微孔发泡技术
PVC木塑复合微孔发泡材料挤出成型技术研究
Vol.38No.12(2007)ZHEJIANGCHEMICALINDUSTRY收稿日期:2007-08-20作者简介:张正红(1972-),女,工程师,浙江工业大学浙西分校化工系,主要从事高分子材料成型加工及改性。
文章编号:1006-4184(2007)12-0008-03PVC木塑复合微孔发泡材料挤出成型技术研究张正红(浙江工业大学浙西分校,浙江衢州324000)摘要:实际结合理论系统的在原料选择、配方确定、工艺要求等方面介绍了PVC木塑复合微孔发泡材料挤出成型的生产技术及一些注意事项。
关键词:PVC;木塑复合;微孔发泡木塑复合材料具有木材和塑料的双重特性,并且这种材料有耐腐蚀、耐磨、不翘曲、尺寸稳定、机械性能良好、外观与木材相似的优点。
以木塑复合材料来代替木材,不仅可减少对木材的需求量,节约森林资源,而且通过对废弃资源的综合开发利用,变废为宝,有很高的经济与社会效益。
尽管木塑复合材料具有许多优点,但由于树脂与木粉的复合,一方面其韧性、冲击强度和弯曲强度等力学性能相对未填充的塑料会有所降低,另一方面相对天然木材来说,密度是木制品的两倍左右,不能作为理想的木材替代品,因此其应用领域受到了一些限制。
向木塑复合材料的原料中加人发泡剂进行发泡挤出,经发泡后的木塑复合材料存在良好的泡孔结构,可钝化裂纹尖端并有效阻止裂纹的扩张,从而显著提高了材料的抗冲击性能和韧性。
制品密度接近于木材,而机械强度高于木材,这使其可作为良好的木材替代品,而且产品成本降低,从而进一步拓宽了木塑复合材料的应用范围。
本文从原料、配方、工艺等方面,实际结合理论系统的介绍了PVC木塑复合微孔发泡材料挤出成型的生产技术。
1配方设计1.1原辅材料的选择材料配方设计是PVC木塑复合微孔发泡的关键步骤之一,PVC中加入木纤维其熔体粘度、刚度都有所增加,难以获得高的孔隙率。
另一方面由于木粉具有较强的吸水性,且极性很强,而PVC树脂为非极性的,具有疏水性,所以两者之间的相容性较差,界面的粘结力很小,需加入适当的添加剂来提高木粉与PVC树脂之间的界面亲和能力。
Mucell New Trend

) MuCell® lowers the viscosity of thermoplastic resins, hence offers longer flow length or material substitution
) MuCell®降低热塑性塑料的粘性,从而带来更长的流动长度。
Key MuCell® Results 使用MuCell® 后改善结果:
1. Typical weight reduction 7-10% 重量减少7-10% 2. Machine size reduction from 1000 tons to 500
tons注塑机从1000吨降低到500吨 3. Cycle time savings of 25-40%循环时间节省25-40% 4. 200% improvement in fatigue resistance抗疲劳性
Solid
-
- 0.0075 0.0120 0.0180
MuCell® #1 8% 16% 0.0050 0.0025 0.0060
MuCell® #2 20% 30% 0.0060 0.0020 0.0030
Δ=A-B
Dim #1
A
Dim #2
B
Dim
#3
Cost Savings成本节省
Key MuCell® Objectives 使用MuCell®目标
–
整个系统包括模具,材料,机器和工艺间配合。
New Trends - More Systems Integration Autobar SLIM®
新趋势-更多的综合应用
自动贴标系统SLIM®
陶瓷发泡工艺技术

陶瓷发泡工艺技术陶瓷发泡工艺技术是一种新型的陶瓷材料制备方法,能够制备出具有高强度、轻质、隔热性能的陶瓷材料。
下面将对陶瓷发泡工艺技术进行详细介绍。
陶瓷发泡工艺技术是通过在陶瓷浆料中加入发泡剂,并在一定条件下进行发泡,在高温下烧结得到发泡陶瓷材料的工艺。
