焊材对照
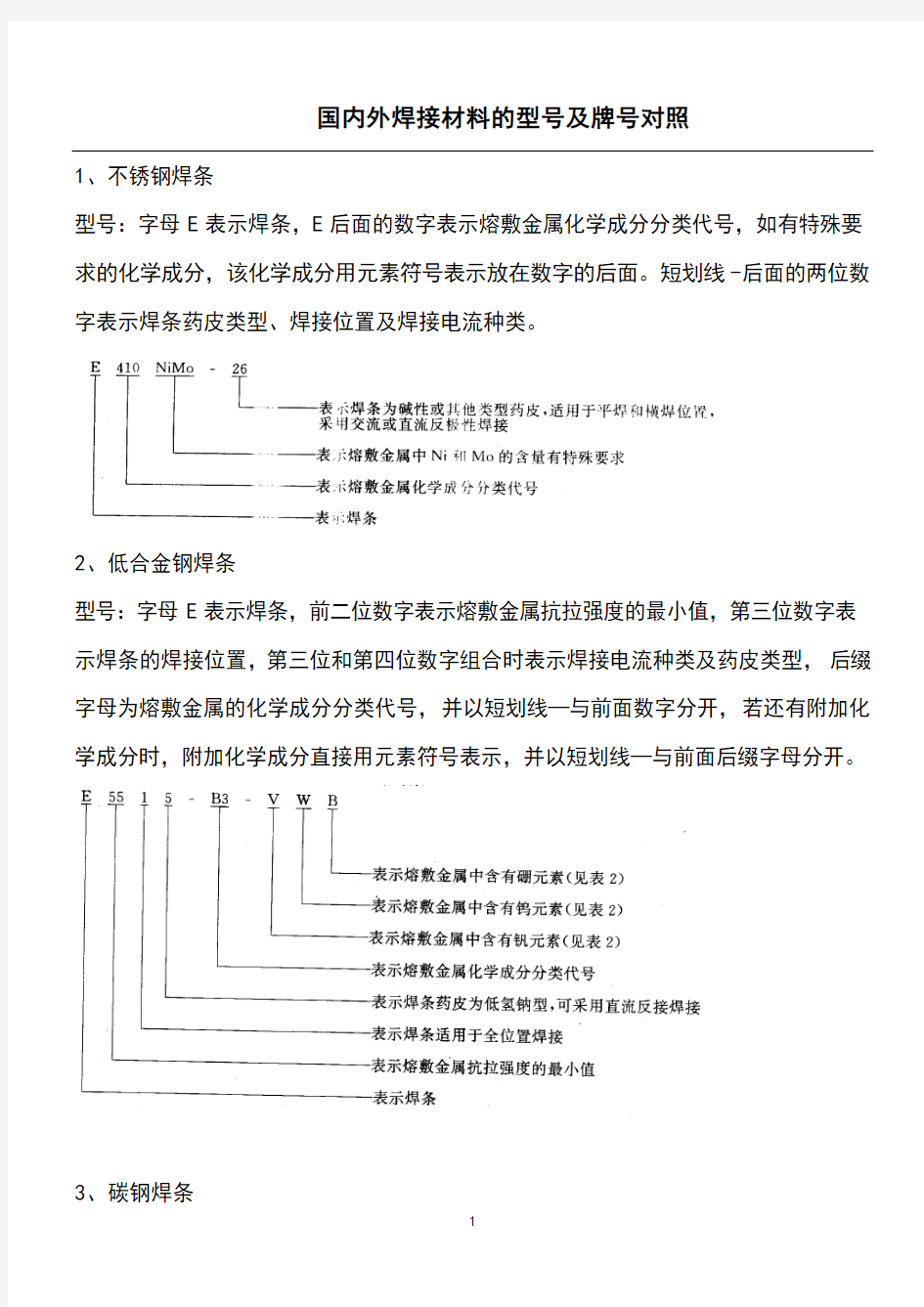

1、不锈钢焊条
型号:字母E表示焊条,E后面的数字表示熔敷金属化学成分分类代号,如有特殊要求的化学成分,该化学成分用元素符号表示放在数字的后面。短划线-后面的两位数字表示焊条药皮类型、焊接位置及焊接电流种类。
2、低合金钢焊条
型号:字母E表示焊条,前二位数字表示熔敷金属抗拉强度的最小值,第三位数字表示焊条的焊接位置,第三位和第四位数字组合时表示焊接电流种类及药皮类型,后缀字母为熔敷金属的化学成分分类代号,并以短划线—与前面数字分开,若还有附加化学成分时,附加化学成分直接用元素符号表示,并以短划线—与前面后缀字母分开。
3、碳钢焊条
型号:字母E表示焊条,前两位数字表示熔敷金属抗拉强度的最小值,第三位数字表示焊条的焊接位置,第三位和第四位数字组合时表示焊接电流种类及药皮类型,在第四位数字后附加R表示耐吸潮焊条,附加M表示耐吸潮和力学性能有特殊规定的焊条,附加-1表示冲击性能有特殊规定的焊条。
4、气体保护焊用碳钢、低合金钢焊丝
焊丝型号的表示方法为:ERXX-X字母ER表示焊丝,ER后面的两位数字表示熔敷金属的最低抗拉强度,短划线—后面的字母或数字表示焊丝化学成分分类代号。如还附加其他化学成分时,直接用元素符号表示,并以短划线—与前面数字分开。
5、药芯焊丝型号
EF表示药芯焊丝代号,后面的第一位数字表示主要适用的焊接位置,第二位数字或英文字母为药芯分类代号,后面四位数字表示焊缝金属力学性能(前两位为抗拉强度,第三位为冲击功不小于27J对应的温度,第四位为冲击功不小于47J的温度),并以短划线—与前面数字分开。
焊丝牌号:
实心焊丝的牌号
1)牌号的字母H表示焊接用实心焊丝
2)字母H后面的一位或两位数字表示含碳量
3)化学元素符号及其后面的数字表示该元素大致的百分含量数值,含量小于1%时,数字1省略。
4)在结构钢焊丝牌号尾部标有A或E时,A表示为优质品,E表示高级优质品。S,P 含量低。
2、药芯焊丝牌号
1)牌号的第一个字母Y表示药芯焊丝。第二个字母及随后的三位数字与焊条牌号的编制方法相同。
2)牌号中短横线后的数字,表示焊接时的保护方法;1为气保护,2为自保护,3为气保护自保护两用,4为其他保护形式。
3)药芯焊丝有特殊性能和用途时,则在牌号后面加注起主要作用的原色和主要用途的字母。
1. 国内外焊条型号及牌号对照
1.1 碳钢及低合金钢焊条型号及牌号对照
国内外碳钢焊条型号及牌号对照见表1,国内外低合金高强钢、铬钼耐热钢和低温钢焊条型号及牌号对照见表2。
1.3 有色金属焊条型号及牌号对照
国内外镍及镍合金焊条型号及牌号对照见表6;国内外铜及铜合金焊条型号及牌号对照见表7。
2. 国内外焊丝型号及牌号对照
2.1 实芯焊丝型号及牌号对照
国内外碳钢及低合金钢埋弧焊焊丝型号及牌号对照见表8;国内外碳钢气体保护焊实芯焊丝型号及牌号对照见表12.9;国内外低合金钢实芯焊丝和焊棒型号及牌号对照见表10;国内外不锈钢药芯焊丝和焊棒型号及牌号对照见表11。
表11 国内外不锈钢实芯焊丝和焊棒型号及牌号对照
中国美国日本瑞典德国英国荷兰牌号AWS JIS 神钢新日铁ESAB DIN THYSSEN BS FILARC
HOCr2Ni10 ER 308 Y 308 MGS-308
TGS-308
YM-308
YT-308
—SGX5 CrNi19 9 Union 4302 IC 308 S 96
PZ 6062
PZ 6562
HOOCr21Ni10 ER 308L Y 308L MGS-308LS
TGS-308L
YM-308L
YT-308L
OK Autrod16.12
OK Tigrod16.10
SGX2 CrNi19 9 Union 4316 IC 308 S 92
PZ 6061
PZ 6561
HICr24Ni13 ER 309 Y 309 MGS-309
TGS-309
YM-309
YT-310
OK Autrod16.52
OK Autrod16.53
SGX12 CrNi22 12 Union 4829 IC 309 S 94
PZ 6079
PZ 6579
—ER 309L —TGS-309L YM-309L —SGX2 CrNi24 12 Union 4332 IC 308 S 96 PZ 6068 PZ 6568
H1Cr26Ni21 ER 310 Y 310 TGS-310
MGS-310
YM-310
YT-310
—SGX12 CrNi25 20 Union 4842 IC 310 S 94
PZ 6076
PZ 6576
—ER 312 Y 312 TGS-312 ——SGX10 CrNi30 9 —312 S 94 PZ 6066 PZ 6566
HOCr19Ni12Mo2 ER 316 Y316 MGS-316
TGS-316
YM-316
YT-316
—SGX5 CrNiMo19 11 Union 4403 IC 316 S 96 PZ 6074
HOOCr19Ni12Mo2 ER 316L Y316L MGS-316LS
TGS-316L
YM-316L
YT-316L
OK Autrod16.30
OK Tigrod16.30
SGX2 CrNiMo19 12 Union 4430 IC 316 S 92
