烟丝结构对烟丝填充值和卷接质量的影响
卷烟厂风力送丝对烟支质量的影响分析

卷烟厂风力送丝对烟支质量的影响分析摘要:风力送丝是卷烟机烟丝气力输送技术中不可或缺的内容。
本文基于某大型卷烟厂风力送丝系统为研究背景,对风送系统中的烟丝输送异常而导致的烟丝造碎率过高问题进行分析,并提出了采用风速控制技术使输送管网内的风量总体保持平衡,从而有效降低烟丝造碎率。
关键词:卷烟机;风力送丝;风速调节控制技术1 概述卷接机组如PROTOS M8、ZJ112和ZJ116等机型,生产速度快,生产工艺水平高,是目前国内烟草企业生产线的主力机型。
作为烟支生产最重要的原料之一,烟丝供应的稳定与否是影响卷烟工艺质量的制约因素之一,而风力送丝技术是烟丝供应的主要媒介,其控制技术对于卷烟制造起着重要作用,同时风力送丝也可以通过简单的改造实现风力除尘。
所以说,在卷烟厂采用风力送丝技术不仅可以实现烟丝的快速输送,而且硬件易于改造和灵活配置,加上维护成本低,十分适合广泛应用[1]。
2 现状概述风力送丝系统由若干个子系统组成,每个子系统由若干组卷烟机和对应的一台送丝风机组成,整个风力送丝系统还包括管网、管接头、传感器等。
整个风力送丝系统随着设备的增加会变得较为复杂,特别是管网中错综复杂的结构,例如直管、S弯管和45°弯管、直通接头和三通接头等组成了复杂的管网,如图1所示。
在管网中每台卷烟机的吸丝管的长度都不相同,一般来讲吸丝管长度越长烟丝所受到的管网阻力也越大,其数学表达式为,其中N表示管网阻力,L 表示送丝管长度,r表示送丝管半径,S表示风速,所以当管网半径r一定时,每条送丝管内的管网阻力就随着送丝管长度L和送丝风速S的不同而不尽相同的,如图2所示。
另外在系统设计阶段,风力送丝的设计初衷是按照所有卷烟机同时启动时所需要的最大风力而配置的,而在实际生产中,不可能做到所有卷烟机同时启动或停止,当部分卷烟机启动而部分卷烟机暂时停止时,此时的管网阻力因风速S的不同而不同。
综上所述,烟丝在供应过程中因为各种因素的影响会造成烟丝输送异常而直接影响到送丝稳定性和烟丝造碎率。
优化卷烟结构提升服务水平

优化卷烟结构提升服务水平背景卷烟作为一种消费品,品质和口感对消费者来说非常重要。
然而,卷烟的生产线复杂,每一个细节都可能影响到卷烟的品质。
为了提升消费者的消费体验和维护品牌形象,许多烟草公司开始了自主研发和优化卷烟结构的工作。
优化卷烟结构的意义卷烟的结构是影响口感的重要因素之一。
传统的卷烟结构包括卷丝、滤棒和烟膏。
优化卷烟结构可以改善卷烟的均匀性、可吸性和口感,提升卷烟在市场上的竞争力。
同时,优化卷烟结构还可以减少卷烟的烟气排放,减少对环境的污染。
优化卷烟滤棒的结构卷烟滤棒是卷烟重要的组成部分之一。
对于消费者来说,滤棒的好坏直接影响到卷烟的口感和吸食感受。
因此,对滤棒的结构进行优化是非常重要的。
•优化滤棒的长度和直径:滤棒的长度和直径对卷烟的吸力影响很大。
如果滤棒过长或过粗,会降低卷烟的吸力,影响吸食的顺畅度,导致口感变差。
因此,优化滤棒长度和直径非常必要。
•优化滤棒的结构:目前市场上流行的滤棒结构有多种,包括多层滤棒、管式滤棒、切割滤棒等。
不同的滤棒结构对卷烟的吸食感受和口感影响不同。
因此,优化滤棒的结构也非常关键。
优化卷烟烟丝的结构卷烟烟丝是卷烟重要的组成部分之一。
卷烟烟丝的质量和结构直接关系到卷烟的口感和燃烧性能。
因此,优化卷烟烟丝的结构也很重要。
•优化烟丝的宽度和厚度: 烟丝的宽度和厚度对卷烟的口感和燃烧性能影响很大。
如果烟丝过细或过粗,会影响卷烟的吸食口感。
因此,优化烟丝的宽度和厚度非常必要。
•优化烟丝的加工工艺: 烟丝的加工工艺也影响卷烟的口感和燃烧性能。
不同的加工工艺会影响烟丝纤维的组织结构和形态,从而影响烟丝的烟气产生和燃烧性能。
