自行车大链轮的数控加工工艺
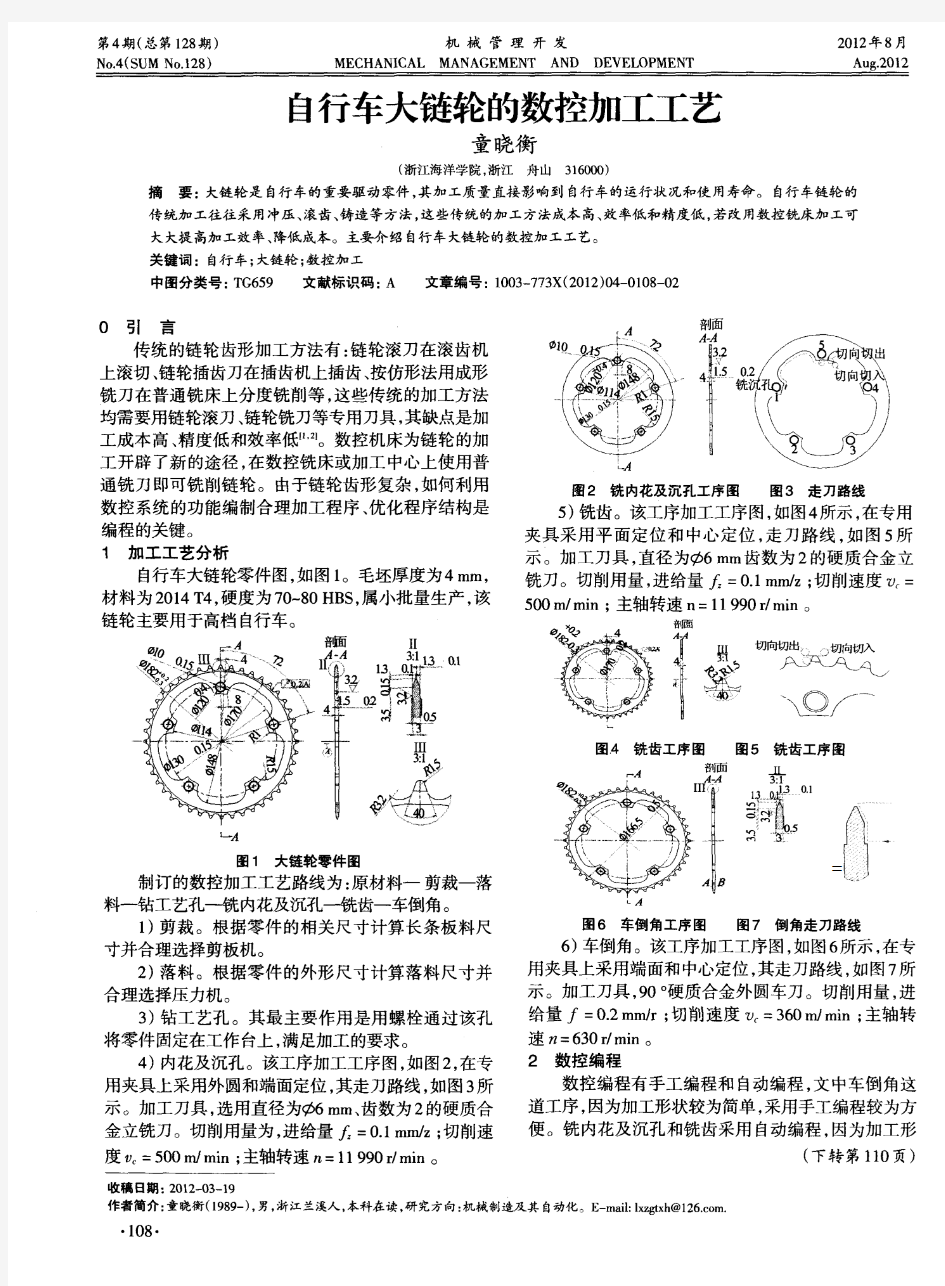
自行车拆装方案
法拉利C27 自行车拆装方案 组名:双元制7组 组员:张娟(拆装) 黄伟(记录)
我们拆の自行车 法拉利C27属于山地自行车,设计为骑乘于山区的车种,具有变速器可变换省力或换挡的档位,车架没有安装避震器,轮胎胎皮是巧克力胎纹以便于在无铺面的路面骑乘。车圈为24、26、29英寸的,轮胎尺寸为2.0英寸,车架尺寸为17英寸。
法拉利C27自行车组成及材料: 组成: Ⅰ车体部分:包括⒆车架、③前叉、②前叉合件、①车把(塑料)、⑧鞍座和③前夹(铝合金)等,是自行车的主体。 Ⅱ传动部分:包括⒅脚蹬、⒃曲柄、⒇链轮、⒁链条、⒄中轴和⑿飞轮等,由人力踩动⒅脚蹬,通过以上传动件带动车轮旋转,驱车前行。 Ⅲ行动部分:即前后车轮、包括⑥⒂前后轴部件、⑤辐条(Q235碳钢或不锈钢)、④轮辋(车圈镁合金)、⑩轮胎等。Ⅳ安全装置:包括⑨制动器(车闸)、反射装置等。 Ⅴ⑦变速结构变速控制器和⑾⒀前后拨链器等。
Ⅵ 还增加一些附件,如支架、 挡泥板等。 1.车架:车架部件是构成自行车的基本结构体,也是自行车的骨架和主体,其它部分也都是直接或间接地安装在车架上的。车架采用流线型的钢管经过焊接、组合而成。辐条大都是等径的,因为该自行车没有减震器所以鞍座下方有一段制成扁平的流线型,主要起加固作用。 2.外胎:硬边胎,着地面积小适应在平坦的道路上行使,有阻力小,行动轻快等特点。外胎上的花纹为巧克力型,一般的山地自行车的种类,增加了抓地力。 3.脚蹬部件:脚蹬部件装配在中轴部件的左右曲柄上,是将平动力转化为转动力的装置,自行车骑行时,脚踏力首先传递给脚蹬部件,然后又脚蹬部件轴转动曲柄,牙盘,中轴,链条飞轮,使后轮转动,从而使自行车前进。因此脚蹬部件的结构和规格是否合适,将直接影响汽车人的放脚位置是否合适,自行车能否顺利进行。 脚踏:组合式脚踏板,由橡胶制成,安全可靠,具有一定的防滑功能,旋转灵活。 4.前叉部件:前叉部件位于自行车的前方部位,它的上端与车把部件相连,车夹部分与前管配合,下端与前轴部件配合,组成自行车的导向系统。 转动车把和前叉,可以使前轮改变方向, 起到了自行车导向的作
关于简单的普通的自行车链轮的设计!