PZ 6065
PZ 6565
HOCr19Ni12Mo3 ER 317L Y317L TGS-317L YM-317L OK Autrod16.34
OK Tigrod16.34
SGX2 CrNiMo18 16 —317 S 96 —
—ER 318 ———OK Autrod16.31 SGX5 CrNiMoNb19 12 Union 4576 IC 318 S 96 PZ 6071 PZ 6571
HOCr2Ni10Nb ER 347 Y 347 MGS-347
TGS-347
YM-347
YT-347
OK Autrod16.11
OK Tigrod16.11
SGX5 CrNiNb19 9 Union 4551 IC
347 S 96
347 S 97
PZ 6072
PZ 6572
H1Cr13 ER 410 Y 410 MGS-410
TGS-410
YM-410Nb
YT-410Nb
—SGX8 Cr14 Union 4009 IC 410 S 94
PZ 6078
PZ 6578
H1Cr17 ER 430 Y 430 MGS-430M YM-430Nb —SGX8 CrTi18 Union 4502 IC 430 S 94 —
—ER 502 —TGS-5CM ——SGX5 CrMo5 ——PZ 6044 PZ 6544
国内外碳钢药芯焊丝型号及牌号对照见表12;国内外低合金钢药芯焊丝型号及牌号对照见表13;国内外不锈钢药芯焊丝型号及牌号对照见表14。
表12 国内外碳钢药芯焊丝型号及牌号对照
中国美国瑞典ESAB 日本瑞典德国荷兰
牌号AWS LINCOLN ALLOYRODS JIS 神钢新日铁住金ESAB DIN FILARC
YJ502-3 E70T-1
Outershield 70
Outershield 70H
DUAL SHIELD
T-62
R-70
YFW 24
YFW 34
DW-100F
DW-200
MX-100
MXA-100
—
AS-1
A-51
A-51A
A-53
OK Tubrod 15.10
OK Tubrod 15.14
OK Tubrod 15.16
OK Tubrod 15.18
SGR1 PZ6110
—E70T-3 NR-1
NR-5
DUAL SHIELD
SP
T-63
———
GN-50HK
GN-50A2
———
—E70T-4 NS-3M CORE SHIRLD 10 YFW 12 OW-56A ——OK Tubrod 14.18 —PZ6305
YJ506-4 E70T-5 Outershield
75-H
CORE SHIELD
T-5(>1.6mm)
————OK Tubrod 15.00 SGB1 —
—E71T-1 —
CORE WELD
71(≤1.6mm)
DUAL SHIELD
7100 ULTRA
YFW 24
YFW 34
DW-100
MX-100T
DWA-50
FC-1
SF-1
——SGR1
PZ6111
PZ6113
PZ6113S
—E71T-5 —DUAL SHIELD
T-5(≤1.6mm)
YFW 24
YFW 34
DW-100F
DW-55F
SF-3 —OK Tubrod 14.19 SGB1
PZ6125
PZ6129Ni
—E71T-8 NR-203M —YFW 14 SAN-55B —————E71T-11 NR-211-MP CORE SHIELD11 ————————E71T-GS NR-151 CORE SHIELD15 ———————
—E71T-G ——————OK Tubrod 14.01 —PZ6102 PZ6103
表13 国内外低合金钢药芯焊丝型号及牌号对照
中国美国瑞典ESAB 瑞士荷兰日本
型号AWS ALLOY RODS OERLIKON FILARC JIS 神钢新日铁E91T1-A1 ALLOY RODS —————
ER55-B2 E80T5-B2 DS 7000-Al
All Position
Fluxofil 36 ————
ER62-B3 E90T1-B3
E91T1-B3
E90T5-B3
DS T-85-B2
BASLC SLAG
—————
ER55-C1 E81T1-Ni1 DS Ⅱ-80Ni-1
All Position
—PZ 6138 YFW 26 DW-60 —
ER55-C2 E71T8-Ni2 ———YFW 24 —FC-3 —E90T1-D3 DS150 —————
—E91T1-K2 DS 9000-M
DS 9100K2
—————FC-60
DSⅡ101TM All Position
ER69-1 E100T1-K3
E110T1-K3
E100T5-K3
DS T-100
DSⅡ110
All Position
—PZ 6132 ———
—E80T1-W
DS 88W
DS 8100W
All Position
—PZ 6112 YFA-58W DW-588 FC-588
—E80T5-G —
Fluxofil 35
Fluxofil 37
Fluxofil37STC
Fluxofil 40
———FC-511
—E90T5-G —
Fluxofil 38
Fluxofil 38C
Fluxofil 41
———FC-521
表14 国内外不锈钢药芯焊丝型号及牌号对照
