折弯机吨位计算公式
折弯机吨位与板材厚度关系
折弯机吨位与所折板厚之间的关系是正确选择折弯机的基础,如果搞不清楚这两个参数之间的关系那结果就是:要么买进的折弯机折不了所用个的板材,要么大吨位的根本用不了,这两种情况对于生产厂家来说都是很大的浪费,买小了用不了,买大了浪费资源,还占资金,预计的期限内收不回成本。
那么,折弯机吨位与所折板厚之间的关系到底怎样计算呢,下面我就根据我学习的知识讲解一下,也让自己增加记忆。
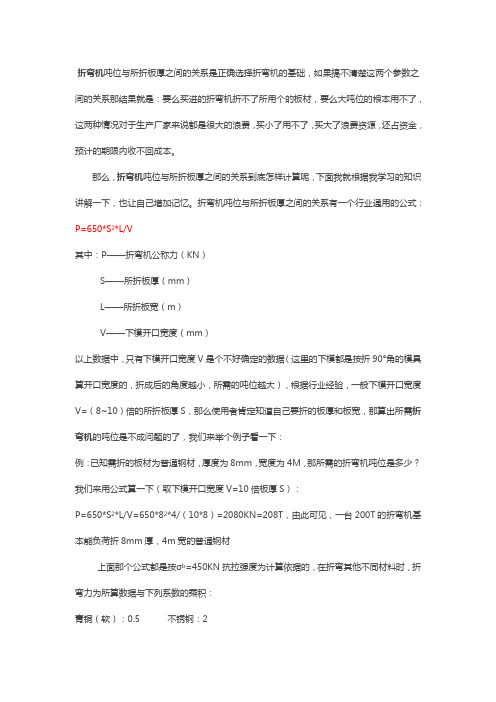
折弯机吨位与所折板厚之间的关系有一个行业通用的公式:P=650*S2*L/V其中:P——折弯机公称力(KN)S——所折板厚(mm)L——所折板宽(m)V——下模开口宽度(mm)以上数据中,只有下模开口宽度V是个不好确定的数据(这里的下模都是按折90°角的模具算开口宽度的,折成后的角度越小,所需的吨位越大),根据行业经验,一般下模开口宽度V=(8~10)倍的所折板厚S,那么使用者肯定知道自己要折的板厚和板宽,那算出所需折弯机的吨位是不成问题的了,我们来举个例子看一下:例:已知需折的板材为普通钢材,厚度为8mm,宽度为4M,那所需的折弯机吨位是多少?我们来用公式算一下(取下模开口宽度V=10倍板厚S):P=650*S2*L/V=650*82*4/(10*8)=2080KN=208T,由此可见,一台200T的折弯机基本能负荷折8mm厚,4m宽的普通钢材上面那个公式都是按σb=450KN抗拉强度为计算依据的,在折弯其他不同材料时,折弯力为所算数据与下列系数的乘积:青铜(软):0.5 不锈钢:2铝(软):0.5 铬钼钢:2也就是说,同样是8mm厚,4m宽的不锈钢板材,需要的折弯机的吨位则为400T 折弯机吨位与所折板厚之间的关系通过上面的公式计算出来后对于我们正确选择折弯机的吨位是一个重要的指导,同样的,知道了折弯机的吨位,想算出能折的板厚也是一个非常简单的问题了。
折弯机吨位与板材厚度关系
折弯机吨位与所折板厚之间的关系是正确选择折弯机的基础,如果搞不清楚这两个参数之间的关系那结果就是:要么买进的折弯机折不了所用个的板材,要么大吨位的根本用不了,这两种情况对于生产厂家来说都是很大的浪费,买小了用不了,买大了浪费资源,还占资金,预计的期限内收不回成本。
那么,折弯机吨位与所折板厚之间的关系到底怎样计算呢,下面我就根据我学习的知识讲解一下,也让自己增加记忆。
折弯机吨位与所折板厚之间的关系有一个行业通用的公式:P=650*S2*L/V其中:P——折弯机公称力(KN)S——所折板厚(mm)L——所折板宽(m)V——下模开口宽度(mm)以上数据中,只有下模开口宽度V是个不好确定的数据(这里的下模都是按折90°角的模具算开口宽度的,折成后的角度越小,所需的吨位越大),根据行业经验,一般下模开口宽度V=(8~10)倍的所折板厚S,那么使用者肯定知道自己要折的板厚和板宽,那算出所需折弯机的吨位是不成问题的了,我们来举个例子看一下:例:已知需折的板材为普通钢材,厚度为8mm,宽度为4M,那所需的折弯机吨位是多少?我们来用公式算一下(取下模开口宽度V=10倍板厚S):P=650*S2*L/V=650*82*4/(10*8)=2080KN=208T,由此可见,一台200T的折弯机基本能负荷折8mm厚,4m宽的普通钢材上面那个公式都是按σb=450KN抗拉强度为计算依据的,在折弯其他不同材料时,折弯力为所算数据与下列系数的乘积:青铜(软):0.5 不锈钢:2铝(软):0.5 铬钼钢:2也就是说,同样是8mm厚,4m宽的不锈钢板材,需要的折弯机的吨位则为400T 折弯机吨位与所折板厚之间的关系通过上面的公式计算出来后对于我们正确选择折弯机的吨位是一个重要的指导,同样的,知道了折弯机的吨位,想算出能折的板厚也是一个非常简单的问题了。