自行车链轮设计说明书 目录 第一章设计题目及材料选择 (3) 1.1设计题目 (3) 1.2设计要求 (3) 1.3链轮的常用材料 (3) 第二章链条选型及链轮设计 (3) 2.1选择链轮齿数 (3) 2.2确定计算功率 (3) 2.3选择链条型号及节距 (4) 2.4计算链节数和中心距 (4) 2.5计算链速v,确定润滑方式 (4) 第三章链轮尺寸设计 (5) 3.1滚子链链轮的齿槽形状参数 (5) 3.2滚子链链轮的主要尺寸 (5) 3.3滚子链链轮轴向齿廓尺寸 (6) 第四章总结 (6)
第一章 设计题目及材料选择 1.1设计题目 设计普通简单自行车的链传动装置,包括所需要的链条传动参数,即链条型号,节数,中心距,链速以及压轴力。其中人的重量为60kg ,蹬脚速度n 1=40r/min ;车子重量约10kg ,车胎标号8 3126?,约车胎直径为66cm ,骑车的速度为12km/h ,约3.3m/s 。 体重测量:是在11月17号下午于体军部通过人站在电子秤上测得,实测60.2kg ,为数据处理方便,取体重60kg ,从数据方面分析,对计算的结果影响不大。 车速测量,骑车以正常骑速绕操场2圈,共800m ,共用去4min ,则通过计算知我的时速为12km/h 。 1.2设计要求 自行车为简单的助行机械,根据我本人正常的蹬脚速度,设计的自行车链轮装置,应该 使自行车达到每小时12公里的速度。 1.3链轮的常用材料 链轮:40 第二章 链条选型及链轮设计 2.1选择链轮齿数 取小链轮齿数16z 2= 由后轮转速轮车πd 60n v 2= 得min /r 965.9566 .014.33 .360d v 60n 2≈=??==轮车π 传动比42.096 40n n i 21=== 因此大链轮齿数1.3842 .016i z z 21=== ,取38z 1= 2.2确定计算功率 人和车对地面的总压力() ()N F N 700101060g m m =?+=+=车人 地面对人和车的总摩擦力N F F N 4907007.0f f =?=?= 注:车胎与地面摩擦系数f=0.7~0.8
工艺卡片模板
机 械 加 工 工 艺 过 程 卡 产品型号 零(部)件图号 产品名称 零(部)件名称 材料牌号 45钢 毛坯种类 棒料 毛坯外形尺寸 Φ65mm ×70 2 每台件数 备注 工件名称 工 序 内 容 加工设备 背吃刀量 进给速度 工 艺 装 备 夹具名称 刀具名称及型号 量具 件(一) 1.车工艺台阶。 2.装夹工艺台阶,将工件伸出40mm 长。 3.车平端面。 4.中心钻打定位孔。 5.麻花钻打通孔。 6.粗精镗出件一左端φ41mm 内孔、φ 36mm 内孔。 7.粗精车出左端轮廓(椭圆及φ61mm 外圆)到39mm 处。 8.调头装夹φ61mm 外圆将工件伸出30mm 长。 9.粗精镗出工件右端φ23mm ,φ22mm 内孔。 10.粗精车出右端外轮廓到27mm 处。 11.切退刀槽。 12.车M30X2外螺纹。 数控车床 1mm 1mm 粗2mm 精0.3mm 粗1mm 精0.3mm 粗1mm 精0.3mm 800 800 600 800 800 1000 600 800 三爪卡盘 90度外圆刀 90度外圆刀 中心钻 麻花钻 镗孔刀 30度外圆刀 镗孔刀 螺纹刀 游标卡尺 千分尺 件(二) 1. 车工艺台阶。 2. 装夹工艺台阶,将工件伸出40长。 3. 车平 端面。 4. 中心钻打定位孔。 5. 麻花钻扩孔到30长。 6. 粗精镗出 孔及 内螺纹底径。 7. 车内螺纹。 8.将俩件配合,粗精车外圆及椭圆。 数控车床 1mm 1mm 粗1mm 精0.3mm 粗2mm 精0.3mm 800 800 600 800 800 1000 三爪卡盘 90度外圆刀 90度外圆刀 镗孔刀 30度外圆刀 游标卡尺 千分尺
数控加工工序卡完整版
工序号1 工序名称钻孔 毛坯材料棒料 毛坯种类锻件 毛坯尺寸Φ50x130mm 每坯件数1 每台太数1 设备编号 设备名称数控车床 夹具编号 夹具名称三爪卡盘 冷却液 工序工时 工 步号工步内容单边余 量 走刀长度) 工艺装备 切削速 度 主轴转 速 走刀量 走刀次 数 吃刀深度工时定额 刀量量、辅具12345机动辅助 1中心钻3mm26mm12001 2钻孔3026mm500 设计(日期)审核(日期)标准化(日期)会签(日期)
工序号2 工序名称粗、精车左端内轮廓 毛坯材料棒料 毛坯种类锻件 毛坯尺寸Φ50x130mm 每坯件数1 每台太数1 设备编号 设备名称数控车床 夹具编号 夹具名称三爪卡盘 冷却液 工序工时 工 步号工步内容单边余 量 走刀长度) 工艺装备 切削速 度 主轴转 速 走刀量 走刀次 数 吃刀深度工时定额 刀号量、辅具12345机动辅助 1粗车零件左端内轮廓126T0101游卡6002 2精车零件左端内轮廓26T0101游卡10001 设计(日期)审核(日期)标准化(日期)会签(日期)