优化卷烟烟膏的结构烟膏是卷烟重要的组成部分之一,也是卷烟的灵魂所在。
烟膏的质量和结构对卷烟的口感、烟气产生和烟气排放影响极大。
•优化烟膏的成分配比: 烟膏的成分配比对卷烟的口感和烟气产生都有非常大的影响。
因此,优化烟膏的成分配比非常必要。
•优化烟膏的加工工艺: 烟膏的加工工艺对卷烟的口感和烟气产生和烟气排放都有很大的影响。
卷烟质量论文:梗丝对卷烟质量的作用探析-烟草工业论文-轻手工业论文
卷烟质量论文:梗丝对卷烟质量的作用探析-烟草工业论文-轻手工业论文——文章均为WORD文档,下载后可直接编辑使用亦可打印——利用均匀设计方法对3种掺配物的掺配比例进行试验设计,试验方案见表1。
取180kgA牌号卷烟叶丝,均匀分成6等份,每份30kg,按表1中的掺配比例将掺配物与试验叶丝掺配均匀,混合烟丝置贮丝房中平衡4h以上。
对以上6种混合烟丝各取6kg,测定混合烟丝的烟丝结构和填充值;将6种混合烟丝卷制成烟支,测定其物理指标及主流烟气成分,并进行感官质量评价。
试验均重复3次,试验结果取平均值。
最后对各组检测结果进行回归分析,并建立回归方程,以考察3种掺配物不同掺配比例对混合烟丝物理指标、烟支卷制质量、感官评吸质量和卷烟主流烟气的影响。
同时以正常生产A牌号卷烟各指标检测结果与回归方程预测值进行比较,以验证回归方程的准确性。
表13种掺配物比例的均匀设计试验方案(%)采用文献[11-12]规定的方法测定各样品的烟丝填充值和烟丝结构;采用文献[13-21]规定的方法测定烟支物理指标;采用文献[22-25]规定的方法测定各卷烟主流烟气指标。
由吉林烟草工业有限责任公司评吸委员组成评吸小组,依据标准[26]规定的方法对各样品进行感官质量评价。
对6组混合试验烟丝物理指标进行检测,结果见表2。
根据表2的试验结果进行回归分析,结果见表3。
由表3可知,在置信限小于0.05条件下,3个回归方程复相关系数均大于0.98,说明变量间有较强的线性相关性,各回归方程拟合效果良好。
由掺配物与填充值的回归方程可以看出,在一定范围内,增加任何一种梗丝的掺配量,均可提升混合烟丝填充值,其中丝状梗丝对混合烟丝填充值影响最小。
由掺配物与整丝率的回归方程可以看出,丝状梗丝对烟丝整丝率的影响可以忽略,片状梗丝与颗粒状梗丝存在交互作用,当颗粒状梗丝取固定值时,随着片状梗丝的比例增加,整丝率呈先升高后下降的趋势,当片状梗丝取固定值时,增加颗粒状梗丝会导致整丝率下降。
几种烟丝的形态_结构与热稳定性比较_白晓莉

制造技术几种烟丝的形态、结构与热稳定性比较白晓莉1,霍 红2,蒙延峰3,彭国岗1,龚荣岗11红塔烟草(集团)有限责任公司技术中心,玉溪市红塔大道118号653100;2北京师范大学化学学院,北京市新街口外大街19号100875;3鲁东大学化学与材料科学学院,烟台市红旗中路186号264025摘 要:利用扫描电镜、广角X -射线衍射仪和热重分析仪比较了几种烟丝的表面形态、断面形态、结晶结构与热稳定性的差异,结果表明:天然烟丝组织干瘪,排列紧密,膨胀丝组织光滑膨大;天然烟丝中纤维素结晶度高,膨胀丝中纤维素结晶度较低;3种烟丝热稳定性差别不大。
关键词:烟丝;表面形态;断面形态;结晶度;热稳定性doi:1013969/j.issn.1004-5708120101061005中图分类号:TS452文献标识码:A文章编号:1004-5708(2010)06-0025-04A comparitive stud y of morphological,structura l and thermal stability in various cu t tobaccosB AI Xiao -li 1,H UO Hong 2,ME NG