不锈钢焊条牌号对照表
焊丝牌号对照表

一、不锈钢焊条新旧牌号对照及适用范围国家标准GB983-77 国家标准GB983-85 国家标准GB983-95 烘干适用于焊接钢材A002 E00-19-10-16 E308L-16 150℃×1 h 0Cr19Ni10;0Cr19Ni11TiA022 E00-18-12Mo-16 E316L-16 150℃×1 h 00Cr17Ni14 Mo2A032 E00-19-13Mo2-Cu2-16 E317 Mo-CuL-16 150℃×1 h 0Cr18Ni12Mo2Cu2A042 E00-23-13Mo2-16 E309 Mo L-16 150℃×1 h 00Cr23Ni13Mo2A062 E00-23-13-16 E309 L-16 150℃×1 h 00Cr23Ni13A101 E0-19-10-16 E308-16 150℃×1 h 1Cr19Ni9;Cr19Ni10; 0Cr19Ni11A102 E0-19-10-16 E308-16 150℃×1 h 0Cr19Ni9;0Cr19Ni11TiA107 E0-19-10-15 E308-15 250℃×1 h 0Cr19Ni9A132 E0-19-10Nb-16 E347-16 150℃×1 h Cr19Ni11TiA137 E0-19-10Nb-15 E347-15 250℃×1 h 0Cr19Ni11TiA201 E0-18-12Mo2-16 E316-16 250℃×1 h(禁反复烘)0Cr18Ni12Mo2A202 E0-18-12Mo2-16 E316-16 150℃×1 h 0Cr18Ni12Mo2A207 E0-18-12Mo2-15 E316-15 250℃×1 h 0Cr18Ni12Mo2; Cr13; Cr17A242 E0-19-13Mo3-16 E317-16 150℃×1 h Cr19Ni13Mo3A302 E1-23-13-16 E309-16 150℃×1 h Cr23Ni13A307 E1-23-13-15 E309-15 250℃×1 h Cr23Ni13A312 E1-23-13Mo2-16 E309 Mo -16 150℃×1 h Cr23Ni13Mo2A402 E2-26-21-16 E310 -16 150℃×1 h Cr25Ni20A407 E2-26-21-15 E310 -15 250℃×1 h Cr25Ni20A412 E1-21-21Mo2-16 E310Mo -16 150℃×1 h Cr26Ni21Mo2A422Cr25Ni20Si2说明:15、25—碱性,直流反接; 16、17、26—钛钙型,交流或直流反接。
焊条型号和牌号对照表
表12.4 常用焊条型号和牌号对照表1名词解释:E,表示焊条。
前两位数字表示熔敷金属的抗拉强度最小值,单位为㎏(应换算成相应的Mpa)。
第3位数字表示焊接位置:0和1表示可以全位置焊接(平、仰、立、横)。
2表示焊条适用于平焊和平角焊。
4表示向下立焊。
第3位和第4位数字组合时表示焊接电流种类及药皮类型。
在第四位数字后附加“R“表示耐吸潮焊条,附加“E,表示焊条。
前两位数字表示熔敷金属的抗拉强度最小值,单位为㎏(应换算成相应的Mpa)。
第3位数字表示焊接位置:0和1表示可以全位置焊接(平、仰、立、横)。
2表示焊条适用于平焊和平角焊。
4表示向下立焊。
第3位和第4位数字组合时表示焊接电流种类及药皮类型。
在第四位数字后附加“R“表示耐吸潮焊条,附加“M“表示耐吸潮和力学性能有特殊规定的焊条,附加“-1“表示冲击性能有特殊规定的焊条。
例1:E4315,表示低氢钠型焊条,适用于全位置焊接,电流种类为直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。
例2:E4316,表示低氢钾型焊条,适用于全位置焊接,电流种2类为交流或直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。
E4328 表示铁粉低氢型焊条,适用于平焊、平角焊,电流种类为交流或直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。
