螺旋丝攻
加工中心攻螺纹编程G84指令详解
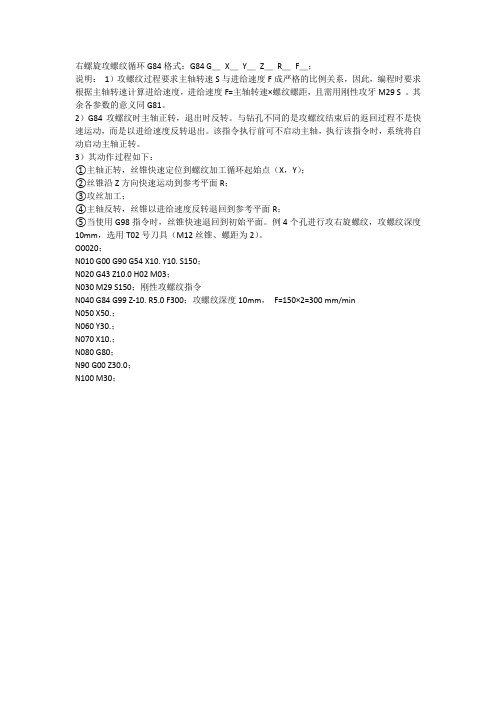
右螺旋攻螺纹循环G84格式:G84 G_X_Y_Z_R_F_;
说明:1)攻螺纹过程要求主轴转速S与进给速度F成严格的比例关系,因此,编程时要求根据主轴转速计算进给速度,进给速度F=主轴转速×螺纹螺距,且需用刚性攻牙M29 S 。
其余各参数的意义同G81。
2)G84攻螺纹时主轴正转,退出时反转。
与钻孔不同的是攻螺纹结束后的返回过程不是快速运动,而是以进给速度反转退出。
该指令执行前可不启动主轴,执行该指令时,系统将自动启动主轴正转。
3)其动作过程如下:
①主轴正转,丝锥快速定位到螺纹加工循环起始点(X,Y);
②丝锥沿Z方向快速运动到参考平面R;
③攻丝加工;
④主轴反转,丝锥以进给速度反转退回到参考平面R;
⑤当使用G98指令时,丝锥快速退回到初始平面。
例4个孔进行攻右旋螺纹,攻螺纹深度10mm,选用T02号刀具(M12丝锥、螺距为2)。
O0020;
N010 G00 G90 G54 X10. Y10. S150;
N020 G43 Z10.0 H02 M03;
N030 M29 S150;刚性攻螺纹指令
N040 G84 G99 Z-10. R5.0 F300;攻螺纹深度10mm,F=150×2=300 mm/min
N050 X50.;
N060 Y30.;
N070 X10.;
N080 G80;
N90 G00 Z30.0;
N100 M30;。
02.压铸机加攻牙知识培训

有屑丝攻与无屑丝攻的外形比较
有屑丝攻
无屑丝攻
有屑丝攻与无屑丝攻螺纹比较
有屑丝攻
无屑丝攻
五、挤压丝攻的定义
• 挤压丝锥就是相对于切削丝锥而言。普通丝锥是 切削丝锥,用它攻丝就是通过切除金属的方式来 获得内螺纹的。而挤压丝锥是通过丝锥上螺纹棱 带挤压内孔金属,使金属变形后充满丝锥牙槽, 丝锥退出后形成内螺纹。挤压丝锥适合在韧性材 料上攻丝,如锌合金、铝合金、铜合金、不锈钢 、低碳钢等。形成的内螺纹光洁度高、精度高, 强度大。它要求的底孔尺寸不同于切削丝锥攻丝 的底孔。
解决方案: 适当减少丝攻前角;适当增加有效牙的长度;降低 硬度并及 时更换丝攻。
十一、攻牙时常见的问题/原因分析/ 解决方法
十、攻牙时常见的问题及原因分析
3.问题点描述:丝攻磨损过快 原因分析:攻螺纹时切削速度过高;丝攻刃磨参数选择不合 适;切削液选择不当,切削液不充分;工件的材料 硬度过高; 丝攻刃磨时,产生烧伤现象。螺纹中径 过大:丝攻的中径精度等级选择不当;切削选择 不合理;攻螺纹切削速度过高;丝攻与工件的螺纹 底孔同轴度差;丝攻刃磨的参数选择不合适;刃磨 丝攻中产生毛刺,丝攻切削锥长度过短。 解决方案: 适当降低切削速度;减少丝攻前角,加长有效牙的长 度;加深攻牙深度,选择丝攻吃入部长的丝攻,进行 表面镀钛处理,选用润滑性好的切削液;正确地刃磨 丝攻。
底孔过小,材料挤压过多,造成攻牙后尺寸会偏小, 过PIN规时通规不能通过。