中国美国瑞典ESAB 日本瑞士法国韩国
型号AWS ALLOY RODS TASETO JIS 神钢新日铁OERLIKON SAF HYUNDAI
E308T E308T S.B 308H GFW308 YF308C
DW-308
DW-308H
FC-308 ———
E308LT E308LT S.B 308L GFW308L YF308LC
DW-308L
DW-308LT
DW-308EL
SF-308L
FC-308L
F308L SD 650P
SW308L
Cored
E309T E309T——YF309C DW-309 FC-309 ———
E309LT E309LT S.B 309L GFW309L YF309LC DW-309L SF-309L
FC-309L
F309L SD 654P
SW309L
Cored
E316T E316T ——YF316C DW-316 FC-316 ———
E316LT E316LT S.B 316L GFW316L YF316LC
DW-316L
DW-316EL
SF-316L
FC-316L
F316L SD 652P
SW316L
Cored
E317LT E317LT S.B 317L GFW317L YF317LC DW-317L SF-317LN
FC-317L
F317. SD653 —
E347T E317T S.B 347 GFW347 YF347C DW-347 FC-347L F347 —SW347 Cored
2.3 有色金属焊丝型号及牌号对照
国内外镍及镍合金焊丝和焊棒型号及牌号对照见表15;国内外铜及铜合金焊丝和焊棒型号及牌号对照见表16;国内外铝及铝合金焊丝和焊棒型号及牌号对照见表17;国内外硬质合金堆焊焊
丝型号及牌号对照见表18。
3. 国内外焊剂和钎料型号及牌号对照
3.1 焊剂型号及牌号对照
国内外埋弧焊焊剂型号及牌号对照见表19
国内外软钎料牌号对照见表20。
国内外硬钎料型号及牌号对照见表21。
焊条、焊丝牌号、型号对照表
焊条牌号编制方法(大西洋牌) (船用焊条除外) 一个焊条牌号由六部份组成。例如CHE507CrNiFe13可分割为: 1.(CH) 二个字母,大西洋产品代号。 2.(E)一个字母,焊条种类。 3.(50)二个数字,熔敷金属强度或合金类型。 4.(7)一个数字,药皮类型及电流种类。 5.(CrNi)1~2字母,附加合金元素或焊条特性。 6.(Fe13)字母+二个数字,焊条名义效率。 1.CH:大西洋产品代号 2.焊条种类:(见表1) ①焊条种类表1 ②熔敷金属强度及合金类型:表2
③药皮类型及电流种类: 表3
④附加合金元素或焊条特性: ⑴附加合金元素分别用该元素连接在药皮类型后,如Cu、Mo等。⑵焊条特性: (表4) 表4
⑤焊条名义效率表5 *系指铁粉低氢型 熔炼焊剂牌号编制方法 一个熔炼焊剂牌号由五部份组成。例如CHF131可分割为: 1.(CH) 二个字母,大西洋产品代号。 2.(F)一个字母,焊剂产品代号。 3.(1)一个数字,这里是焊剂为无锰型。牌号第一位数字表示熔炼焊剂中氧化锰的含量,其含量见表1。 4.(3)一个数字,这里是焊剂为高硅低氟。牌号第二位数字表示焊剂中二氧化硅与氟化钙的含量,其含量见表2。
5.(1)一个数字,牌号第三位数字表示同一类型焊剂中的不同牌号,并按0,1,2,.. 9顺序排列。 表1 表2 烧结焊剂牌号编制方法 一个烧结焊剂牌号由四部份组成。例如CHF131可分割为:
1.(CH) 二个字母,大西洋产品代号。 2.(F)一个字母,焊剂产品代号。 3.(5)一个数字,这里是焊剂渣系为铝钛型。牌号第一位数字表示烧结焊剂的渣系,见表3。 4.(01)二个数字,牌号第二、三位数字表示同一渣系焊剂的不同牌号。 碳钢焊条
常见焊材对应的材料
常用母材与焊材选用表 国标厂标对应埋弧焊 丝 对应 CO2 焊 丝 对应氩弧焊 丝 主要用途 E4303 J422 H08A/H08Mn A H08Mn2S i H08Mn2Si A 5-A.F/Q235-A/10#20# E4316 J426 H08A/H08E/ H08MnA H08Mn2S i H08Mn2Si A 5-D/Q235-C/20G/20g/ 20R/20 E4315 J427 E5016 J506 H10MnSi H120Mn2 H08Mn2S iA H10MnSi 16Mn 16MnR E5015 J507 E5515-B1 R20 7 H13CrMoA H08CrMoA 12CrMo/12CrMoG E5515-B2 R30 7 15CrMo/15CrMoG E5515-B2- V R31 7 H08CrMoV A H08CrMoV A 12CrMoV/12CrMoVG E6015-B2 R40 7 Cr2.5Mo E308-16 A10 2 H0Cr21Ni10 H0Cr21Ni1 0Cr18Ni9/00Cr19Ni10/00Cr 19Ni11Ti E308-15 A10 7 E308L-16 A00 2 00Cr19Ni10/00Cr18Ni10Ti E316L-16 A02 2 焊接尿素及合成纤维设备, 铬不锈钢,复合钢,异种钢 E347-16 A13 2 H0Cr21Ni10T i H0Cr21Ni1 0Ti 0Cr18Ni10Ti 1Cr18Ni9Ti E347-15 A13 7 E309-16 A30 2 焊接相同类型的不锈钢,不 锈钢衬里,异种钢,高铬钢 E309-15 A30 7 E310-16 A40 2 焊接高温下工作的同类型 耐热不锈钢, Cr5Mo/Cr9Mo/Cr13 钢等 E310-15 A40 7
