模具维护保养记录一览表
冲压设备模具维护保养管理规定
冲压设备模具维护保养管理规定生产课冲压设备模具维护保养管理规定生产课冲压设备模具维护保养管理规定一、目的:为了加强设备、模具的维护保养~延长设备、模具使用寿命、降低冲压成本、提高产品质量、保证冲压正常生产。
特制定此管理规定。
二、适用范围: 本管理规定适用于冲压课三、职责:3.1冲压课长负责本管理规定的组织实施及监督。
3.2冲压课班组长负责本管理规定的内容实施及检查。
3.3生产现场所有操作员须按照本管理规定相关内容进行设备、模具维护保养。
四、维护保养内容4.1压机日常保养4.1.1冲压机点检内容1.电机起动前1.1各部位给油是否充分~气压是否符合规定压力。
1.2压力调整阀、离合器、制动器用电磁动作有无异常1.3气压有无泄漏~压力容器,含平衡器气缸,积水排放2.主电机起动后2.1飞轮回转状态检查2.2全运转操作检查4.1.2油压机点检内容1.电源,指示灯,是否正常3 2.空气压力表是否正常,?5kgf/cm,3.冷却水阀门是否打开4.设备油温度是否正常,?30?,5.机台是否漏油、漏气6.控制面板按钮有无缺损、失灵7.急停按钮是否正常~光电安全感应装置动作是否正常8.滑块快速上升、下降是否有振动9.油量是否足够(油位在最底油标线之上)10.各部位有无裂痕、损伤、变形11.设备有无故障12.压盘导轨是否进行润滑4.2压机定期保养,1次/周,第 1页共5页生产课冲压设备模具维护保养管理规定4.2.1冲压机点检内容1.空气滤清器清扫2.各部位清扫3.电装品关系点检4.确认电气配线有无异常4.2.2油压机点检内容1.滤油器是否堵塞2.油压缸是否振动漏油3.油箱油温是否正常是否漏油4.联轴器声音是否正常4.3模具日常保养,以附件结构示意图做参考,模具日常保养由操作工实施~班组长确认~保养周期为1次/批~日常保养包括以下几个方面:4.3.1模具使用前的检查及保养(一级保养):1模具在使用前~要对照工艺文件检查所使用的模具是否正确~是否和工艺文件一致。
五金模具维护保养记录表

五金模具维护保养记录表
工作令号
模具名称/编号
SG-W-F-016
物料号
产品名称
产品型号
使用材质 保养类别
保养时间
□ 量产前保养
□ 生产结束保养
检查确认: 确认合格 √ 不合格 ×
保养员 □ 定期保养
模具无此项目可不填
序号
检查项目
1 模具表面和模具型腔内油污、赃物、异物、锈斑及灰尘
不合格处理方式
处理对策:
保
□ 不可以
审 核:
记录:
9 模具气孔有无堵塞,吹气是否顺畅,接头是否损坏
项
10 模具定位销是否缺失或断裂
11 上下模座是否撞伤、压印、缺陷或不平
目
12 脱料板/凹模板是否撞伤、压印、缺陷或不平
13 弹簧是否缺失、断裂、生锈、压死或失效
14 模具定位是否缺失与配套
15 冲子有无缺失、断裂或磨损
16 凹模入子有无缺失或磨损
状态确认 □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □
2 导柱/导套是否松动、缺失、破损、
3 模具螺丝是否松动、缺失、滑牙、断裂
4 模具镶针、镶块是否松动、缺失、断裂、错位
5 滑块是否缺失、断裂、错位、变形、拉伤、卡死
保
6 滑块加注润滑油,并检查滑动是否灵活准确
7 导柱加注润滑油,模具开合是否灵活准确
养
8 顶针有无断裂、缺失、顶出是否灵活准确并加注润滑油
成型冲压模具保养规范(含表格)

成型冲压模具保养规范
2.大保养:
①所有冲模连续冲2000万次检查引导针等高套垫片是否断裂. 连续冲5000万次检查模具内导套(滚珠衬套)是否需要更换,连续冲8000万次检查内外滚珠导柱是否更换.