Yan -feng 3,PE NG Guo -gang 1,GONG Rong -gang 11Hongta Tobacco (Group)Co.,LTD.Yuxi 653100,China;2Institute of Polymer Chemistry and Physics,College of Chemistry,Beijing Normal University,Beijing 100875,China;3School of Chemistry &Materials Science,Ludong University,Yantai 264025,ChinaAbstract :Data of morphological,structural and thermal stability of three different cut tobaccos were obtained by SEM,W AXD and TGA metods.Results showed that the structure of na tural tobacco was tight and hence limited filling power,while the structure of expanded tobacco was smooth and hence improved filling power.The crystallization of cellulose in natural to -bacco was higher than that in e xpanded tobacco.The thermal stability of the three tobaccos were similar.Key words:cut tobacco;surface morphology;sectional morphology;crystallization;thermal stability 作者简介:白晓莉,女,理学博士,工程师,研究方向为烟草化学,E -mail:baixi aoli@基金项目:云南中烟工业公司项目/中式卷烟清香型风格品类特征的研究(2009JC05)0收稿日期:2009-07-09烟叶的物理性能是影响卷烟内在品质,加工成本及反映其加工性能的重要参数,烟叶形态及内在结构差异会引起填充值、韧性以及吸湿机制等物理性质的变化[1],进而影响卷烟吸食品质,因此备受卷烟生产厂家的重视[2-4]。
卷烟工艺学总结

1、烟丝填充值:烟丝填充值是在一定的温度、湿度和压力条件下,单位质量的烟丝所具有的体积,单位为cm3/g。
2、剔梗率:剔除的梗杂物质的重量占烟丝总重量的百分比。
3、叶中含梗率(%):叶片上所带直径大于1.5mm烟梗质量占片烟样品质量的比率。
4、整丝率变化率(%):一定质量的烟丝,通过碎丝机进行造碎,造碎后整丝率与造碎前整丝率的比率。
以百分数表示。
5、碎丝率(%):至1.0mm网下得物料质量占总样品质量的比率。
6、平衡吸湿净热:表示烟草在一定温度、水分条件下达到吸湿平衡后,吸收1mol 液态水所放出的热量。
7、丝束特性曲线:滤棒成型机、滤棒规格一定时,利用一定规格的丝束加工的滤棒重量与吸阻间的关系曲线。
8、梗中含叶率(%):挑出并撕下混入梗中的叶片和梗上所带的叶片,合并称重。
按下式计算:梗中含叶率(%)=叶片重/被测样品重x100%。
9、整丝率降低:指烟丝通过某些工序之前的整丝率与之后整丝率的差值。
以百分数表示。
10、叶片结构:表示叶片大小程度,以大中率和碎片率表示11、整丝率—指3.35mm网上的物料质量占总样品质量的比率。
以百分数表示。
12、熄火烟:阴燃长度小于40mm的卷烟。
