折弯的常见问题与解决方法
折弯注意事项

折弯注意事项折弯是一种常见的金属加工工艺,广泛应用于制造业中。
在进行折弯操作时,我们需要注意一些事项,以确保操作的安全性和效果。
以下是折弯注意事项的详细介绍。
1. 材料选择:在进行折弯操作之前,首先要选择合适的材料。
不同材料的硬度和韧性不同,因此选择适合的材料可以避免出现折弯过程中的断裂或变形等问题。
2. 工艺参数设置:在进行折弯操作之前,需要根据材料的性质和要求的折弯角度等因素,合理设置工艺参数。
工艺参数包括折弯力度、折弯角度、折弯速度等,合理设置这些参数可以确保折弯的质量和效率。
3. 工具选择:选择合适的工具是进行折弯操作的关键。
常见的折弯工具包括折弯机、刀具和夹具等。
在选择工具时,需要考虑材料的厚度、长度和形状等因素,以确保工具的适用性和稳定性。
4. 安全措施:在进行折弯操作时,需要注意安全问题。
首先,要确保操作人员佩戴合适的防护设备,如手套、护目镜等。
其次,要注意操作过程中的姿势和动作,避免受伤。
最后,要保持工作区域的整洁和安全,防止发生意外事故。
5. 前期准备:在进行折弯操作之前,需要进行一些前期准备工作。
首先,要检查工具和设备的状态,确保其正常运行。
其次,要清洁和润滑工具,以确保其正常工作和延长使用寿命。
最后,要测量和标记好折弯位置,以便进行准确的操作。
6. 技术要求:折弯操作需要一定的技术要求。
首先,要掌握正确的操作方法和顺序,以避免出现错误或损坏材料。
其次,要控制好折弯力度和速度,避免过度或不足。
最后,要保持稳定的手眼协调能力,以确保操作的准确性和稳定性。
7. 质量检验:在折弯操作完成后,需要进行质量检验。
质量检验包括外观检查和尺寸测量等。
外观检查可以判断折弯后的表面质量和外形是否满足要求;尺寸测量可以确认折弯后的尺寸是否达到设计要求。
质量检验的结果将直接影响产品的质量和可靠性。
8. 故障排除:在折弯操作过程中,可能会遇到一些故障或问题。
例如,折弯角度不准确、折弯角度不一致、折弯后的变形等。
钣金折弯常见问题及处理方法
3>﹐改變卯合方式及孔錯位的原因法掘。
10﹐螺柱壓卯歪斜或壓卯後工件變形
原因分析﹕
1>﹐加工產品時沒有斷平工件。
2>﹐工件下表面受力不均勻或壓力過大。
解決方法﹕
1>﹐壓螺柱時要端平工件。
2>﹐制作支撐架。
3>﹐重新調整壓力。
4>﹐加大下表面的受力範範圍﹐減小上表面的施力範圍。
11﹐段差後兩邊不平行
钣金折弯常見問題及處理方法
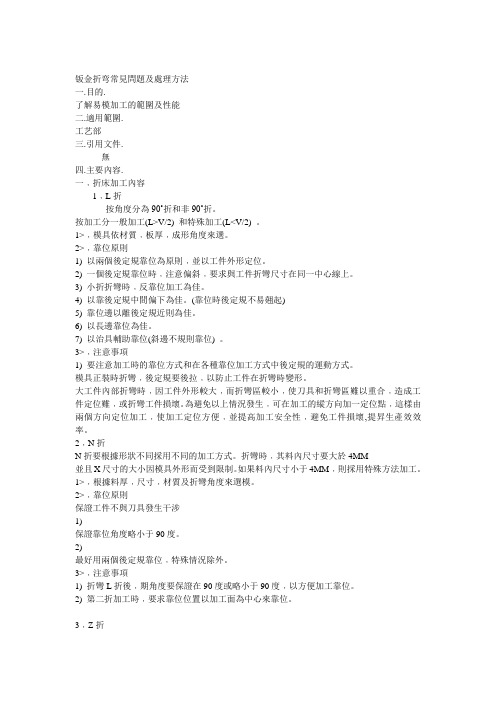
一.目的.
了解易模加工的範圍及性能
二.適用範圍.
工艺部
三.引用文件.
無
四.主要內容.