工序号2 工序名称粗、精车零件左端外轮廓 毛坯材料棒料 毛坯种类锻件 毛坯尺寸Φ50x130mm 每坯件数1 每台太数1 设备编号 设备名称数控车床 夹具编号 夹具名称三爪卡盘 冷却液 工序工时 工 步号工步内容单边余 量 走刀长度) 工艺装备 切削速 度 主轴转 速 走刀量 走刀次 数 吃刀深度工时定额 刀号量、辅具12345机动辅助 1粗车零件左端外轮廓235T0202游卡5002 2精车零件左端外轮廓35T0202游卡10001 设计(日期)审核(日期)标准化(日期)会签(日期)
自行车传动系统
自行车传动系统
自行车传动系统初探
自行车传动系统初探 机械电子工程学院****************** *** *********** 自行车看似很简单,实质是结合人体工程学、动力学、机械、美学等多方面的综合设计,所以,要成功设计一辆高效受欢迎的自行车是需要花很大功夫的。 自行车主要由三大部件构成,它们分别是:驱动传动系统、导向系统和制动系统。总的来说,驱动系统是整个自行车结构的灵魂。一辆自行车的好坏,往往也就是取决月驱动传动系统的好坏。下面我们来看看这个最神奇的驱动传动系统的神秘所在。 我们都知道,自行车的前进是在人的脚蹬踏作用下从轮盘到链条再到飞轮而后后轮得到动力的。这个过程中,传递力的效率高低,往往决定了一辆自行车的使用性能。 我们看看下面的传统自行车传动模型: 从图中可以看到,当前轮以ω1的速度转动时,后链轮的转动速度应该是: 2112R R ωω= 同时,由于后轮和后链轮是同一个轴上的同步转动的,所以又有如下关系: 后 轮 R R 2 R 3 后链轮 L 前链轮
2 1123R R ωωω== 那么就可以得到,当人以每分钟n 转的速度骑行的时候,应该有自行车的前进速度即为后轮的前进速度: 车νπων===2 31333602R R nR R 因为人体每分钟能提供的n 可以看做常数,且是有限的,即如果将上面表达式中常数部分以一个量a 来表示时,上式即变成: 2 31R R R a ?=车ν 不难看出,要提高车的速度,唯一可行的办法是提高R 1R 3/R 1的值。因此,可以把前链轮做的大一些,后链轮较之后轮和轮盘小很多,那么就可以提高骑行速度。但是,当R 1R 3/R 2的值过大,我们会发现问题,自行车不但没有像理想中那样提速,反而连骑动都很费力,当然这样的自行车在市场中是不存在的(不会有商家弱智到这种地步,但是分析是有意义的,因为设计时必须要考虑的问题就是分析的重点)。其原因是什么呢,经过分析不难看出,当人骑车时,通过脚踏板和曲轴给轮盘一个转动力偶,这个力也是基本已定的。当这个动能通过链条传递到后链轮后,车后轮就和后链轮一起被驱动,当假设地面是光滑的时候,后轮应该是在原地绕着轴转动。正是由于地面不光滑,后轮受到了一个来自地面的摩擦力,所以它才在人力驱动下相对地面做以一个绕无穷远点为中心的转动,也就是沿着轮和地面接触点切线方向向前进。来自大地的摩擦力既有滑动摩擦力、滚动摩擦力也有少部分静摩擦力,而其中静摩擦力的上限稍稍大于滑动摩擦力。在未开始骑行时,将可以把这三种摩擦力的合力视为滑动摩擦来处理,这时将整个车受到的静摩擦和滚滑动摩擦一起设为f ,人和车总重为G ,橡胶轮与地面的摩擦因素设为μ,那么有:G f μ≥。这个f 就是我们需要通过踏板给予车轮的。先不考虑脚踏板和轮盘间传动效果,设人能给予轮盘的力即后链轮受到的带动拉力为F ,那么F 和f 对后轮轮盘中心的力矩为零。所以就有关系:
自行车链轮设计
自行车多速传动链轮系统设计 09机械 王志坚 20906071063 2012.03.11
一:设计名称 自行车三级传动链轮系统 二:设计参数 在本次自行车多级传动链轮的设计参数按机械设计手册进行选择。 1.链轮的型号选择:链轮的型号选择08A该型号的参数如下 节距p 滚子直 径d1 内节内 宽b 销轴直径d2 套筒直径 d3 通道高度 12.7 7.92 2.85 3.98 4.00 12.33 2.链传动参数选择:主动轮的齿数选择为54从动轮依次为18.27.36其他如下表 名称公式主动 轮z 从动轮 z1 从动轮 z2 从动轮 z3 齿数45 30 24 18 传动比Z/z i 分度圆 直径d d=P/sin(180/z) 181.4 127.0 96.95 73.14 齿顶圆直径d a d a=P(0.54+cot(18 0/z) 188.3 132.1 102.11 78.49 齿根圆 直径d f d f=d-d1173.5 119.1 89.07 65.22 分度圆 弦齿高h a h a=0.27p 最大齿偶 数 齿 Lx=d f=d-d1171.7 118.9 88.82 64.94 齿沟圆 弧r1 r1=0.502d1+0.05 4.03 4.03 4.03 4.03 齿沟半 角α/z α/z=55-60/z 53.7 53 52.25 51.67
