折弯计算公式
各类折弯公式
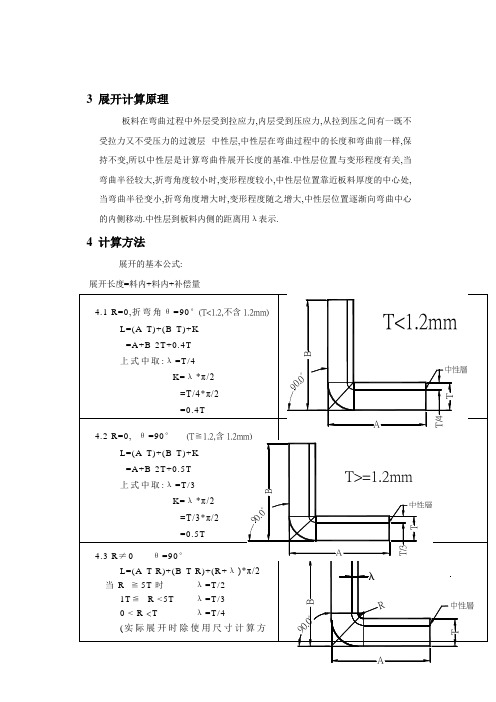
3 展开计算原理
板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.
4 计算方法
展开的基本公式:
展开长度=料内+料内+补偿量
备注:
a标注公差的尺寸设计值:取上下极限尺寸的中间值作为设计标准值.
b孔径设计值:一般圆孔直径小数点取一位(以配合冲头加工方便性),例:3.81取3.9.有特殊公差时除外,例:Φ3.80+0.050取Φ3.84.
c 产品图中未作特别标注的圆角,一般按R=0展开.
附件一:常见抽牙孔孔径一览表
料厚
0.60.8 1.0 1.2类型
M3 3.5 3.7 4.0 4.2 M3.5 3.9 4.2 4.4 4.7 M4 4.4 4.6 4.9 5.1 #6-32 3.8 4.1 4.3 4.6
附件二:常见预冲孔孔径一览表
料厚
0.60.8 1.0 1.2类型
M3 1.2 1.5 1.5(1.8) 1.8 M3.5 1.2 1.5 1.5(1.8) 1.8 M4 1.2 1.5 1.5(1.8) 1.8 #6-32 1.2 1.5 1.5(1.8) 1.8说明:
1以上攻牙形式均为无屑式.
2抽牙高度:一般均取H=3P,P为螺纹距离(牙距).
3.内径:M3 Φ2.75 M3.50 Φ3.20 M 4 Φ3.65 #6-32 Φ3.10。
折弯精准计算公式及系数!
折弯精准计算公式及系数!
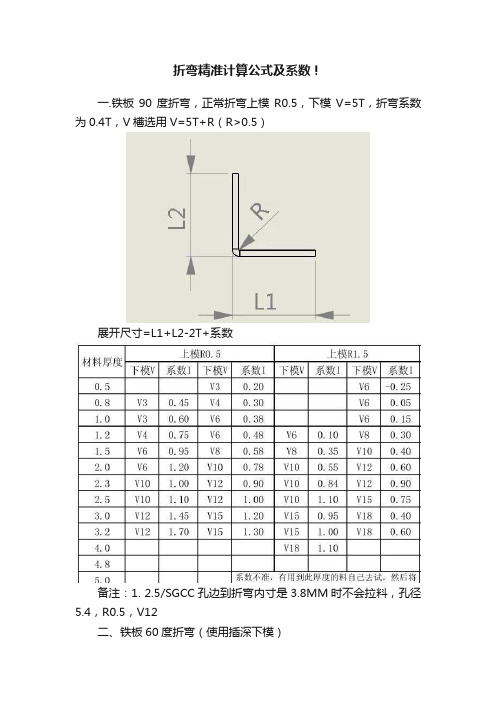
一.铁板90度折弯,正常折弯上模R0.5,下模V=5T,折弯系数为0.4T,V槽选用V=5T+R(R>0.5)
展开尺寸=L1+L2-2T+系数
备注:1. 2.5/SGCC孔边到折弯内寸是3.8MM时不会拉料,孔径
5.4,R0.5,V12
二、铁板60度折弯(使用插深下模)
展开尺寸=L1+L2+系数
三、铁板30度折弯(使用插深下模)
展开尺寸=L1+L2+系数
四、铝板90度折弯,正常折弯上模R0.5,下模V=5T,折弯系数为0.4T,V槽选用V=5T+R(R〉0.5)
展开尺寸=L1+L2-2T+系数
五、铝板60度折弯(使用插深下模)
展开尺寸=L1+L2+系数
六、铝板30度折弯(使用插深下模)
展开尺寸=L1+L2+系数
七、压死边系数(先使用插深下模折小角度,再用压平模压死边)
上图:展开尺寸=L1+L2-0.55T
上图:展开尺寸=L1+L2-0.55T+0.7W(W≤T)
上图:展开尺寸=L1+L2+3.14*(R+m)(2R>T)
T≤2.0,m=0.4T;
2.0<T≤
3.2,m=0.3T;
八、压段差系数
1、当W≥2T时:展开按照两次单折计算;
2、当W<2T、H≥2T时:展开按照两次单折计算;
3、当W<2T、H<2T时:展开尺寸=L+(H-T)*0.7;
4、当W<2T、H=T时:展开尺寸=L+0.15T;。
折弯补偿计算公式

折弯补偿是在金属加工中,为了弥补材料在折弯过程中产生的弹性回弹和变形而进行的修正。
以下是常用的折弯补偿计算公式之一,称为K-Factor公式:
L = A - (K ×R ×α)
其中:
L:折弯后的有效长度
A:折弯前的长度(折弯线的长度)