3项目介绍D502阀门堆焊焊条符合 GB EDCr-A1-03说明: D502是钛钙型药皮的1Cr13型阀门堆焊焊条,可交直流两用,焊接工艺良好。
堆焊金属为1Cr13半铁素体高铬钢。
堆焊层具有空淬特性,一般不须进行热处理,硬度均匀,亦可在750-800℃退火软化,当加热至900-1000℃空冷或油淬后,可重新硬化。
4用途: 这是一种通用性的表面堆焊用焊条,用于堆焊工作温度在450℃以下的碳钢或合金钢的轴及阀门等。
熔敷金属化学成分(%) 化学成分 C S P Cr 其它元素总量保证值≤0.15 ≤0.030 ≤0.040 10.0~16.0 ≤2.50堆焊层硬度: (焊后空冷)HRC≥40参考电流 (AC、DC) 焊条直径(mm) φ2.5 φ3.2 φ4.0 φ5.0焊接电流(A) 50~80 80~120 120~160 160~200注意事项:1.焊前焊条须经150℃左右烘焙1h。
焊条、焊丝牌号、型号对照表

焊条牌号编制方法(大西洋牌)船用焊条除外) 一个焊条牌号由六部份组成。
例如CHE507CrNiFe13 可分割为:1. (CH) 二个字母,大西洋产品代号。
2. (E) 一个字母,焊条种类。
3. (50) 二个数字,熔敷金属强度或合金类型。
4. (7) 一个数字,药皮类型及电流种类。
5. (CrNi)1 ~2 字母,附加合金元素或焊条特性。
6. (Fe13) 字母+二个数字,焊条名义效率。
1. CH:大西洋产品代号2. 焊条种类:(见表1)④ 附加合金元素或焊条特性:⑴ 附加合金元素分别用该元素连接在药皮类型后,如Cu、Mo 等。
⑵ 焊条特性: (表4)⑤ 焊条名义效率表熔炼焊剂牌号编制方法一个熔炼焊剂牌号由五部份组成。
例如CHF131 可分割为:1. (CH) 二个字母,大西洋产品代号。
2. (F) 一个字母,焊剂产品代号。
3. (1)一个数字,这里是焊剂为无锰型。
牌号第一位数字表示熔炼焊剂中氧化锰的含量,其含量见表1 。
4. (3)一个数字,这里是焊剂为高硅低氟。
牌号第二位数字表示焊剂中二氧化硅与氟化钙的含量,其含量见表20,1,2,.. 9 顺序排5. (1)一个数字,牌号第三位数字表示同一类型焊剂中的不同牌号,并按列。
一个烧结焊剂牌号由四部份组成。
例如CHF131 可分割为:1. (CH) 二个字母,大西洋产品代号。
2. (F) 一个字母,焊剂产品代号。
3. (5) 一个数字,这里是焊剂渣系为铝钛型。
牌号第一位数字表示烧结焊剂的渣系,见表34. (01) 二个数字,牌号第二、三位数字表示同一渣系焊剂的不同牌号。
碳钢焊条低合金钢焊条不锈钢焊条堆焊焊条铸铁焊条镍及镍合金焊条气体保护焊、埋弧焊、气焊焊丝碳钢及低合金钢用焊剂不锈钢、有色金属及堆焊用焊剂。
焊丝牌号对照表

J506E5016直流反接或交流350—400×2Q295、Q345、16Mn、16MnR等
J507E5015直流反接350—400×2Q295、Q345、16Mn、16MnR等
R402E6003-B3200℃×1h12Cr2Mo预热160~200℃,675~705℃回火处理
R407E6015-B3350℃×1h12Cr2Mo预热160~200℃,675~705℃回火处理
R417E5515-B3-VNb350℃×1h12Cr3Mo3SiTiB预热200~300℃,715~745℃回火处理
E5518-NM------镍钼钢;W6015-D1、D2、D3-------含锰量增加,锰钼钢;E××10-G、E××03-G等:其它低合金钢焊条。
三、低温钢焊条新旧牌号对照及适用范围
国家标准GB982-77国家标准GB5118-95烘干适用于焊接钢材
W707350℃×1h09Mo2V;09MnTiCuXi
R317E5515-B2-V350℃×1h12CrMoV预热250~300℃,715~745℃回火处理
R327E5515-B2-VW350℃×1h15CrMoV预热250~300℃,715~745℃回火处理
R337E5515-B2-VNb350℃×1h15CrMoV预热250~300℃,715~745℃回火处理
R507E15MoV-15350℃×1hCr5Mo预热300~400℃,740~760℃回火处理
R707E9Mo-15350℃×1hCr5Mo预热300~400℃,730~750℃回火处理