焊条型号和牌号对照表
焊条型号和牌号对照表
表12.4 常用焊条型号和牌号对照表 2
名词解释: E,表示焊条。前两位数字表示熔敷金属的抗拉强度最小值,单位为㎏(应换算成相应的Mpa)。第3位数字表示焊接位置:0和1表示可以全位置焊接(平、仰、立、横)。2表示焊条适 用于平焊和平角焊。4表示向下立焊。第3位和第4位数字组合时表示焊接电流种类及药皮 类型。在第四位数字后附加“R“表示耐吸潮焊条,附加“E,表示焊条。前两位数字表示熔 敷金属的抗拉强度最小值,单位为㎏(应换算成相应的Mpa)。第3位数字表示焊接位置:0 和1表示可以全位置焊接(平、仰、立、横)。2表示焊条适用于平焊和平角焊。4表示向 下立焊。第3位和第4位数字组合时表示焊接电流种类及药皮类型。在第四位数字后附加“R“表示耐吸潮焊条,附加“M“表示耐吸潮和力学性能有特殊规定的焊条,附加“-1“表 示冲击性能有特殊规定的焊条。例1:E4315,表示低氢钠型焊条,适用于全位置焊接,电流 种类为直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。例2:E4316,表示低氢钾型焊 2
条,适用于全位置焊接,电流种类为交流或直流反接,熔敷金属抗拉强度 ≥420Mpa(43kgf/mm2)。E4328 表示铁粉低氢型焊条,适用于平焊、平角焊,电流种类为交 流或直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。 2
项目介绍 D502阀门堆焊焊条符合 GB EDCr-A1-03 说明: D502是钛钙型药皮的1Cr13型阀门堆焊焊条,可交直流两用, 焊接工艺良好。堆焊金属为1Cr13半铁素体高铬钢。堆焊层具有空淬特 性,一般不须进行热处理,硬度均匀,亦可在750-800℃退火软化,当 加热至900-1000℃空冷或油淬后,可重新硬化。 2
常用母材与焊材选用表
常用母材与焊材选用表文件排版存档编号:[UYTR-OUPT28-KBNTL98-UYNN208]
常用母材与焊材选用表 焊接铁素体不锈钢用焊条
珠光体耐热钢焊接时,如何正确地选用焊接材料 总的原则是根据化学成分的要求,即熔敷金属的化学成分应与母材相当来选用焊接材料。具体选用,见表12。 表12珠光体耐热钢焊接材料的选用 中碳钢焊接时,如何正确地选用焊条 中碳钢的焊接目前大都采用手弧焊。为提高焊接接头的抗裂性,应选用低氢型焊条。个别情况下,也可采用钛钙型和钛铁矿型酸性焊条,但此时应采取严格的工艺措施,如焊前预热、减少熔合比(降低焊缝含碳量)等。
中碳钢手弧焊时焊条的选用,见表6。 表6中碳钢手弧焊时焊条的选用 特殊情况下,中碳钢焊接时可采用铬镍不锈钢焊条,如E0-19-10-16 (A102)、E0-19-10-5(A107)、E1-23-13-16(A302)、E1-23-13-15 (A307)、E2-26-21-16(A402)、E2-26-21-15(A407)等,因奥氏体焊缝金属的塑性良好,可以减小焊接接头应力,即使焊件焊前不预热,也可避免热影响区产生冷裂纹。 焊条的保管
焊条保管的好坏对焊接质量有直接影响,尤其在野外工作时要特别注意。每个焊工,保管员和技术人员都应该知道焊条存储、保管规则。焊条和其它涂料在很多情况下会遭到破坏:1)运输、搬运、使用时受到损伤;2)被水浸泡或吸潮;3)受油或其它腐蚀介质污染。 1)损伤:虽然焊条在一般情况下具有抗外界破坏能力,但不能忽视由于保管不好很容易遭受损坏。焊条是一种陶质产品,他不能象钢芯那样耐冲击,所以装货和卸货时不能摔他。用纸盒包装的焊条不能用不能用挂钩搬运。某些型号焊条如特殊烘干要求的碱性焊条涂料比正常焊条更要小心轻放。 2)吸潮:在焊条涂料中含有太高的水分时很危险的,由于很多工人不了解焊条是湿的,焊完时焊缝表面用肉眼不一定看得见气孔,但是经X射线检查就显示出气孔来。当焊条出厂时,所有的焊条有某一含水量,它根据焊条的型号而变,这个含水量是正常的,即对形成气孔有一个含水量的安全系数,对焊缝质量没有影响。所有得焊条在空气中都能吸收水分,在相对湿度为90%时,焊条涂料吸收水分很快,普通碱性焊条露在外面一天受潮旧很严重,甚至相对湿度为70%时涂料水分增加也较快,只在相对湿度为40%或更低时,焊条长期储存才不首影响。 由于昼夜湿度之间的差别很大,空气水分在早上很容易凝结成露水,很容易潮湿焊条包装。焊条存放时间较长时就很容易受潮,所以最好作到先入库的焊条先使用。 在一般情况下焊条由塑料袋和纸盒包装,为了防止吸潮,在焊条使用前,不能随意拆开,尽量作到现用现拆,有可能的话,焊完后剩余的焊条再密封起来。
大西洋焊材型号对照表