折弯机吨位计算
折弯机吨位计算(实用版)目录1.折弯机吨位计算的背景和重要性2.折弯机的工作原理和主要参数3.折弯机吨位计算的方法和公式4.实际应用中的折弯机吨位计算案例5.折弯机吨位计算的注意事项和常见问题正文折弯机吨位计算在现代金属加工行业中具有重要的地位。
折弯机是一种将金属板材通过折弯成型的设备,广泛应用于航空、航天、汽车、家电、建筑装饰等领域。
折弯机的吨位是指折弯机在单位时间内能够完成的最大金属板材折弯工作量,通常以吨为单位表示。
折弯机的工作原理是通过液压或机械传动系统将动力传递到折弯模具,使模具对金属板材进行折弯。
折弯机的主要参数包括工作压力、工作速度、模具长度和最大折弯宽度等。
折弯机吨位计算的方法和公式通常根据折弯机的主要参数和工作条件来确定。
一种常见的计算方法是根据折弯机的工作压力和工作速度计算出单位时间内折弯的金属板材重量,然后将其累加得到折弯机的吨位。
另一种计算方法是根据折弯机的最大折弯宽度和最大折弯厚度计算出折弯机的折弯力,然后根据折弯力计算出折弯机的吨位。
在实际应用中,折弯机吨位计算通常需要考虑多种因素,例如金属板材的材质、厚度、长度和折弯角度等。
此外,折弯机的工作条件和操作方式也会对吨位计算结果产生影响。
因此,折弯机吨位计算通常需要结合实际情况进行,以确保折弯机的正常工作和延长折弯机的使用寿命。
折弯机吨位计算的注意事项包括以下几点:1.确保折弯机的工作压力和工作速度在合理范围内,以避免过度折弯或损坏金属板材。
2.根据金属板材的材质和厚度选择合适的折弯模具和折弯角度,以确保折弯效果和折弯质量。
3.避免在折弯机吨位超过额定值时进行折弯操作,以避免折弯机过载损坏。
总之,折弯机吨位计算是折弯机选型和使用过程中需要重点关注的问题。
折弯机吨位与V槽与最小翻边以及理论计算公式

折弯工作吨位折弯过程中,上、下模之间的作用力施加于材料上,使材料产生塑性变形。
工作吨位就是指折弯时的折弯压力。
确定工作吨位的影响因素有:折弯半径、折弯方式、模具比、弯头长度、折弯材料的厚度和强度等,见图1所示。
通常,工作吨位可按下表选择,并在加工参数中设置。
1、表中数值为板料长度为一米时的折弯压力:例:S=4mm L=1000mm V=32mm 查表得P=330kN2、本表按强度ob=450N/mm2的材料为依据计算的,在折弯其它不同材料时,折弯压力为表中数据与下列系系数的乘积;青铜(软):0.5;不锈钢:1.5;铝(软):0.5 ;铬钼钢:2.0。
3、折弯压力近似计算公式:P=650s2L/1000v其中各参数的单位P ----- kN S -------- mm L -------- mm V——mm这是我在一家钣金加工厂的经验值,但是如果开模具的话,其折弯边最小值还可以更小(所用的数控折弯机型号为AMADA-RG-100(NC9)。
