm 焊缝准备方法 板材 Q345 / Q235 20 气割(打磨后),锯切,机加
准备图 焊接形式
焊接层数 1 2 3 4 焊接方法 角焊缝施焊方法 手工或自动 M 或 A M 电流类型,极性 CC+, CC- ,CA脉冲型, CC+ 焊接材料 名称 焊丝 牌号,直径 H08Mn2SiA , Ф1.2mm 保护焊剂 名称,型号 混合气体(余量)Ar+(8~12)%CO2+(1.5~3.5)%O
2
流量 (L/min) 18~23 18~23 18~23 20~23
焊缝高度 a (mm) 电流 I (A) ±5% 190 270 270 270 电压 U (V) ±1V 19 27 29 30 每道焊接速度 Vs (cm/min) ±10% 18.5 46.5 31 18.8 送丝速度 Vf ( m/min) ±1 10.5 10.5 10.5 10.5 焊接线能量 E=60 U I / (1000 Vs) (KJ/cm)
焊丝伸出长度 h (mm) ±3 18 18 18 18 焊枪动作 推(P)拉(T),左右摆动(B) P B B B 温度 预热(℃) / 环境温度(A) A A A A 焊道之间温度 后热温度 清理方法 焊道之间,最终 铲干净 铲干净 铲干净 打磨 注:对焊接件有焊接工艺文件规定的,按焊接工艺文件执行。 Title: 对接焊缝工艺规程 Doc.No.: ME-I-316 Revision:
1 First Issue Date: 22/03/06 Page No.: 5 of 6
组焊件类型: 对接(B) 角接 管子 搭接 材料类型 材质 厚度 mm 直径 mm 焊缝准备方法 板材 Q345 / Q235 25 气割(打磨后),锯切,机加
准备图 焊接形式
焊接层数 1 2 3 4 焊接方法 对接焊缝施焊方法 手工或自动 M 或 A M 电流类型,极性 CC+, CC- ,CA脉冲型, CC+ 焊接材料 名称 焊丝 牌号,直径 H08Mn2SiA , Ф1.2mm 保护焊剂 名称,型号 混合气体(余量)Ar+(8~12)%CO2+(1.5~3.5)%O
2
流量 (L/min) 18~23 18~23 18~23 20~23
焊缝高度 a (mm) 电流 I (A) ±5% 190 270 270 270 电压 U (V) ±1V 19 27 29 27 每道焊接速度 Vs (cm/min) ±10% 18.5 46.5 31 25 送丝速度 Vf ( m/min) ±1 10.5 10.5 10.5 10.5 焊接线能量 E=60 U I / (1000 Vs) (KJ/cm) 焊丝伸出长度 h (mm) ±3 18 18 18 18 焊枪动作 推(P)拉(T)左右摆动(B) P B B B 温度 预热(℃) / 环境温度(A) A A A A
焊道之间温度 后热温度 清理方法 焊道之间,最终 铲干净 铲干净 铲干净 打磨 注:对焊接件有焊接工艺文件规定的,按焊接工艺文件执行。 Title: 对接焊缝工艺规程 Doc.No.: ME-I-316 Revision:
1 First Issue Date: 22/03/06 Page No.: 6 of 6
CONTROLLED DOCUMENT STATUS 1. Revision Status Date Rev. No. Revised By Dept. Revision Description Mar.22,2006. 0 Guoweijun ME New issue. Aug.22,2006 1 Shaochengke ME Updating welding data
2. Description for the Change of Last Revision X Immediate Limited Temporary Expired Date:
. Reason of Change 完善规范格式,更改焊接参数 Remark: Continue on addition sheet if necessary . Detail Description of Change
From: ME-I-316《对接焊缝工艺规程》R00
To: ME-I-316《对接焊缝工艺规程》R1 1. 更新焊接参数中的气体流量。
Type of Change New Withdrawal X Amendment
Action on Obsolete Doc. Scrap.
3. Approved By Dept. Signature Date Dept. Signature Date
DE HR ME PUR PROD MKT QA SAV QC SP LOG
4. Distribution Dept. Qty Dept. Qty Dept. Qty Dept. Qty Dept. Qty QA 1 DE 1 MC 1 PUR 1 HR PROD 1 ME 1 MKT SAV SP GM OD HD SD QC 1 QA-F-001/R.1 Modify Date:2006-2-20