8mmm厚钢板折弯系数
折弯展开计算对照表(114)
序号
折弯计算方式
展開長度
备注
折弯刀数种类
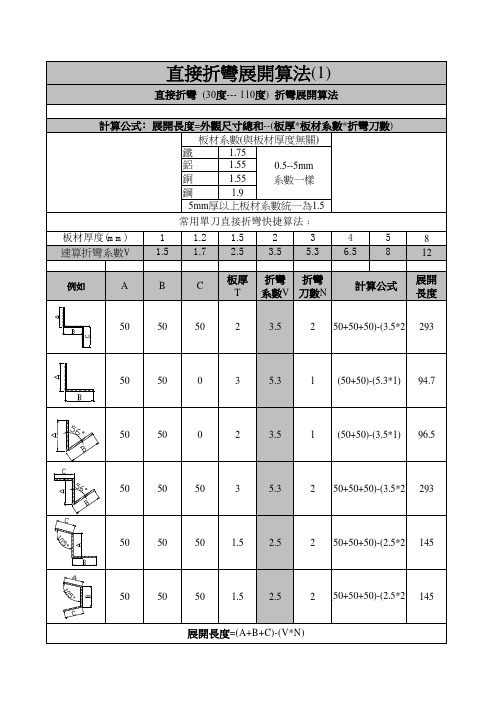
1直接折彎 (30度--- 110
度) 折彎展開算法
外觀尺寸總和-(板厚*板材系數*折彎刀數)
n1折弯刀数30-110度2直接折彎 (大于110度小于160度) 折彎展開算法外觀尺寸總和-(0.5*折彎刀數)n2折弯刀数110-160度
3直接折彎 (大于160度) 折彎展開算法外觀尺寸總和
此程计算不用填折弯刀数种类n3折弯刀数大于160度4直接折彎 (壓死邊) 折彎展開算法外觀尺寸總和-(1/2板厚*折彎刀數)外观尺寸之和=TS 展开长度-T*1.136n4折弯刀数压死边5直接折彎 (壓空邊) 折彎展開算法外觀尺寸之和外观尺寸之和=TS 展开长度-T*1.136
n5折弯刀数压空边
6圓弧彎弧展開算法
中心線弧長 展开长度=ts 的外弧展开尺寸-3.14159*T/2n6圆弧折弯7直接折彎30˚以下折彎展開算法
外觀尺寸之和
此程计算不用填折弯刀数种类
n7折弯刀数小于30度8刨槽折彎 (大于30度小于110度) 展開算法外觀尺寸之和 - (剩余厚度*2*折彎刀數)n8刨槽折弯刀数30-110度9刨槽折彎 (小于30度) 展開算法 外觀尺寸之和
此程计算不用填折弯刀数种类
n9刨槽折弯刀数小30度10
刨槽折彎 (大于110度) 展開算法
外觀尺寸之和-0.5*折彎刀數
n10刨槽折弯刀数大于110度
折弯计算方式汇总
制表:范立荣
1 of 12012/5/22。
折弯系数完整版

折弯系数完整版折弯系数中性层:在绘制钣金展开时,板料中有一层既不伸长又不缩短的一层称为中性层,随板厚的不同中性层的位置是不同的,折弯系数是用来表示这一层位置的参数系数:钢板的产地不同及不同的折弯机,系数有差异,要根据实际情况确定系数先说明一下:1.折弯系数的算法通常以90度折弯来计算的,具体数据取决于折弯机刀槽和所应用钣金材料2.折弯系数包括两个定义(折弯扣除ΔΚ、折弯系数ΔΤ)即两种算法,但无论用哪种算法最后展开值是一致的3.具体算法是:折弯扣除ΔΚ等于外档尺寸相加减去展开长度L;折弯系数ΔΤ等于展开长度L减去内档尺寸之和即设折弯形状为L形,两外档尺寸分别为A、B内档尺寸为a、b 展开长度为L料厚为T 则:ΔΚ=A+B-L;ΔΤ=L-(a+b) 推出ΔΚ=2T-ΔΤ4.本人上传一个折弯系数表供大家参考(实际是扣除表)具体值可参考实际更改,此格式不是太成熟,由于工作忙等抽空再做个更人性化的给大家,5.只要将表放到其他系统系数表文件夹里就可看到了,也可放一个固定位置浏览一下就行了6.再声明一下,具体的值要根据自己的折弯机和材料进行试验来确定的,不同厚度的材料扣除值是不同的,同厚度不同刀槽折的值也是不同的,不同材料的值也是不同的上模R角大小:未知V槽口尺寸:一般折弯用的V槽口尺寸为板厚的8倍计算折弯系数跟材质;折弯半径/板材厚度,V口宽度及上模半径有关4m以下算内层的长度,4m到10m之间算中间层的长度,再以上,应该是中间偏上,就有系数了。
两个办法:1、根据实际结果和计算值,得出这种材料的中间层位置系数。
2、根据截面密度计算理论值,再修正。
1折弯系数确定的重要性在钣金加工中, 对零件展开料计算时, 工艺人员是凭经验确定折弯系数(即消耗量) 的, 不同工艺人员编制的工艺文件, 其确定的折弯系数也不相同。
通过查阅大量的有关钣金加工手册, 也没有查到明确的公式来计算折弯系数, 只能查到不同折弯内圆弧的折弯系数, 而内圆弧与加工工艺方案有关, 使用不同的折弯下模槽宽, 内圆弧也不相同, 从而导致工艺文件上无法确定折弯系数的准确值。
折弯系数表
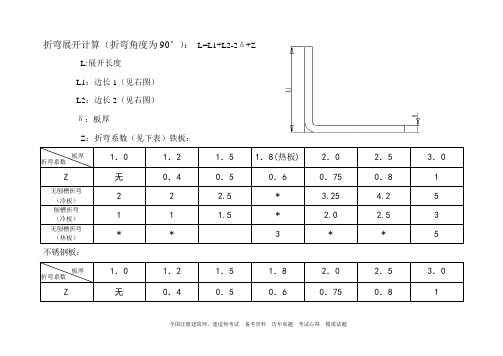
