铸钢件综合技术条件
铸件技术要求[1]
![铸件技术要求[1]](https://img.taocdn.com/s3/m/2e7ce220aaea998fcc220ea7.png)
铸件技术要求及各主要工序的控制要点一.铸件技术要求1.铸件重量3.1吨;浇冒口重量2吨;箱重5.1吨。
金属收得率61%。
2.冒口12只。
其中保温冒口4只;普通暗冒口4只;明冒口4只(按原来的不变)。
3.增加成型冷铁8块;原来每只侧法兰外端面的6块冷铁该为3块方冷铁,其余冷铁按原来的排放不变。
4.浇注系统均由陶管排出。
5.砂箱高度:上箱总高度≥800MM;下箱总高度≥700MM。
6..冷铁需喷丸除锈。
表面无污物、粘砂等。
7..型砂采用面、背砂。
外模表面覆盖50-100MM厚度的新砂,其余用旧砂。
8.出气棒直径为30MM。
二.各主要工序的控制要点1.型砂1)型砂抗压强度2.8—3.2MPa;表面稳定性≥90%,型砂可使用时间5-10分钟。
2)需测定树脂、固化剂以及砂的流量(作好现场记录)。
配比准确后才可造型、制芯。
2造型、制芯1)树脂,固化剂加入混砂机料捅时必须镇静10分钟,待其沉淀;气体逸出后才可开机工作。
、2)造型、制芯之前按图纸检查模型、冒口、冷铁、出气棒、浇注陶管等是否符合要求。
3)混砂机停机后、开机前必须丢掉头砂、尾砂。
4)造型、制芯时,开机放砂前必须将冒口、冷铁;出气棒;芯骨、浇注陶管等准确排放。
模型表面,冷铁、活块,出气棒根部的型砂必须拍紧实,模型、冒口深凹处的型砂要捣紧实,上述操作必须在型砂可使用时间内完成。
5)每节浇注陶管必须准确对接,避免陶管之间的型砂被钢水冲刷到型腔中。
(可用胶带纸将各陶管连接,作好造型前的准备工作)6)保证砂型,坭芯的气眼通畅。
3.涂料1)起模2小时后上第一次涂料.,涂料前需吹扫砂型、坭芯上的浮砂。
2)采用锆英粉醇基涂料,浓度适当,涂刷2-3遍。
3)涂刷均匀,气眼、字板处防止涂料堆积。
4..配模、合箱1)砂型,坭芯需用喷灯烘烤。
2)坭芯落入下箱中,需检查壁厚是否均匀。
上箱的出气孔必须通畅。
型腔内尖角砂、浇注陶管内的浮砂等夹杂物吹扫干净。
3)合箱后检查型内是否有错边,夹杂物等,明冒口覆盖报纸防止落入杂物。
铸件通用技术要求

铸件通用技术要求
铸件表面上不允许有冷隔、裂纹、缩孔和穿透性缺陷及严重的残缺类缺陷(如欠铸、机械损伤等)。
铸件应清理干净,不得有毛刺、飞边,非加工表明上的浇冒口应清理与铸件表面齐平。
铸件非加工表面上的铸字和标志应清晰可辨,位置和字体应符合图样要求。
铸件非加工表面的粗糙度,砂型铸造R,不大于50μm。
铸件应清除浇冒口、飞刺等。
非加工表面上的浇冒口残留量要铲平、磨光,达到表面质量要求。
铸件上的型砂、芯砂和芯骨应清除干净。
铸件有倾斜的部位、其尺寸公差带应沿倾斜面对称配置。
铸件上的型砂、芯砂、芯骨、多肉、粘沙等应铲磨平整,清理干净。
对错型、凸台铸偏等应予以修正,达到圆滑过渡,一保证外观质量。
铸件非加工表面的皱褶,深度小于2mm,间距应大于100mm。
机器产品铸件的非加工表面均需喷丸处理或滚筒处理,达到清洁度Sa2 1/2级的要求。
铸件必须进行水韧处理。
铸件表面应平整,浇口、毛刺、粘砂等应清除干净。
1、铸件必须符合通用技术条件JB/T5000.6-1998的规定进行,尺寸公差C级,行为公差G 级
2、铸件不得有影响强度及外观的缺陷,要求进行探伤处理,安装受力处重点探伤,探伤按JB/T5000.14中Ⅲ级质量等级验收
3、铸件应进行正火处理消除内应力,然后进行机加工,铸件正火处理硬度169-217HB
4、调质处理241-286HB
5、所有油路必须仔细清洗
