焊接质量检验记录
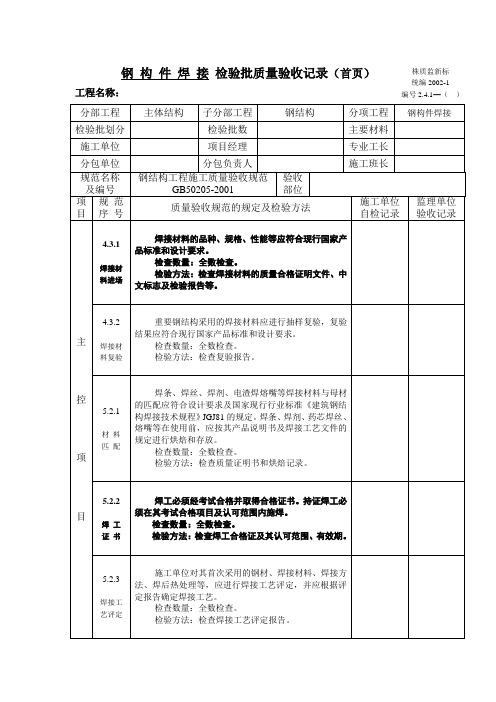
钢 构 件 焊 接 检验批质量验收记录
检查数量:按量抽查1%,且不应少于10包。
检验方法:观察检查。
5.2.7
预热和后热处理
对于需要进行焊前预热或焊后热处理的焊缝,其预热温度或后热温度应符合国家现行有关标准的规定或通过工艺试验确定。预热区在焊道两端,每侧宽度均应大于焊件厚度的1.5倍以上,且不应小于100mm;后热处理应在焊后立即进行,保温时间应根据板厚按每25mm板厚1h确定。
检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每种焊缝按数量各抽查5%,总抽查处不应少于5处。
检验方法:观察检查。
钢构件焊接检验批质量验收记录(尾页)
表5.2.4一、二级焊缝质量等级及缺陷分级
焊缝质量等级
一级
二级
内部缺陷超声波探伤
评定等级
Ⅱ
Ⅲ
检验等级
B级
B级
探伤比例
100%
20%
内部缺陷射线探伤
检验方法:检查焊接工艺评定报告。
钢构件焊接检验批质量验收记录(中1页)
项目
规范
序号
质量验收规范的规定及检验方法
施工单位自检记录
监理单位验收记录
主
控
项
目
5.2.4
内部
缺陷
设计要求全焊透的一、二级焊缝应采用超声波探伤进行内部缺陷的检验,超声波探伤不能对缺陷作出判断时,应采用射线探伤,其内部缺陷分级及探伤方法应符合现行国家标准《钢焊缝手工超声波探伤方法和探伤结果分级法》GB11345或《钢熔化焊对接接头射线照相和质量分级》GB3323的规定。
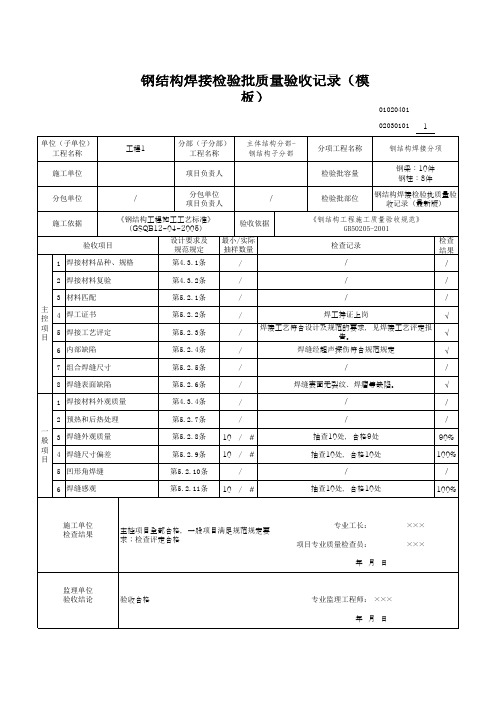
钢结构焊接检验批质量验收记录(模板)
√
1 焊接材料外观质量
第4.3.4条
/
/
/
2 预热和后热处理
一 般 3 焊缝外观质量
项 目
4 焊缝尺寸偏差
5 凹形角焊缝
第5.2.7条 第5.2.8条 第5.2.9条 第5.2.10条
/ 10 / # 10 / #
/
/ 抽查10处,合格9处 抽查10处,合格10处
/
/ 90% 100%
/
6 焊缝感观
施工依据
《钢结构工程施工工艺标准》 (GSQB12-04-2005)
验收依据
验收项目
设计要求及 最小/实际
规范规定
抽样数量
1 焊接材料品种、规格
第4.3.1条
/
《钢结构工程施工质量验收规范》 GB50205-2001
检查记录
/
检查 结果
/
2 焊接材料复验
第4.3.2条
/
/
/
3 材料匹配
主 控 4 焊工证书
第5.2.11条 10 / #
抽查10处,合格10处
100%
施工单位 检查结果
监理单位 验收结论
主控项目全部合格,一般项目满足规范规定要 求;检查评定合格
验收合格
专业工长: 项目专业质量检查员:
年月日
××× ×××
专业监理工程师: ××× 年月日
项 目
5 焊接工艺评定
6 内部缺陷
第5.2.1条 第5.2.2条 第5.2.3条 第5.2.4条
/
/
/
/
焊工持证上岗
√
/
焊接工艺符合设计及规范的要求,见焊接工艺评定报 告。
√
/
焊缝经超声探伤符合规范规定
各种焊缝加工质量验收记录