最小折弯边尺寸:单折边:料厚T<=0.8 Lmin=3.5T=1.0 Lmin=4.5T=1.2 Lmin=5.0T=1.5 Lmin=6.0T=2.0 Lmin=7.5Z折边:料厚T<=0.8 Lmin1=4.5 Lmin2=3.5T=1.0 Lmin1=6.0 Lmin2=4.5T=1.2 Lmin1=6.5 Lmin2=5.0T=1.5 Lmin1=7.5 Lmin2=6.0T=2.0 Lmin1=10.0 Lmin2=7.5附圄一:折康加二示意圄做五金模的话是有计算公式的,详见图片所示!3圆孔当时F A>=R-t当t>=2mm时s A>-F?+2t腰孔A>R+4t当折弯边太小时的一种处理方法!5.因在折床加工而需港行的工饕虚理:扮床折鸯in工的一般形式如附圄一所示,其中v嘉折床下模v槽的竟度, 侦槽的避择舆料厚有髓其最小折褪民寸受v悟的限制,其目瞧如附附表一所泛5.1常折遭料肉尺寸小於附表一电最小折避尺寸待,折床舞法加工,此特可将折遭稽畏至最小折禳尺寸.折辱3展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用入表示.计算方法展开的基本公式:4.3R 球 0 0 =90 °L=(A-T-R)+(B-T-R)+(R+ 入)*n/2当R M 5T时入=T/21T M R <5T 入=T/30 < R < T 入=T/4(实际展开时除使用尺寸计算方法外, 也可在确定中性层位置后,通过偏移再实际测量长度的方法.以下相同)4.4R=0 0U 90 °入=T/3L=[A-T*tan(a/2)]+[B-T*tan(a/2)]+T/3*a(a单位为rad,以下相同)4.5R 丰 0 0U 90 °L=[A-(T+R)* tan(a/2)]+[B-(T+R)*tan(a/2)]+(R+ 入)*a当R M 5T时入=T/21T M R <5T 入=T/30 < R < T 入=T/44.6折1.计算方法请示上级,以下几点原则仅供参考:(1当C M 5时,一般分两次成型,按两个90°折弯计算.要考虑到折弯冲子的强度)L=A-T+C+B+2K(2当3T<C<5时〈一次成型>:L=A-T+C+B+K(3当C W 3T时〈一次成型>:L=A-T+C+B+K/24.7Z折2.C W 3T时〈一次成型>:L=A-T+C+B+D+K4.8抽芽抽芽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;ABCD四边形面积=GFEA所围成的面积.一般抽孔高度不深取H=3P(P为螺纹距离),R=EF 见图T*AB=(H -EF)*EF+n *(EF》/4・.・ AB={H*EF+( n/4-1)*EF/T・.・预冲孔孔径=D - 2ABT M0.8时,取EF=60%T.在料厚T<0.8时,EF的取值请示上级.4.9方形抽孔方形抽孔,当抽孔高度较高时(H>H max), 直边部展开与弯曲一致,圆角处展开按保留抽高为H=H max的大小套弯曲公式展开,连接处用45度线及圆角均匀过渡,当抽孔高度不高时(H M H max)直边部展开与弯曲一致,圆角处展开保留与直边一样的偏移值.以下H max取值原则供参考.当R M4MM时:材料厚度T=1.2~1.4 取H max =4T材料厚度T=0.8~1.0 取H max =5T材料厚度T=0.7~0.8 取H max =6T材料厚度T M0.6取H max =8T当R<4MM时,请示上级.4.10 压缩抽形1 (R d M 1.5T)原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB) 的方式作一段与两直边和直径为D的圆相切的圆弓瓜.