6、未注圆角R10-R15
7、棱角倒钝,未注倒角C2
8、各加工孔对称位置的偏差不大于0.2m。
铸件通用技术要求资料

铸件通用技术要求铸件通用技术要求(JB/ZQ4000.5-86)1.碳素铸钢应符合GB5678-85的规定;合金铸钢应符合JB/ZQ4297-86的规定,耐热铸钢应符合JB/ZQ4298的规定;不锈钢应符合JB/ZQ4299及JB/ZQ6009-84的规定.2.灰铸铁应符合GB5675-85的规定;球墨铸铁应符合JB/ZQ4302-86的规定,耐热铸铁应符合JB/ZQ4303-86的规定;耐磨铸铁应符合JB/ZQ4303-86的规定.3.铸件尺寸公差等级分16级,见1-175 铸件尺寸公差.plb, 单件小批生产一般按1-176 小批单件毛坯尺寸公差.plb选用.公差带应对称于毛坯铸件基本尺寸配置,即公差的一半位于正侧,另一半位于负侧.有特殊要求时,公差带也可非对称配置,但应在图样上标注.4.铸件内、外圆角公差用1-175铸件尺寸公差.plb 中公差值作为上限,使其下限为零;壁厚公差可比其它尺寸的一般公差降一级选用, 如图样上标明一般公差为CT10 级的话,则壁厚公差选用CT11级.5.特殊要求的公差, 应直接标注毛坯件基本尺寸的后面,如95±1.1. 特殊要求的公差可比一般公差高或低.一般情况下不能低于1-176 小批单件毛坯尺寸公差.plb 规定的公差等级范围,当要求的公差超过该库规定的范围时, 则经有关方面协商后从1-175铸件尺寸公差.plb中选取.6.碳素钢和低合金钢(包括高锰钢)铸钢件缺陷的补焊按JB/ZQ4000.6-86(铸钢件补焊通用技术条件)规定执行.7.当铸件补焊处的焊缝深度超过壁厚20%或25mm时,补焊后均应进行适当的消除应力热处理. 补焊大型缺陷时,焊缝金属量大,有必要时可在焊接到坡口的1/3-1/处时进行一次中间退火, 消除应力后再继续焊满坡口, 最后再做一次消除应力热处理.补焊大型或碳当量(碳当量的计算见本标准附录A)超过0.4%的铸钢件的缺陷时, 在补焊后应立即入炉进行消除应力的热处理.8.设计人员根据铸件的技术要求填写下表,并将此表贴在铸件图样的右上部. (铸件技术要求) :━━━━━━━━━━━━━━━━━━━通用技术要求 JB/ZQ4000.5铸件尺寸公差要求 CT密封试验是/否耐压试验是/否━━━━━━━━━━━━━━━━━━━注:表中空格中可补充其它技术要求.。
制造与验收技术要求-铸件类 (TY)
制造与验收技术要求铸件类XXXX有限公司201X.XX.XX1、主题内容及适用范围本技术要求规定了我司所有产品使用的灰口铸铁件、球墨铸铁件(以下简称铸件)的铸铁牌号、技术要求、实验方法、检验规则、标志和质量证明书。
适用于我司全系列机型的大、中、小各种铸件。
2、引用标准《GB/T 3997 金属切削机床灰铸铁件技术要求》、《GB 9439 灰铸铁件》、《GB 1348 球墨铸铁件》、《GB 6414 铸件尺寸公差》、《GB/T 11350 铸件机械加工余量》、《GB/T 11351 铸件重量公差》、《GB6060.1 表面粗糙度比较样块铸造表面》、《JB/T 7945 灰铸铁机械性能试验方法》、《GB/T 231.1 金属材料布氏硬度试验第1部分:试验方法》、《GB/T 7216 灰铸铁金相检验》、《GB/T222 钢的化学分析用试样取样法及成品化学成分允许偏差》、《GB-T 223.1 钢铁及合金中碳量的测定》、《GB-T 223.2 钢铁及合金中硫量的测定》、《GB-T 223.3 钢铁及合金化学分析方法二安替比林甲烷磷钼酸重量法测定磷量》、《GB-T 223.4-2008 钢铁及合金锰含量的测定电位滴定或可视滴定法》、《GB-T 223.5-2008 钢铁酸溶硅和全硅含量的测定》等,其余未规定部分应符合上述各标准的规定。
