模具维修记录表
刀模使用寿命记录表
刀模使用寿命记录表
刀模使用寿命记录表是一个用于记录刀模使用寿命的表格,用
于跟踪和管理刀模的使用情况,以便于及时进行维护和更换。
以下是一个可能的刀模使用寿命记录表的示例:
序号刀模编号客户名称刀模类型生产批次使用次
数裂纹/损伤情况维修/更换时间
1 DM001 客户1 模具A 批次1 10 无 -
2 DM002 客户2 模具B 批次2 5 有 2021-01-10
3 DM003 客户3 模具A 批次1 15 无 -
4 DM001 客户1 模具B 批次2 8 有 2021-02-05
5 DM002 客户2 模具A 批次2 12 无 -
在这个示例中,每一行代表一个刀模的使用情况。
每个字段的
含义如下:
- 序号:刀模使用寿命记录的序号
- 刀模编号:刀模的唯一标识符
- 客户名称:使用该刀模的客户名称
- 刀模类型:刀模的类型或模具种类
- 生产批次:使用该刀模进行生产的批次或订单号
- 使用次数:该刀模已经使用的次数
- 裂纹/损伤情况:刀模是否有裂纹或损伤,有则记录“有”,无则记录“无”
- 维修/更换时间:如果刀模需要维修或更换,则记录维修或更换的日期
通过填写和更新刀模使用寿命记录表,企业可以清楚地了解每个刀模的使用情况和损耗情况,以便及时进行维护和更换,减少生产中的损失。
模具履历表
记录人
模 具 领 用
3、领用人 4、归还日期 5、模具归还状态 6、确认人 1、试模日期
2、试模不良描述
试 模 详善方法
5、改善效果 6、试模人 7、试模结果 8、品管确认 1、异常现象
2、原因解释
模 具 异 常 记 录
3、维修措施
4、维修人 5、维修日期 6、维修结果确认 7、确认人
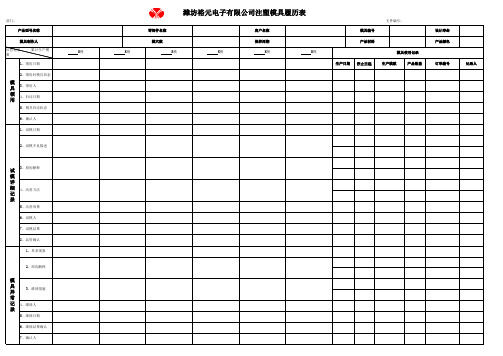
潍坊裕元电子有限公司注塑模具履历表
部门: 产品型号名称 模具制作人 信息记录 累计生产模数 1、领用日期 2、领用时模具状态 K模 K模 零部件名称 模穴数 K模 K模 客户名称 保养周期 K模 K模 生产日期 停止日起 生产模数 模具编号 产品材料 模具使用记录 产品数量 订单编号 文件编号: 设计寿命 产品颜色
模具维修保养作业规范

模具维修保养作业规范文件编号:文件种类: 三阶文件制定日期: 12 / 02 / 2003版本: Rev 1.0 页次: 1/3一、目的:1.1使本部门组立及相关人员掌握模具维修与保养的方法和技巧,规范与管制模具维修与保养的作业流程?以保证生产的顺利稳定进行,并延长模具的使用寿命.1.2.作为注塑部模具组立与维修人员上岗前教育训练之教材.二、范围:注塑部组立人员,其它相关人员.三、定义:无四、权责:注塑部模具维修组.五、作业内容:5.1模具维修作业流程图权责单位使用窗体品保部 [品质异常单]维修组 [模具维修记录表]NG品保文件编号:文件种类: 三阶文件制定日期: 12 / 02 / 2003版本: Rev 1.0 页次: 2/3OK5.2作业说明:5.2.1质量异常时,注塑部首先收到品保部门开出的[质量异常单],异常内容须写清楚.5.2.2生产单位主管根据异常情况判定是否停机修模.5.2.3维修组人员根据[质量异常单]所列异常内容对模具进行异常原因分析,然后确定修模方法,主要如下:(模具段)异常内容原因分析维修方法1.模仁设计尺寸异常. 1.敦促设计者改善.尺寸异常 2.模仁加工异常. 2.模仁尺寸确认,反修或重工.3.模仁损坏. 3.更换模仁.1.模仁间隙. 1.垫高模仁消除间隙.毛边 2.模仁损伤. 2.更换模仁.1.顶针头部或顶针孔有油污. 