GB(中国)AWS(美国)JIS(日本)DIN(德国)CHE40J421E4313E6013 D4313E4332 R3CHE420T J420G E4300CHE421 J421 E4313E6013D4313 E4332 R3 CHE421Fe16J421Fe16E4324E6024CHE421Fe18J421Fe18E4324E6024CHE421D J421X E4313E6010D4313E4333R (C) 3 CHE42J422E4303E6019 D4303CHE422J422E4303D4303CHE423J423E4301D4301CHE424 J424 E4320E6020D4320E4354AR11160CHE424Fe16J424Fe16E4327E6027D4327E4354AR11160 CHE425J425E4311E6011D4311 CHE425G J425G E4310E6010CHE425GX J425G E4310E6010E4343C4CHE426J426E4316E6016 D4316 E4343B10 CHE47J427E4315CHE427J427E4315CHE427T J427X E4315CHE501Fe J501Fe E5014E7014E4321AR11120CHE501Fe16J501Fe16E5024E7024 E5142RR11160 CHE502J502E5003D5003 CHE503J503E5001CHE505J505 E5011E7011-A1CHE505G E5010E7010-A1CHE505GX E5010 E7010-A1 碳钢焊条 牌 号
焊材储存及使用规范
1.范围 1.1本标准规定了焊接材料的采购、验收、使用、保管的要求。 1.2本标准适用于公司钢结构产品所用的焊接材料的管理。 2.职责 2.1采购焊材应在公司《合格供方名单》内选择厂家,签订供货合同。 2.2物资部对所采购的焊接材料的质量及质证的完整、可靠性负责。 2.3技术部对采购的焊接材料技术特性及质量进行检验。 2.4库管员对所保管的焊材应建帐,并对发放的焊接材料的正确性负责。 3.焊接材料的采购 3.1焊接材料由物资部门负责在公司合格供方名单中采购。 3.2焊接材料采购的品种、规格、数量由生产部门根据库存情况提出,采购技术条件按 采购规范及相应的国家标准执行。 4.焊接材料验收 4.1焊接材料的包装应符合有关标准要求,包装应完好,无破损、受潮等现象。 4.2焊接材料质量证明书所提供的数据应准确、齐全并符合相关规定的要求。 4.3焊接材料外表面应无污染,在储存运输过程中不应有任何可能影响焊接质量的缺陷 产生。产品标志应清晰与产品实物相符。 4.4当需要时,应根据相关标准或供货协议的要求,进行相应的成分和性能试验。 4.5验收合格的焊接材料应做合格标记。 4.6发现有下列条件之一的必须退货,并加以记录: ?焊条药皮破裂脱落过长(>15-20cm); ?焊条药皮上无牌号; ?焊丝严重变质; ?焊条或焊丝受潮严重; ?与包装型号不符。 5.储存与保管 5.1进库焊材应按品种、规格、牌号、批号分类堆放,每垛在明显部位设置管理标牌避 免混淆。库存焊材应填写《焊材入库、领用、退库跟踪记录表》。 5.2库管员应保持焊材储存库库房的环境卫生,保持干燥且通风良好,应保持适宜的温 度和湿度,一般室内温度应在5℃以上,相对湿度不超过80%。焊材保管必须做到防 水,防潮,防锈,未发放的焊材原始包装不得任意拆除。焊材库保管员应熟知各种 焊材的基本知识,每日检查一次室内干湿度并填写《温湿度记录表》。 5.3焊接材料应妥善保管于货架/平台上,货架/平台距离地面应不小于100mm,离墙壁
焊材牌号对照表
各国焊接材料型号对照表 序中国德国日本瑞典苏联英国美国 号G B牌号D I N J I S E S A BГОСТB S A W S 1E4301J423D4301Э42 2E4303J422F e;J422E4343R R(B)8D4303O K p i p e t r o d c22.65Э42E6013 3E4311J425D4311O K p i p e t r o d c22.45Э42E6010;E6011 4E4313J421E4354R7D4130K43.32;O K50.1Э42E43x R x x E6012 E4333R R80K46.00;O K50.40Э46E43x R R x x E6013 E4332R2E43x A R x x 5E4316J426E4343B10D4316Э42;Э46 6E4320J424E4343B10D4320O K F e m a x39.50Э424343B10(H) E4327J J424F14D4327Э46 7E5003J502D5003Э50 8E5015J507D5155B10D5015Э50A5154B20(H)E7015 9E5016J506E5143B10D5016O K53.04Э50A5154B24(H)E7016 10E5018J506F e E5155B10O K48.00;O K48.08Э50A5154B12016(H)E7018 11E5024J501F e15E5142R R11160O K F e m a x33.80Э505142R R16035E7014 J501F e18O K F e m a x33.655154A R19035 12E5028J506F e16E5155B(R)12160D5026O K F e m a x38.65Э50A5154B16036(H)E7048;E7028 J506F e18E5155B(R)122005154B20046(H) 13E5515-G J557E Y5066N i M o B H D5316O K53.04;O K53.38Э55A E8016-G E5516-G J556N i C u D5818O K73.08E8018-G 14E6016-D1J606F e D6216O K74.78E9016-G;9018-D1 15E6015-G J607E Y6242B x x H5D5816O K74.48Э60A619H E9016-G E6016-G E Y50651N i M o B H5D6216E9018-G