当R d M 1.5T时,求D值计算公式如下:D/2=[(r+T/3) 2+2(r+T/3)*(h+T/3)] 1/24.11 压缩抽形2 (R d>1.5T)原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB) 的方式作一段与两直边和直径为D的圆相切的圆弓瓜.当R d>1.5T 时:l按相应折弯公式计算.D/2={(r+T/3) 2+2(r+T/3)*(h+T/3)-0.86*(Rd-2T/3)*[(r+T/3)+0.16*(Rd-2T/3)]} 1/24.12卷圆压平图(a):展开长度L=A+B-0.4T图(b):压线位置尺寸A-0.2T图(c): 90 °折弯处尺寸为A+0.2T图(d):卷圆压平后的产品形状4.13侧冲压平图(a):展开长度L=A+B-0.4T图(b):压线位置尺寸A-0.2T图(c): 90 °折弯处尺寸为A+1.0T图(d):侧冲压平后的产品形状4.14综合计算如图:L=料内+料内+补偿量=A+B+C+D+中性层孤长(AA+BB+CC)(中性层孤长均按“中性层到板料内侧距离入=T/3”来计算)备注:a标注公差的尺寸设计值:取上下极限尺寸的中间值作为设计标准值.b孔径设计值:一般圆孔直径小数点取一位(以配合冲头加工方便性),例:3.81取3.9. 有特殊公差时除外,例:①3.80+0萨取中3.84.c产品图中未作特别标注的圆角,一般按R=0展开.附件一:常见抽牙孔孔径一览表说明: 1以上攻牙形式均为无屑式.2抽牙高度:一般均取H=3P,P为螺纹距离(牙距).3.内径:M3 ①2.75 M3.50 ①3.20 M 4 ①3.65 # 6-32 ①3.10。
折弯机吨位计算公式(一)

折弯机吨位计算公式(一)
折弯机吨位计算公式
1. 什么是折弯机吨位
折弯机是一种用于将金属板材折弯成所需形状的机械设备。
折弯机的使用需要考虑到金属板材的厚度、材质以及折弯角度等因素。
而折弯机的吨位则是指其能够施加的最大压力,它能够反映出折弯机的强度和承载能力。
2. 折弯机吨位计算公式
折弯机的吨位可以通过以下计算公式来估算:
吨位 = 弯件长度(mm)× 材料强度(N/mm²)× 材料厚度(mm)÷ 1000
其中吨位的单位是吨,弯件长度的单位是毫米(mm),材料强度的单位是牛顿/平方毫米(N/mm²),材料厚度的单位是毫米(mm)。
3. 示例说明
假设我们有一块热轧钢板,长度为2000mm,厚度为5mm,并且材料的强度为300 N/mm²。
我们可以使用上述的计算公式来估算折弯机的吨位。
吨位 = 2000(长度)× 300(材料强度)× 5(材料厚度)÷ 1000 = 3000 吨
因此,对于这个示例,我们需要一台至少能够施加3000吨压力的折弯机来完成对该钢板的折弯。
4. 总结
折弯机吨位的计算公式可以帮助我们估算所需的折弯机压力。
通过了解材料的强度、厚度和弯件的长度,我们可以选择合适的折弯机来满足生产需要。
使用正确的吨位可以确保折弯工作的质量和效率。
折弯机吨位计算