在执行文件过程中有与国家标准矛盾之处,应按国家标准执行。
3、技术要求3.1 铸铁牌号、化学成分和力学性能3.1.1 灰铸铁牌号和力学性能按GB 9439,化学成分由供方自行决定,但必须达到GB 9439规定的牌号及相应的力学性能指标。
3.1.2球墨铸铁牌号和力学性能按GB 1348,化学成分由供方自行决定,但必须达到GB 1348规定的牌号及相应的力学性能指标。
3.1.3 供方需严格按照我司图样标注的铸铁牌号安排生产。
3.2 尺寸公差及公差带的配置3.2.1 铸件尺寸公差按GB 6414,常用等级代号与公差见表1。
铸件技术条件(02.15)

QK 企业技术基础标准QK/J02.15-2006铸件技术条件编制审核批准玉环凯凌集团有限公司发布铸件技术条件1范围本标准规定了摩托车盘式制动器所用铸造零部件(以下简称铸件)的要求和检验规则。
本标准适用于所有铸造产品(包括金属型铸造和压力铸造)。
2规范性引用文件下列文件中的条款通过在本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于标准。
GB/T 15056-94 铸造表面粗糙度评定方法GB/T 6414-86 铸件尺寸公差GB/T 11350-89 铸件机械加工余量JB/T 5105-91 铸件模样起模斜度GB 1173-1995 铸造铝合金技术条件GB 9438 铝合金铸件技术条件GB 10849-89 铸造铝硅合金变质GB 10850-89 铸造铝硅合金过烧GB 10851-89 铸造铝合金针孔GB/T 15115 压铸铝合金GB/T 15114 铝合金压铸件GB/T 1804 一般公差未注公差的线形和角度尺寸的公差GB/T 1184 形状与位置公差未注公差的规定3要求3.1 材料代号铸造铝合金代号由字母“ZL”及其后面的三个阿拉伯数字组成,压铸铝合金代号用字母“YL”表示及其后面的三个阿拉伯数字组成。
第一个字母1、2、3、4分别表示铝硅、铝铜、铝镁、铝锌系列合金,后面第二、三两个数字表示顺序号。
铸件在图样中的标记包括:合金牌号或代号、铸造方法、铸件的供应状态(热处理方法)、铸件类别以及所执行的标准等。
以金属型铸造ZL111,T6固溶处理加完全人工时效为列,标记如下:ZL111-JB-T6Ⅱ-GB94383.2 化学成分3.2.2 化学成分检测规则在一个熔炼炉次或同一批次产品中,允许送检两只(次),只要其中的一只试样符合上表所规定的元素含量,则合金化学成分合格;如果两只试样分析结果都不合格,则该熔炼炉次或该批次产品不合格。
铸件外观质量验收技术条件
铸件外观质量验收技术条件铸件外观质量验收技术条件一、范围本要求适用于一汽锡柴W.X.F.K.L.M.N系列柴油机,采用砂型铸造,金属型铸造方法获得的黑色、有色合金铸件。
(主要铸件机体、缸盖按专用铸件验收技术条件)二、主要内容质量部门组织评价和判定铸件外观质量,作为交货验收的技术依据。
三、引用标准a)GB/T6060.1-1997表面粗糙度比较样块。
b)GB/T15056-1994 铸造表面粗糙度评定方法。
c)Q/XC5101-2001 铸铁件通用技术条件。
d)Q/XC512-90有色合金通用技术条件。
四、目测铸件外观质量技术要求1、一般要求1.1,表面粗糙度要求Ra50,铸件难以清理的部位,局部允许Ra100。
待加工表面允许降低1级。
1.2,铸件外观可参照样品执行。
2、表面缺陷2.1,铸件表面不允许有冷隔、裂纹、孔洞贯穿内外表面的缺陷及机械加工不能去除的其它缺陷。