这种技术能够制备出具有微孔状结构的陶瓷材料,使其具有轻质、高强度和隔热性能等优点。
陶瓷发泡工艺技术的优势主要包括以下几个方面。
首先,陶瓷发泡材料具有较低的密度,通常为实体陶瓷的30%~70%左右,能够达到轻质的效果。
其次,由于发泡材料内部存在微孔结构,能够有效减少材料的热传导,具有良好的隔热性能。
再者,陶瓷发泡材料的孔隙率可以根据需要进行调控,因此可以获得不同孔隙率的发泡陶瓷材料,满足不同要求。
最后,陶瓷发泡材料的强度也可以通过烧结条件的控制来调节,能够获得一定的机械性能。
陶瓷发泡工艺技术的制备过程主要包括以下几个步骤。
首先,将陶瓷浆料与发泡剂混合均匀,得到发泡陶瓷材料的前驱体。
然后,将前驱体进行发泡处理,通常采用高速搅拌或超声波处理等方法,使其形成微孔结构。
接下来,将发泡后的陶瓷材料进行烧结,使其形成稳定的陶瓷结构。
最后,进行表面处理,使其具有一定的耐磨性和美观性。
陶瓷发泡工艺技术在实际应用中有着广泛的应用前景。
首先,在航空航天、汽车和建筑等领域中,具有轻质、高强度和隔热性能的陶瓷发泡材料能够替代金属材料,有效降低重量并提升性能。
其次,在能源领域,陶瓷发泡材料能够作为热障涂层应用于高温设备和节能建筑中,提高能源利用率。
此外,陶瓷发泡材料还可以用于过滤、吸附和分离等领域,具有较好的应用前景。
总之,陶瓷发泡工艺技术是一种制备轻质、高强度和隔热性能陶瓷材料的新型方法。
其优势包括低密度、良好的隔热性能、可调节孔隙率和强度等。
在航空航天、汽车、建筑和能源等领域具有广泛的应用前景。
随着研究的深入和技术的不断发展,相信陶瓷发泡工艺技术将在未来得到更多的应用和突破。
泡沫塑料成型工艺

• (4)浇铸成型:泡沫塑料的浇铸成型类似于金属的浇铸。将已经准备 好的原料(通常是单体、初步聚合或缩聚的预聚体或聚合物、单体的 溶液等)注入模具中使其固化(完成聚合或缩聚反应),从而得到和模 具型腔相似的制品。
• (5)压延成型:将已经塑化好的塑料熔融物通过一系列相向旋转的加 热辊筒间隙,使物料承受挤压和延展作用,从而得到规定尺寸的连 续片状物。此后,再经过塑化发泡成为泡沫塑料制品。
聚氨酯泡沫塑料是 RIM生产技术的主要产 品之一
三.吹塑发泡技术
吹塑发泡技术是一种新工艺, 它的基本过程与普通塑料的 中空吹塑成型相似,主要步 骤如下。
(1)用挤出法或注射法生产预 成型坯件。
(2)将未发泡和少量发泡(注射 法)、已发泡(挤出法)的坯件 放入中空成型模具,闭模后 加热使坯件变软并完成发泡。
可促使泡沫稳定。
泡沫塑料成型工艺控制
• 一,聚苯乙烯泡沫塑料——利用 溶解液体为发泡剂的发泡法
• 聚苯乙烯泡沫塑料是泡沫塑料中 的主要产品之一。
• (一)聚苯乙烯泡沫塑料发泡方法 • 聚苯乙烯泡沫塑料主要采用物理
发泡法,以溶解液体为发泡剂制 造。 • (二)聚苯乙烯泡沫塑料成型方法 • 聚苯乙烯泡沫塑料成型方法主要 有模压成型、可发性珠粒模压成 型、挤出成型。
• (二)气泡增长 气泡形成之后,气泡内气体压力与其半径成反比,气泡越小,内 部压力就越高。当两个尺寸大小不同的气泡靠近时,气体从小气泡扩散到大气泡 而使气泡合并,并通过成核剂的作用大大增加了气泡的数量;加上气泡膨胀使气 泡的孔径扩大,从而泡沫得到增长。
• A:影响液体中气泡膨胀的因素 • (1)熔体黏度 • (2)熔体的弹性 • (3)发泡剂 • (4)气体扩散系数 • (5)气液界面张力 • (6)温度 • (7)压力 • (三)气泡的稳定和固化过程 气液相共存的体系多数是不稳定的。 • B:稳定气泡的方法有三种: • (1)提高熔体的黏弹性 (2)控制膨胀速度,兼顾气泡壁应力松弛所需时间。 • (3)在泡沫配方中加人表面活性剂,有利于形成微小气泡,减少气体的扩散作用,
微发泡注塑成型技术
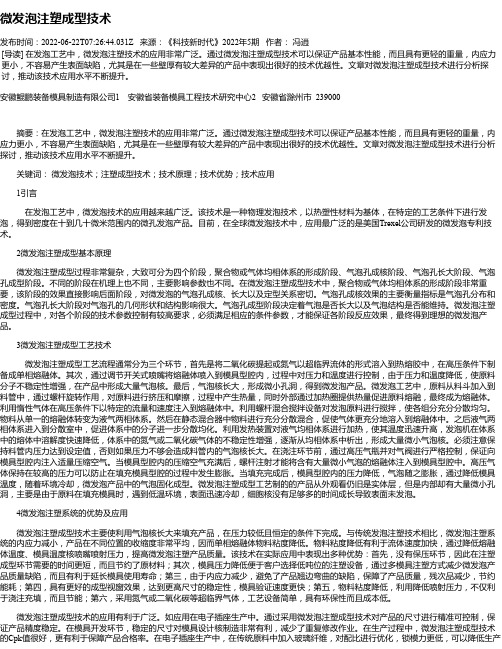
微发泡注塑成型技术发布时间:2022-06-22T07:26:44.031Z 来源:《科技新时代》2022年5期作者:冯逍[导读] 在发泡工艺中,微发泡注塑技术的应用非常广泛。