各种焊缝加工质量验收记录焊缝加工质量验收是对焊缝加工过程中的各项指标进行检查和评价,以确保焊接工件具有良好的质量,能够满足使用的要求。
下面是一个焊缝加工质量验收记录的示例,共计1200字以上。
一、焊工质量评估1.焊工证书:检查焊工是否持有相关合格证书,并确认证书的有效性。
2.焊工技术水平评估:评估焊工的技术水平,包括焊缝的外观质量、焊缝的硬度、焊缝的尺寸等指标。
二、焊接设备质量评估1.设备检查:检查焊接设备是否正常工作,包括焊机、电源、焊钳等部件,确保其能够满足工艺要求。
2.设备校准:对焊接设备进行校准,确保焊接设备的稳定性和准确性。
三、焊缝外观质量评估1.焊缝形状:检查焊缝的形状是否符合图纸要求,包括焊缝的宽度、高度、角度等指标。
2.焊缝表面质量:检查焊缝表面是否光滑、平整,无气孔、夹渣、裂纹等缺陷。
3.焊缝边缘质量:检查焊缝边缘是否完整、锐利,无起皮、翘曲等现象。
四、焊缝力学性能评估1.焊缝强度:通过拉伸试验、剪切试验等方法,评估焊缝的强度是否满足要求。
2.焊缝韧性:通过冲击试验、弯曲试验等方法,评估焊缝的韧性和抗变形能力。
3.焊缝硬度:通过硬度测试,评估焊缝的硬度是否在允许范围内。
五、焊缝尺寸评估1.焊缝尺寸:比对焊缝的实际尺寸与图纸要求的尺寸,评估焊缝的尺寸是否符合要求。
2.焊缝交互检验:通过焊缝的交互检验,评估焊缝的尺寸是否符合交互规定要求。
综上所述,焊缝加工质量验收记录对焊缝加工过程中的各项指标进行监督和评估,确保焊接工件具有良好的质量。
各类评估包括焊工质量评估、焊接设备质量评估、焊缝外观质量评估、焊缝力学性能评估和焊缝尺寸评估等方面。
通过这些评估,可以确保焊缝的质量达到或超过设计要求,从而保证焊接工件的性能和可靠性。
焊接质量自检记录表

电流 kA 时间 Cy 电极压力kN 40X-32059203 1.5+1.20.8~1.50.8~1.2100~16017~2050~6010~152.0~2.50.8~1.2170~22018~2250~6015~203.0~3.21.0~1.2180~24018~2245~5515~20二氧化碳气体保护焊焊接工艺规范工件厚度mm 焊丝直径mm 电流(A)电压(V)焊接速度cm/min 气体流量L/min 焊钳型号点焊工艺参数(偏差10%以内)焊接试片厚度 mm 被焊件板厚相加<2.5mm时,电极头(帽)直径为φ5~φ8mm 电极头(帽)修磨尺寸要求被焊件板厚相加≥2.5mm时, 电极头(帽)直径为φ8~φ10mm点焊常见缺陷及原因:1 、虚焊-电流小,电极压力过大,电极工作表面直径大,表面清理不良,焊接时间过短;2、焊点表面过热、压痕过深-通电时间过长,电极压力过大,电流过大,电极端面尺寸过小;3、飞溅-焊件或电极表面不干净,电极压力小,加压时间短;4、焊点形状不规则、融化不均匀-电极端面不平整。