2.2,铸件上的型砂、芯砂、披缝必须清理干净2.3,铸件非加工表面上允许铸件中存在顶杆、排气塞等痕迹,但凸出和凹下表面不超过0.5mm。
2.4,非加工面上允许存在的不需要修补的缺陷见表1。
2.5 加工前的加工面上允许存在深度不得超过加工余量2/3的铸造缺陷。
2.6 加工后的加工面上允许存在ф≤1mm,深度<1mm的单个孔洞的铸造缺陷。
3、浇冒口残根3.1,需加工的表面上的浇冒口残根高度允许≤1mm。
3.2,非加工表面的浇冒口残根可以高于非加工表面,但高度不得超过0.5mm,同时不得影响机加工时的定位基准。
4、铸件的错型值铸件分型面处最大错型值≤0.8mm。
铸件各表面突起的分型线,或者与铸件表面圆滑过渡,或者突出高度小件不超过0.5mm, 中、大件不超过0.8 mm,分型面上的飞边不应有锋利锐边,以免引起人身伤害。
5、铸件缺陷的修补铸件缺陷的修补按有关技术条件执行,修补后的`铸件不得有渗漏和影响外观质量的缺陷。
6、铸件表面的防锈处理6.1,铸件表面须经过防锈处理,保证在铸件进入面加工时不得有任何的锈蚀。
一般工程与结构用铸钢件的技术要求
一般工程与结构用铸钢件的技术标准
一般工程与结构用铸钢件均需进行热处理,常用的热处理工艺有:退火;正火;正火+回火;淬火+回火。
通常,除另有规定外,铸件热处理工艺均由供方决定。
因此,在制订一般工程与结构用铸钢件的技术要求时,一般不把铸件热处理工艺做为主要技术要求提出。
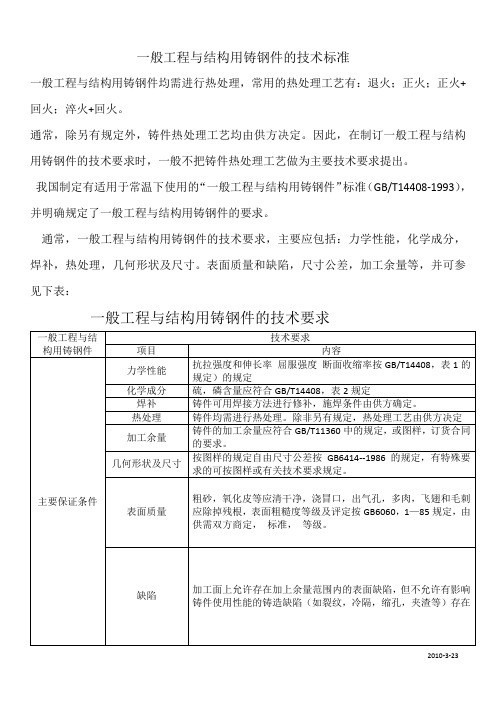
我国制定有适用于常温下使用的“一般工程与结构用铸钢件”标准(GB/T14408-1993),并明确规定了一般工程与结构用铸钢件的要求。
通常,一般工程与结构用铸钢件的技术要求,主要应包括:力学性能,化学成分,焊补,热处理,几何形状及尺寸。
表面质量和缺陷,尺寸公差,加工余量等,并可参见下表:
一般工程与结构用铸钢件的技术要求。
国家铸钢件铸造标准(一)
国家铸钢件铸造标准(一)国家铸钢件铸造标准国家铸钢件铸造标准是指在铸造铸钢件的过程中遵循的标准规范。
铸造铸钢件是制造重要机械部件的关键步骤,因此标准化铸造过程至关重要。
为什么需要国家铸钢件铸造标准1.规范铸造过程:国家铸钢件铸造标准为铸造铸钢件的全过程制定了一系列的规范,包括熔炼、浇注、冷却等各个环节。
通过统一规范,铸造过程更加稳定可靠。
2.保证质量:一旦铸造过程符合国家标准,其制造的铸钢件可以更好地保证其质量,并且具有更高的可靠性。
3.降低成本:遵循国家标准可以使生产效率更高,同时减少不必要的损失和废品,从而降低成本。
国家铸钢件铸造标准的内容国家铸钢件铸造标准,主要包含以下内容:1.熔炼规范:包括熔炼温度、热处理、铸钢材料选用、熔炼后钢液的处理等。
2.浇注规范:包括浇注温度、浇注速度、浇注方式等。
3.冷却规范:包括冷却速度、降温温度等。
4.产品质量规范:包括理化性质、机械性能、化学成分等。
总结国家铸钢件铸造标准的制定和遵循,可以保证铸造过程的规范化和统一,提高铸钢件的制造质量和可靠性。
铸钢件作为重要的机械部件,其品质的高低直接影响到相关机械设备的使用寿命和安全性,因此国家铸钢件铸造标准的重要性不可忽视。
如何遵循国家铸钢件铸造标准1.学习并了解国家铸钢件铸造标准的相关内容。
2.实践并遵守国家铸钢件铸造标准,特别是在铸造过程中遵守规范化流程和技术要求。
3.不断完善铸造技术、加强设备更新,提高生产效率和质量。
4.加强质量监督和检验,建立相应的检测体系,确保铸钢件的质量符合国家标准。
国家铸钢件铸造标准的应用1.铸锻件制造:在锻造过程中,往往需要使用到铸造铸钢件,遵循国家铸钢件铸造标准可以提高锻造零部件的质量和稳定性。