常用材料焊材选用一览表
WCB LCB LCC WC6WC9C5A105LF2LF2F11F22F5A216/---常用材料焊材选用一览表 壳体材料A216/A352/A350A352/A350A217/A182A217/A336A217/A336C-Si C-Si C-Mn-Si 1.25Cr-0.5Mo 2.25Cr-1Mo 5Cr-0.5Mo 2016Mn 16Mn 15CrMo 10Cr2Mo 1Cr5Mo J507J507J507R307R407R507E7015E7015E7015E8015-B2E9015-B3E502-15AWS焊材标准号公称成分对应GB牌号GB焊材CF8M CF8CF3M CF3F316F304F316L F304L A351/A182A351/A182A182A182A351/A182A351/A18218Cr-12Ni-2Mo 18Cr-8Ni 18Cr-10Ni-Ti 1Cr-0.5Mo 18Cr-12Ni-2Mo 18Cr-8Ni 0Cr18Ni12Mo2T 壳体材料F321F12标准号公称成分i 0Cr18Ni90Cr18Ni110Ti 00Cr17Ni14Mo2 00Cr18Ni9A202A102A132R307A022A002E316-16E308-16E347-16E8015-B2E316L-16E308L-16CF8C WC1CN7M F347F1ALLOY 20///IRON 对应GB牌号GB焊材AWS焊材壳体材料WCC MONEL A351/A182A217/ A182A216A351/B47318Cr-10Ni-Cb C-0.5Mo C-Mn-Si 70Ni-30Cu 19Cr-29Ni A132J507J507Ni202A902Z308E347-16E7015E7015ENiCu-7E320-16ENi-CI 标准号公称成分对应GB牌号GB焊材AWS焊材C12CD3MN/4A C12A F9F51F91A217/A336 A890/A182(双相 钢)A351 A352 B163 NO6600 A336 9Cr-1Mo 25Cr-8Ni3Mo-W-19Cr-10Ni-3Mo 3.5Ni 72Ni-15 Cr-8Fe 9Cr-1Mo-V CG8M LC3INCONEL600标准号 公称成分壳体材料Cu-N R707A242W107Ni357AWS A5.5-96E505-15E2209E317-16E7015-C2L ENiCrFe-2E9015-B9ZG354C CA15F6GB焊材AWS焊材壳体材料CD4MCu/1A CD4MCu N/1B AISI4130 对应GB牌号35 AISI8625F6a A890(双相钢) A890(双相钢) A487 A217/ A182 标准号
焊条焊丝选用表
焊条焊丝选用表
附录A: 表1 常用钢材焊接的焊材选用 钢号 手工电弧焊埋弧焊CO2气体 保护焊 焊丝钢号 氩弧焊 焊丝钢号焊条 焊丝钢号 焊剂 牌号 型号牌号 Q235A·F Q235B、10、20 E4303 J422 HO8A H08MnA HJ431 H08Mn2SiA H08Mn2SiA TIG-J50 10、20 20R、20g E4316 E4315 E5016 E5015 J426 J427 J506 J507 HO8A H08MnA HJ431 H08Mn2SiA H08Mn2SiA TIG-J50 25 E5003 E5016 E5015 J502 J506 J507 HO8A H08MnA HJ431 H08Mn2SiA H08Mn2SiA TIG-J50 09Mn2V 09Mn2VDR 09Mn2VD E5515-C1 W707Ni H08Mn2MoVA HJ250 H08Mn2MoVA H08Mn2MoVA 06MnNbDR E5515-C2 W907Ni - - - - 16Mn 16MnR 16MnRC E5016 E5015 J506 J507 H10MnSiA H10Mn2A HJ431 HJ350 H08Mn2SiA H08Mn2SiA TIG-J50 16MnDR 16MnD E5016-G E5015-G J506RH J507RH H10MnA H10Mn2 HJ431 HJ350 H08Mn2SiA H08Mn2SiA TIG-J50 15MnV 15MnVR 15MnVRC E5016 E5015 E5015-G J506 J507 J557 H08MnMoA H10MnSiA H10Mn2A HJ431 HJ350 H08Mn2SiA H08Mn2SiA TIG-J50 15MnVNR E6016-D1 E6015-D1 J606 J607 H08MnMoA HJ350 H08Mn2SiA H08Mn2SiA 18MnMoNbR E7015-D2 J707 H08Mn2MoA HJ250G - - 12CrMo E5015-B1 R207 H13CrMoA HJ350 - H08CrMoA TIG-R20 15CrMo E5015-B2 R307 H13CrMoA HJ250G - H13CrMoA TIG-R30 12Cr1MoV E5015-B2-V R317 H8CrMoVA HJ350 - H8CrMoVA TIG-R31 12Cr2Mo E6015-B3 R407 - - - TIG-R40 1Cr5Mo E1-5MoV-15 R507 - - - TIG-R50