1.清洗相关部位油污 2.模腔内油污. 2.清洗模仁1.浇口太小. 1.增大浇口.2.模温太低. 2.水量减小.不饱模 3.排气不良. 3.增加排气或溢料井.4.难进浇. 4.增加进浇点.1.模仁未抛光. 1.抛光处理.粘模 2.模仁无脱模斜度或斜度太小 2.增加斜度或加大斜度.3.顶出力不够. 3.增加顶针.文件编号:文件种类: 三阶文件制定日期: 12 / 02 / 2003版本: Rev 1.0 页次: 3/3包风 1.模具排气不良. 1.改良进浇点或增加排气装置.1.模温过低. 1.增加模温.流纹 2.排气不畅顺. 2.增加排气.1.模温太低. 1.增加模温.气泡 2.浇口太小. 2.增加浇口尺寸.5.2.4模具组立维修人员在维修模具完成后,须及时填写[模具维修记录表],作为以后模具状况调查追踪的依据.5.2.5重新开机生产后,若产品异常消除且无新的异常发生,则模具维修作业完成.否则继续修模直至OK.5.3模具保养作业:5.3.1模具保养有以下几种情况?5.3.1.1大量量产中的模具:因为此时模具的排气?部分尺寸的稳定性?模仁强度等都会有一定的变化,必须定期检查模具状况,以便生产的顺利进行.保养内容?a> 模具冷却系统是否顺畅,有无渗漏堵塞现象,如有则停机进行疏通和密封动作.b> 模具是否有排气不畅的现象,如有则须增加排气,以免影响产品质量.c> 模具导柱导套配合是否顺畅,有无定期上润滑油.d> 模具定位系统是否正常,有无偏差.e> 模具有无断PIN或模仁损伤等.5.3.1.2量产或试模后的模具保养内容:a> 检查生产中有无受损的模仁,及时更换以利下次生产的顺利进行.b> 模具若要放置一段时间,要把模具中残留的塑料清除,模腔清理干净,将冷却水道内残余水吹出,模面不能有水分存在以免生锈.c> 模具表面涂上防锈油,再放置于模具架上.5.3.1.3已经保养的模具但已超过三个月未曾生产:此类模具要定期查看有无生锈?发霉等.5.3.1.4以上所有保养内容都记录于[模具保养卡]六、相关文件:无七、使用窗体:7.1[模具维修记录表]7.2[模具保养卡]八、附件:无。
注塑模具年度保养计划表格-概述说明以及解释
注塑模具年度保养计划表格-范文模板及概述示例1:Introduction:注塑模具是制造塑料制品的重要工具,它的性能直接影响到产品质量和生产效率。
为了确保注塑模具的正常运行和延长其使用寿命,定期的保养是非常重要的。
制定一个年度的保养计划表格可以帮助企业更好地管理和维护模具设备,提高生产效率和降低故障率。
保养计划表格内容:1.模具基本信息:在保养计划表格上列出每个注塑模具的基本信息,如模具编号、启用日期、最近一次维护日期等。
这些信息有助于跟踪模具的使用情况和维护记录。
2.保养项目清单:制定一个具体的保养项目清单,包括常规保养、定期更换部件、清洁润滑等项目。
每个保养项目都应该有具体的操作指导和频率要求。
3.保养记录表:在保养计划表格上设立一个保养记录表格,用于记录每次对模具的保养情况。
记录包括保养时间、保养内容、操作人员、备注等信息。
4.异常处理流程:在保养计划表格上列出模具出现异常情况时的处理流程和联系人信息。
及时处理模具问题可以降低生产故障率和维修成本。
5.定期检查计划:制定模具的定期检查计划,包括每月、季度、半年或年度的检查内容和频率。
定期检查可以发现模具问题并及时修复,避免生产中断。
Conclusion:通过制定注塑模具年度保养计划表格,可以帮助企业更好地管理和维护模具设备,提高生产效率和产品质量。
定期的保养和维护可以延长模具的使用寿命,降低维修成本,确保生产顺利进行。