工作圆弧中心M M=0.8d1*sinα/2 5.1 5.06 5.01 4.94 T T=0.8d1*cosα/2 3.75 3.81 3.88 3.93 工作圆 弧r2 r2=1.3025d1+0.05 10.37 10.37 10.37 10.37 工作圆 弧中心 角β β=18-56/z 16.76 16.13 15.67 14.89 齿顶圆弧中心W W=1.3d1*cos180/ z 10.27 10.24 10.21 10.14 V V=1.3d1sin180/z 0.72 1.08 1.34 1.79 齿形半 角γ/z γ/2=17-64/z 15.58 14.87 14.33 14.45 齿顶圆弧r3r3=d1(1.3cosγ /2+0.8cosβ -1.3025)-0.05 5.03 5.71 5.71 5.71 工作段直线长b c b c=d1(1.3sinγ /2-0.8cosβ) 0.95 1.03 0.87 0.87 3链速 V 在正常行驶中取n2=25r/min V=z1n1p?(60×1000)=z2n2p?(60×1000)=(45x25x12.7)/(60x1000) =0.24m/s 4.圆周拉力F 在正常行驶中取人的功率为0.4KW F=1000p/V=(1000x0.4)/0.24=1666.67N 5.中心距a0=50p=50x12.7=635 6.链节数.x0=2a0/p+(z+z3)/2+f3*p/a0 =2x635/12.7+(45+30)/2+1.63x12.7/635
自行车传动系统
自行车传动系统初探
自行车传动系统初探 机械电子工程学院****************** *** *********** 自行车看似很简单,实质是结合人体工程学、动力学、机械、美学等多方面的综合设计,所以,要成功设计一辆高效受欢迎的自行车是需要花很大功夫的。 自行车主要由三大部件构成,它们分别是:驱动传动系统、导向系统和制动系统。总的来说,驱动系统是整个自行车结构的灵魂。一辆自行车的好坏,往往也就是取决月驱动传动系统的好坏。下面我们来看看这个最神奇的驱动传动系统的神秘所在。 我们都知道,自行车的前进是在人的脚蹬踏作用下从轮盘到链条再到飞轮而后后轮得到动力的。这个过程中,传递力的效率高低,往往决定了一辆自行车的使用性能。 我们看看下面的传统自行车传动模型: 1该是: 2112R R ωω= 同时,由于后轮和后链轮是同一个轴上的同步转动的,所以又有如下关系: 2 1123R R ωωω== 那么就可以得到,当人以每分钟n 转的速度骑行的时候,应该有自行车的前进速度即为后轮的前进速度: 车νπων===2 31333602R R nR R
因为人体每分钟能提供的n 可以看做常数,且是有限的,即如果将上面表达式中常数部分以一个量a 来表示时,上式即变成: 2 31R R R a ?=车ν 不难看出,要提高车的速度,唯一可行的办法是提高R 1R 3/R 1的值。 因此,可以把前链轮做的大一些,后链轮较之后轮和轮盘小很多,那么就可以提高骑行速度。但是,当R 1R 3/R 2的值过大,我们会发现问 题,自行车不但没有像理想中那样提速,反而连骑动都很费力,当然这样的自行车在市场中是不存在的(不会有商家弱智到这种地步,但是分析是有意义的,因为设计时必须要考虑的问题就是分析的重点)。其原因是什么呢,经过分析不难看出,当人骑车时,通过脚踏板和曲轴给轮盘一个转动力偶,这个力也是基本已定的。当这个动能通过链条传递到后链轮后,车后轮就和后链轮一起被驱动,当假设地面是光滑的时候,后轮应该是在原地绕着轴转动。正是由于地面不光滑,后轮受到了一个来自地面的摩擦力,所以它才在人力驱动下相对地面做以一个绕无穷远点为中心的转动,也就是沿着轮和地面接触点切线方向向前进。来自大地的摩擦力既有滑动摩擦力、滚动摩擦力也有少部分静摩擦力,而其中静摩擦力的上限稍稍大于滑动摩擦力。在未开始骑行时,将可以把这三种摩擦力的合力视为滑动摩擦来处理,这时将整个车受到的静摩擦和滚滑动摩擦一起设为f ,人和车总重为G ,橡胶轮与地面的摩擦因素设为μ,那么有:G f μ≥。这个f 就是我们需要通过踏板给予车轮的。先不考虑脚踏板和轮盘间传动效果,设人能给予轮盘的力即后链轮受到的带动拉力为F ,那么F 和f 对后轮轮盘中心的力矩为零。所以就有关系: 23R F R f ?=? 即 23 R GR F μ≥ 同时注意到,由于橡胶和地面间摩擦系数接近于1(为了安全,刹车时能更快停下来所以在轮胎上设计了很多条纹突起等增大摩擦),那么,一旦R 3/R 2设计过大,假设为10,那么上式就近似为:G F 10≥,要想满足上式,链条将要承受多大的力啊。由于链条能承受的拉力是有限的,所以过大的拉力将会导致链条被拉断。另外,链条在长期的载荷下,必将产生不可恢复的塑性形变,久之就使得链条不能张紧、传动无力等“疲乏”现象。 考虑脚踏板和轮盘间的力传动,设脚踏板到轮盘转轴距离为d ,人对脚踏板的力为踏F ,可以知道有如下关系: f R Me d F 3==踏 考虑到上面几个关系式,可以得到:
工艺卡片模板
机械加工工艺过程卡片 班级:1404032 姓名: 1
机械加工工艺过程卡片 2
(厂名)机械加工工序卡片产品型号零件图号01—01—01 产品名称轴套零件名称轴套共(7)页第(2) 页车间工序号工序名称材料牌号 机加工 车间 车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1 设备名称设备型号设备编号同时加工件数 CA6140 1 夹具编号夹具名称切削液 ZY—01 三爪卡盘 工序工时 标准单件 39.46s 工步号工步内容工艺装备主轴转速 r/min 切削速度 m/min 进给量 mm/r 切削深度 mm 进给 次数 工序工时 机动辅助 1 粗车端面及外圆三爪卡盘,YG6硬质合 金车刀,表面粗糙度仪 90 45 0.5 1.25 1 22s 17.46s 3