焊接用焊丝的选用原则方法及选用表(详细资料)
焊接用焊丝的选用详细资料及选用表 1 焊丝选用的要点 焊丝的选择要根据被焊钢材种类、焊接部件的质量要求、焊接施工条件(板厚、坡口形状、焊接位置、焊接条件、焊后热处理及焊接操作等)、成本等综合考虑。 焊丝选用要考虑的顺序如下。 ①根据被焊结构的钢种选择焊丝对于碳钢及低合金金高强钢,主要是按“等强匹配”的原则,选择满足力学性能要求的焊丝。对于耐热钢和耐候钢,主要是侧重考虑焊缝金属与母材化学成分的一致或相似,以满足对耐热性和耐腐蚀性等方面的要求。 ②根据被焊部件的质量要求(特别是冲击韧性)选择焊丝与焊接条件、坡口形状、保护气体混合比等工艺条件有关,要在确保焊接接头性能的前提下,选择达到最大焊接效率及降低焊接成本的焊接材料。 ③根据现场焊接位置对应于被焊工件的板厚选择所使用的焊丝直径,确定所使用的电流值,参考各生产厂的产品介绍资料及使用经验,选择适合于焊接位置及使用电流的焊丝牌号。 焊接工艺性能包括电弧稳定性、飞溅颗粒大小及数量、脱渣性、焊缝外观与形状等。对于碳钢及低合金钢的焊接(特别是半自动焊),主要是根据焊接工艺性能来选择焊接方法及焊接材料。采用实芯焊丝和药芯焊丝进行气体保护焊的焊接工艺性能的对比见表1。
2 实芯焊丝的选用 (1)埋弧焊焊丝 焊丝和焊剂是埋弧焊的消耗材料,从碳素钢到高镍合金多种金属材料的焊接都可以选用焊丝和焊剂配合进行埋弧焊接。埋弧焊焊丝的选用既要考虑焊剂成分的影响,又要考虑母材的影响。为了得到不同的焊缝成分和力学性能,可以采用一种焊剂(主要是熔炼焊剂)与几种焊丝配合,也可以采用一种焊丝与几种焊剂(主要是烧结焊剂)配合。 对于给定的焊接结构,应根据钢种成分、对焊缝性能的要求及焊接工艺参数的变化等进行综合分析之后,再决定所采用的焊丝和焊剂。 1)低碳钢和低合金钢用焊丝 低碳钢和低合金钢埋弧焊常用焊丝有如下三类。 ①低锰焊丝(如H08A)常配合高锰焊剂用于低碳钢及强度较低的低合金钢焊接。
焊接材料对照表
焊接材料对照表 焊接检验知识学习: 一、焊接目视检查视力:在12英寸的距离处可达到Jaeger J2, 同时还应完成色盲测试(相当于中国视力规定的1.2) 二、气瓶储放区的温度不应低于-20℉也不能高于130℉ 三、华氏摄氏度温度换算公式:℃=5/9(℉-32); ℉=(9/5℃+32) 四、焊条识别:E XX X X E代表焊条; XX溶敷金属的最小抗拉强度, X焊接位置,数字1表示焊条可用于任何焊接位置,数字2表示熔融金属流动性非常好,只能用于平焊或角缝焊,数字4表示焊条可以用于立向下焊,数字`3不再使用; X涂层/操作特性,表示焊条药的组织和性能,药决定了可焊性和推荐的电流类别AC 交流、DCEP直流反接、DCEN直流正接,焊条最后一个数字为5、6和8表示为“低氢焊条”,应贮存于烘箱内,温度150-350℉范围,潮湿度低于0.2%。,不低于250℉(120℃)的烘箱中。 ER XX S-X ER代表焊条棒; XX溶甫敷金属的最小抗拉强度, S固态焊丝,数字1表示焊条可用于任何焊接位置,数字2表示熔融金属流动性非常好,只能用于平焊或角缝焊,数字4表示焊条可以用于立向下焊,数字`3不再使用; X化学成份,表示焊条药的组织和性能,药决定了可焊性和推荐的电流类别AC交流、DCEP直流反接、DCEN直流正接,焊条最后一个数字为5、6和8表示为“低氢焊条”,应贮存于烘箱内,温度150-350℉范围,潮湿度低于0.2%。,不低于250℉(120℃)的烘箱中。 EXXT-X:E表示焊丝,第一位强度,第二位是位置,T是管状焊丝,最后是极性分类药芯焊丝焊气体包括:Co2或75%氩气+25%Co2,其它的混合气体也可适用。 五、焊接接头:对接、角接、T形、搭接、端接接头。 六、圆整惯例:四舍五入; 七、转换系数: 面积尺寸:mm2=6.452*102in2; in2=1.550*10-3mm2 电流密度:A/mm2=1.550810-3A/in2; A/in2=6.542*102A/mm2
常用母材与焊材选用表
常用母材与焊材选用表
珠光体耐热钢焊接时,如何正确地选用焊接材料? 总的原则是根据化学成分的要求,即熔敷金属的化学成分应与母材相当来选用焊接材料。具体选用,见表12。