折弯机吨位计算(最新版)目录1.折弯机的基本概念2.折弯机的吨位计算方法3.影响折弯机吨位计算的因素4.折弯机的选用与吨位计算的实际应用正文折弯机是一种将金属板材通过弯曲变形的机械设备,广泛应用于金属加工、制造、建筑等行业。
在购买折弯机时,选择合适的吨位是非常重要的,这将直接影响到折弯机的使用效果和寿命。
因此,折弯机的吨位计算成为了购买前的重要环节。
一、折弯机的基本概念折弯机根据其结构和性能可以分为多种类型,如手动折弯机、液压折弯机、数控折弯机等。
不同类型的折弯机在吨位计算上有所差异。
折弯机的吨位通常是指其最大承载能力,即在一次操作中所能承受的最大金属板材重量。
二、折弯机的吨位计算方法折弯机的吨位计算方法通常分为两种:理论计算和实际测试。
1.理论计算:根据折弯机的型号、结构、电机功率等参数,结合材料力学公式,计算出折弯机的最大承载能力。
这种方法较为简单,但准确度较低,只能作为参考值。
2.实际测试:在实际操作中,通过不断增加金属板材的重量,观察折弯机是否能正常工作,直至出现故障。
此时,记录下折弯机所能承受的最大重量,即为其实际吨位。
这种方法较为准确,但需要投入较多的时间和精力。
三、影响折弯机吨位计算的因素折弯机的吨位计算受到多种因素的影响,主要包括以下几个方面:1.折弯机的结构:不同类型的折弯机结构差异较大,因此在吨位计算上会有所不同。
一般来说,液压折弯机和数控折弯机的吨位较高,适用于大型金属板材的加工。
2.折弯机的电机功率:电机功率越大,折弯机的承载能力越强,吨位也越高。
3.折弯机的工作方式:连续工作与间歇工作的折弯机,其吨位计算有所差异。
连续工作的折弯机由于需要承受长时间的负荷,其吨位通常较低。
4.材料的性质:不同材料的金属板材在折弯时的变形抗力不同,因此,在计算吨位时需要考虑材料的性质。
四、折弯机的选用与吨位计算的实际应用在购买折弯机时,需要根据实际生产需求选择合适的吨位。
过低的吨位会导致折弯机无法满足生产需求,过高的吨位则会造成资源浪费。
折弯机吨位计算

折弯机吨位计算折弯机吨位计算是金属加工行业中一项基础且重要的技术环节。
它直接影响到折弯效果和设备选型。
本文将详细介绍折弯机吨位计算的方法和注意事项,以提高大家在实际工作中的可读性和实用性。
一、折弯机吨位计算的重要性折弯机的吨位决定了其在加工过程中的力度和性能。
如果吨位不足,可能导致折弯不到位、变形等问题。
因此,准确计算折弯机的吨位是保证加工质量的关键。
二、折弯机吨位计算公式及参数折弯机吨位计算公式如下:吨位= (板料厚度× 材料密度× 弯矩)/ 1000其中,板料厚度、材料密度和弯矩是影响折弯机吨位的主要因素。
1.板料厚度:板料厚度越大,所需的吨位就越大。
2.材料密度:材料密度越大,所需的吨位也越大。
3.弯矩:弯矩取决于折弯角度和板料长度。
弯矩越大,所需的吨位就越大。
4.角度:折弯角度越大,所需的吨位就越大。
三、实例分析以一块厚度为2mm、密度为7.8g/cm、弯矩为1000N·m的钢板为例,折弯角度为90度。
吨位= (2mm × 7.8g/cm × 1000N·m)/ 1000 = 15.6吨根据计算结果,选择吨位大于15.6吨的折弯机即可。
四、注意事项1.计算时需考虑板料的材质、厚度、折弯角度等多种因素。
2.计算结果仅供参考,实际操作时需根据实际情况进行调整。
3.对于不同型号的折弯机,计算公式中的参数可能有所不同,需注意区分。
4.定期检查和维护折弯机,确保设备处于良好状态。