(厂名)机械加工工序卡片产品型号零件图号01—01—02 产品名称轴套零件名称轴套共(7)页第(3)页车间工序号工序名称材料牌号 机加工 车间 钻孔GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1 设备名称设备型号设备编号同时加工件数 Z3025 1 夹具编号夹具名称切削液 ZY—02 钻床专用夹具 工序工时 标准单件 260s 工步号工步内容工艺装备主轴转速 r/min 切削速度 m/min 进给量 mm/r 切削深度 mm 进给 次数 工序工时 机动辅助 2 钻θ6,θ10,,θ14,,θ18 通孔 Z3025摇臂钻床,钻床专 用夹具 100 2 0.5 45 30 200s 60s 4
(厂名)机械加工工序卡片产品型号零件图号01—01—03 产品名称轴套零件名称轴套共(7)页第(4)页车间工序号工序名称材料牌号 机加工 车间 车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1 设备名称设备型号设备编号同时加工件数 CA6140 1 夹具编号夹具名称切削液 ZY—04 三爪卡盘 工序工时 标准单件 61.5s 工步号工步内容工艺装备主轴转速 r/min 切削速度 m/min 进给量 mm/r 切削深度 mm 进给 次数 工序工时 机动辅助 3 粗,精细镗θ20通孔θ30 圆柱孔,θ30至θ36的圆 锥孔 C620-1车床专用夹具内 径百分尺,表面粗糙度仪 表 330 49 0.20 2 5 21s 40.5s 5
简单自行车链轮设计
自行车链轮设计说明书 姓名: 学号: 学院:机械工程学院 专业:机械工程及自动化 指导教师: 2009.12
目录 第一章设计题目及材料选择 (3) 1.1设计题目 (3) 1.2设计要求 (3) 1.3链轮的常用材料 (3) 第二章链条选型及链轮设计 (3) 2.1选择链轮齿数 (3) 2.2确定计算功率 (3) 2.3选择链条型号及节距 (4) 2.4计算链节数和中心距 (4) 2.5计算链速v,确定润滑方式 (4) 第三章链轮尺寸设计 (5) 3.1滚子链链轮的齿槽形状参数 (5) 3.2滚子链链轮的主要尺寸 (5) 3.3滚子链链轮轴向齿廓尺寸 (6) 第四章总结 (6)
第一章 设计题目及材料选择 1.1设计题目 设计普通简单自行车的链传动装置,包括所需要的链条传动参数,即链条型号,节数,中心距,链速以及压轴力。其中人的重量为60kg ,蹬脚速度n 1=40r/min ;车子重量约10kg ,车胎标号83 126?,约车胎直径为66cm ,骑车的速度为12km/h ,约3.3m/s 。 体重测量:是在11月17号下午于体军部通过人站在电子秤上测得,实测60.2kg ,为数据处理方便,取体重60kg ,从数据方面分析,对计算的结果影响不大。 车速测量,骑车以正常骑速绕操场2圈,共800m ,共用去4min ,则通过计算知我的时速为12km/h 。 1.2设计要求 自行车为简单的助行机械,根据我本人正常的蹬脚速度,设计的自行车链轮装置,应该 使自行车达到每小时12公里的速度。 1.3链轮的常用材料 链轮:40 第二章 链条选型及链轮设计 2.1选择链轮齿数 取小链轮齿数16z 2= 由后轮转速轮车πd 60 n v 2= 得min /r 965.9566 .014.33.360d v 60n 2≈=??= = 轮 车π 传动比42.096 40n n i 2 1== = 因此大链轮齿数1.3842 .016i z z 21== = ,取38z 1= 2.2确定计算功率 人和车对地面的总压力()()N F N 700101060g m m =?+=+=车人 地面对人和车的总摩擦力N F F N 4907007.0f f =?=?= 注:车胎与地面摩擦系数f=0.7~0.8 则要传递的功率kw 617.116173.3490v f ==?=?=W F P
自行车的链传动现象分析
摘要: 自行车采用了链传动,利用链条与链轮之间的啮合力来传递运动和动力。骑自行车省力,下坡时自行车后轮转而脚踏板不转,骑车时链条会上下抖动,有时还会出现脱链等现象,本文从机械原理的角度对上述现象进行了分析。 关键词: 自行车链传动超越机构多边形现象脱链 一、骑车比步行省力。 图1 链传动 自行车是利用链传动来传递运动和动力的,链传动由主动链轮(安装在脚踏板的中轴上),从动链轮(又称后飞轮,安装在自行车的后轴上)和中间挠性件链条组成,链条的链节和链轮的轮齿相啮合。在图1传动中,设主动链轮的齿数为z■,转速为n■,后飞轮的齿数为z■,转速为n■,主动链轮每转过一个齿,链条移动一个链节,从动链轮被链条带动也转过一个齿,即在相同时间内主动链轮转过的齿数等于从动链轮转过的齿数,则n■·z■=n■·z■,即■=■。链传动的传动比即主、从动链轮的转速之比,等于主、从动链轮齿数之反比。通常链传动主动轮的齿数大于从动轮的齿数,即z■>z■,则传动比小于1,所以采用链传动的自行车是增速的。