ER01-L/R19018609操作人员工段长日期异常状况记录:8、CO2保护焊不允许有焊瘤、咬边、烧穿、气孔等缺陷7、CO2保护焊的焊逢长度、数量、位置、间距应满足工艺要求2、上下电极头工作表面同心、尺寸符合要求、表面平整无杂质油污6、焊点表面无过烧、击穿、裂纹以及毛刺等缺陷5、焊点的熔核直径、焊点数量、焊点间距应满足工艺要求检查项目(检查结果符合要求的在对应空白栏打“√”,不符合要求“×”,本工位不涉及“―”)3、每班生产前进行焊点撕裂试验,试验结果符合要求4、焊点满足非破坏试验要求,生产过程中抽检,每班两次1、每班生产前对焊接设备进行点检,检查设备是否正常,保证冷却水管开关打C01焊接质量自检记录表工位焊钳出厂编号电流 kA 时间 Cy 电极压力kN40C-271810253 1.5+2.040X-451691831.2+1.20.8~1.50.8~1.2100~16017~2050~6010~152.0~2.50.8~1.2170~22018~2250~6015~203.0~3.2 1.0~1.2180~24018~2245~5515~20检查项目(检查结果符合要求的在对应空白栏打“√”,不符合要求“×”,本工位不涉及“―”)1、每班生产前对焊接设备进行点检,检查设备是否正常,保证冷却水管开关打C01焊接质量自检记录表工位焊钳出厂编号焊钳型号点焊工艺参数(偏差10%以内)焊接试片厚度 mm 二氧化碳气体保护焊焊接工艺规范工件厚度mm 焊丝直径mm 电流(A)电压(V)焊接速度cm/min 气体流量L/min ER02-L/R19018596190186283、每班生产前进行焊点撕裂试验,试验结果符合要求2、上下电极头工作表面同心、尺寸符合要求、表面平整无杂质油污5、焊点的熔核直径、焊点数量、焊点间距应满足工艺要求4、焊点满足非破坏试验要求,生产过程中抽检,每班两次7、CO2保护焊的焊逢长度、数量、位置、间距应满足工艺要求6、焊点表面无过烧、击穿、裂纹以及毛刺等缺陷操作人员工段长日期异常状况记录:点焊常见缺陷及原因:1 、虚焊-电流小,电极压力过大,电极工作表面直径大,表面清理不良,焊接时间过短;2、焊点表面过热、压痕过深-通电时间过长,电极压力过大,电流过大,电极端面尺寸过小;3、飞溅-焊件或电极表面不干净,电极压力小,加压时间短;4、焊点形状不规则、融化不均匀-电极端面不平整。
管道焊接检验批质量验收记录.docx
管道焊接检验批质量验收记录.docx 范本1:管道焊接检验批质量验收记录.docx一、文件信息1.1 文件名称:管道焊接检验批质量验收记录1.2 文件编号:[编号]1.3 文档状态:[草稿/正式/修订]1.4 文件作者:[作者]1.5 文件审核:[审核人]1.6 文件批准:[批准人]1.7 主管部门:[部门名称]二、引言管道焊接检验批质量验收记录用于记录管道焊接工程的质量验收情况,以确保管道焊接工程符合相关标准和要求。
三、管道焊接检验批质量验收内容3.1 工程概况3.1.1 工程名称:[工程名称]3.1.2 工程地点:[工程地点]3.1.3 工程编号:[工程编号]3.1.4 工程负责人:[工程负责人] 3.2 管道焊接材料验收3.2.1 管道焊接材料入库验收3.2.2 管道焊接材料外观检查3.2.3 管道焊接材料化学成份分析3.2.4 管道焊接材料机械性能测试3.3 管道焊接工艺验收3.3.1 管道焊接工艺评定3.3.2 管道焊接工艺规程制定3.3.3 管道预热及间隙控制3.3.4 管道焊接工艺参数记录3.4 焊口检验3.4.1 