13、固化时间:滤棒成形后至硬度达到最大值的时间。
14、标准含水率:烟草在温度22℃、相对湿度60%条件下的平衡含水率。
15、爆口烟:经90度反向扭转后搭口爆开长度超过烟支长度1/4。
1、制丝生产中,工序间的连接一般采用哪三种输送形式?请就其中一种写出优缺点。
答:皮带输送、振动输送和风力输送(1)皮带输送:优点为运行平稳、能耗低、输送距离较长、造价低,对物料的工艺品质影响较小;缺点为不适宜于较大水分和较高温度的物料输送,且跑料严重、卫生条件较差。
(2)振动输送:优点为使用于物料水分大、温度高的条件下的物料输送。
输送后便于清洗;缺点为输送距离较短,振动较大、投资大、输送速度较慢。
(3)风力输送:优点为可用于远距离的物料输送,占地面积小;缺点为能耗大、噪音大、投资大,对物料的工艺品质影响较大。
烟丝结构参数优化研究

烟丝结构参数优化研究卷烟厂制丝车间烟丝结构的稳定性对烟支质量标偏、卷烟吸阻、原料消耗有直接影响,通过查看数采分析发现烟支的重量以及吸阻在不同批次烟丝下有较大波动。
稳定批间烟丝结构,找出最适合卷烟机卷制的烟丝结构对提高产品质量有很大的帮助。
标签:振动分选筛;烟支质量标偏;烟丝结构在测量烟丝结构时我们使用的设备为振动分选筛。
通过对质量报表整丝率、碎丝率的调取以及实际取样测试发现,现有振筛所测数据变化不大,波动较小。
但不同批次间的烟丝经过卷烟机卷制后重量和吸阻却有明显的波动。
振动分选筛只有三层筛网,网孔孔径分别为3.35MM、2.5MM、1.0MM,在检测烟丝结构过程中取3.35MM网孔以上及2.5MM以上的烟丝合并计算整丝率,取1.0MM网孔以下的烟丝计算碎丝率。
这样在对烟丝检测时就存在盲区,其网孔孔径跨度较大,不能将烟丝结构细分从而找出最适合卷烟机卷制的烟丝组份,也不能对最优烟丝结构进行分析和验证。
工艺技术人员在对单支卷烟进行物理指标测试中发现,单支重量和单支吸阻有密切的关系,而单支重量较轻或较重都会影响烟支的吸阻数值,那么就要对成品烟支的烟丝结构进行研究,了解其组份,找出最优烟丝结构,满足烟支重量及吸阻的双重要求。
主要做法及内容:(1)固定一台卷烟机取跑条烟丝,对其进行烟丝物理结构测试,并将跑条丝再次通过吸风送丝进行卷制测试其烟支物理指标,测试数据如表2:测得跑条丝整丝率为82.4%,碎丝率为5.7%。
(2)取正常加香后烟丝,将烟丝经过风选设备进行造碎,造碎后对烟丝检测其物理指标,并将烟丝通过吸风送丝进行卷制测试区烟支物理指标,测试数据如表3:正常加香后烟丝经过风选测得整丝率为90.3%,碎丝率为1.46%。
(3)取跑条烟丝,将烟丝经过风选设备设备进行造碎,造碎后烟丝检测其物理指标,并将烟丝通过吸风送丝进行卷制测试区烟支物理指标,测试数据如下表4:跑条烟丝经过风选测得整丝率为80%,碎丝率为5.9%。
卷烟工业制丝设备对工艺质量的影响

卷烟工业制丝设备对工艺质量的影响摘要:本文首先阐述了卷烟工业制丝常用设备,接着分析了卷烟工业制丝设备管理现状,最后分析了卷烟工业制丝设备管理改进思路及对策实施,希望能够为相关人员提供有益的参考和借鉴。
关键词:卷烟工业制丝;设备管理;改进思路;对策实施引言:目前,我国的工业水平已有了飞速的进步,这为烟草行业今后的发展打下了良好的基础。
从目前生产的烟草生产设备来看,自动化程度和智能化程度大大提高,既保证了生产的效率和质量,又提高了生产的安全性。
但是,从目前烟草生产设备的管理状况来看,仍存在着很多问题需要进行全面的分析,为此,需要在此基础上建立健全的设备管理系统,以提高设备的使用效率。
1卷烟工业制丝常用设备卷烟制作有着非常重要的几个环节,即包装、卷制以及制丝,即通过机器对原材料进行加工,卷制成形最后包装成为成品。
制丝过程是制烟过程中非常关键的步骤,需要将原材料一步步地加工成符合要求的烟丝。