K:折弯系数,表示材料的变形程度,是根据材料的性质和厚度进行实验测定得到的常数R:折弯的内半径
α:折弯角度(以弧度表示)
这个公式通过将折弯前的长度减去由折弯系数、折弯内半径和折弯角度计算得出的修正值,得到折弯后的有效长度。
这样可以补偿材料的弹性回弹和变形,使折弯后的零件尺寸更接近设计要求。
需要注意的是,K-Factor公式是一种经验公式,在实际应用中可能会存在一定的误差。
因此,在具体的折弯工艺中,可能需要根据实际情况进行调整和修正,以获得更精确的折弯补偿结果。
此外,不同的材料和折弯设备可能会有不同的折弯系数和公式,因此在实际操作中应根据具体情况选择适合的公式和参数。
折弯力的计算公式

折弯力的计算公式好的,以下是为您生成的关于“折弯力的计算公式”的文章:咱先来说说啥是折弯力。
想象一下,你要把一块铁板折成一个特定的形状,就像折纸一样,但是这铁板可没那么好摆弄,得费不少力气,而这个力气大小就是咱们要说的折弯力。
那这折弯力咋算呢?这可得有个公式。
一般来说,折弯力 = (板厚×板宽×屈服强度×折弯长度)÷(下模开口宽度×2)。
这里面每个因素都挺关键的。
比如说板厚,那板子越厚,你要折弯它就得使更大的劲,就像掰厚树枝比掰细树枝费劲一个道理。
板宽也是,宽的板子自然比窄的更难折弯。
屈服强度呢,这是材料本身的一个特性,有的材料天生就硬,屈服强度高,折弯它就得多出力。
我给您讲个我之前碰到的事儿。
有一回在工厂里,师傅让我算一个零件的折弯力。
我当时心里还挺没底的,拿着尺子量这量那,把数据往公式里套。
那零件的板厚有 5 毫米,板宽 20 厘米,屈服强度 300 兆帕,折弯长度 30 厘米,下模开口宽度 40 毫米。
我就赶紧算啊,(5×200×300×30)÷(40×2),算出来这折弯力可不小。
师傅在旁边看着,还时不时指点我两句,说我哪个数据量得不准,哪个单位没换算对。
最后算出来,师傅点点头,说还不错,就是以后要更仔细点。
从那以后,我对折弯力的计算就更上心了,每次都反复核对数据,生怕出错。
再说说折弯长度,这长度越长,折弯力也跟着涨。
下模开口宽度呢,开口越大,相对需要的折弯力就小一些。
在实际工作中,准确计算折弯力可太重要了。
如果算少了,机器可能带不动,折不出想要的形状;算多了呢,又浪费能源和成本。
所以啊,咱们得把这个公式牢记在心,还得会灵活运用。
您想想,要是一个厂家生产一大批零件,折弯力没算对,那得浪费多少材料,耽误多少工夫啊!所以说,这小小的折弯力计算公式,里面的学问可大着呢!总之,折弯力的计算公式虽然看起来有点复杂,但只要咱搞清楚每个参数的含义,多实践,多琢磨,就一定能把它玩转,让咱们在工作中少走弯路,提高效率!。
折弯工作压力计算公式

折弯工作压力计算公式1.弹性折弯压力计算公式:在弹性折弯过程中,材料会恢复到折弯前的形状和弯曲轴线,不发生永久形变。
a.典型的弹性折弯材料的折弯压力计算公式:P=K*Y*T*S其中P为折弯工作压力(N或lbs)K为材料系数,与材料的弹性模量有关Y为折弯角度的计算系数T为板料的厚度(mm或in)S为板料的刚度系数。
b.弹性折弯角度的计算系数Y:Y=(1+K*(D/T)^2)^0.5其中D为折弯模的顶边至折弯轴心的距离(mm或in)。
c.板料的刚度系数S:S=(1+(2*R)/T)*(T/W)^2其中R为板料的弯曲半径(mm或in)W为板料的宽度(mm或in)。