R802E11MoVNi-16350℃×1h1Cr11MoV预热300~400℃,730~750℃回火处理
大西洋焊材型号对照表
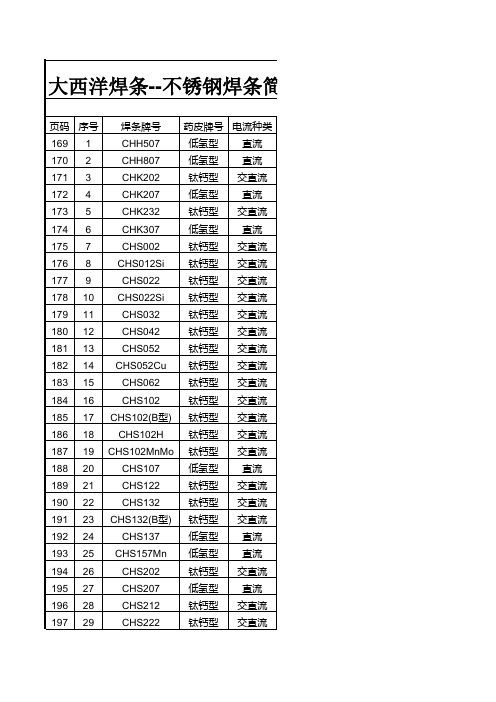
页码 序号 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 焊条牌号 CHH507 CHH807 CHK202 CHK207 CHK232 CHK307 CHS002 CHS012Si CHS022 CHS022Si CHS032 CHS042 CHS052 CHS052Cu CHS062 CHS102 CHS102(B型) CHS102H CHS102MnMo CHS107 CHS122 CHS132 CHS132(B型) CHS137 CHS157Mn CHS202 CHS207 CHS212 CHS222 药皮牌号 电流种类 低氢型 低氢型 钛钙型 低氢型 钛钙型 低氢型 钛钙型 钛钙型 钛钙型 钛钙型 钛钙型 钛钙型 钛钙型 钛钙型 钛钙型 钛钙型 钛钙型 钛钙型 钛钙型 低氢型 钛钙型 钛钙型 钛钙型 低氢型 低氢型 钛钙型 低氢型 钛钙型 钛钙型 直流 直流 交直流 直流 交直流 直流 交直流 交直流 交直流 交直流 交直流 交直流 交直流 交直流 交直流 交直流 交直流 交直流 交直流 直流 交直流 交直流 交直流 直流 直流 交直流 直流 交直流 交直流
198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213
30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45
焊条牌号型号对照表

Cu 0.30
σb≥420MPa
σs≥340MPa
δ5≥17%
AKV≥47J(-20℃)
焊条牌号
标准型号
GB/T983
AWS.A5.4
主要用途及特点
熔敷金属化学成分(%)
及力学性能
G202
E410-16
用于0Cr13、1Cr13不锈钢结构焊接、也可用于耐磨耐蚀堆焊
C≤0.12
Mn 1.0
C≤0.08
Mn 1.2
Si≤0.9
Cr 18
Ni 11
Nb 0.7
A232
E318-16
用于一般耐热耐腐蚀的0Cr19Ni10及0Cr18Ni12Mo不锈钢结构的焊接
C≤0.08
Mn 1.2
Si 0.9
Cr 18
Ni 12
Mo 2
A302
E309-16
用于0Cr24Ni13类型不锈钢、异种钢、高铬钢、高锰钢的焊接
焊条牌号
标准型号
GB/T5117
AWS.A5.1
主要用途及特点
熔敷金属化学成分(%)
及力学性能
J422CuCrNi
E4303
耐候钢专用焊条,用于09CrP、09CuPRe 09CuCrNi等耐候钢焊接,具有良好的耐大气腐蚀性能
C≤0.12
Mn 0.40
Si 0.20
S≤0.035
P≤0.040
Cr≤0.60
适用于较重要的低碳钢结构的焊接,可提高熔敷效率,化学成分、力学性能同J422
C≤0.12
Mn 0.40
Si 0.18
S≤0.035
P≤0.040
σb≥420MPa
σs≥330MPa
对常用焊条焊丝牌号的介绍Microsoft Word 文档

对常用焊条焊丝牌号的介绍
焊接在在工业和生产中应用广泛,例如钢结构,压力容器生产,造船、集装箱制作等;针对不同的材质选用不同的焊条,下面把最常用的焊条、焊丝介绍一下。
1、碳钢焊条J422牌号表示方法
J 42 2
2、碳钢焊条E4303型号表示方法
E 4 3 0 3
3、碳钢焊条J507牌号表示方法
J 50 7
4、碳钢焊条E5015型号表示方法
E 5 0 1 5
5、不锈钢焊条E308-15型号表示方法 E 308 - 15
6、不锈钢焊条A102牌号表示方法
A 1 0 2
7、CO2气体保护焊 焊丝ER50-6 ER 50 - 6
8、焊丝 H08Mn2SiA 牌号表示方法
H 08 Mn2 Si A
表示 W(Si) ≤1% 表示 优质焊条 级别为 A 表示 焊接用实心焊丝 表示 W(C) 约0.08% 表示 W(Mn) 约2% 接 表示焊条为碱性药皮,适用于全位置,直流反接
表示 焊条
表示 熔敷金属化学成分分类代号。
(整理)不锈钢焊材选用参考全部材料焊材对应.