3.模具保养注意事项:
①大、小保养的时间、内容均需如实填写,并记录于模具保养卡内。
②小保养中下料冲子、刀口的研磨量,视其磨损程度决定,原则上将其钝化部分磨掉即可,有崩损部分全部磨掉;有直深部位的刀口,直深部位磨掉后,一定要更换。
③模板凹陷视其程度决定研磨量。
④断裂、变形之模板导柱、衬套必须更换。
⑤成型冲与压料冲、浮料冲,视其磨损程度更换,可修复使用的修整再用。
模具保养维护记录

√ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √
√ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √
√ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √
√ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √
√ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √
√ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √
√ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √
√ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √
√ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √
√ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √
√ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √
注塑模具点检记录

通用 通用 口
(智 (一 (一 盖小 位 位 排 座压 柱 位盖 位盖 (智 用户 箱盖 下箱 盖
能) 体) 体) 门 门 门 座 板 盖 面 面 能) 小门 面 盖面 板
E
清理干净模芯/镶件上的粘料
模芯
F /镶 去除模芯/镶件表面的锈斑 针 检查模芯/镶件成型部位是否
G
有裂纹或缺损
H 浇口 清理干净浇口套处粘料
底座 座 座 座 位 位 垫
T
槽 板 架 架 接块
(智 (智 (一 (智 隔 隔 高 安装 型 开关 (智 (智 (一 (智 (智 插
能) 能) 体) 能) 板 板 块 挂件 架 导轨 能) 能) 体) 能) 能) 销
E
清理干净模芯/镶件上的粘料
模芯
F /镶 去除模芯/镶件表面的锈斑 针 检查模芯/镶件成型部位是否
I
清理干净滑道/滑块处粘料
J 滑块 去除滑道/滑块表面的锈斑
/滑 检查滑块成型部位是否有裂 K 道 纹或缺损
修配滑块、滑道确保间隙合
L
适并滑动自如
检查冷却水管破损、漏水部
M 水路 位并修复,堵塞的维修
N
停机时清理水路
点检责任人
1.按要求对模具进行检查和保养,检查完在相对应处打“√”,若有异常在相对应处打“×”,如未使用则用“○”表示,检查完后签名,由主管监督审核。2. 在检查中发现异常要立即向主管报告,待异常消除后方可继续生产。
年 月份:
序号 项目
设备名称 检查内容
四表 位底 座
A
导柱/导套全面擦拭干净
B 导柱 喷洒防锈油
顶针取出模芯,清洗干净并刷
C
顶针
油 检查顶针外表面及端面是否
压铸模维护保养记录
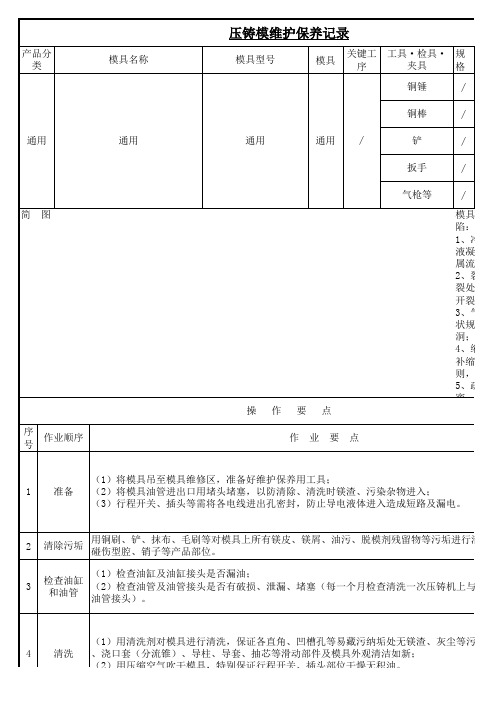
清洗、浇口套(分流锥)、导柱、导套、抽芯等滑动部件及模具外观清洁如新;4
NO 负责人确认方法∕
B
1模修工目视[4]
[5]A 2
模修工
目视[1]A
3模修工通水、油检查
∧年/月/日
∧模修工∧年/月/
日∧编制
校对
审核
标准化
审定
模修工
∧∧
标记处数签
字
日期
借用情
每次检查每次检查∕
故障形式压铸模具维护保养作业标准
冷却水管、模温机油管第1页 共12页