板厚 折弯系数板厚 折弯系数折弯展开计算(折弯角度为90°): L=L1+L2-2δ+ZL:展开长度L1:边长1(见右图)L2:边长2(见右图)δ:板厚Z :折弯系数(见下表)铁板:1.0 1.2 1.5 1.8(热板) 2.0 2.5 3.0 Z无 0.4 0.5 0.6 0.75 0.8 1 无刨槽折弯(冷板)2 2 2.5 * 3.25 4.2 5 刨槽折弯(冷板)1 1 1.5 * 2.0 2.5 3 无刨槽折弯(热板) * * 3 * * 5 不锈钢板:1.01.2 1.5 1.8 2.0 2.5 3.0 Z无 0.4 0.50.6 0.75 0.8 1Q/ZB J65—20101钣金展开计算方法1 范围公司折弯次数小于8次的常规钣金件适用本方法,精密钣金件、折弯次数较多或折弯内圆弧半径R有特殊要求的钣金件需进行试折弯。
2 展开计算原理:2.1 板料在弯曲过程中外层受到拉应力,內层受到压应力,从拉到压之间有一既不受拉力又不受压力的过度层为中性层;中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。
2.2 中性层的位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径较小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的內侧移动。
中性层到板料內侧的距离用λ表示(见图一)。
3 折弯模具:我们使用的小松数控折弯机所配套的普通折弯模具V型槽宽度通常为适用该折弯模的板厚的5-6倍。
板厚与适用V型槽宽(见表1)。
表1 板厚与适用V型槽宽参数板厚(t) 1.0, 1.2,1.51.5,2.0 2.5,3.0 3.0,4.0,5.0适用V槽宽度81216254 展开计算方法: 4.1 90°折弯(一般折弯)Q/ZB J65—201024.1.1 (如图二),由于我们常用的折弯上模的尖角通常小于0.5,所以折弯内圆弧R可以视为定值,因此折弯拉伸系数的影响因素主要取决于折弯下模槽宽V和材料厚度t。
折弯系数表
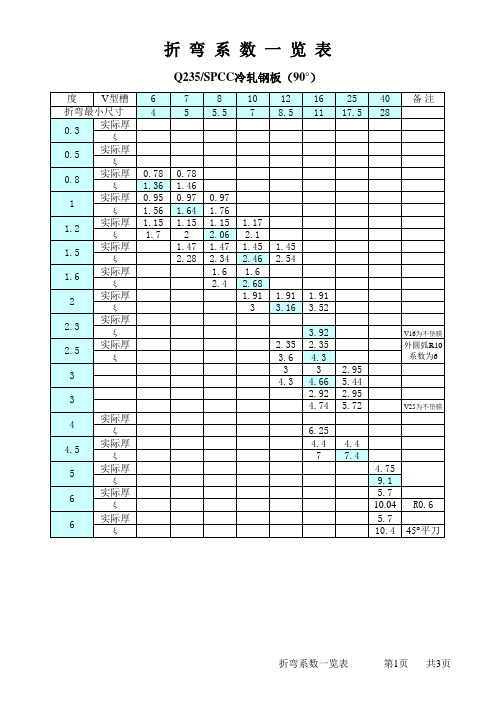
板材厚
度 V型槽
折弯最小尺寸
0.3 实际厚
ξ
0.5 实际厚
ξ
0.8 实际厚
ξ
1
实际厚
ξ
1.2 实际厚
ξ
1.5 实际厚
ξ
1.6 实际厚
ξ
2
实际厚
ξ
2.3
实际厚
ξ
2.5 实际厚
ξ
3
3
4
实际厚
ξ
4.5
实际厚
ξ
5
实际厚
ξ
6
实际厚
ξ
6
实际厚
ξ
Q235/SPCC冷轧钢板(90°)
6
7
8
10 12 16
40 备 注 28
40 备 注 28
压平系数 为0.5
3.8 8
折弯系数一览表
第2页 共3页
板材厚
度 V型槽
折弯最小尺寸
0.3 实际厚
ξ
0.5 实际厚
ξ
0.8 实际厚
ξ
1
实际厚
ξ
1.2 实际厚
ξ
1.5 实际厚
ξ
1.6 实际厚
ξ
2
实际厚
ξ
2.5 实际厚
ξ
3
实际厚
ξ
4
实际厚
ξ
折弯系数一览表
SGCC/SECC镀锌板
ξ
0.8 实际厚
ξ
1
实际厚
ξ
1.2 实际厚
ξ
1.5 实际厚
ξ
2
实际厚
ξ
2.5 实际厚
ξ
3
实际厚
ξ
4
实际厚
ξ
折弯系数表

资料范本本资料为word版本,可以直接编辑和打印,感谢您的下载折弯系数表地点:__________________时间:__________________说明:本资料适用于约定双方经过谈判,协商而共同承认,共同遵守的责任与义务,仅供参考,文档可直接下载或修改,不需要的部分可直接删除,使用时请详细阅读内容折弯展开计算(折弯角度为90°): L=L1+L2-2δ+Z L:展开长度L1:边长1(见右图)L2:边长2(见右图)δ:板厚Z:折弯系数(见下表)铁板:不锈钢板:全国注册建筑师、建造师考试备考资料历年真题考试心得模拟试题Q/ZB J65—20101钣金展开计算方法1 范围公司折弯次数小于8次的常规钣金件适用本方法,精密钣金件、折弯次数较多或折弯内圆弧半径R有特殊要求的钣金件需进行试折弯。