八、牙孔的检測工具
• 牙規 (检測牙纹的牙锋、牙锋內牙经) • 塞規 (1. 未攻牙前检測板孔的大小是否在規格內 2. 攻牙后牙经的直径大小) • 扭力计(检測螺钉在牙纹所承受的扭力转动强度)
九、攻牙所使用的设备
• 机戒设备 • 手动和自动攻牙机,靠电机带动齿轮转动产生, 攻牙过程.其中齿轮的大小是控制牙纹的关键,大齿 轮攻小牙纹,小齿轮攻大牙纹. • 如齿轮不同、转速不同,(丝攻不同牙距就不同, 齿轮代表牙距)齿轮牙距与丝攻牙距不同,极易 将牙纹绞烂,从而产生滑牙、烂牙、牙扭不进现象.
丝攻的种类分哪些

一般用先端丝攻、不锈钢用先端丝攻、深孔用先端丝攻、枪膛丝攻(Gun Flute Tap)
蜗旋丝攻
一般用蜗旋丝攻、不锈钢用蜗旋丝攻、高碳钢用蜗旋丝攻、深孔用蜗旋丝攻、左蜗旋丝攻。
无槽丝攻
钢用High Roll Tap无槽丝攻、钢用New Roll Tap非圆丝攻、非铁金属用无槽丝攻、非铁金属用非圆丝攻。
丝攻的种类分哪些
KS)、铸铁用手绞丝攻、压铸件用手绞丝攻、塑 树脂件用手绞丝攻、高硬钢用手绞丝攻、螺丝衬套用丝攻、加大尺寸用手绞丝攻(SKH.SKS)、碳化钨丝攻。
螺帽丝攻
螺帽丝攻(SKH.SKS)
管用丝攻
一般管用推拔丝攻(SKH.SHS)、短螺丝形推拔丝攻、铸铁用推拔丝攻、软铁用推拔丝攻、管用推拔互塔断续丝攻、一般管用平行丝攻(SKH.SKS)。
柄部特殊丝攻
莫氏推拔丝攻、弯柄丝攻、培安丝攻、套柄丝攻、长柄丝攻、皮带轮丝攻。
复合丝攻
有钻头丝攻[A型(铸铁用)钻头丝攻、B型(钢用)钻头丝攻]、增径丝攻、带绞刀丝攻、异径丝攻、带道杆丝攻。
刃部可换丝攻
壳型丝攻、镶刃丝攻
其他
直径增大丝攻、种丝攻(亚太自动车床网)。
美制丝攻尺寸规格对照表【免费下载】
一种加工内螺纹的刀具,沿轴向开有沟槽。
也叫螺丝攻。
丝锥根据其形状分为直槽丝锥,螺旋槽丝锥和螺尖丝锥(先端丝锥)。
直槽丝锥加工容易,精度略低,产量较大。
一般用于普通车床,钻床及攻丝机的螺纹加工用,切削速度较慢。
螺旋槽丝锥多用于数控加工中心钻盲孔用,加工速度较快,精度高,排屑较好、对中性好。
螺尖丝锥前部有容屑槽,用于通孔的加工。
工具厂提供的丝锥大都是涂层丝锥,较未涂层丝锥的使用寿命和切削性能都有很大的提高。
不等径设计的丝锥切削负荷分配合理,加工质量高,但制造成本也高。
梯形螺纹丝锥常采用不等径设计。
机用和手用丝锥是切制普通螺纹的标准丝锥。
中国习惯上把制造精度较高的高速钢磨牙丝锥称为机用丝锥,把碳素工具钢或合金工具钢的滚牙(或切牙)丝锥称为手用丝锥,实际上两者的结构和工作原理基本相同。
通常,丝锥由工作部分和柄部构成。
工作部分又分切削部分和校准部分,前者磨有切削锥,担负切削工作,后者用以校准螺纹的尺寸和形状。
供加工螺母或其他机件上的普通内螺纹用(即攻丝).机用丝锥通常是指高速钢磨牙丝锥,适用于在机床上攻丝;手用丝锥是指碳素工具钢或合金工具钢滚牙(或切牙)丝锥,适用于手工攻丝。