2.机械加工:铸造铸钢件常常是机械加工的重要组成部分,通过遵循国家铸钢件铸造标准,可以提高机械零件的加工精度和寿命。
3.焊接制造:在焊接过程中,常常需要使用到铸造铸钢件,通过遵循国家铸钢件铸造标准,可以保证焊接零部件的质量和可靠性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铸钢件综合技术条件1 主题内容与适用范围本标准根据 GB 11352 和 GB/T 6967 的相关内容,规定了一般工程用铸造碳钢件、一般工程与结构用低合金铸钢件的牌号及铸件技术条件。
以下所涉及的铸钢件均指此两类铸造碳钢 件。
本标准适用于砂型或导热性与砂型相当的铸型铸造的碳钢件。
对用其他铸型铸造的铸钢件亦可参照使用。
2 牌号2.1 一般工程用铸造碳钢件按GB 5613 的规定分为: ZG200-400 ;ZG230-450 ;ZG270-500 ;ZG310-570 ; ZG340-640 五种铸钢牌号。
2 . 2 一般工程与结构用低合金铸钢件共包含八种牌号: ZGD270-480 ; ZGD290-510 ;ZGD345-570 ; ZGD410-620 ; ZGD535-720 ; ZGD650-830 ; ZGD730-910 ; ZGD840-1030 。
3 技术要求 3. 1 生产方法除另有规定外,生产方法和铸造工艺可由供方自行决定。
3. 2 化学成分各牌号的化学成分应符合表1 的规定:表 1铸钢牌号及化学成分元素最高含量( %) 牌号CSiMn SP残余元素CrCuMoV总和NiZG200-400 0.2 0.5 0.8 ZG230-450 0.3 0.5 0.9ZG270-500 0.4 0.5 0.9 0.30 0.35 0.30 0.20 0.05 1.00ZG310-570 0.5 0.6 0.9 ZG340-640 0.6 0.6 0.9ZGD270-480 / / / 0.04 0.04 // / / / / ZGD290-510 / / / / / / / / / ZGD345-570 / / / / / / / / / ZGD410-620 / / / / / / / / / ZGD535-720 / / / / / / / / / ZGD650-830 / / // / / / / / ZGD730-910 / / / 0.35 / / / / / / ZGD840-1030 ///0.35//////注:1)一般工程用铸造碳钢件对上限减少 0.01%的碳, 允许增加 0.04%的锰;对 ZG200-400的锰最高至 1.00%,其余四个牌号锰最高至 1.20%。
2)如无要求时,残余元素可不进行分析。
当使用酸性炉生产时,S 、 P 含量由供需双方商定。
3)一般工程与结构用低合金铸钢件除另有规定外,各牌号的化学成分由供方确定,且除S、 P 外,其它元素不作为验收依据。
3. 3 机械性能机械性能应符合表 2 的规定:表 2 铸钢件机械性能K屈服强度抗拉强度延伸率收缩率 KV牌号б 0.2 ≥ MPa бb≥ MPa δ≥% ψ≥%冲击韧性≥A ( J) a Kgf m/c·ZG200-400 200 400 25 40 30 6.0ZG230-450 230 450 22 32 25 4.5ZG270-500 270 500 18 25 22 3.5ZG310-570 310 570 15 21 15 3ZG340-640 340 640 10 18 10 2 ZGD270-480 270 480 18 35 / /ZGD290-510 290 510 16 35 / /ZGD345-570 345 570 14 35 / /ZGD410-620 410 620 13 35 / /ZGD535-720 535 720 12 30 / /ZGD650-830 650 830 10 25 / /ZGD730-910 730 910 8 22 / /ZGD840-1030 840 1030 6 20 / /KKV注: 1)一般工程用铸造碳钢件各牌号性能,适应于厚度为100 mm 以下的铸件,当铸件厚度超过100 mm 时,表中规定的б0.2仅供设计使用;无特殊规定时,收缩率和冲击韧性由供方选择其一;2)表中 A---冲击吸收功(V 型); a——冲击韧性(U型);3)一般工程与结构用低合金铸钢件若以冲击功作为检验指标,可代替断面收缩率。
冲击试样应采用V 型缺口,具体数值由供需双方协商确定。
3. 4 热处理3.4.1 一般工程与结构用低合金铸钢件均需进行热处理。
除另有规定外,热处理工艺由供方自行决定。
3. 4. 2 常用的热处理工艺有:退火、正火、正火+回火、淬火 +回火。
3. 4. 3 铸件浇注后冷却到相变温度范围以下方可进行热处理,其炉温应进行有效控制。
3. 5 表面质量3. 5. 2 铸件应清理干净、修整飞边、毛刺,去除浇冒口、粘砂、氧化皮及内腔残余物等。
3. 5. 3 浇冒口切割残余量应符合供需双方认可的规定。
3. 6 几何形状、尺寸及公差3. 6. 1 铸件几何形状和尺寸应符合图样、模样或订货协议中的规定。
3. 6. 2 铸件尺寸公差应符合表 3 的规定:表 3 铸件尺寸公差铸件基本尺寸 mm 公差等级 CT大于至 5 6 7 8 9 10 11 12 13 / 3 0.28 0.40 0.56 0.80 1.2 / / / /3 6 0.32 0.48 0.64 0.90 1.3 / / / /6 10 0.36 0.52 0.74 1.0 1.5 2.0 2.8 4.2 /10 16 0.38 0.54 0.78 1.1 1.6 2.2 3.0 4.4 /16 25 0.40 0.58 0.82 1.2 1.7 2.4 3.2 4.6 625 40 0.46 0.64 0.90 1.3 1.8 2.6 3.6 5.0 740 63 0.50 0.70 1.0 1.4 2.0 2.8 4.0 5.6 863 100 0.56 0.78 1.1 1.6 2.0 3.2 4.4 6 9100 160 0.62 0.88 1.2 1.8 2.5 3.6 5.0 7 10 160 250 0.70 1.0 1.4 2.0 2.8 4.0 5.6 8 11 250 400 0.78 1.1 1.6 2.2 3.2 4.4 6.2 9 12 400 630 0.90 1.2 1.8 2.6 3.6 5.0 7 10 14 630 1000 1.0 1.4 2.0 2.8 4.0 6 8 11 16 1000 1600 / 1.6 2.2 3.2 4.6 7 9 13 18 1600 2500 / / 2.6 2.6 5.4 8 10 15 21 3. 6. 3 壁厚尺寸公差壁厚尺寸公差按相应的尺寸公差等级降一级选用。
3. 6. 4 错型值错型值必须位于表 3 的公差值之内,当需进一步控制错型值时,则应在图样上注明,其值从表 3 和表 4 中选取较小的值。
表 4 错型值公差等级 CT 5 6 7~8 9~10 11~13 错型值㎜0.3 0.5 0.7 1.0 1.5成批和大量生产铸件的尺寸公差等级按表 5 的规定选取:铸造工艺方法公差等级表 5 成批和大量生产铸件的尺寸公差等级砂型手工造型砂型机器造型及壳熔模铸造型铸钢11~13 8~10 5~ 7小批和单件生产铸件的尺寸公差等级按表 6 的规定选取:造型材料公差等级表 6小批和单件生产铸件的尺寸公差等级干、湿型砂自硬砂铸钢13~15 12~ 143. 7 缺陷及修补3.7.1 在加工面上允许存在加工余量范围内的表面缺陷。