注意:发生异常情况时
告
确认频度品质特性
7000~8000模次
铸件缺陷形式分类
[1]漏油 [2]断裂 [3]装配干涉 [4]外观、商品性 [5]机加不良 [6]不符合标准
无镁皮、镁屑等污垢
无阻塞、泄漏、破损重要项目规格值
更改文件号管理项目模具外观分型面、型腔
无锈蚀、污垢、水滴,清洁如新
电。
配;。
注塑设备维护保养记录表
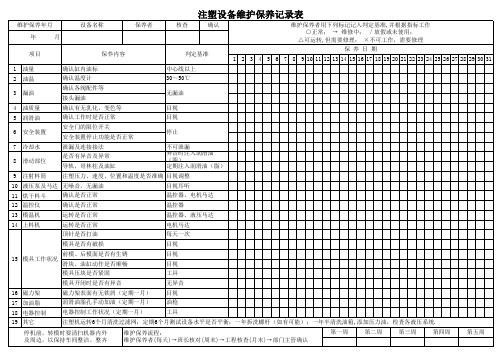
维护保养年月
年
月
设备名称
保养者
核查
确认
维护保养者用下列标记记入判定基准,并根据指标工作 ○正常; → 维修中; /放假或未使用;
△可运转,但需要修理; ×不可工作,需要修理
项目
保养内容
判定基准
保养日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 油量
确认缸内油标
中心线以上
2 油温
确认温度计
30~50℃
3 漏油
确认各阀配件等 接头漏油
无漏油
4 油质量
确认有无乳化,变色等
目视
5 润滑油
确认工作时是否正常
目视
6 安全装置
安全门的限位开关 安全装置停止功能是否正常
停止
7 冷却水 8 滑动部位
泄漏及连接接法 是否有异音及异常 导轨,哥林柱及油缸
不可泄漏 异音时注入润滑油
停机前,转模时要清扫机器内外 及周边,以保持车间整洁、整齐
维护保养流程: 维护保养者(每天)→班长核对(周末)→工程核查(月末)→部门主管确认
第一周
第二周
第三周
第四周
第五周
项目保养内容判定基准10111213141516171819202122232425262728293031油量确认缸内油标中心线以上油温确认温度计漏油确认各阀配件等无漏油接头漏油油质量确认有无乳化变色等目视润滑油确认工作时是否正常目视安全装置安全门的限位开关停止安全装置停止功能是否正常冷却水泄漏及连接接法不可泄漏滑动部位是否有异音及异常异音时注入润滑油脂导轨哥林柱及油缸定期注入润滑油脂注射料筒注塑压力速度位置和温度是否准确目视调整10液压泵及马达无噪音无漏油目视耳听11烘干料斗确认是否正常温控器电机马达12温控仪确认是否正常温控器13模温机运转是否正常温控器液压马达14运转是否正常电机马达15模具工作状况顶针是否打油每天一次模具是否有破损目视前模后模面是否有生锈目视目视模具压块是否紧固工具模具开闭时是否有异音无异音16磁力架磁力架表面有无铁屑定期一月目视17加油脂润滑油脂孔手动加油定期一月油枪18电器控制电器控制工作状况定期一月工具19其它停机前转模时要清扫机器内外第一周第二周第三周第四周第五周及周边以保持车间整洁整齐维护保养者用下列标记记入判定基准并根据指标工作可运转但需要修理
模具一二三级维护保养表

客户: 申请日期:
保养项目
模具编号: 保养级别
完成日期:
一级保养
保养要求
二级保养 申请人:
良/OK 否/NG 保养者
三级保养 记录
一级保养
限位柱、限位块、限位销的紧固状态及安全性
1.滑动机构
二级保养 三级保养
拆检滑动部件及抽芯并清洁
间隙过大需更换磨损的导轨(间隙大于0.05mm 时需做调整)
顶杆无弯曲变形、无拉蹭痕迹、无杂音
一级保养
顶针油、润滑油等
清洁、润滑(WD40等)
顶杆导套无磨损
2.项出结构
螺丝无缺失、紧固 定位销无缺失
二级保养
推板导柱无弯曲变形、无拉蹭痕迹
第
一
推杆导套无磨损
联
紧固、无磨损、清洁
保 养
顶出顺畅,无干涉
部
门
三级保养
配合状态稳定(最后一模产品无飞边)
水路畅通、无渗水
一级保养
10.其它
备注:在保养时不适用的部分打N/A,要量测的部分需填写数据,有异常时请记录清楚。
审核 :
确认:
表单编号:TM-QF-
水管无老化、开裂
3.冷却系统
二级保养
无渗水、漏水 水路畅通
第 二 联
水管卡箍安全牢靠
品
质
三级保养
密封效果良好
部
油管无磨损、开裂、漏油
4.油路系统
一级保养
无内泄漏、无渗油 无缺失、紧固
无渗油、漏油
一级保养
正常升温
第
5.热流道系统
二级保养
无漏料