通过微发泡注塑成型技术可以保证产品基本性能,而且具有更轻的重量,内应力更小,不容易产生表面缺陷,尤其是在一些壁厚有较大差异的产品中表现出很好的技术优越性。
文章对微发泡注塑成型技术进行分析探讨,推动该技术应用水平不断提升。
安徽鲲鹏装备模具制造有限公司1 安徽省装备模具工程技术研究中心2 安徽省滁州市 239000摘要:在发泡工艺中,微发泡注塑技术的应用非常广泛。
通过微发泡注塑成型技术可以保证产品基本性能,而且具有更轻的重量,内应力更小,不容易产生表面缺陷,尤其是在一些壁厚有较大差异的产品中表现出很好的技术优越性。
文章对微发泡注塑成型技术进行分析探讨,推动该技术应用水平不断提升。
关键词:微发泡技术;注塑成型技术;技术原理;技术优势;技术应用1引言在发泡工艺中,微发泡技术的应用越来越广泛。
该技术是一种物理发泡技术,以热塑性材料为基体,在特定的工艺条件下进行发泡,得到密度在十到几十微米范围内的微孔发泡产品。
目前,在全球微发泡技术中,应用最广泛的是美国Trexel公司研发的微发泡专利技术。
2微发泡注塑成型基本原理微发泡注塑成型过程非常复杂,大致可分为四个阶段,聚合物或气体均相体系的形成阶段、气泡孔成核阶段、气泡孔长大阶段、气泡孔成型阶段。
不同的阶段在机理上也不同,主要影响参数也不同。
在微发泡注塑成型技术中,聚合物或气体均相体系的形成阶段非常重要,该阶段的效果直接影响后面阶段,对微发泡的气泡孔成核、长大以及定型关系密切。
气泡孔成核效果的主要衡量指标是气泡孔分布和密度。
气泡孔长大阶段对气泡孔的几何形状和结构影响很大。
气泡孔成型阶段决定着气泡是否长大以及气泡结构是否能维持。
微发泡注塑成型过程中,对各个阶段的技术参数控制有较高要求,必须满足相应的条件参数,才能保证各阶段反应效果,最终得到理想的微发泡产品。
微孔泡沫塑料的研究综述

单体 聚合 法是利 用微乳 液的热力 学稳定 性和 有序 的微 结构 , 将聚合单体分散在微乳液 中进行 聚合得 到微 孔泡沫材
料 。w. . . a 等… 由甲基丙 烯酸 甲酯 ( E P Rj 在 MMA) 丙 烯酸 、 ( A) 水 、 A 、 十二烷基 磺 酸钠组 成 的微 乳 液 中, 2 2二 甲氧 用 ,- 基.. 2苯基一 苯乙酮 ( M A) 发 聚合 得 到微 孔直 径 为 1~ D P 引 4 I x m的聚合物 。这种制备方法的缺陷在于聚合过程 中体系 中 各组分 问存在 的静 电作用 和位 阻效应 会破 坏体 系 的微 乳液 状态 , 引起相分离 , 终破坏 微孔 结构 。其 解决 方法 为适 当 最 加快聚合速率 , 使反应在发生相分离前完成 。
尺 寸 只 有 普 通 泡 沫 塑 料 ( 般 为 0 1~1 x 的 1 10~ 一 . 0t m) /0 1 1 并 且 泡 孔 密 度 相 对 较 大 , 为 1×1 ~1 0 /0, 约 0 ×1 个/ m 。 ( 3 微 孔 泡 沫 塑 料 是 由 JE Mat i 18 . . rnl 在 9 1年 首 先 研 制 成 i 4
而运用微孔发泡技术 则可 以制备 出此 类材料 的微孔 泡 沫塑
料 。同时 , 利用 Mu e 微孔发泡技术与 O oSny cl l n a go公司的快 速加热加 工技 术 可 制 得具 有 较 高 表 面质 量 的 微孔 泡 沫 制
容 ( 甲苯等 )再 将该溶 剂喷入 盛有 s 如 , c—c : O 的容器 内 , 当 溶剂与 s c—c : O 接触 时 , 由于溶剂对 s c—c : O 的吸收而使其
世纪的新型材料 。
