数控车床机加工作业指导书
技术会签:编制:
质管会签:批准:
工程名称:
程序号:
序号工艺参数名称特性符号序号工艺参数名称
特性符号
1外圆车刀2成型刀
34
序号
名称数量交换频次序号名称数量交换频次1外圆车刀刀片1
3成型刀
1
24
序号准备项目序号1夹具12检具23车刀3
首件
1
加工端面
●●
序号图示
4
●14253
6
机加工作业指导书
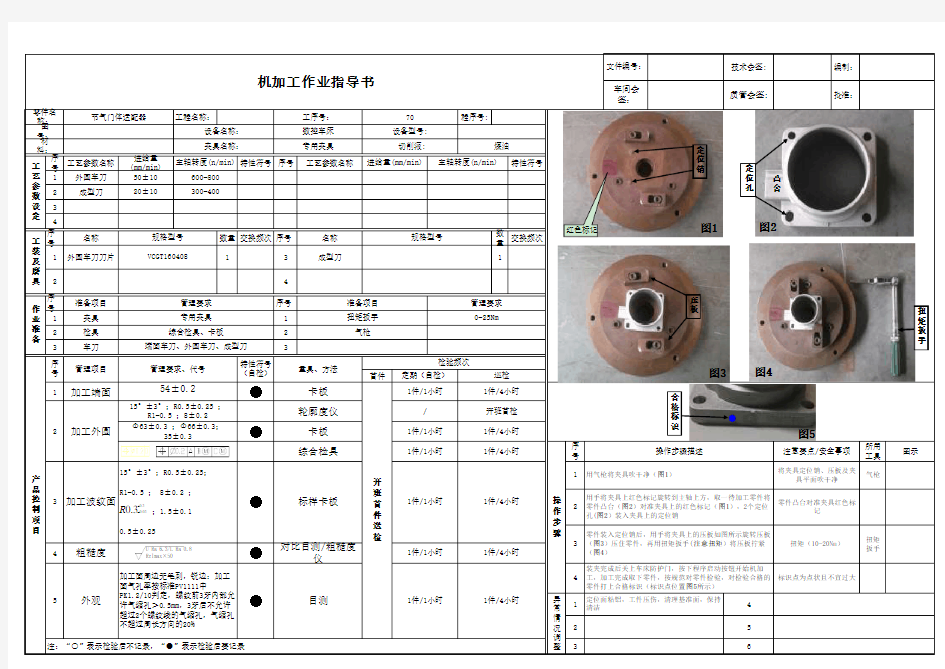
用气枪将夹具吹干净(图1)
外观
目测标样卡板
管理要求、代号
零件装入定位销后,用手将夹具上的压板如图所示旋转压板(图3)压住零件,再用扭矩扳手(注意扭矩)将压板拧紧(图4)
操作步骤
异常情况调整
扭矩扳手
零件凸台对准夹具红色标记量具、方法
标识点为点状且不宜过大用手将夹具上红色标记旋转到主轴上方,取一待加工零件将
零件凸台(图2)对准夹具上的红色标记(图1),2个定位孔(图2)装入夹具上的定位销
将夹具定位销、压板及夹
具平面吹干净
气枪
开班首件送检
管理项目
1件/1小时
1件/4小时
1件/1小时1件/4小时
加工波纹面4
工装
及磨
具作业准备
产品控制项目
序号2
3
5定位面粘铝,工件压伤,清理基准面,保持清洁
注:“○”表示检验后不记录,“●”表示检验后要记录
●
加工面周边无毛刺,锐边:加工面气孔率按标准PV1111中
PK1.2/10判定,螺纹前3牙内部允许气缩孔>0.5mm,3牙后不允许超过2个螺纹线的气缩孔,气缩孔不超过周长方向的20%
装夹完成后关上车床防护门,按下程序启动按钮开始机加
工,加工完成取下零件,按规范对零件检验,对检验合格的零件打上合格标识(标识点位置图5所示)所用工具
粗糙度
对比目测/粗糙度仪
1件/1小时
1件/4小时
加工外圆
●
15°±3°;R0.5±0.25;
R1-0.5 ; 8±0.2 ;
;1.5±0.1
0.5±0.25
扭矩(10-20Nm)
综合检具
1件/1小时
1件/4小时
操作步骤描述
注意要点/安全事项
1
2
3
15°±3°;R0.5±0.25 ;
R1-0.5 ;8±0.2
轮廓度仪/开班首检Φ63±0.3 ;Φ66±0.3;
35±0.3
卡板1件/1小时1件/4小时检验频次
定期(自检)巡检54±0.2
卡板1件/1小时
1件/4小时特性符号(自检)
综合检具、卡板气枪
端面车刀、外圆车刀、成型刀管理要求准备项目管理要求专用夹具扭矩扳手0-25Nm
规格型号规格型号VCGT160408
工艺参数设定
20±10
300-400
进给量(mm/min)主轴转度(n/min)进给量(mm/min)
主轴转度(n/min)
50±10600-800材 料:夹具名称:
专用夹具 切削液:
煤油
图 号:设备名称:数控车床设备型号:零件名称:节气门体适配器
工序号:70文件编号:车间会签:
凸台
定位孔
图2
图4
图1
红色标记
定位销
图3 压板
扭矩扳手
图5
合格标识
3.02
.002
.0R +-U Ra 6.3/L Ra 0.8Rzlmax×50