不允许有影响铸件使用性能的裂纹、冷隔、缩孔、夹渣等铸造缺陷存在。
3.7.2 铸件非加工面上及铸件内部允许存在的缺陷种类、范围、数量由供需双方在订货时商定。
3. 7. 3 不影响铸件机械性能的缺陷可以修补(焊补或其它方法)。
3.7.4 铸件产生的变形可通过矫正的方法消除。
矫正通常在室温下进行,特殊情况下可采用热矫正。
4试验方法4. 1 化学分析4.1.1 化学成分用试块,应在浇注中途抽取。
4.1.2 化学分析用试样的取样方法按GB 222 的规定执行。
4.1.3 化学仲裁分析方法按 GB 223 的规定进行。
4. 2 机械性能试验4. 2. 1 机械性能用试块,应在浇注中途单独铸出。
试块类型的选用由供方自行决定。
4. 2. 1. 1 单铸试块的形状尺寸和试样的切取位置应符合附图 1 的要求。
4. 2. 1. 2 除另有规定外,单铸试块与其所代表的铸件用相同方式进行热处理,并作标记。
4.2.2 拉力试验按 GB 228 的规定执行;冲击试验按 GB 2106 的规定执行(不具备 V 型缺口的试验条件下,可按 GB 229 的规定执行);布氏硬度试验按 GB 231 的规定执行。
4. 3 表面检验4. 3. 1 铸造表面粗糙度检验方法按GB 6060.1 的规定执行。
4. 3. 2 铸件几何形状和尺寸检验应选择相应精度的检测工具、量规、样板或划线检查。
4. 4 无损探伤检验铸件渗透探伤检验按GB 9443 的规定执行;磁粉探伤检验按GB 9444 的规定执行;超声波检验按 GB 7233 的规定执行;射线照像检验按GB 5677 的规定执行。
5 检验规则5. 1 检验权力5. 1. 1 铸件的检验一般由供方的检查部门进行。
5. 1. 2 本组织有权进入制造和存放待查产品的地点。
并可根据规定提出要求选取的样品,有权随时参加样品选取,试块、试样制备(加工和热处理)及进行试验,但不得干涉供方工作程序,应遵守供方的安全规程。
5.1.3 根据双方协议,在适当的时候供方应安排本组织相关人员到供方检验的日期。
如果本组织相关人员在商定时间未到场,为避免制造周期中断,除有明文禁止,供方可以自行检验,并将检验结果提交本组织。
5. 2 检验地点5. 2. 1 除供需双方商定只能在本组织内部作检验外,最终检验一般在供方进行。
5. 2. 2 供方不具备必要的手段,或双方对铸件质量发生争议时,检验可在独立机构进行。
5. 3 批量的划分5.3.1 按炉次分:铸件为同一类型,由同一炉次浇注,必要时在同一炉作相同热处理的为一批。
5.3.2 按数量或重量分:同一牌号在熔炼工艺稳定的条件下,几个炉次浇注的并经相同工艺多炉次热处理后,以一定数量或重量的铸件为一批,具体要求由供需双方商定。
5. 3. 3 按件分:指某些铸件技术上有特殊要求,以一件或几件为一批。
5. 4 化学成分检验5.4.1 铸件按熔炼炉次或每一批量进行一次化学成分分析,分析结果应符合表 1 规定。
5.4.2 屑状试样应自铸造表面6mm 以下取得。
5. 5 机械性能检验5.5.1 检验5.5.1.1 机械性能试验,每一批量取一个拉力试样,试验结果应符合表 2 规定。
5.5.1.2 当规定作冲击试验时,每一批量取三个冲击试样进行试验,三个试样的平均值应符合表 2 或协议的规定,其中有一个试样的值可低于规定值,但不得低于规定值的三分之二。