不锈钢焊材选用参考标准A002焊接超低碳 Cr19Ni11 不锈钢或 0Cr19Ni10 不锈钢结构,如合成纤维、化肥、石油等设备A022焊接尿素及合成纤维设备A042不锈钢焊条钛钙型药皮的超低碳Cr23Ni13Mo2不锈钢焊条,可交直流两用。
由于焊缝金属中加入适量的钼,故提高了焊缝金属的抗裂性及耐腐蚀性能。
用于相同类型的超低碳不锈钢材料及异种钢焊接等。
焊前焊条须经150℃左右烘焙,尽可能采用直流电源,以免焊条发红。
A062焊接合成纤维、石油化工设备用同类型的不锈钢结构、复合钢和异种钢结构A082用于 00Cr17Ni15Si4Nb 、 00Cr14Ni17Si4 等耐浓硝酸腐蚀钢的焊接和补焊A802焊接硫酸浓度 50% 和一定工作温度及大气压力的制造合成橡胶的管道,以及 Cr18Ni18Mo2Cu2Ti 等钢种A102 钛钙型交直流金属化学成份(%)C≤0.08,Cr18.0~21.0Ni9.0~11.0 用于焊接工作温度低于300℃的耐腐蚀的OCrl9Ni9、OCrl9Ni11Ti的不锈铜结构。
A107 低氢钠型直流金属化学成份(%)C≤0.08,Cr18.0~21.0Ni9.0~11.0 用于焊接工作温度低于300℃的耐腐蚀的0Cr19Ni9型不锈钢结构,也可焊接一些可焊性较差的钢材(如高铬钢等)以及堆焊不锈铜表面层。
A132 钛钙型交直流金属化学成份(%)C≤0.08,Cr18.0~21.0Ni9.0~11.0Nb8×C~1.00 用于焊接重要的耐腐蚀,含铌稳定的0Cr19Ni11Ti型不锈钢。
A137 低氢钠型直流金属化学成份(%)C≤0.08,Cr18.0~21.0Ni9.0~11.0Nb8×C~1.00 用于焊接重要的耐腐蚀,含铌稳定的0Cr19Ni11Ti型不锈钢。
A202 钛钙型交直流金属化学成份(%)C≤0.08,Cr17.0~20.0Ni11.0~14.0,Mo2.0~3.0 用于焊接在有机和无机酸(非氧化性酸)介质中工作的0Cr18Ni12Mo2,不锈钢或作为异种钢焊接。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
不锈钢焊条牌号对照表
不锈钢焊条选用表
注:括号内为GB/T 983-1985型号。
复合钢板的基体和复层分别选用各自适用的焊接材料进行焊接。
关键是接近复层的过渡层部分,必须考虑基层的稀释作用,应选用Cr、Ni含量较高的奥氏体填充金属来焊接过渡层
部分,以免出现脆硬组织。
复合钢板的基层较薄时(如总厚度不大于8mm),可以用奥氏体焊条或填充金属焊接复合钢的全厚度,这时更需考虑基层材料的稀释作用。
当复合钢板的厚度小于25mm时,基层也可全用E309-16等焊条,但焊接残余应力稍大些,消耗不锈钢焊条多。
当复合钢板的厚度大于25mm时,可先用铁素体焊条施焊一层过渡层,然后再用碳钢焊条焊接基层。
复合钢单面焊焊接材料的选用见表16。