焊口外观检查3.4.2 焊口尺寸测量3.4.3 焊缝无损检测3.4.4 焊口力学性能测试3.5 管道焊接工艺评定文件归档3.5.1 管道焊接工艺评定文件整理3.5.2 管道焊接工艺评定文件归档四、问题记录4.1 问题描述及整改措施4.2 问题反馈确认五、附件5.1 管道焊接工艺评定文件5.2 焊口检验记录5.3 管道焊接材料验收报告5.4 其他相关文件六、法律名词及注释6.1 法律名词1:解释16.2 法律名词2:解释2...范本2:管道焊接检验批质量验收记录.docx一、文件信息1.1 文件名称:管道焊接检验批质量验收记录1.2 文件编号:[编号]1.3 文档状态:[草稿/正式/修订]1.4 文件作者:[作者]1.5 文件审核:[审核人]1.6 文件批准:[批准人]1.7 主管部门:[部门名称]二、引言管道焊接检验批质量验收记录用于记录管道焊接工程的质量验收情况,以确保管道焊接工程符合相关标准和要求。
焊缝的尺寸检验记录

焊缝的尺寸检验记录一、前言焊接是制造业中常见的连接方法,其质量直接影响产品的安全性和可靠性。
在焊接过程中,焊缝尺寸是一个非常重要的参数,对于焊接质量的控制和检验具有重要意义。
本文将从焊缝尺寸检验记录的角度出发,详细介绍焊缝尺寸检验记录的内容和要求。
二、检验对象本文所述的焊缝尺寸检验记录适用于所有类型的焊缝,包括手工电弧焊、气体保护焊、激光焊等。
三、检验设备1. 游标卡尺:用于测量线性尺寸。
2. 厚度计:用于测量板材厚度。
3. 金属镜片:用于观察和检查表面质量。
4. 其他辅助工具:如灯笼支架、平行垫块等。
四、检验内容1. 焊缝长度:使用游标卡尺在两端点上进行测量,并记录在相应位置。
2. 焊缝宽度:使用游标卡尺在最宽处进行测量,并记录在相应位置。
3. 焊缝高度:使用游标卡尺在最高处进行测量,并记录在相应位置。
4. 焊缝厚度:使用厚度计在最薄处进行测量,并记录在相应位置。
5. 焊缝形状:使用金属镜片观察和检查焊缝的表面质量,并记录在相应位置。
6. 焊缝间距:使用游标卡尺测量相邻两道焊缝之间的距离,并记录在相应位置。
五、检验要求1. 检验人员必须经过专业培训并具有相关证书。
2. 检验设备必须经过校准并保持良好状态。
3. 检验记录必须真实、准确、完整,不得随意涂改或篡改。
4. 检验结果必须符合相关标准和规范要求。
六、检验流程1. 准备工作:检验人员确认待检焊件的类型和规格,选取合适的检验设备并进行校准,准备好所需的辅助工具。
2. 开始检验:按照检验内容依次进行测量和记录,注意保持测量精度和一致性。
3. 完成检验:对所有数据进行核对和审查,确保数据的真实性和准确性。
将所有数据整理并填写到检验记录表中。
4. 检验报告:将检验记录表提交给相关部门或客户,并保留一份备份。
七、总结焊缝尺寸检验记录是焊接质量控制和检验的重要环节,必须严格按照相关标准和规范要求进行操作。
通过本文的介绍,相信读者对焊缝尺寸检验记录有了更加深入的了解,能够更好地掌握其操作流程和要求,提高焊接质量的可靠性和安全性。
SGT钢结构工程焊缝外观质量检查记录
SGT钢结构工程焊缝外观质量检查记录焊缝外观质量检查是钢结构工程中非常重要的一环,它直接关系到焊接质量的好坏。