企业应该重视模具的保养工作,制定科学合理的保养计划,并严格执行,以保证生产的稳定性和可靠性。
示例2:注塑模具作为生产过程中不可或缺的工具,其正常运行对产品质量和生产效率起着至关重要的作用。
为了确保注塑模具的正常运行和延长其使用寿命,定期的保养和维护尤为重要。
因此,制定一份注塑模具年度保养计划表格是非常必要的。
下面是一个注塑模具年度保养计划表格的示例:项目内容负责人完成时间清洁使用专门的清洁剂对模具进行清洗维修人员每月初润滑对模具的移动部件进行润滑,确保运行顺畅维修人员每季度检查和更换磨损部件定期检查模具的磨损情况,根据需要更换磨损严重的部件维修人员每半年调试和测试对模具进行定期调试和测试,确保其正常工作生产主管每季度存储和保护对不使用的模具进行正确的存储和保护,防止生锈和损坏仓库管理员每周通过制定并严格执行注塑模具年度保养计划表格,可以有效地提高注塑模具的使用寿命和生产效率,减少因模具故障而造成的损失。
维修申请单(表格模板、doc格式)

来趟共¥元
回趟共¥元
我司负责
我司负责
维修方负责
维修方负责
总金额
¥元
□已结案□未结案
再发防止
回归标准化(附件)
作成
核准
模具日常点检表
作业标准书
设备日常点检表
制程检验标准书
模具履历表
成品检验标准书
设备履历表
作业标准书
使用本单据请注意是否为最新版本。
权责主管签署处置内容原因紧急对策暂时措施追踪确认维修记录品名型号数量金额维修工时费用人分元分元故障停止工时费用人分元分元交通费来趟共元回趟共元我司负责我司负责维修方负责维修方负责总金额元已结案未结案再发回归标准化附件作成核准模具日常点检表作业标准书本单据流程
维修申请单
保管编号:
速别
最速件
普通件
类别
比天空更宽阔的是人的胸怀”。所以,你性格开朗、活泼可爱,用乐观感染着周围的同学;你尊敬师长,关心集体,学习自觉,尽量做到让家长老师宽心。各科成绩不太拔尖,但平衡。如此可爱的学生,老师希望你能坚定信心,有迎难而上的勇气,争取学习成绩有大的突破。
你相信“人若有志,就不会在半坡停止。”就学习的阶段性而言,你处在初中的半山腰;就你进步的阶段而言,你也处在半山腰,这座右铭包含了你对自己的鼓励,希望你能真正意义上的做到勇往直前!机器设备
厂务
速件
模、治具
设备编号
作成
审查
本单据流程:申请者→→直属主管→→经理→→内外修判定→→登录→→维修者→→设备组确认归档。
核准
(申请者填写)
设备名称
故障发生时间
年月日时分
故障发生地点
希望修复时间
年月日时
图示
故障现象
模具保养流程图

作业流程图
作业说明
相关文件/表单
正常生产
生产部
班长对生产中的模具进行检查,并记录到模具日点检表
模具台账
模具日点检表
生产部
质量部
1.生产中模具故障由班长填写模具维修单进行报修;
2.涉及产品缺陷的质量开具模具故障维修单,缺陷样品一并送到模具处;
3.模具需要为的模具人员开具模具维修单;
4.模具生产结束根据模具保养基准对模具进行保养
模具大保养记录表
5.根据模具小保养、大保养管作业指导书执行;
6.模具上分别有四个标示;
a.红色代表模具损坏需要维修或正在维修;
b.黄色代表模具待保养;
c.绿色代表模具可以生产;d.蓝色代表模具正在生产;
7.模具保养完成后做好标示,填写模具保养履历表;
8.模具存放准备生产;
模具维修单
模具履历表
模具保养基准
模具小保养记录表
工装模具易损件更换计划及更换记录
工装模具易损件更换计划及更换记录工装模具的易损件指的是在使用过程中容易磨损、断裂或丧失功能的零部件,如切削刀具、导向件、密封件、摩擦件等。