丝锥是加工各种中、小尺寸内螺纹的刀具,它结构简单,使用方便,既可手工操作,也可以在机床上工作,在生产中应用得非常广泛。
对于小尺寸的内螺纹来说,丝锥几乎是唯一的加工刀具。
丝锥的种类有:手用丝锥、机用丝锥、螺母丝锥、挤压丝锥等。
攻丝是属于比较困难的加工工序,因为丝锥几乎是被埋在工件中进行切削,其每齿的加工负荷比其它刀具都要大,并且丝锥沿着螺纹与工件接触面非常大,切削螺纹时它必须容纳并排除切屑,因此,可以说丝锥是在很恶劣的条件下工作的。
为了使攻丝顺利进行,应事先考虑可能出现的各种问题。
如工件材料的性能、选择什么的刀具及机床、选用多高的切削速度、进给量等。
在特殊工件材料上攻丝丝锥工件材料的可加工性是攻丝难易的关键。
现丝锥生产厂家主要关注的是,发展针对特殊材料加工的丝锥。
攻螺纹、套螺纹技巧-工程

攻螺纹、套螺纹技巧-工程常用的在角螺纹工件,其螺纹除采用机械加工外,还可以用钳加工方法中的攻螺纹和套螺纹来获得,。
攻螺纹(亦称攻丝)是用丝锥在工件内圆柱面上加工出内螺纹;套螺纹(或称套丝、套扣)是用板牙在圆柱杆上加工外螺纹。
一、攻螺纹1.丝锥及铰扛(1)丝锥丝锥是用来加工较小直径内螺纹的成形刀具,一般选用合金工具钢9SiGr制成,并经热处理制成。
通常M6~M24的丝锥一套为两支,称头锥、二锥;M6以下及M24以上一套有三支、即头锥、二锥和三锥。
每个丝锥都有工作部分和柄部组成。
工作部分是由切削部分和校准部分组成。
轴向有几条(一般是三条或四条)容屑槽,相应地形成几瓣刀刃(切削刃)和前角。
切削部分(即不完整的牙齿部分)是切削螺纹的重要部分,常磨成圆锥形,以便使切削负荷分配在几个刀齿上。
头锥的锥角小些,有5~7个牙;二锥的锥角大些,有3~4个牙。
校准部分具有完整的牙齿,用于修光螺纹和引导丝锥沿轴向运动。
柄部有方头,其作用是与铰扛相配合并传递扭矩。
(2)铰扛铰扛是用来夹持丝锥的工具,常用的是可调式铰扛。
旋转手柄即可调节方孔的大小,以便夹持不同尺寸的丝锥。
铰扛长度应根据丝锥尺寸大小进行选择,以便控制攻螺纹时的扭矩,防止丝锥因施力不当而扭断。
2.攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p (螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+-.7d(3)孔口倒角攻螺纹前要在钻孔的孔口进行倒角,以利于丝锥的定位和切入。
螺丝攻牙对照表
30.210 29.835
30.676 30.376
30.252 29.752
31.210 30.835
31.676 31.376
33.676 33.376
33.252 32.752
34.210 33.835
34.676 34.376
--
--
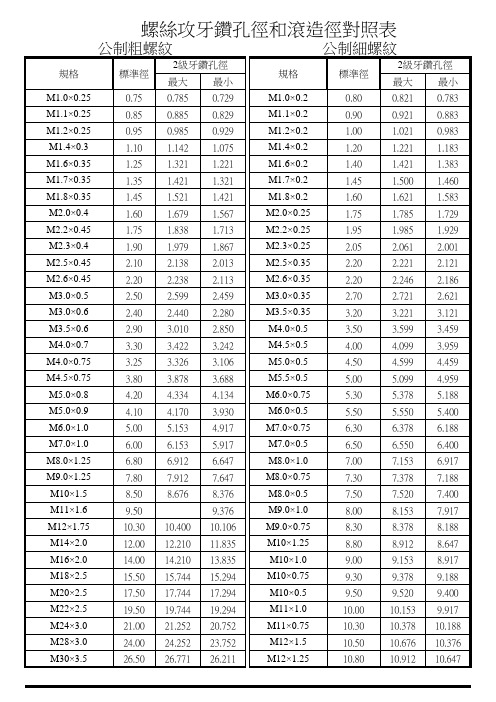
螺絲攻牙鑽孔徑和滾造徑對照表
美制粗螺紋
美制細螺紋
規格(UNC)
美制特細螺紋
美制特細螺紋
規格(UNEF)