2 展开计算原理:2.1 板料在弯曲过程中外层受到拉应力,內层受到压应力,从拉到压之间有一既不受拉力又不受压力的过度层为中性层;中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。
2.2 中性层的位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径较小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的內侧移动。
中性层到板料內侧的距离用λ表示(见图一)。
3 折弯模具:我们使用的小松数控折弯机所配套的普通折弯模具V型槽宽度通常为适用该折弯模的板厚的5-6倍。
板厚与适用V型槽宽(见表1)。
表1 板厚与适用V型槽宽参数板厚(t) 1.0, 1.2,1.51.5,2.0 2.5,3.0 3.0,4.0,5.0适用V槽宽度81216254 展开计算方法: 4.1 90°折弯(一般折弯)Q/ZB J65—201024.1.1 (如图二),由于我们常用的折弯上模的尖角通常小于0.5,所以折弯内圆弧R可以视为定值,因此折弯拉伸系数的影响因素主要取决于折弯下模槽宽V和材料厚度t。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
8mmm厚钢板折弯系数
【最新版】
目录
1.8mm 厚钢板的概述
2.钢板折弯系数的定义
3.8mm 厚钢板的折弯系数计算方法
4.影响 8mm 厚钢板折弯系数的因素
5.结论
正文
1.8mm 厚钢板的概述
8mm 厚钢板是一种常见的钢板材料,广泛应用于建筑、机械、船舶、家具等各个领域。
它的厚度为 8 毫米,具有较高的强度和良好的抗弯性能。
在实际应用中,根据不同的需求,需要对 8mm 厚钢板进行折弯加工。
而折弯加工的一个重要参数就是折弯系数。
2.钢板折弯系数的定义
钢板折弯系数是指在折弯加工过程中,钢板的弯曲半径与钢板厚度的比值。
它反映了钢板在折弯过程中的塑性变形能力,是评价钢板折弯性能的重要指标。
通常情况下,钢板折弯系数越大,表示钢板的折弯性能越好,越容易进行折弯加工。
3.8mm 厚钢板的折弯系数计算方法
8mm 厚钢板的折弯系数计算公式为:折弯系数 = 弯曲半径 / 钢板厚度。
在实际应用中,需要根据具体的折弯角度和弯曲半径来计算折弯系数。
一般来说,8mm 厚钢板的折弯系数在 1.5-2.5 之间,具体数值需要根据实际情况来确定。
4.影响 8mm 厚钢板折弯系数的因素
8mm 厚钢板的折弯系数受多种因素影响,主要包括以下几点:
(1)钢板的材料:不同材料的钢板具有不同的强度和塑性,因此折弯系数也会有所不同。
一般来说,高强度钢板的折弯系数相对较低,而低强度钢板的折弯系数相对较高。
(2)钢板的厚度:钢板厚度对折弯系数的影响非常明显。
钢板厚度越大,折弯系数越小,表示折弯性能越差;钢板厚度越小,折弯系数越大,表示折弯性能越好。
(3)折弯角度:折弯角度对折弯系数的影响也很大。
折弯角度越大,折弯系数越小;折弯角度越小,折弯系数越大。
(4)弯曲半径:弯曲半径对折弯系数的影响也非常明显。
弯曲半径越大,折弯系数越大;弯曲半径越小,折弯系数越小。
5.结论
8mm 厚钢板的折弯系数是评价其折弯性能的重要指标,受多种因素影响。
在实际应用中,需要根据具体的折弯角度、弯曲半径和钢板材料等因素来计算折弯系数,以保证折弯加工的顺利进行。
第1页共1页。