为了保证工装模具的正常运行和有效生产,需要制定易损件更换计划及进行更换记录。
下面是一个关于工装模具易损件更换计划及更换记录的例子。
一、易损件更换计划:2.确定易损件库存量:根据工装模具的种类和使用频率,确定易损件的库存量。
一般来说,需要根据每个易损件的使用频率进行计算,确保有足够的备件可供更换。
3.制定易损件更换流程:确定易损件更换的具体流程,包括拆卸原部件、更换新部件、调试测试等环节。
要确保更换的部件能够正常工作,并在更换后进行测试和记录。
4.制定易损件更换标准:确定易损件更换的标准,包括部件的尺寸、材质、功能等要求。
更换的部件必须符合标准,并能够正常运行。
二、易损件更换记录:1.记录更换前的部件状态:在更换前,记录下易损件的状态,包括磨损程度、损坏情况、功能丧失等。
可以通过拍照或文字描述来记录。
2.记录更换的部件信息:在更换时,记录下更换的部件信息,包括名称、型号、制造商、生产日期等。
可以通过填写更换记录表格或输入到电子数据库中进行记录。
3.记录更换后的测试结果:在更换后,进行测试,并记录下测试结果。
测试结果应包括部件的工作状态、运行效果等。
测试结果可以通过文字描述、图片或视频等方式进行记录。
4.记录更换原因和维修措施:记录下更换部件的原因,如磨损、断裂、失效等,以及采取的维修措施,如更换新部件、修复原部件等。
记录应详细描述更换前的问题和更换后的解决方案。
5.记录更换的时间和责任人:记录下易损件更换的时间和责任人。
这有助于追踪易损件更换的频率和负责人。
通过制定易损件更换计划及进行更换记录,可以及时了解工装模具的易损件状态,确保易损件及时更换,减少工装模具的维修和停机时间,提高生产效率。
同时,也可以追踪易损件更换的频率和负责人,为进一步改进维护计划提供参考依据。
模具履历表
日期:模具名称模具编号模具区号投入日期制造厂家产品名称模具尺寸模具使用寿命产品图号模具外形图日 期累计模数状 态日 期累计模数状 态日 期累计模数状 态2011.4.14252011.6.24252011.4.15252011.4.18242011.4.24302011.5.17302011.5.19252011.5.21202011.5.24252011.5.30302011.6.10252011.6.14302011.6.19252011.6.226日 期模具生产运行履历模具维修记录原 因过 程结 果2011.4.10自制横机机架焊合件160*150*90(mm)——圆孔φ501万模TYE1320-11-00江苏**科技有限公司模具履历卡钻孔模具1MJ-012-1日期:模具名称模具编号模具区号投入日期制造厂家产品名称模具尺寸模具使用寿命产品图号模具外形图日 期累计模数状 态日 期累计模数状 态日 期累计模数状 态2011.4.14252011.6.24252011.4.15252011.4.18242011.4.24302011.5.17302011.5.19252011.5.21202011.5.24252011.5.30302011.6.10252011.6.14302011.6.19252011.6.226日 期模具生产运行履历模具维修记录原 因过 程结 果2011.4.10自制横机机架焊合件190*150*80(mm)1万模TYE1320-11-00钻孔模具2MJ-022-2日期:模具名称模具编号模具区号投入日期制造厂家产品名称模具尺寸模具使用寿命产品图号模具外形图日 期累计模数状 态日 期累计模数状 态日 期累计模数状 