例28英寸的男式自行车,主动链轮的齿数为47,后飞轮齿数为21,骑车人蹬一圈,主动链轮转一圈,飞轮转2.5圈,后轮也转2.5圈,自行车可向前进5.5米左右,所以骑车与步行相比快多了。 在自行车的前链轮上加两个左右曲柄,脚踏的切向力改进成转动力矩,两脚的摆动幅度大一些,转动力矩也大,用脚蹬踏更有利于自行车转动。所以骑自行车既省力又快捷。 二、下坡时,自行车前进而脚踏板不动。 自行车骑行过程中,人经常需要歇脚休息或是下坡时不需要踩踏,自行车自动向前运动,这是因为自行车后飞轮采用了棘轮式超越机构。 a) b) 图2 后轮轴上的内啮合棘轮机构 图2为自行车后轮轴上的内啮合棘轮机构。后飞轮是一个内圈带有棘齿的棘轮,当脚蹬踏板时,经主动链轮1和链条2,带动内圈具有棘齿的从动链轮3顺时针转动(从动链轮在棘轮机构中为主动件)。再通过棘爪的作用,后轮轴5(从动件)顺时针转动,从而驱动自行车前进。自行车骑行过程中,快蹬几下后停止或是下坡时,不要踩踏板,后轮轴5在惯性力的作用下按其原来的方向脱开链轮3,并超越主动链轮3而转动。棘爪4不起作用并受迫在棘轮齿背上滑过,所以自行车照常行驶。这种从动件的运动超越主动件而独立运动的特性称为超越作用,自行车的后飞轮采用的就是棘轮式超越机构。 三、链条在骑行中会上下抖动,发出噪音(瞬时速度不恒定,使传动不平稳)。 图3 链传动的运动分析 图3中,链条以折线形状绕在链轮上,相当于链条绕在边长为节距P,边数为链轮齿数z的多边形轮上。若两轮的转速分别为n■,n■,则链条的平均速度为v=■=■ 链传动的平均传动比为 i=■=■ 实际上链条的瞬时速度和瞬时传动比在每一瞬时都是变化的,而且是按每一链节的啮合过程作周期性变化,假设链条的上边始终处于水平位置,铰链A已进入啮合,主动轮以角速度ω■回转,其圆周速度v■为d■ω/2,将其分解为沿链条前进方向的水平分速度v和垂直方向的分速度v′,则v和v′的值分别为 v=v■cosβ=■cosβ v′=v■sinβ=■sinβ 式中β为主动轮上铰链A的圆周速度方向与链条前进方向的夹角,也称为铰链A在主动轮
链轮的材料及热处理
机械工程材料作业 1.所选零件:自行车链轮。 2.材料成分: 40#钢 材料名称:优质碳素结构钢 牌号:40 标准:GB/T 699-1999 ●特性及适用范围: 具有较高的强度和良好的切削性,冷变形塑性中等,焊接性不好,经淬火回火后可焊接,热处理时无回火脆性,但淬透性低。用作承受负荷较大的小截面调质件或应力较小的大型正火零件以及对心部强度要求不高,表面耐磨的表面淬火件,用于制造机器运动零件,如辊子、轴、连杆、圆盘等。以及火车的车轴,还可用于冷拉丝、钢板、钢带、无缝管等。 ●化学成份: 碳 C :~ 硅 Si:~ 锰 Mn:~ 硫 S :≤ 磷 P :≤ 铬 Cr:≤ 镍 Ni:≤
铜 Cu:≤ ●力学性能: 抗拉强度σb (MPa):≥570(58) 屈服强度σs (MPa):≥335(34) 伸长率δ5 (%):≥19 断面收缩率ψ (%):≥45 冲击功 Akv (J):≥47 冲击韧性值αkv (J/cm2):≥59(6) 硬度:未热处理≤217HB;退火钢≤187HB 试样尺寸:试样尺寸为25mm ●热处理规范及金相组织: 热处理规范:正火,860℃;淬火,840℃;回火,600℃。 ●交货状态:以不热处理或热处理(退火、正火或高温回火)状态交货。要求热处理状态交货的应在合同中注明,未注明者按不热处理交货。 3.热处理工艺: 链轮是一种要求耐磨性很高的零件,如果只做调质处理,只能使其内部组织均匀、晶粒细密。虽有一定的硬度(一般45#在HB225——250左右),但是,这样的硬度不能够满足链轮使用时的耐磨要求,必须要经过淬火、回火处理,如果耐磨要求高的话,还应进行碳氮共渗(氢化)、淬火、回火处理,以提高链轮的耐磨性。所以,光把链轮进行调质处理而缺少表面处理是不对的。
机械加工工艺过程卡片模版
1 / 8
机械加工工序卡片产品型号零(部)件图号 产品名称联轴器零(部)件名称连接座共(6)页第(1)页 车间工序号工序名称材料 机加工车间粗车HT200 毛坯种类每毛坯可制件数每台件数 铸件 1 1 设备名称设备型号设备编号同时加工件数 1 夹具编号夹具名称切削液 工位器具编号工位器具名称 工序工时 准终单件 工步号工步内容工艺装备主轴转速 r/min 切削速度 m/min 进给量 mm/r 切削深度 mm 进给 次数 工步工时 机动辅助 1 设计(日期)审核(日期)标准化(日期)会签(日期)标记处更改文件号签字日期标记处数更改文件号签字日期 2 / 8
机械加工工序卡片产品型号零(部)件图号 产品名称联轴器零(部)件名称连接座共(6)页第(2)页 车间工序号工序名称材料 粗车HT200 毛坯种类每毛坯可制件数每台件数 铸件 1 1 设备名称设备型号设备编号同时加工件数 1 夹具编号夹具名称切削液 工位器具编号工位器具名称 工序工时 准终单件 工步号工步内容工艺装备主轴转速 r/min 切削速度 m/min 进给量 mm/r 切削深度 mm 进给 次数 工步工时 机辅 1 设计(日期)审核(日期)标准化(日期)会签(日期)标记处更改文件号签字日期标记处数更改文件号签字日期 3 / 8