下面给出一个1200字以上的SGT钢结构工程焊缝外观质量检查记录作为参考:一、项目概述本次质量检查针对SGT钢结构工程的焊缝外观质量进行,以下是检查内容和检验标准。
二、检查内容本次检查主要从以下方面对焊缝外观质量进行检查:1.焊缝形状和尺寸;2.焊缝表面的缺陷,如气孔、裂纹、夹渣、夹杂物等;3.焊缝的颜色和亮度;4.焊缝的连接牢固性。
三、检验标准1.焊缝形状和尺寸应符合设计要求,并且焊缝厚度应均匀一致。
2.焊缝表面不得有气孔、裂纹、夹渣、夹杂物等缺陷,并且焊缝两侧应平整。
3.焊缝的颜色应均匀一致,不得有明显的色差,并且焊缝表面的亮度应符合要求。
4.焊缝连接牢固,不得有松动、脱落等现象。
四、检查记录日期:XX年XX月XX日地点:XXX检查单位:XXX被检单位:XXX检查人员:XXX检查内容及结果:1.焊缝形状和尺寸:对焊接连接处的焊缝进行测量,尺寸符合设计要求,形状均匀一致。
2.焊缝表面缺陷:对焊缝表面进行仔细观察,未发现任何气孔、裂纹、夹渣、夹杂物等缺陷。
3.焊缝的颜色和亮度:焊缝的颜色均匀一致,亮度符合要求,无明显的色差。
4.焊缝的连接牢固性:对焊接连接处进行检查,焊缝连接牢固,未发现松动、脱落等现象。
五、检查结论本次SGT钢结构工程焊缝外观质量检查结果良好,焊缝形状和尺寸符合设计要求,表面无缺陷,颜色亮度均匀一致,连接牢固。
六、存在问题及改进措施1.检查过程中未发现任何问题,说明被检单位在焊接过程中严格按照相关要求进行操作,但仍需继续保持注意,确保焊缝外观质量。
2.进一步加强对焊接人员的培训和管理,提高他们的操作技能和质量意识,减少焊接缺陷的发生。
七、检查人员签名:检查人员:签名XXX以上是针对SGT钢结构工程焊缝外观质量检查的一个1200字以上的检查记录,此记录可根据具体项目的需求进行调整和完善。
焊接工程质量验收记录表

焊接工程质量验收记录表项目基本情况
项目名称:
项目地点:
建设单位:
监理单位:
施工单位:
施工工艺
焊接方法
- 焊接材料:(填写使用的焊接材料)
- 焊接设备:(填写使用的焊接设备)
- 焊工资质:(填写焊工的资质要求和证书信息)焊接参数
- 焊接电流(A):
- 焊接电压(V):
- 焊接速度(cm/min):
- 材料厚度(mm):
- 焊缝尺寸(mm):
- 焊接材料种类和规格:
施工质量评定
焊接前准备
- 材料情况:(填写焊接前材料情况,如材料表面状态、含水率等)
- 焊接准备:(填写焊接前的准备工作,如清洁、预热等)
焊接质量评估
- 焊缝外观:(填写焊缝外观是否符合要求,如焊缝形状、焊缝熔透度等)
- 焊接质量:(填写焊接质量是否符合要求,如焊缝强度、焊接接头的完整性等)
- 缺陷评估:(填写是否存在焊接缺陷,如气孔、裂纹、夹渣等)
焊接质量判定
- 合格判定:(填写焊接质量是否合格)
- 不合格判定:(填写焊接质量不合格的原因和处理措施)
参与人员
焊接质量验收人员:
监理单位确认人员:
施工单位确认人员:
结论
经过对焊接工程质量的评估和验收,根据相关标准和要求,确认焊接工程质量(合格/不合格)。
日期:
盖章(建设单位):盖章(监理单位):盖章(施工单位):。