处于临界温度 ( ) 和临界 压力 ( 以上的流体称 为超 P) 临界流体 。超 临界流体没 有明显 的气液分界 面 , 既非气态 它 又非液态 , 是一种气液不分的状态 , 但其兼具 二者 的优 点 , 既 像气体一样容易 扩散 , 又像 液体 一样 有很强 的溶解 能力 , 而 且其粘度 、 溶解 能力等与密度相关 的性 能都可通过 调节压力 来控制 ¨ 。超临界流体沉析法是 以超临界流体 作为反溶 剂 , 聚合物溶液通 过毛细 管喷 入超 临界流 体 中 , 聚合物 将 使 干燥 和玻璃 化 , 经高速扩散和强烈雾 化使体系 产生 相分离 而 形成带 有微孔 的颗粒 。19 93年 D.. io J Dxn等 应 用该技术 成功制备 了聚苯 乙烯 ( S 微 孔泡 沫 塑料 。其 方法 是 : P) 先将 P s溶于有机溶剂 中, 溶剂必须与超临界 C : s 该 O ( c—C : 相 O)
PLA/NCC微孔泡沫材料发泡性能研究

近 年来 , 超 临界 流体 用 于微 孔 聚合 物 泡 沫材 料
的研 究越 来越 多 。微孔泡 沫材 料是指 泡孔 密度 大于
F . Y o u h e r 等[ 5 首次利用纳米复合技术通过高压釜 对P L A进 行微 孔发 泡 , 研 究 了标 准碱过 剩法 及 己二
程 中起到 了异相成核 的作 用, N C C含 量的提 高使体积 膨胀率增 大、 泡孔结构更加 密集。而 P E G含量的 变化对 泡孔
的影响并不明显 , 但 泡孔 随着 P E G含 量的增加趋 于均 匀。在发泡温度为 1 0 0  ̄ ( 3 、 浸泡时间为 4 h条件 下, 可制得 泡孔
mo r p h o l o g y o f P LA /NCC f o a ms we r e d i s c u s s e d . Th e e f f e c t s o f d i f f e r e n t s o a k i n g t i me a n d f o a mi n g t e mp e r a t u r e o n t h e v o l u me
91
解 型材料 , NC C显 示 出优 越 的应 用 前 景 。NC C作
真 空干燥 1 2 h , 制得 不 同配 比的 P E G/ NC C复 合填
为增强材料可以明显提高聚合物 的拉伸强度 、 储能 充 剂 。 模 量等性 能 。因此选择可再生资源的 N C C作为 纳米改性粒子 , 不 但 可 以得 到 全 生 物 基 复合 材料 , 还 可 以改善 P L A 的储 能模量 , 提高其 发 泡性 能 。但 P L A亲水性差 , 而N C C由于表 面的多羟基亲水性 强, 导 致 两 者相 容 性 较 差 。 聚 乙二 醇 ( P E G) 是 常 见
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
微孔发泡技术
1 概述
微孔发泡技术是一种在材料表面形成密集小孔的制造方法,适用
于多种材料。
其原理是利用发泡剂的特性在材料中释放發泡氣體,使
材料产生孔洞而形成小孔。
这项技术已经广泛应用于坚硬和柔软材料,如塑料、橡胶、玻璃纤维和聚合物等。
2 发泡剂
发泡剂是该技术的关键成分,一般是由氧化铝、碳酸钙或氢氧化
铝等材料制成的小颗粒,其特点是当受热时能够释放气体。
发泡剂以
粉状形式添加到材料中,待材料受热时,发泡剂会释放气体,形成密
集的小孔。
不同发泡剂的释放速度和气体产生量不同,因此可根据需
要选择合适的发泡剂。
3 应用领域
微孔发泡技术在各种行业都有广泛的应用。
在建筑业中,可将微
孔发泡的人造石材应用于家居和建筑材料,如瓷砖、石材和水泥等。
在电子行业中,微孔发泡技术可用于制造隔热材料和电线绝缘材料。
在玩具和家具制造业中,微孔发泡材料可作为填充物,能够减轻材料
重量,减少成本并提高安全性。
4 优势与挑战
微孔发泡技术有许多优点。
首先,通过此技术制造的材料具有轻质、高强度、隔热等性能,同时还具有一定的防火性能。
其次,该技
术可以非常灵活地操纵气泡大小和分布,以及增加与降低材料的密度。
此外,该技术还可以产生一些有机的改性和加工处理,以满足更高的
性能要求。
虽然微孔发泡技术具有广阔的应用前景和许多优点,但它面临的
挑战也不少。
首先,发泡剂的选择和控制比较困难,需要投入大量的
人力和物力来研究新的发泡剂。
另外,材料组成和制造过程对材料使
用过程中的性能也有很大的影响,因此还需要更多的研究和技术支持
来改进这项技术的可靠性和性能。