NO. 12 - 32 1/4 - 32 5/16 - 32 3/8 - 32
7/16 - 28 1/2 - 28
標準徑
4.70 5.60 7.10 8.70 10.20 11.80
2級牙鑽孔徑
最大
最小
4.826 4.623
5.690 5.486
7.264 7.087
17.958 17.678
21.133 20.853
24.308 24.028
--
--
螺絲攻牙鑽孔徑和滾造徑對照表
公制迫牙絲攻鑽孔徑
美制迫牙絲攻鑽孔徑
規格
M1.0×0.25 M1.1×0.25 M1.2×0.25 M1.4×0.3 M1.6×0.35 M1.7×0.35 M1.8×0.35 M2.0×0.40 M2.2×0.45 M2.3×0.4 M2.5×0.45 M2.6×0.45 M3.0×0.5 M3.5×0.6 M4.0×0.7 M5.0×0.8 M6.0×1.0 M7.0×1.0 M8.0×1.25 M10×1.5 M10×1.25 M12×1.75 M12×1.25
20.00 20.210 19.835
20.50 20.676 20.376
手工攻螺纹的操作方法
手工攻螺纹的操作方法
手工攻螺纹的操作方法如下:
1. 准备工作:选择合适的攻丝刀具和工件,在工件上标记出攻螺纹的位置。
2. 固定工件:将工件夹在工作台上,确保其牢固稳定。
3. 预钻孔:使用合适的钻头预先钻孔。
这步是为了方便后续攻螺纹刀具的进入和定位。
4. 定位:将攻螺纹刀具的起始位置与预钻孔对齐,确保攻刀正对预钻孔中心,然后慢慢转动刀具,开始攻螺纹。
5. 攻螺纹:用适当的力量向下施加压力,同时以顺时针方向(从左向右)旋转攻刀,使刀具将螺纹切削进工件。
切削时要稳定均匀,保持合适的速度和力度。
6. 清除屑片:定期停下来,清除掉产生的金属屑片和切削液。
这是为了防止屑片堆积对切削效果造成干扰,并保持刀具的清洁锋利。
7. 调整攻刀角度:根据需要可调整攻刀的角度,以实现所需的螺纹形状和尺寸。
8. 抬刀和完成:在攻刀到达预定深度后,逆时针方向抬刀,然后用适当工具清
理螺纹内侧,完成手工攻螺纹的过程。
注意事项:
- 使用合适的攻刀刀具,确保其质量和适用于所需的螺纹规格和材料。
- 确保工作台和工件的稳定固定,以避免刀具滑动或工件移动。
- 保持攻螺纹刀具和工件清洁,并使用适量的切削液来降低切削热和摩擦。
- 操作时要小心谨慎,避免受伤。
可以使用手套和护目镜来保护手部和眼睛安全。
- 如果不熟悉手工攻螺纹的操作,建议先进行一些训练和实践,以提高操作技巧和安全性。
m5丝锥标准螺距
m5丝锥标准螺距
M5丝锥是一种常见的工具,用于加工M5螺纹的标准螺距。
螺距是指螺纹的螺旋线上相邻螺纹峰之间的距离。
M5螺纹是一种小型螺纹,常用于一些需要较小连接件的应用,如电子设备、精密仪器和机械装配等。
根据国际标准ISO 68-1,M5丝锥的标准螺距为0.8毫米。
这意味着每个螺纹峰之间的距离为0.8毫米。
螺纹的形状和设计可确保螺母和螺纹之间的牢固连接。