三 联
无漏油、渗水
申
6.信号系统
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
□19.聚氨脂
□20.滚轮托架 □
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器 □
□19.聚氨脂
□20.滚轮托架 □
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器 □
□19.聚氨脂
□20.滚轮托架 □
□2.模具型面 □7.导柱、导套 □12.弹簧 □17.螺栓、销钉 □23.其他 □2.模具型面 □7.导柱、导套 □12.弹簧 □17.螺栓、销钉 □23.其他 □2.模具型面 □7.导柱、导套 □12.弹簧 □17.螺栓、销钉 □23.其他 □2.模具型面 □7.导柱、导套 □12.弹簧 □17.螺栓、销钉 □23.其他 □2.模具型面 □7.导柱、导套 □12.弹簧 □17.螺栓、销钉 □23.其他 □2.模具型面 □7.导柱、导套 □12.弹簧 □17.螺栓、销钉 □23.其他 □2.模具型面 □7.导柱、导套 □12.弹簧 □17.螺栓、销钉 □23.其他 □2.模具型面 □7.导柱、导套 □12.弹簧 □17.螺栓、销钉 □23.其他 □2.模具型面 □7.导柱、导套 □12.弹簧 □17.螺栓、销钉 □23.其他
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器 □
□19.聚氨脂
□20.滚轮托架 □
模具维护保养记录一览表
序 号
模具编号
1
2
3
4
5
6Leabharlann 789模具名称
1.上、下模本体 6.导板、导向面 11.镶块、刃口 16.气动托料装置 22.清洗 1.上、下模本体 6.导板、导向面 11.镶块、刃口 16.气动托料装置 22.清洗 1.上、下模本体 6.导板、导向面 11.镶块、刃口 16.气动托料装置 22.清洗 1.上、下模本体 6.导板、导向面 11.镶块、刃口 16.气动托料装置 22.清洗 1.上、下模本体 6.导板、导向面 11.镶块、刃口 16.气动托料装置 22.清洗 1.上、下模本体 6.导板、导向面 11.镶块、刃口 16.气动托料装置 22.清洗 1.上、下模本体 6.导板、导向面 11.镶块、刃口 16.气动托料装置 22.清洗 1.上、下模本体 6.导板、导向面 11.镶块、刃口 16.气动托料装置 22.清洗 1.上、下模本体 6.导板、导向面 11.镶块、刃口 16.气动托料装置 22.清洗
维护保养项目及内容
□3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □
说明:根据模具的内部构造特点,有选择性及针对性的对模具进行保养,保养项目在方格内划√。
□4.压料/托料芯 □9.模具定位装置 □14.氮气弹簧 □19.聚氨脂
□5.侧销 □10.斜楔机构 □15.顶件器 □20.滚轮托架
维护保养过程 问题
□ □ □ □
实施日期 实施者
检修保养后 达到的状态
确认人
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器
□
□19.聚氨脂
□20.滚轮托架 □
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器
□
□19.聚氨脂
□20.滚轮托架 □
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器 □
□19.聚氨脂
□20.滚轮托架 □
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器 □
□19.聚氨脂
□20.滚轮托架 □
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器 □