中碳钢焊接时,如何正确地选用焊条? 中碳钢的焊接目前大都采用手弧焊。为提高焊接接头的抗裂性,应选用低氢型焊条。个别情况下,也可采用钛钙型和钛铁矿型酸性焊条,但此时应采取严格的工艺措施,如焊前预热、减少熔合比(降低焊缝含碳量)等。 中碳钢手弧焊时焊条的选用,见表6。 特殊情况下,中碳钢焊接时可采用铬镍不锈钢焊条,如E0-19-10-16(A102)、E0-19-10-5(A107)、E1-23-13-16(A302)、E1-23-13-15(A307)、E2-26-21-16(A402)、E2-26-21-15(A407)等,因奥氏体焊缝金属的塑性良好,可以减小焊接接头应力,即使焊件焊前不预热,也可避免热影响区产生冷裂纹。
焊条的保管 焊条保管的好坏对焊接质量有直接影响,尤其在野外工作时要特别注意。每个焊工,保管员和技术人员都应该知道焊条存储、保管规则。焊条和其它涂料在很多情况下会遭到破坏:1)运输、搬运、使用时受到损伤;2)被水浸泡或吸潮;3)受油或其它腐蚀介质污染。 1)损伤:虽然焊条在一般情况下具有抗外界破坏能力,但不能忽视由于保管不好很容易遭受损坏。焊条是一种陶质产品,他不能象钢芯那样耐冲击,所以装货和卸货时不能摔他。用纸盒包装的焊条不能用不能用挂钩搬运。某些型号焊条如特殊烘干要求的碱性焊条涂料比正常焊条更要小心轻放。 2)吸潮:在焊条涂料中含有太高的水分时很危险的,由于很多工人不了解焊条是湿的,焊完时焊缝表面用肉眼不一定看得见气孔,但是经X射线检查就显示出气孔来。当焊条出厂时,所有的焊条有某一含水量,它根据焊条的型号而变,这个含水量是正常的,即对形成气孔有一个含水量的安全系数,对焊缝质量没有影响。所有得焊条在空气中都能吸收水分,在相对湿度为90%时,焊条涂料吸收水分很快,普通碱性焊条露在外面一天受潮旧很严重,甚至相对湿度为70%时涂料水分增加也较快,只在相对湿度为40%或更低时,焊条长期储存才不首影响。 由于昼夜湿度之间的差别很大,空气水分在早上很容易凝结成露水,很容易潮湿焊条包装。焊条存放时间较长时就很容易受潮,所以最好作到先入库的焊条先使用。 在一般情况下焊条由塑料袋和纸盒包装,为了防止吸潮,在焊条使用前,不能随意拆开,尽量作到现用现拆,有可能的话,焊完后剩余的焊条再密封起来。 简单识别受潮的方法:(1)从不同位置取出几跟焊条用两个手的拇指和食指之间将焊条支撑轻轻摇动,如果焊条是干燥的就产生硬而脆的金属声,如果焊条受潮,声音发钝。在使用焊条时常作各种试验,干燥过的和受潮焊条之间声音是不同的,这样可以防止误用受潮焊条。(2)如果用某种型号受潮焊条焊接时发现有裂纹声音
大西洋焊条牌号
碳钢焊条 产品描述: 碳钢焊条 生产许可证号:酸性碳钢焊条XK06-142 0524 碱性碳钢焊条XK06-142 0525 碳钢焊条使用说明 碳钢焊条(其熔敷金属抗拉强度均小于等于500MPa即50kgf/mm2)适用碳钢及低强度的低合金钢焊接。 选择焊条时,通常依据钢材的化学成份、力学性能、抗裂性能要求,同时必须考虑到焊接结构的形状,工作条件,受力状况及焊接设备性能等方面因素。必要时,要进行焊接试验后,确定工艺措施,然后确定选用焊条。通常对要求塑性好、冲击韧性高、抗裂性能好,选用低氢型焊条。对焊接位置有特殊要求者可选用相应的专用焊条,为提高焊接效率,选用铁粉焊条等。 说明书中提出的焊接电流,是一个参考值,工件如经预热,可比正常电流减少5~15%,采用直流时,比交流可减少10%左右,立焊及仰焊比平焊小10~15%左右。 对低氢型、铁粉型焊条,焊前焊条必须经过350℃以上的烘焙,尽可能做至随烘随用,用多少烘多少的原则,否则将会产生焊接缺陷(如气孔、夹渣、裂纹、工艺性能变坏等)。对纤维素型焊条,应严格按说明书规定的烘焙温度进行烘焙,温度过高,将会烧去药皮中的纤维素,破坏焊条固有的工艺性能。 使用低氢型焊条时,焊工应居于上风位置,加强排风,防止焊接烟尘对身体的危害。 对低氢型焊条其烘焙次数尽可能不超过两次,防止药皮变脆、脱落。
低合金钢焊条焊条使用说 产品描述: 低合金钢焊条焊条使用说 根据我国以往焊条分类习惯,焊条国家标准GB/T5118-1995<<低合金钢焊条>>包含以下三类: 1.1. 50公斤级(除熔敷金属Mn-si系)以上的结构焊条; 2. 钼和铬钼珠光体耐热钢焊条;p> 3. 低温钢焊条. 低合金钢焊条的选用,通常是根据钢材的化学成份.力学性能.抗裂性能等要求.同时还要从焊接结构形状.工作条件,受力情况和焊接行综合考虑.必要时,需进行焊接性能试验来确定焊条和采取必要的工艺措施. 1. 低合金结构钢焊条的使用 一般依钢材的强度等级来选用相应的焊条,同时还需要钢材焊接性,母材成份的过渡,焊接结构尺寸.形状.坡口和受力情况等因素,进焊接冷却速度太大,使强度增高,焊缝接头容易产生裂缝的不利情况下,往往可选用比母材强度低一些的焊条,如遇厚板多层焊或焊后等情况,则需防止焊缝强度过低的现象.对要求塑性好.冲击韧性高.低温性能好.抗裂性能强者,选用碱性或高韧性的焊条,对中碳钢的用超低氢型,高韧性的焊条或铺以预热等工艺措施. 2. 钼和铬耐热钢焊条的的使用 珠光体耐热钢中常用的合金元素有铬.钼.钒.铌等以适应不同的工作要求.由于钢中碳和合金元素的共同作用,使其在焊接时极易形成性能较差,应此,珠光体耐热钢一般焊前进行预热,焊后进行回火处理. 在异种钢焊接时,一般选用与中间成分相适应的材料,并应根据其中焊接性差的材料,选用合适的预热温度和焊后热处理条件. 在单独使用或用于厚壁管焊接时,应选用低氢耐热钢焊条. 3.低温钢焊条的使用 根据低温液化气体生产工艺流程的特点,低稳钢按不同的使用温度(-40℃.-70℃.-100℃. -196℃. -253℃)分级使用,并选取相应的焊