态2011.4.14252011.6.24252011.4.15252011.4.18242011.4.24302011.5.17302011.5.19252011.5.21202011.5.24252011.5.30302011.6.10252011.6.14302011.6.19252011.6.226日 期模具生产运行履历模具维修记录原 因过 程结 果2011.4.10自制横机机架焊合件200*200*80(mm)1万模TYE1320-11-00钻孔模具3MJ-032-3日期:模具名称模具编号模具区号投入日期制造厂家产品名称模具尺寸模具使用寿命产品图号模具外形图日 期累计模数状 态日 期累计模数状 态日 期累计模数状 态2011.4.14252011.6.24252011.4.15252011.4.18242011.4.24302011.5.17302011.5.19252011.5.21202011.5.24252011.5.30302011.6.10252011.6.14302011.6.19252011.6.226日 期模具生产运行履历模具维修记录原 因过 程结 果2011.4.10自制横机机架焊合件90*90*85(mm) —1万模TYE1320-11-00钻孔模具4MJ-042-4日期:模具名称模具编号模具区号投入日期制造厂家产品名称模具尺寸模具使用寿命产品图号模具外形图日 期累计模数状 态日 期累计模数状 态日 期累计模数状 态2011.4.14252011.6.24252011.4.15252011.4.18242011.4.24302011.5.17302011.5.19252011.5.21202011.5.24252011.5.30302011.6.10252011.6.14302011.6.19252011.6.226日 期模具生产运行履历模具维修记录原 因过 程结 果2011.4.10自制横机机架焊合件105*105*80(mm)1万模TYE1320-11-00钻孔模具5MJ-052-5日期:模具名称模具编号模具区号投入日期制造厂家产品名称模具尺寸模具使用寿命产品图号模具外形图日 期累计模数状 态日 期累计模数状 态日 期累计模数状 态2011.4.14252011.6.24252011.4.15252011.4.18242011.4.24302011.5.17302011.5.19252011.5.21202011.5.24252011.5.30302011.6.10252011.6.14302011.6.19252011.6.226日 期模具生产运行履历模具维修记录原 因过 程结 果2011.4.10自制横机机架焊合件120*80*90(mm)1万模TYE1320-11-00钻孔模具6MJ-062-6日期:模具名称模具编号模具区号投入日期制造厂家产品名称模具尺寸模具使用寿命产品图号模具外形图日 期累计模数状 态日 期累计模数状 态日 期累计模数状 态2011.4.14252011.6.24252011.4.15252011.4.18242011.4.24302011.5.17302011.5.19252011.5.21202011.5.24252011.5.30302011.6.10252011.6.14302011.6.19252011.6.226日 期模具生产运行履历模具维修记录原 因过 程结 果2011.4.10自制横机机架焊合件140*140*90(mm)1万模TYE1320-11-00钻孔模具7MJ-072-7日期:模具名称模具编号模具区号投入日期制造厂家产品名称模具尺寸模具使用寿命产品图号模具外形图日 期累计模数状 态日 期累计模数状 态日 期累计模数状 