既要将烟叶进行加工,还需要去除原材料中的杂质,从而生产出纯净且具有一定弹性即松散度的烟丝。
所以这一步任务量巨大,且对于烟草最终的质量有很大的影响。
一般来讲,卷烟工业制丝过程有三个步骤,即制丝前的处理工作、制丝准备工作以及制丝后的处理工作。
这一流程需要的设备较多:首先是加湿设备。
卷烟工业制丝的原材料为烟叶,烟叶的质量不均匀,特别是干叶加工时很容易碎裂,所以为了保证烟丝的质量,避免原材料的损耗,会采用加湿设备对原材料进行加湿使其变回软态,这样也可以保证材料更加均匀。
其次是梗处理设备。
烟草加工的原材料为烟叶,这样就不可避免地会存在较硬的烟梗。
而烟梗通常无法与烟叶一起加工,因为一起加工不仅对机器的损耗巨大,而且会影响烟丝的质量。
所以在进行切丝加工前,需要采用分离设备分离烟梗以及烟叶。
最后是制丝设备。
卷烟工业制丝设备主要由切丝机、叶片加料机和烘丝机组成。
切丝机即对烟叶及烟梗进行切割,保证其宽度以及均匀性,为了保证切丝的质量,最好对其分别切割。
卷烟工业制丝设备对工艺质量的影响

卷烟工业制丝设备对工艺质量的影响摘要:卷烟制丝设备是影响卷烟质量的关键因素,其工艺水平的高低直接决定着卷烟产品质量的优劣。
该文在介绍卷烟工业中常见的制丝设备和制丝方法的基础上,分析烟草制丝加工过程中各工序之间的衔接问题和卷烟工业制丝设备对工艺质量的影响因素,提出在烟草生产过程中应以提高卷烟质量为前提,要加强对老旧设备的技术升级与改造,优化辅联设备工艺,充分利用制丝机制丝技术,做好技术攻关工作和制造水平,提高制丝效率;加强对设备的自动化、智能化、信息化管理,确保制丝工艺控制系统稳定,高性能运行,进而提高制丝效益。
关键词:制丝设备;工艺流程引言随着烟草行业的发展,人们对烟草制丝工艺和烟草质量提出了更高的要求。
在烟草制丝过程中,烟丝质量对烟卷质量有直接影响,而烟卷质量与烟草制丝设备紧密相关。
因此,要想提高烟卷质量,需要积极优化和完善烟草制丝设备,并且不断开发和利用新设备,保障烟草行业健康发展。
虽然我国烟草行业起步较早,但是技术、设备等方面发展缓慢,需要进一步优化烟草制丝设备,提升烟草制丝工艺。
近年来,我国烟草行业积极探索和研究烟草制丝工艺,取得了一定成果,提高了烟丝质量。
在未来发展中,烟草行业仍然要积极优化烟草制丝设备,不断提高烟草质量。
1烟草制丝设备烟草制丝设备直接决定着烟丝的生产质量,主要包括输送设备、加湿设备、切丝设备、干燥设备、计量设备、储存设备、加香加料设备等,其中:①加湿机,对烟片和烟梗等进行加湿回软处理,降低烟草在加工中的破损和损耗;②切丝机,对烟片和烟梗进行切丝处理,包括切叶丝机和切梗丝机,切丝的宽度可以进行调节;③加香加料机,给烟草加香加料,主要包括滚筒、加料泵、流量控制装置、料罐、喷嘴、排气风机、机架等,能够开发出具有可接受感官质量和烟气化学成分的烟丝;④烘丝机,调节烟丝的含水率,提高烟丝的成丝率和填充值,改进烟丝的物理性能,使烟丝味道更加醇和。
2卷烟工业制丝设备对工艺质量的影响2.1烟叶质量指标与烟丝单重指标的关系分析烟叶质量指标是对烟叶内在质量的评价,也是决定烟丝单重指标的重要依据,如烟叶含杂率、水分、杂质含量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第18卷 第4期郑州轻工业学院学报(自然科学版)Vol.18 No.4
2003年12月JOURNALOFZHENGZHOUINSTITUTEOFLIGHTINDUSTRY(NaturalScience)Dec.2003
收稿日期:2003-05-20
作者简介:姚光明(1964—),男,河南省邓州市人,郑州烟草研究院高级工程师,硕士,主要从事卷烟工艺技术研究.