机械加工工序卡片产品型号零(部)件图号 产品名称联轴器零(部)件名称连接座共(6)页第(3)页 车间工序号工序名称材料 HT200 毛坯种类每毛坯可制件数每台件数 铸件 1 1 设备名称设备型号设备编号同时加工件数 1 夹具编号夹具名称切削液 工位器具编号工位器具名称 工序工时 准终单件 工步号工步内容工艺装备主轴转速 r/min 切削速度 m/min 进给量 mm/r 切削深度 mm 进给 次数 工步工时 机动辅助 1 设计(日期)审核(日期)标准化(日期)会签(日期)标记处更改文件号签字日期标记处数更改文件号签字日期 4 / 8
自行车上的物理学知识
自行车上的物理学知识 自行车的车架、轮胎、脚踏、刹车、链条等25个部件中,其基本部件缺一不可。其中,车架是自行车的骨架,它所承受的人和货物的重量最大。按照各部件的工作特点,大致可将其分为导向系统、驱动系统、制动系统: 1、导向系统:由车把、前叉、前轴、前轮等部件组成。乘骑者可以通过操纵车把来改变行驶方向并保持车身平衡。 2、驱动(传动或行走)系统:由脚蹬、中轴、链轮、曲柄、链条、飞轮、后轴、后轮等部件组成。人的脚的蹬力是靠脚蹬通过曲柄,链轮、链条、飞轮、后轴等部件传动的,从而使自行车不断前进。 3、制动系统:它由车闸部件组成、乘骑者可以随时操纵车闸,使行驶的自行车减速、停使、确保行车安全。 此外,为了安全和美观,以及从实用出发,还装配了车灯,支架等部件。 下面来具体介绍一些与力学知识有关的自行车部件: 1、车架部件是构成自行车的基本结构体,也是自行车的骨架和主体,其他部件也都是直接或间接安装在车架上的。 车架部件的结构形式有很多,但总体 可以分为两大类:即男式车架和女式车 架。 车架一般采用普通碳素铜管经过焊 接、组合而成。为了减轻管重量,提高强 度,较高档的自行车采用低合金钢管制 造。为了减少快速行驶的阻力,有的自行车还采用流线型的钢管。 由于自行车是依靠人体自身的驱动力和骑车技能而行驶的,车架便成为承受自行车在行驶中所产生的冲击载荷以及能否舒适、安全地运载人体的重要结构体,车架部件制造精度的优劣,将直接影响乘骑的安全、平稳、和轻快。一般辐条是等径的,为了减轻重力,也有制成两端大、中间小的变径辐条,还有为了减少空气阻力将辐条制成扁流线型。 2、外胎:分软边胎和硬边胎两种。软边胎断面较宽,能全部裹住内胎,着地面积比较大,能适宜多种道路行驶。硬边胎自重轻,着地面积小适宜在平坦的道路上行驶,具有阻力小,行驶轻快等优点。
机械加工工艺卡经典模板
(单位)机械加工工艺过程卡片 产品型号项目七零件图号LX07-01 产品名称数控镗铣孔盘类零件零件名称凸块材料牌号锻铝毛坯种类锻件毛坯外形尺寸100×80×50 备注 工序号工序名称工序内容车间工段设备工艺装备 工 时 10 铣1)粗、精铣四周Ra3.2,尺寸达图纸要求100×80 2)粗铣顶面Ra6.3,厚度达48 3)粗、精铣底面Ra1.6,厚度达45 机加工实训车间铣X52K 200虎钳 20 数控镗铣1)粗、精铣顶面Ra1.6,厚度达图纸要求42±0.031 2)粗、精铣凸台50Ra1.6达图纸要求 3)孔加工达图纸要求 数控实训基地加工中心XH714 200虎钳 30 入库清理、防锈、入库 编制审核批准共页第页 1
(单位)数控加工工序卡片 产品名称或代号零件名称材料零件图号 数控镗铣孔盘类零件凸块锻铝LX07-01 工序号程序编号夹具名称夹具编号使用设备车间 20 711/712/713/71 200机用平口虎钳XH714 数控实训中心 工步号工步内容刀具号刀具规格 mm 主轴转速 r/min 进给量 mm/min 背吃刀量 mm 量具备注 1 粗铣顶面留余量0. 2 T01 Φ80端铣刀500 200 2.8 游标卡尺125±0.02 2 精铣顶面控制高度尺寸42±0.031达Ra1.6 T01 600 150 0.2 3 粗铣凸台留侧余量0.5,底余量0.2 T02 Φ16立铣刀500 100 21.8 4 精铣凸台50Ra1.6成T02 600 80 0.2 5 钻6×M10-7H、4×Φ12H7、2×Φ30H7中心孔T03 Φ2中心钻1500 120 6 钻2×Φ30H7、4×Φ12H7、6×M10-7H至Φ8.5T04 Φ8.5钻头700 80 7 扩4×Φ12H7至4×Φ11.8T05 Φ11.8钻头500 90 8 扩2×Φ30H7至2×Φ19T06 Φ19钻头300 80 编制审核批准共 4 页第 1 页 2
工艺设计卡片模板
机械加工工艺过程卡片班级:1404032 姓名: 专业知识--整理分享
机械加工工艺过程卡片 产品名称轴套零件名称轴套共(7)页第(1)页材料牌号GCR15毛坯种类铸件毛坯外型尺寸每毛坯可制件数 1 每台件数 1 备注 工序号工序名 称 工序内容车间工段设备工艺装备工步工时 备料Θ50×45的棒料 1 车粗车端面及外圆金工CA6140三爪卡盘,YG6硬质合金车刀, 表面粗糙度仪 2 钻钻θ6,θ10,,θ14,,θ18通孔金工Z3025麻花钻,钻床专用夹具,内径千分尺 3 镗粗,精细镗θ20通孔θ30圆柱孔, θ30至θ36的圆锥孔金工CA6140C620-1车床专用夹具内径百分 尺,表面粗糙度仪表 4 车粗车精车θ49至标准尺寸θ48 金工CA614090度外圆车刀,游标卡尺,三爪卡 盘 5 车换端面保护夹θ48面粗,精车θ50 至标准尺寸θ40 金工CA614090度外圆车刀,游标卡尺,三爪卡 盘 6 车端面至标准尺寸保证长度 30mm,40mm 金工CA614090度外圆车刀,游标卡尺,三爪卡 盘 设计日期审核日期标准化日期会签日期 标记处数更改文件号签字日期指导 专业知识--整理分享