态2011.5.15242011.5.20262011.6.2230日 期模具生产运行履历模具维修记录原 因过 程结 果2011.5.10自制横机机架焊合件200*200*80(mm)1万模TYE1320-11-00A钻孔模具8MJ-082-8日期:模具名称模具编号模具区号投入日期制造厂家产品名称模具尺寸模具使用寿命产品图号模具外形图日 期累计模数状 态日 期累计模数状 态日 期累计模数状 态2011.5.15242011.5.20262011.6.2220日 期模具生产运行履历模具维修记录原 因过 程结 果2011.5.10自制横机机架焊合件200*200*105(mm)1万模TYE1320-11-00A钻孔模具9MJ-092-9。
压铸模维护保养记录
清洗、浇口套(分流锥)、导柱、导套、抽芯等滑动部件及模具外观清洁如新;4
NO 负责人确认方法∕
B
1模修工目视[4]
[5]A 2
模修工
目视[1]A
3模修工通水、油检查
∧年/月/日
∧模修工∧年/月/
日∧编制
校对
审核
标准化
审定
模修工
∧∧
标记处数签
字
日期
借用情
每次检查每次检查∕
故障形式压铸模具维护保养作业标准
冷却水管、模温机油管第1页 共12页
注意:发生异常情况时
告
确认频度品质特性
7000~8000模次
铸件缺陷形式分类
[1]漏油 [2]断裂 [3]装配干涉 [4]外观、商品性 [5]机加不良 [6]不符合标准
无镁皮、镁屑等污垢
无阻塞、泄漏、破损重要项目规格值
更改文件号管理项目模具外观分型面、型腔
无锈蚀、污垢、水滴,清洁如新
电。
配;。
模具维修工绩效考核表
模具维修⼯绩效考核表 维修技术⼈员如何实现量化考核?维修⼈员的考核细则该如何制定?以下是店铺为你整理的模具维修⼯绩效考核表,希望能帮到你。
模具维修⼯绩效考核表_____⽉份模具⼈员绩效管理记分卡考核维度序号考核指标名称权重(%)考核周期绩效⽬标评分办法姓名客户服务1车间投诉10%⽉1起有⼀件扣2分,扣完为⽌内部运作1新模具按期制作10%⽉完成率100%1%扣1分,扣完为⽌2模具完好10%⽉完好率100%1%扣2分,扣完为⽌3⽇常修理10%⽉修复率100%1%扣2分,扣完为⽌4模具维修及时性10%⽉5分钟到现场发⽣⼀起扣1分,扣完为⽌5模具维修有效性10%⽉同⼀故障维修次数:1同⼀故障维修次数:1,每重复1次扣5分,扣完为⽌6检修及其他⽂件记录5%⽉记录率100%1%扣2分,扣完为⽌7现场5S5%⽉⽆油污及杂物,零件整理有⼀件扣2分,扣完为⽌8安全作业5%⽉0起有⼀项扣5分,扣完为⽌⽇常⾏动1态度端正,微笑礼貌的提供服务9%⽉0起有⼀件扣1分,扣完为⽌2早操及会议准时参加,不许私⾃离岗或早退4%⽉1起有⼀件扣2分,扣完为⽌3按规定配戴劳保⽤品4%⽉0起有⼀件扣2分,扣完为⽌4服从⼯作按排,不与找借⼝推托8%⽉0件有⼀件扣4分持续改善加分-采纳实施1项加3分合计100%00000适⽤:模具⼯ 维修⼯绩效考核管理办法 ⼀、考核⽬的 为保障⽣产设备的正常运⾏,提⾼设备的稳定性,提⾼维修⼈员⼯作积极主动性,全⾯提升技术管理⽔平和⼯作效率需要有效地界定,并与薪酬挂钩,确保⽣产、指标稳定和设备产能,特制定本办法。
⼆、考核对象 ⽣产车间(制⽓、制酸)所有维修⼈员。
三、考核办法 1、采取⽉度考核形式。
2、⽉度考核采取评分制,根据得分结果与当⽉的绩效⼯资挂钩。
四、主要考核内容 1、每套系统产品产量达成考核:⽣产负责⼈确定三套系统的标准产量,⽣产班组填写⽣产⽇报表,⽣产统计统计三套系统的每天实际产量,将实际产量和标准产量进⾏对⽐,核算每⽉机台的平均产量达成率。