2.塑性折弯压力计算公式:在塑性折弯过程中,材料会发生永久形变。
a.典型的塑性折弯材料的折弯压力计算公式:P=K*R*L*S其中P为折弯工作压力(N或lbs)K为材料系数,与材料的弹性模量有关R为板料的弯曲半径(mm或in)L为折弯模的长度(mm或in)S为板料的刚度系数。
b.板料的刚度系数S的计算方式同样适用于塑性折弯。
需要注意的是,以上公式仅适用于标准的折弯工艺和材料,对于特殊材料或折弯方式(如U型折弯、V型折弯等),需要根据具体情况进行修正。
此外,公式中的材料系数K、弯曲半径R、折弯模的顶边距离D和长度L等参数需要根据实际情况选择和计算。
对于折弯工作压力的计算,还可以通过折弯力试验来确定。
通过在实际折弯中测量所需的压力,然后反推出材料的压力。
这种方法更为准确,但需要在实际生产中进行试验,并进行数据统计和分析。
折弯计算

折弯计算(直角)一、一般方法:计算零件的展开尺寸一般有2种方法,一种是计算所有外形尺寸(即下图中的ABC尺寸)的总和,然后减去折弯个数与2倍板厚(折弯系数)的乘积,公式为:A+B+C-2*2t,另一种方法是计算所有内形尺寸(即下图中的abc尺寸)的总和即可,公式为:a+b+c;二、零件R443586A(DD005486)为例:三、细节图:四、试计算:以计算该零件的展开尺寸为例,依方法一计算公式为:40+(210+2t)+(25+35+2t)-5*2t分析:尺寸210=118+38+54,但是需要计算外形尺寸,故尺寸38和54与实际的外形尺寸各相差一个板厚t,所以最后需加2t。
同理可得25+35+2t。
最后减去折弯即可。
依方法二计算公式为:(40-t)+(210-3t)+(25+35-2t)五、建议:目前TP使用的是方法一,简便的计算方法为:先计算尺寸较复杂的一侧总尺寸(210),然后观察尺寸中间共通过几个板厚(2个),不包括上下边界的板厚,在总尺寸(210)上加上经过的板厚即可快速计算出该侧的外形尺寸(210+2t)。
六、其他:目前厂内除了村田流水线以外,所有自制零件的折弯系数均简单计算为2倍板厚。
实际操作上的折弯系数是与2倍板厚稍有差别的,另外不同厂商提供的板材,折弯系数也有差别。
当然,这是题外话,只是介绍下,大家了解即可。
下面介绍下村田钣金流水线的折弯计算。
村田流水线简单来说,折弯系数不是2倍板厚,而是2.2。
以R424774A为例,展开尺寸计算为:35+40+414+40+35-2.2*4=555.2,实际使用为555。
长边尺寸可自行计算为:25+41.5+2108+41.5+25-2.2*4=2232.2,实际使用为2232。
以下内容了解即可,若上述内容掌握稍显吃力者,下面的内容建议先不要看:上述折弯系数2.2为理论值,实际村田流水线的长边机和短边机的折弯系数是不一样的,而且铁板和不锈钢也不一样,具体尺寸为:短边为2.4,长边铁板为2.16,长边不锈钢为2.18。
木工圆弧折弯角度计算公式
木工圆弧折弯角度计算公式在木工加工中,经常需要对木材进行弯曲加工,而圆弧折弯是其中一种常见的加工方式。
在进行圆弧折弯加工时,需要准确计算出所需的折弯角度,以确保加工出符合要求的曲线形状。
本文将介绍木工圆弧折弯角度的计算公式,帮助大家更好地进行木工加工。