文章编号:1004-1478(2003)04-0062-03
・烟草科学与工程・
烟丝结构对烟丝填充值和卷接质量的影响
姚光明1, 王文辉2, 尹献忠2, 李胜华2, 李 强2(1.郑州烟草研究院,河南郑州450000;
2.南阳卷烟厂,河南南阳473007)
摘要:研究了不同结构烟丝的填充值和卷接质量的变化规律.结果表明:在试验范围内,整丝率与烟丝的填充值、卷烟单支质量呈现出显著的相关性,当烟丝的整丝率(质量分数)≥80%时,可使烟丝的填充值稳定提高、卷烟单支质量显著降低;碎丝率与卷烟单支质量、卷烟空头率呈现出显著的线性关系,烟丝碎丝率(质量分数)增大1%,卷烟单支质量增加0.0084g,卷烟空头率增大0.41%.利用该成果,在生产中采取相应的措施,可使烟丝的结构更加合理,卷接质量及稳定性得到显著提高.
关键词:烟丝结构;烟丝填充值;烟支质量;空头率中图分类号:TS411 文献标识码:A
Effectofthesizeproportionofcuttobaccoonthefillingpowerofcuttobaccoandcigarettemakingquality
YAOGuang2ming1, WANGWen2hui2, YINXian2zhong2, LISheng2hua2, LIQiang2(1.ZhengzhouTobaccoResearchInst.,Zhengzhou450000
,China;
2.NanyangCigaretteFactory,Nanyang473007,China
)
Abstract:Variationtrendofthefillingpowerandcigarettequalityofcuttobaccowasstudiedthroughalteringsizeproportionofthesamebatchcuttobacco.Withinthetrialstretchexperimentalresultsshowedthat:whenparticlesincuttobaccoareabove80%,thefillingpowerofcuttobaccoishigherandthecigaretteweightislighter;particlesincuttobaccohaveasignificantcorrelationwiththecigarettequality.Whenparticlesincuttobaccoincrease1%,thesinglecigaretteweightincreases0.0084gandthecigaretteloose2endsratioincreases0.41%.SeriesofmeasureswereadoptedtostablilizeandimprovesizeproportionofcuttobaccoinNanyangcigarettefactoryaccordingtotheconclusion.Keywords:sizeproportionofcuttobacco;fillingpowerofcuttobacco;cigarettequality;loose2endsratio
0 引言烟丝的结构是影响烟丝填充值和烟支卷接质量的主要因素之一[1].受来料烟片结构的波动、制丝掺配的
精度差及卷烟机的风力送丝系统性能不稳定等诸多因素的影响,输送至卷烟机的烟丝结构会发生较大变化,
从而影响烟支的卷接质量.《卷烟工艺规范》要求配送后不同时间间隔、不同机台的烟丝结构无明显差异[2].
目前,很多卷烟厂采用风力送丝系统进行烟丝配送,一套喂丝系统向多台卷烟机供丝,由于不同机台吸丝口在喂丝机振动盘中的位置和每台卷烟机距喂丝机的输送距离不同,且喂丝系统无风压平衡调节装置,所以不同机台、不同时间间隔输送至卷烟机的烟丝差异较大,严重影响了烟支卷接质量.鉴于此,笔者进行了烟丝结 第4期姚光明等:烟丝结构对烟丝填充值和卷接质量的影响・63・ 构对烟丝填充值和卷接质量影响的研究,通过将风力送丝系统改为小车送丝系统、提高各工序的掺配精度、提高喂丝的均匀性、合理设置筛分环节等措施,使输送至卷烟机的烟丝结构更加合理,烟支的卷接质量稳步提高.
1 材料与方法1.1 材料“群英会”牌三类烤烟型卷烟配方烟丝,南阳卷烟厂产.