通过以上分析,我们可以看出折弯机吨位计算在实际工作中的重要性。
折弯机吨位计算

折弯机吨位计算摘要:一、折弯机吨位计算方法二、折弯机吨位与压力表的关系三、影响折弯机吨位选择的因素四、如何正确选择折弯机吨位五、总结正文:折弯机是一种常见的金属加工设备,其吨位计算对于选择和使用折弯机具有重要意义。
本文将详细介绍折弯机吨位的计算方法、吨位与压力表的关系,以及如何正确选择折弯机吨位。
一、折弯机吨位计算方法折弯机的吨位是指机器的压力大小,它的计算方法是由机器的床身长度、压力和板材厚度等因素决定的。
一般来说,折弯机的吨位计算公式为:吨位= 材料弹性模量× 材料厚度× 折弯系数。
其中,材料弹性模量和折弯系数是折弯机吨位的关键参数。
二、折弯机吨位与压力表的关系折弯机的吨位与压力表上的压力值有密切关系。
折弯机吨位越高,压力表上的压力值就越大。
在使用折弯机时,要注意观察压力表上的压力值,以确保在正常范围内工作,避免因压力过大导致设备损坏。
三、影响折弯机吨位选择的因素选择折弯机吨位时,需考虑以下因素:1.加工材料的种类和厚度:不同材料和厚度所需的折弯力不同,因此要根据实际加工需求选择合适的吨位。
2.折弯角度:折弯角度越大,所需的吨位越大。
3.折弯次数:连续折弯次数越多,所需的吨位越大。
4.设备的使用频率:设备使用频率越高,建议选择吨位较大的折弯机。
四、如何正确选择折弯机吨位1.了解加工材料的种类和厚度,确定所需的最低吨位。
2.根据折弯角度和折弯次数,适当增加吨位。
3.考虑设备的使用频率和寿命,选择合适的吨位。
4.参考同类设备的吨位选择经验,结合自身需求进行选择。
五、总结正确选择折弯机吨位是确保金属加工顺利进行的关键。
在选择折弯机吨位时,要充分考虑加工材料、折弯角度、折弯次数、设备使用频率等因素,以确保设备能够满足实际需求,提高工作效率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
折弯机吨位计算公式
折弯机吨位计算公式
1. 弯曲力计算公式
弯曲力是用来确定折弯机所需吨位的重要参数。
下面是计算弯曲力的公式:
弯曲力 = 板材长度× 板材厚度× 弯曲系数
其中,弯曲系数根据材料不同,可以在折弯机操作手册中查找。
下面是一个简单的例子,说明如何使用该公式:
假设有一块长度为2000mm,厚度为4mm的钢板需要折弯。
根据折弯机操作手册,钢板的弯曲系数为。
那么,弯曲力的计算公式可表示为:
弯曲力= 2000mm × 4mm × = 4000N
2. 吨位计算公式
吨位是用来确定折弯机所需电机功率和选购折弯机的重要参考指标。
下面是计算吨位的公式:
吨位 = 弯曲力 / 1000
下面是一个例子,展示如何使用该公式:
假设有一块长度为3000mm,厚度为5mm的不锈钢板需要折弯。
根据之前的计算,弯曲力为6000N。
那么,吨位的计算公式可表示为:吨位 = 6000N / 1000 = 6吨
3. 实际生产中的注意事项
•在实际生产中,为保证折弯质量和提高折弯效率,建议使用比计算得到的吨位稍大一些的折弯机。
•需要注意的是,以上计算公式仅适用于普通碳钢板的折弯。
对于特殊材料或复杂工艺,可能需要根据实际情况进行调整。
以上是关于折弯机吨位计算公式的简要介绍和示例解释。
通过这些公式,可以帮助创作者在实际生产中选择合适的折弯机,以提高生产效率和质量。