圆弧折弯角度的计算公式如下:θ = (180 / π) arctan((2 R sin(α / 2)) / (L R (1 cos(α / 2))))。
其中,θ代表所需的折弯角度,R代表圆弧的半径,α代表圆弧的弧长,L代表木材的长度。
在使用这个公式进行计算时,需要注意以下几点:1. 确定圆弧的半径R。
圆弧的半径R是计算折弯角度的重要参数。
在进行圆弧折弯加工前,需要先确定所需的圆弧半径。
通常情况下,圆弧的半径可以根据设计要求来确定,也可以根据木材的弯曲性能和加工设备的限制来选择。
2. 确定圆弧的弧长α。
圆弧的弧长α是指圆弧的长度,也是计算折弯角度的重要参数。
在进行圆弧折弯加工前,需要先确定所需的圆弧弧长。
通常情况下,圆弧的弧长可以根据设计要求来确定,也可以根据木材的长度和弯曲形状来选择。
3. 确定木材的长度L。
木材的长度L是指待加工的木材的长度。
在进行圆弧折弯加工前,需要先确定木材的长度。
通常情况下,木材的长度可以根据设计要求来确定,也可以根据加工设备的限制和木材的原始长度来选择。
通过以上计算公式和注意事项,我们可以更好地计算出木工圆弧折弯的角度,从而更准确地进行加工。
在实际应用中,可以根据具体情况对计算公式进行调整,以满足不同的加工需求。
除了上述的计算公式外,还有一些其他的方法可以用来计算木工圆弧折弯的角度,比如使用数值模拟软件进行模拟计算,或者通过实验测量来确定折弯角度。
不同的方法各有优劣,可以根据实际情况选择合适的方法进行计算。
总之,木工圆弧折弯角度的计算是木工加工中的重要环节,准确的计算可以帮助我们更好地进行加工,得到符合要求的成品。
希望本文介绍的计算公式和注意事项能够对大家有所帮助,让大家在木工加工中能够更加轻松地进行圆弧折弯加工。
各类折弯公式
各类折弯公式
以下是常见的几类折弯公式:
1. 弧形折弯公式:
- 弧形折弯长度公式:L = π * (R + t * K)
其中,L为弧形折弯长度,R为弧形半径,t为折弯板材厚度,K为K值(由折弯机具体设定而定)。
2. V型折弯公式:
- V型折弯长度公式:L = 2 * (t + R * tan(α/2))
其中,L为V型折弯长度,t为折弯板材厚度,R为V型半径,α为V型角度。
3. U型折弯公式:
- U型折弯长度公式:L = 2 * π * R + π * H
其中,L为U型折弯长度,R为U型内半径,H为U型高度。
4. Z型折弯公式:
- Z型折弯长度公式:L = 2 * (t + H + R * tan(α/2))其中,L为Z型折弯长度,t为折弯板材厚度,H为Z型高度,R为Z型弧形半径,α为Z型角度。
这些公式是常见的折弯公式,具体使用时还需根据实际情况进行调整和适应。
折弯下料计算公式
折弯下料计算公式好的,以下是为您生成的文章:咱先来说说折弯下料这回事儿啊,这在工业制造里可是个相当重要的环节。
要说折弯下料的计算公式,那可真不是随便就能搞懂的。
就像上次我在工厂里看到的一个师傅,他正对着一块金属板发愁呢。
为啥?就因为折弯下料的尺寸没算准,这一整块板子可就浪费啦,那叫一个心疼!咱们先来说说简单的直角折弯。
这时候的计算公式就像是一个小窍门。
假设板材的厚度是 t ,折弯内角半径是 r ,折弯角度是θ ,那展开长度 L 就可以用这个公式来算:L = A + B - 2(r + t)× tan(θ/2)。
这里的 A 和 B 分别是两条直边的长度。