1.2 设备YQ—2型烟丝振动分选筛、YDZ430型烟丝填充值测定仪,郑州烟草研究院产;“长城”牌卷接机组,中国烟草总公司许昌烟草机械厂产;电子天平,感量1/100.
1.3 试验方法用小车在配丝贮丝柜的出料振槽上接取8份同一批次的“群英会”牌三类卷烟配方烟丝,每份约80kg.
将其中2份烟丝用加料前网孔为6mm的振动分选筛进行筛分,筛下的烟丝用加香前网孔为1.0mm的振动筛筛分.将这3种尺寸规格的烟丝(>6.0mm,1.0mm~6.0mm和<1.0mm)分别以不同的比例掺入其余6
份烟丝中,使每份约100kg,人工混合均匀,用小车推入贮丝房平衡后,用同一台“长城”牌卷接机组进行卷制试验.
关闭卷烟机的烟支质量控制系统,在感观判定烟支空头率基本一致且空头率均不超标的前提下,将6份不同结构的烟丝进行卷烟试验,每份烟丝取5次,每次取50支,用电子天平进行称量,得出6种结构烟丝所卷制烟支的质量平均值.开启卷烟机的烟支质量控制系统,将20支卷烟的质量控制为17.6g,对6份不同结构的烟丝进行卷烟试验,每份取3盘烟支,每盘烟支约4000支,测定各份烟丝的卷烟空头率,计算平均值.
1.4 测定方法烟丝结构采用《卷烟工艺规范》规定的方法进行测定;烟丝填充值采用YC/T152—2001《卷烟烟丝填充值的测定》方法测定.
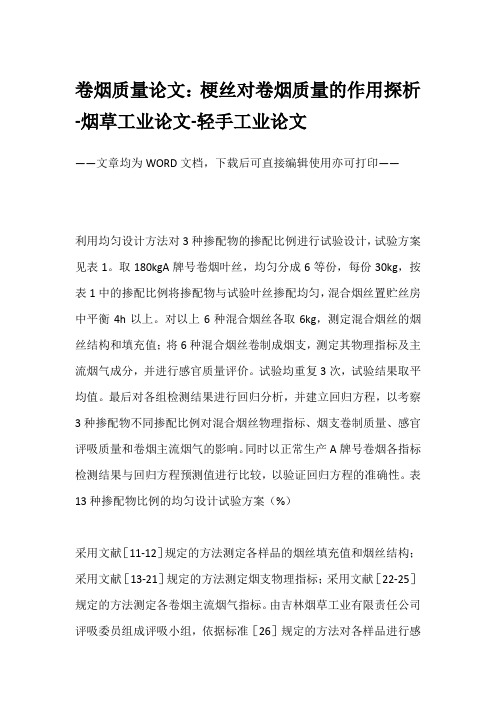
图1 烟丝整丝率对烟丝填充值的影响2 结果与讨论2.1 烟丝整丝率对烟丝填充值、烟支质量和空头率的影响烟丝整丝率对烟丝填充值的影响结果见图1.在卷烟空头率为116%~118%,烟丝含水率为12.4%,
烟支规格为(64mm+20mm)×24.2mm条件下,烟丝整丝率对单支质量的影响见图2.在单支质量为0.878g条件下,烟丝整丝率对卷烟空头率的影响见图3.