一﹐折床加工內容
1﹐L折
按角度分為90˚折和非90˚折。
按加工分一般加工(L>V/2)和特殊加工(L<V/2)。
1>﹐模具依材質﹐板厚﹐成形角度來選。
2>﹐靠位原則
1)以兩個後定規靠位為原則﹐並以工件外形定位。
解決方法﹕
1>﹐加大尺寸(要與客戶協)﹐即增大內部折的寬度。
2>﹐易模加工
3>﹐修磨刀具(此舉導致加工成本上昇)
3﹐孔離折彎線太近﹐折彎會使孔拉料﹐翻料
原因分析﹕
假設孔離折彎線的距離為L﹐當L<(4---6)T/2時﹐孔就會拉料。主要是因為折彎
過程中﹐受到力的拉伸使材料發生變形﹐從而產生拉料﹐翻料現象。
-------小V加工(需增大折彎系數)
-------易模成形
-------修磨下模
4﹐反折壓平
反折壓平又稱壓死邊。
1)死邊的加工步驟為:先折彎插深至35度左右﹐再用壓平模壓平至貼平貼緊。
1>﹐選模方式
数控折弯机常见故障及处理
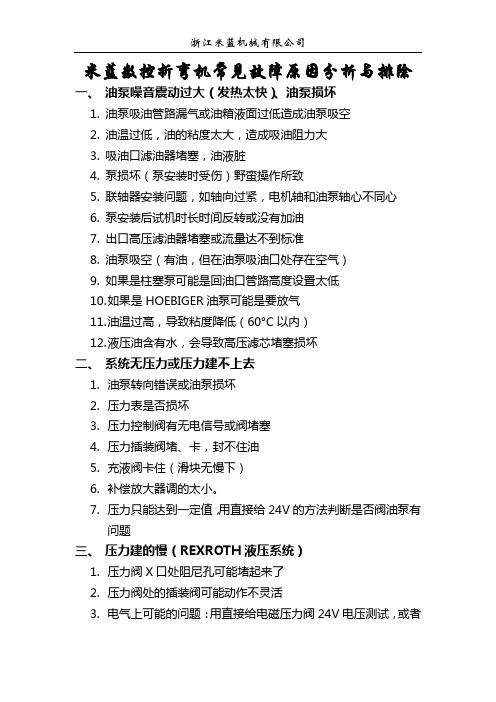
米蓝数控折弯机常见故障原因分析与排除一、油泵噪音震动过大(发热太快)、油泵损坏1.油泵吸油管路漏气或油箱液面过低造成油泵吸空2.油温过低,油的粘度太大,造成吸油阻力大3.吸油口滤油器堵塞,油液脏4.泵损坏(泵安装时受伤)野蛮操作所致5.联轴器安装问题,如轴向过紧,电机轴和油泵轴心不同心6.泵安装后试机时长时间反转或没有加油7.出口高压滤油器堵塞或流量达不到标准8.油泵吸空(有油,但在油泵吸油口处存在空气)9.如果是柱塞泵可能是回油口管路高度设置太低10.如果是HOEBIGER油泵可能是要放气11.油温过高,导致粘度降低(60°C以内)12.液压油含有水,会导致高压滤芯堵塞损坏二、系统无压力或压力建不上去1.油泵转向错误或油泵损坏2.压力表是否损坏3.压力控制阀有无电信号或阀堵塞4.压力插装阀堵、卡,封不住油5.充液阀卡住(滑块无慢下)6.补偿放大器调的太小。
7.压力只能达到一定值,用直接给24V的方法判断是否阀油泵有问题三、压力建的慢(REXROTH液压系统)1.压力阀X口处阻尼孔可能堵起来了2.压力阀处的插装阀可能动作不灵活3.电气上可能的问题:用直接给电磁压力阀24V电压测试,或者用东西捣电磁压力阀阀芯测试4.高压滤油器有没有堵塞四、快下时有冲击声1、导轨板松动引起的撞击声音2、光栅尺黑片位置不对3、快下前延时参数设置值太小五、滑块无快下动作1.快下阀有无电信号或卡住2.电磁比例换向阀有无电信号或阀芯有无动作,卡住(检查反馈电压)3.机械部分联接过紧,如导轨板太紧,油缸太紧4.充液阀关闭,不能打开,从而吸不到油5.光栅尺问题6.脚踏开关是否完好,检查接线7.慢下阀得电后将充液阀关闭,上腔吸不到油六、滑块速度转换点停顿时间长1.油缸上腔吸入空气,压力建立时间长(自吸管路漏气)2.充液阀或自吸管路流量小,或者滑块快下速度过快而造成吸真空3.充液阀没完全关闭,上腔压力减的慢。