使用M5丝锥时,需要先在工件上钻孔,并使用合适的工具将丝锥插入孔中。
然后,通过旋转丝锥,将其沿着孔壁旋转,直到螺纹完全形成。
M5丝锥的标准螺距使得它非常适合需要紧固连接的应用。
螺纹的标准化可以确保不同制造商生产的螺母和螺栓可以互换使用,提高了组装的方便性和效率。
此外,标准螺距也使得在需要更换或调整连接件时更容易找到适配的配件。
需要注意的是,在一些特殊情况下,可能需要使用非标准螺距的M5丝锥。
例如,某些特殊应用可能需要更紧密的连接,因此需要较小的螺距。
在这种情况下,可以选择使用非标准螺距的丝锥。
总之,M5丝锥的标准螺距为0.8毫米,适用于需要小型螺纹连接的应用。
标准螺距使得螺纹连接方便、高效,并确保了不同制造商生产的螺母和螺栓的互换性。
无论是在家庭维修还是工业制造中,M5丝锥都是一种重要的工具。
螺纹底孔及攻丝深度与钻头丝锥知识—PPT
3
4
一 、简介
实际在设计过程中,特别是有几年工作经验的设计人 员,一般情况下基本不会去查阅手册来确定,如M10的螺 钉,我要打多大的底孔,深度是多少,公差标注多少,攻 丝深度等等,完全根据经验值来给出。当然,在现今制图 软件中一般给出螺纹深度,底孔会自动给出,已经集成了 标准图库。但作为机械工程中的基础知识,我们需要明白 其设计依据,真正系统掌握在记忆中,并能灵活运用。
11
二、螺纹深度经验总结
2、拧入深度,底孔深度及螺纹深度总结经验公式(盲孔)
通孔螺纹的拧入深度比盲孔要深一点,设计中可
认为基本等同于盲孔的攻螺纹深度。
以钢体工件为例(列举三种规格种来总结公式)
螺距p(粗牙)
1 1.25 1.5
公称直径d
6 8 10
盲孔拧入深 度L
6 8 10
攻螺纹深度 L1
8 10 13
17
三、钻孔及攻丝工具
攻丝所用的工具为丝锥,按形状可分为: 普通直槽丝锥 螺旋槽丝锥 挤压丝锥
18
三、钻孔及攻丝工具
普通直槽丝锥 ➢ 向下排屑 ➢ 适用于硬度较高、粉末状
或短短切屑材料 ➢ 用于加工通孔或深度较小
的盲孔
19
三、钻孔及攻丝工具
螺旋槽丝锥 ➢ 沿螺旋槽向上排屑 ➢ 加工盲孔的最佳选择 ➢ 寿命长,耐用度高
14
三、钻孔及攻丝工具
钻底孔一般使用麻花钻,根据实际情况也可用中心钻, 扩孔钻或者铣刀等。
15
三、钻孔及攻丝工具
• 钻孔直径一般小于80mm,钻较大孔时,根据孔的尺寸 精度要求,可分多次钻成,或用扩孔钻或铣刀完成加工。
直径50mm攻外螺纹
直径50mm攻外螺纹螺纹是一种常见的机械连接方式,广泛应用于各种机械设备和工具中。
在螺纹连接中,攻丝是常用的一种加工方式,可以将螺纹直接加工在工件上。
本文以直径50mm攻外螺纹为题,将从螺纹的基本概念、加工方法以及应用领域等方面进行探讨。
我们来了解一下螺纹的基本概念。
螺纹是一种螺旋形的线条,它由圆柱面上的等距螺旋线组成。
螺纹一般分为内螺纹和外螺纹两种,其中外螺纹是指螺纹位于零件外表面的一种螺纹。
直径50mm攻外螺纹即为将直径为50mm的圆柱形工件表面加工成外螺纹。