比如说,有一块板,A 边是 100 毫米,B 边是 80 毫米,板材厚度是 3 毫米,折弯内角半径是 2 毫米,折弯角度是 90 度。
那咱们来算算,tan(90/2)= 1 ,所以展开长度 L 就是 100 + 80 - 2×(2 + 3)× 1 = 180- 10 = 170 毫米。
您瞧,这就算出来啦!可实际情况往往比这复杂得多。
要是遇到非直角的折弯,或者多个折弯连在一起,那可就得更加仔细地琢磨了。
有一回,厂里接到一个订单,要做一批形状不规则的零件,那折弯的角度和次数都各不相同。
师傅们拿着图纸,一会儿量量这个尺寸,一会儿算算那个角度,忙得不可开交。
我在旁边看着,心里也跟着着急。
这时候,一个经验丰富的老师傅站了出来,他不慌不忙地拿着尺子和计算器,嘴里还念念有词:“先算这个弯,再算那个弯,可别弄混了。
”只见他按照公式一步一步地算,不一会儿就把所有的下料尺寸都算出来了。
大家按照他算的尺寸去下料、折弯,最后做出来的零件那叫一个精准,一点儿误差都没有。
再比如说,在一些要求特别高的精密制造中,哪怕是一点点的误差都可能导致整个产品不合格。
这时候,折弯下料的计算就得精确到小数点后几位。
我就见过有个工程师,为了算出一个复杂零件的折弯下料尺寸,在电脑前整整坐了一天,反复核对数据,修改公式里的参数,那认真劲儿,真让人佩服!所以啊,折弯下料的计算公式虽然看起来有点复杂,但只要咱们掌握了方法,多练习,多实践,就一定能把它拿下。
板材折弯计算公式
板材折弯计算公式
1.弹性计算公式:
在板材弯曲过程中,当受力初步产生变形时,如果受力不超过板材的
弹性极限,板材会产生弹性变形。
弹性计算公式用来计算板材在弯曲过程
中的弹性变形。
根据材料的弹性模量(E)和截面惯量(I),计算板材的最大
应力(σ)和变形(δ)。
弹性计算公式为:
σ=E*y/r
δ=(E*y*t^2)/(6*r^2)
其中,σ是板材的最大应力;E是材料的弹性模量;y是中性面的距离;r是板材的曲率半径;δ是板材的变形;t是板材的厚度。
2.极限弯曲计算公式:
在板材弯曲过程中,当受力超过板材的弹性极限时,板材会产生塑性
变形。
极限弯曲计算公式用来计算板材在弯曲过程中的塑性变形。
根据计
算公式,可以计算出板材的截面模量(W)、弯曲应力(σ)和塑性变形(δ)。
极限弯曲计算公式为:
W=(b*h^2)/6
σ=(M*y)/W
δ=(4*M*y^2)/(E*W*h^2)
其中,W是板材的截面模量;b和h是板材的宽度和高度;M是弯矩;y是中性面的距离。
3.弯曲半径计算公式:
在实际工程中,板材的设计往往需要确定弯曲半径。
弯曲半径计算公式用来计算板材在弯曲过程中所需的最小弯曲半径。
根据计算公式,可以计算出最小弯曲半径(Rmin)。
弯曲半径计算公式为:
Rmin = K * t^2
其中,Rmin是最小弯曲半径;K是与材料特性相关的常数;t是板材的厚度。
以上是板材折弯计算的三种常用公式。
在实际应用中,可以根据具体的材料和板材尺寸,选择适合的计算公式来计算板材的应力和变形,从而进行合理的设计和生产。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
买两本书,一本是钣金手册,桔黄色皮的,很厚,另外一本是冷加工手册,绿色封面的,薄一些。