(厂名)机械加工工序卡片产品型号零件图号01—01—01 产品名称轴套零件名称轴套共(7)页第(2) 页车间工序号工序名称材料牌号 机加工 车间 车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1 设备名称设备型号设备编号同时加工件数 CA6140 1 夹具编号夹具名称切削液 ZY—01 三爪卡盘 工序工时 标准单件 39.46s 工步号工步内容工艺装备主轴转速 r/min 切削速度 m/min 进给量 mm/r 切削深度 mm 进给 次数 工序工时 机动辅助 1 粗车端面及外圆三爪卡盘,YG6硬质合 金车刀,表面粗糙度仪 90 45 0.5 1.25 1 22s 17.46s 专业知识--整理分享
数控加工工序卡
数控加工工序卡产品名称零件图号零件名称第 1 页连接杠杆连接杠杆共 5 页 工序号工序名称材料 030 铣HT200 加工车间设备名称设备型号 机加工加工中心FANUC 0 MC 主程序名子程序名工件原点 O0001 X0Y0 工步号工步内容夹具刀具 1 粗加工底面专用夹具 Φ25硬质合 金立铣刀 2 铣Φ28上端面至图纸要求专用夹具 3 铣下端面至图纸要求专用夹具 更改标记更改单号更改者/日期批准工艺员校对审定
数控加工工序卡产品名称零件图号零件名称第 2 页连接杠杆连接杠杆共 5 页 工序号工序名称材料 040 铣HT200 加工车间设备名称设备型号 机加工加工中心FANUC 0 MC 主程序名子程序名工件原点 O0002 X0Y0 工步号工步内容夹具刀具 1 铣?10H9mm孔上端面专用夹具Φ16立铣刀 2 铣?10H9mm孔下端面专用夹具Φ16立铣刀 更改标记更改单号更改者/日期批准工艺员校对审定
数控加工工序卡产品名称零件图号零件名称第 3 页连接杠杆连接杠杆共 5 页 工序号工序名称材料 050 铣、钻HT200 加工车间设备名称设备型号 机加工加工中心FANUC 0 MC 主程序名子程序名工件原点 O0003 X0Y0 工步号工步内容夹具刀具 1 钻?28H7mm孔专用夹具 Φ25硬质合 金立铣刀 2 扩?28H7mm孔专用夹具扩刀 3 粗镗?28H7mm孔专用夹具Φ2镗刀 4 精镗?28H7mm孔专用夹具Φ2镗刀 5 精铰?28H7mm孔专用夹具Φ16铰刀 更改标记更改单号更改者/日期批准工艺员校对审定
数控加工工序卡产品名称零件图号零件名称第 4 页连接杠杆连接杠杆共 5 页 工序号工序名称材料 060 铣、钻HT200 加工车间设备名称设备型号 机加工加工中心FANUC 0 MC 主程序名子程序名工件原点 O0004 X0Y0 工步号工步内容夹具刀具 1 铣?11mm孔上端面专用夹具 Φ25硬质合 金立铣刀 2 铣?11mm孔下端面专用夹具 Φ25硬质合 金立铣刀 更改标记更改单号更改者/日期批准工艺员校对审定
数控加工工艺卡
数控加工工艺卡 《数控加工工艺学》期末考试 根据表1.1,表1.3所给零件图及条件,完成以下表2,表1.5工艺文件的编制工作。 表1.1 机械加工任务书 任务书编号 2010-12 北京联合大学零件名称轴机械加工任务书机电学院零件图号 JS-01 加工内容机械加工件数 1000 / 月 1.6 1:5 3.23.2 .32 编制北京联合大学机电学院 2010 年 12 月24 日第1页 45标记处数更改文件名签字日期轴设计图样标记重量比例2:1JS-01共张第张日期 表1.2 机械加工任务书 任务书编号 2010-12 北京联合大学零件名称中间套机械加工任务书机电学院 零件图号 JS-02 加工内容机械加工件数 1000 / 月 1.6 3.2 3.2 编制北京联合大学机电学院 2010 年 12 月24 日第2页
45 标记处数更改文件名签字日期中间套设计图样标记重量比例 1.5:1JS-02共张第张日期 表1.3 机械加工任务书 任务书编号 2010-12 北京联合大学零件名称套机械加工任务书机电学院零件图号 JS-03 加工内容机械加工件数 1000 / 月 1.6 全部: 锐边去毛倒棱,未注倒角为C1 编制北京联合大学机电学院 2010 年 12 月24 日第 3 页 45 标记处数更改文件名签字日期套设计图样标记重量比例1.5:1JS-03共张第张日期 1JS-01轴145单件总计序号代号名称数量材料备注重量 标记处数更改文件名签字日期轴套组合件设计图样标记重量比例3JS-03套1452:12JS-02中间套145共张第张日期 表2 数控加工工序过程卡片 零件名称零件图号北京联合大学机械加工工序过程卡片机电学院种类 毛坯 工序号尺寸件数材料 加工车间设备名称工艺装备时间定额/min 工 序工序内容夹具刀具量具单件准备 号 编年月日第页制 表3 数控加工工序片