接下来,我们来了解一下直径50mm攻外螺纹的加工方法。
直径50mm的外螺纹加工通常采用攻丝的方式。
攻丝是通过使用攻丝刀具在工件表面切削出螺纹的过程。
在攻丝加工中,需要先选择合适的攻丝刀具,然后将其安装在攻丝机床上。
接着,将工件固定在机床上,并进行适当的定位。
最后,通过控制机床的进给运动和旋转运动,使攻丝刀具逐渐切削出外螺纹。
在加工过程中,需要注意保持合适的切削速度和进给量,以确保螺纹的质量和精度。
直径50mm攻外螺纹广泛应用于各种机械设备和工具中。
例如,汽车发动机中的曲轴、螺杆泵中的螺杆、机械传动装置中的轴等都可能需要直径50mm的外螺纹连接。
螺纹连接具有结构简单、拆装方便、承载能力高等优点,因此在机械制造中得到了广泛应用。
此外,直径50mm攻外螺纹还常用于管道连接、紧固件制造、航空航天等领域。
总结起来,直径50mm攻外螺纹是一种常见的螺纹加工方式,通过使用攻丝刀具在直径为50mm的工件表面切削出外螺纹。
直径50mm攻外螺纹广泛应用于各种机械设备和工具中,具有结构简单、拆装方便、承载能力高等优点。
在实际加工中,需要注意选择合适的攻丝刀具,并控制好切削速度和进给量,以确保螺纹的质量和精度。
希望通过本文的介绍,读者对直径50mm攻外螺纹有了更加深入的了解。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
苏州市相城区元和日峰五金数控刀具商行
苏州市相城区元和日峰五金数控刀具商行
螺旋丝攻
【螺旋丝攻价格 螺旋丝攻供应商 YAMAWA螺旋丝攻价格】
产品名称: 供应日本YAMAWA螺旋丝攻 螺旋丝攻价格
规 格: M6
产品类别: 日本YAMAWA丝攻
螺旋丝攻一种加工内螺纹的刀具,沿轴向开有沟槽,也叫螺丝攻。
对不通孔被削材之攻牙作业,螺旋丝锥与一般手用丝锥不同的是,普
通的手用丝锥之沟槽成直线型,而螺旋丝锥是成螺旋型,螺旋丝锥在
攻牙时,以其螺旋槽的上升旋转作用能轻易地把铁屑排出孔外,以免
铁屑残留或堵塞于沟槽内,而造成丝锥折断,刃部崩裂,因此能增长
丝锥的寿命与切削出最高精度之螺纹,切削速度可较直槽丝锥加快
30 -50%。
我们是一家专业代理台湾,日韩及欧美刀具的公司,产品涵盖车削,
铣削,孔加工等全系刀具,可为客户提供最优化的刀具方案,解决加
工过程的遇到的问题。
产品主要有:
1、台湾丸荣高速刀柄,精密搪刀。(丸荣公司以前主要是给日本尼肯,
大昭和,美国肯那代工的一个工厂)
2、台湾豪力辉动力刀座,角度头,第四轴,精密虎钳。
3、韩国YG钨钢铣刀,高速度铣刀,铝用铣刀,不锈钢铣刀。
苏州市相城区元和日峰五金数控刀具商行
苏州市相城区元和日峰五金数控刀具商行
4、日本YAMAWA丝攻,三丰量具,NACHI钻头。
5、台湾丽勋高速顶尖,精展磨床配件。三禄车刀。
6、日本三菱,住友,京瓷,日立刀片。
7、德国WIDIA可转位刀具,刀片。以色列瓦格斯螺纹刀具。
8、台湾P-BECK精密油压虎钳,快速钻头总代理
9、非标定制硬质合金刀具,PCD,CBN刀具