如果是简单的直角折弯,一般来说,算料的时候,数一下有多少个弯就行了,每个弯减一个板厚。
L=外形长-2*R/tan(α/2)+α/180*3.1416*R
其中,α为30度可者90度,R为弯曲半径
展开尺寸是把每段相加,在减去你每道弯有1,8倍SECC,SPCC和如果折弯数连续有4折以上的建议你先试样。
折弯件上面折边如果要开孔,一般将它们画出来,找到延长线(按照中线),按几何法计算:
L=外形长-2*R/tan(α/2)+α/180*3.1416*R ;其中,α为30度或90度,R为弯曲半径;如你折的是1.0的板子,折弯件的宽度加高度再减1.0X折弯的刀数。
理论计算法:1,圆角很小(R<0.5δ)的弯曲件展开法。
L=L1+L2+Kδ ,式中K——介于0.48~0.5之间,软料取下限,硬料取上限。
多角弯曲时:L=L1+L2+.......+Ln+K1δ(n-1),
式中 L1,L2.....Ln——各直边的内线长度(毫米),n——直边的数量。
K1——在双角弯曲时,介于0.45~0.48之间;在多角弯曲时为0.25(对于塑
性更大的材料可减至0.125).
如何算折弯尺寸
现在经常要算一些板金及铁线的下料,但碰到折弯的地方,算出来总会差1—2mm(一般用1.6x厚度来减),如果碰上角度问题,那就差更远了。
哪位师傅能帮忙讲解一下如何算?越详细越好!
我也有个折弯公式,但不会用。
BA=P(R+KT)A/180
算你问对人了。
我发明的一个最简单公式:
L=k*(1.6r+0.5t)
其中:L----圆弧部分的展开长度;mm
k----圆心角除以直角的值;
r----工件园角的内半径;mm
t----工件板厚;mm
计算板金下料时经常总是相差1-2mm,我想可能有两个原因:
1、可能你在计算长度时,不是用中性层来计算,因为板材在折弯时,里
层组织受压,外层组织受拉,一定要用中性层来计算。
2、你可能没有考虑折弯时的变薄系数,系数可以《板金下料手册》中
查到。
建议去买一本《板金下料手册》来看,里面有详细的介绍。
直角展开公司:0,28*1,57*t(料厚)
角度展开公司:0,28*1,57*t(料厚)*角度/90度
反折平:1,5t(料厚)
以上为五金模具设计经验值。
希望能帮上你
Q235B材料的话一般是用材料厚度的1.75至2倍,要求不高的话就用2倍计算,要求高的话那就要看下模大小,还有材料的拉申度的,这个就要在实际工作中去试了,不同批次的材料都不一样的,有时就是同一张钢板上剪下来的也会不一样。
比如我做过一批出口产品,414的材料4.75mm,在折四次的情况下公差要在50丝之内,我用的是1.85倍,下模36,供参考。
折弯一次的:外型尺寸相加减去两个材料厚度再加一个材料厚度X折弯系数。
折弯二次的:外型尺寸相加减去三个材料厚度再加两个材料厚度X折弯系数。
折弯三次的:外型尺寸相加减去四个材料厚度再加三个材料厚度X折弯系数。
依次类推。
折弯系数在公式中的代号是K
求钣金折弯开料计算方法和系数表