图2 烟丝整丝率对单支质量的影响图3 烟丝整丝率对卷烟空头率的影响
由图1,图2,图3可知,烟丝整丝率(质量分数)<80%时,随着烟丝整丝率的增大,烟丝填充值显著提高,单支质量呈下降趋势;烟丝整丝率≥80%时,随着烟丝整丝率的增大,烟丝的填充值及单支质量均趋于平稳.烟丝整丝率与烟丝填充值之间的相关方程为:y=-0.0037x
2+0.6268x-22.264,R2=0.9031;烟丝整丝
率与单支质量的相关方程为:y=0.0001x
2-0.0204x+1.7467,R2=0.9012;
烟丝整丝率与卷烟空头率之间的
相关方程为:y=0.0146
x
2-2.4315x+102.75,R2=0.432.在试验的烟丝整丝率范围内,烟丝整丝率与卷烟
空头率无明显的相关性,这主要是因为烟丝整丝率增大到一定值后,对卷烟空头率的影响起显著作用的是碎丝率而不是整丝率. ・64・郑州轻工业学院学报(自然科学版)2003年 图6 烟丝碎丝率对卷烟空头率的影响图5 烟丝碎丝率对单支质量的影响图4 烟丝碎丝率对烟丝填充值的影响2.2 烟丝碎丝率对烟丝填充值、烟支质量和空头率的影响烟丝碎丝率对烟丝填充值的影响结果见图4.在卷烟空头率为116%~118%,烟丝含水率为12.4%,烟支规格为(64mm+20mm)×24.2mm的条件下,烟丝碎丝率对单支质量的影响见图5.在单支质量为01878g条件下,烟丝碎丝率对卷烟空头率的影响见图6.
由图4,图5,图6可知,烟丝填充值与烟丝碎丝率的相关方程为:y=-0.0214x+4.4536,R
2=0.3507,
在试验的烟丝
碎丝率范围内,烟丝碎丝率与烟丝填充值无明显的相关性;在卷烟空头率一定的前提下,随着碎丝率的增大,卷烟单支质量显著增大,卷烟单支质量与烟丝碎丝率的相关方程为:
y=0.0084x+0.862,R2=0.8986;在相同卷烟单支质量的前提下,随着烟丝碎丝率的增大,卷烟空头率显著增大,卷烟空头率与烟丝碎丝率之间的相关方程为:y=0.4063x+0.4375,
R2=0.9239.2.3 应用效果利用上述结果,南阳卷烟厂采取了以下措施来改善和稳定烟丝的结构,以达到稳定提高烟丝填充值和烟支卷制质量的效果.1)将卷烟机烟丝配送由风力送丝系统改为小车送丝系统,并对小车的喂丝量进行严格控制,尽可能减少不同机台的烟丝结构发生较大变化.2)提高制丝生产过程的掺配精度,尤其是提高比例掺配的精度和配丝贮丝柜、配叶贮叶柜、烟片预配柜掺配的均匀性,减少输送至卷烟机的烟丝在不同的时间间隔存在较大差异.3)加大生产过程中碎片筛分的力度,减少卷烟加工过程中烟丝的造碎.新制丝线中,在烟片加料、切叶丝、加香、水洗梗、梗丝加香等工序之前均设置了振动分选筛,并且使筛分出的物料按工艺要求的不同有序输出,从而稳定和改善了烟丝的结构.4)加强对来料烟片结构的监督检查.整改后,南阳卷烟厂“群英会”牌三类配方烟丝的结构、填充值、卷接质量与整改前的对比结果如表1所示.由表1可以看出,整改后烟丝的结构更加稳定、合理,烟丝的填充值和卷接质量稳定提高.
表1 整改前后烟丝结构、填充值及卷接质量对比结果整改前后
整丝率/%碎丝率/%填充值/%单支质量/g空头率/%
极差平均极差平均极差平均极差平均极差平均整改前5.881.13.93.00.714.450.1970.9281.60.9
整改后3.183.41.62.20.464.680.1350.9030.40.7
注:整改前后数据分别为2002年4月与2003年4月质检结果统计值.
3 结论
1)卷烟生产中可以通过取得合理的烟丝结构提高烟丝的填充值和卷接质量.整丝率(质量分数)≥80%,
可以较好地达到提高烟丝填充值、降低卷烟单支质量的效果.在卷烟空头率一定的情况下,碎丝率(质量分数)每降低1%,卷烟单支质量降低0.0084g;在卷烟单支质量一定的情况下,碎丝率(质量分数)每降低1%,
卷烟空头率降低0.41%.2)制丝和卷烟生产过程中,可以通过改进卷烟机喂丝系统、提高制丝过程中物料的掺配精度、合理设置筛分环节、改善来料烟片结构等技术措施来取得合理的烟丝结构,从而提高烟支的卷制质量.