铁材及白铁钣厚系数 -2T+K 适用范围 (内尺寸) 0.3 0 -0.60 > 2.3 0.4 0.1 -0.70 > 2.3 0.5 0.15 -0.85 > 2.3 0.6 0.2 -1.00 > 2.4 0.8 0.3 -1.30 > 2.4 1.0 0.4 -1.60 > 3.5 1.2 0.5 -1.90 > 4.0 1.4 0.55 -2.25 > 4.5 1.5 0.6 -2.40 > 4.5 1.6 0.6 -2.60 > 4.5 1.8 0.7 -2.90 > 5.5 2 0.7 -3.30 > 6.5 2.3 0.8 -3.80 > 7.5 2.5 0.8 -4.20 > 8.0 2.6 0.8 -4.40 > 8.0 3.0 1.0 -5.00 > 10.0 4.0 1.2 -6.8 > 13.0 4.5 1.3 -7.7 > 13.0 5.0 1.3 -8.7 > 22.0 6.0 1.5 -10.5 > 22.0 6.3 1.2 -11.4 > 27.0 6.35 1.2 -11.5 > 27.0 10 3.6 -16.4 > 36.0 铝钣厚系数 -2T+K 适用范围 (内尺寸) 0.50 0.25 -0.75 > 2.3 0.60 0.30 -0.90 > 2.4 0.80 0.40 -1.20 > 2.4 1.00 0.50 -1.50 > 3.5 1.20 0.60 -1.80 > 4.0 1.50 0.75 -2.25 > 4.5 1.60 0.80 -2.40 > 4.5 2.00 1.00 -3.00 > 6.5 2.30 1.10 -3.50 > 7.5 3.00 1.50 -4.50 > 10.0 4.00 2.00 -6.00 > 13.0 5.00 2.50 -7.50 > 22.0 举个例子,1mm铁板就按0.4,最后两组数字不用看.
xx =6 推荐答案钣金工艺参数90°钣金扣除非90°钣金扣除序号厚度钣金扣除材料用K因子 1 1.0mm 1.75mm 铁板 0.2 2 1.2mm 2.15mm 不锈钢 0.5 3 1.5mm 2.65mm 4 2.0mm 3.5mm 5 2.5mm 4.3mm 6 3.0mm 5.3mm 拔眼底孔序号规格底孔序号规格底孔 1 M3 Φ1.75 3 M5 Φ2.5 2 M4 Φ2.0 4 M6 Φ2.5 压铆螺柱序号规格底孔序号规格底孔 1 M3*高Φ4.2 3 M5*高Φ7.2 2 M4*高Φ7.2 4 M6*高Φ8.75 压铆螺母序号规格底孔序号规格底孔 1 M3 Φ4.25 3 M5 Φ6.4 2 M4 Φ5.4 4 M6 Φ8.75 攻丝牙底孔
七
夕,只因有你,
总有一些人牵肠挂肚难以忘记,
总有一些日子温暖甜蜜最为珍惜
从春夏到秋冬,从陌生到熟悉,
虽不能时时联系,却总在特别的日子想起你,七夕快乐,我的朋友。
七夕,只因有你,
因为有你,再苦生活也不觉得累,
再大的险阻也无所畏,
再大的波折也不担忧,
再痛的经历也会忘记,
因为有你,我就拥有了整个世界,
谢谢你出现在我的生命里。
七夕快乐,我的朋友。
七夕,只因有你,
相识,是最珍贵的缘分,
牵挂,是最真挚的心动,
思念,是最美丽的心情,
问候,是最动听的语言,
更是我们情谊永远不变的纽带,
七夕快乐,我的朋友。
七夕,只因有你,
爱是种体会,即使心碎也觉得甜蜜,
爱是种感受,即使痛苦也觉得幸福,
爱是种缘分,即使分离也觉得快乐,
七夕到了,最真诚的祝福送给你,
七夕快乐,我的朋友。
七夕,只因有你,
愿天下有情人终成眷属,
愿单身人士找到爱的方向,
愿情侣们找到幸福的天堂,
愿夫妻找到温暖的避风巷,
愿岁月抚平生活的忧伤,愿爱的花瓣轻舞飞扬,。