4.慢下阀得电后将充液阀关闭,上腔吸不到油5.比例阀中位不对导致开口不一样,走得不同步6.将快下速度减小试验有没有停顿7.快下压力的大小对充液阀关闭有影响,排除快下压力8.工进前延时阶段压力参数调整9.充液阀控制管路阻尼孔太小,形成压差10.数控系统参数(慢下前延时)11.数控系统参数(慢下增益参数减小)七、滑块无慢下动作1.电磁比例换向阀有无电信号或阀芯有无动作,卡住2.系统不能建立压力3.充液阀卡住,或充液阀密封圈泄漏4.慢下阀有无电信号或卡住5.背压太高或慢下压力太低八、滑块慢下运动时震动,摆动、有噪音1.油缸排出压力油含有气泡2.滑块导轨摩擦力过大,有无润滑油3.导轨板贴合面间隙大,或上下不均匀4.机架、工作台水平没有调整好5.平衡阀堵塞6.检查快下阀是否通电打开7.数控系统参数(增益),或工进速度设定太大8.背压阀松动,两边阻力不一样9.电磁比例阀线圈有无偏置,比例阀中位信号是否正确10.比例伺服阀的信号是否受到干扰,检查方法同上11.油缸密封圈把活塞杆抱死,阻力大(换聚四氟乙烯硬质密封圈试验)12.光栅尺上的球形垫圈未装,滑座运动不流畅,光栅尺通讯线有问题13.压力曲线不对,工进时压力不够14.充液阀压力密封O型圈产生少量泄漏九、慢下时同步偏差大1.同步检测系统故障(光栅尺)2.比例方向换向阀3.快下阀泄漏4.两边背压差距大5.油温太低6.油缸上下腔串油7.数控系统参数十、滑块在下死点保压时振荡、抖动1.光栅尺可能有问题2.油缸排出压力油含有气泡3.平衡阀堵塞4.数控系统参数(增益)5.背压阀问题,两边阻力不一样6.电磁比例阀问题:中位可能不对7.油缸吊紧螺栓松→下死点抖动,等高不对,折弯角度不准,折弯时有响声十一、滑块无回程动作或回程很慢1.电磁比例换向阀有无换向,是否损坏2.系统有无建立压力,或回程压力太小3.可能有一边得充液阀卡住或没有完全打开4.慢下阀得电后,将充液阀关闭,不能快速回程5.数控系统:编程角度太小,无法到折弯编程下死点6.数控系统参数调零7.光栅尺损坏或排线问题8.检查系统压力是否建得慢十二、滑块回程时震动、抖动1.回程压力过高或过低2.系统参数或PLC和DM02模块3.比例阀线圈有无偏转十三、滑块下滑(上死点)1.背压阀调整2.背压阀泄漏或快下阀泄漏3.油缸上下腔串油4.比例阀偏置5.密封圈支撑稳定性能不够,发生变形后显示出滑块下滑6.判断下滑原因-拆除比例阀后观察下腔油口是否出油十四、折弯角度误差大1、检查补偿缸补偿挠度是否大,不能完全恢复零位2、检查快夹斜锲是否松动3、检查每次折弯下死点有没有变化4、检查弓形扳安装是否规范,螺钉孔是否顶死5、板材本身的变化(厚度,材质,应力)6、光栅尺有没有松动7、定位精度不准:比例阀零点偏置值是否合适,定位不能到下死点使得不能回程十五、折弯直线度误差大1、检查补偿缸补偿挠度是否合适2、检查快夹斜锲是否松动3、检查滑块上水平、垂直模具贴合面是否变形4、检查上下模具是否变形5、板材本身的变化(厚度,材质,应力)6、检查下工作台(中立板)是否变形十六、液压管路漏油或油管崩出2.检查油管安装是否合乎要求(伸出长度、管径、壁厚、卡套,螺母过紧、过松,弯曲半径等)3.油管是否有冲击、震动4.检查管路是否与其它干涉,相碰撞5.管路没有管夹固定十七、液压系统安装和维修时注意事项:1、油漆封口的各阀不得自行拆卸,更不得调整2、阀清洗后工作正常,必须立即更换新油并清洗油箱3、油泵安装时不得受到任何敲打,冲击,油泵试机前要预先加油4、各阀安装时只能搬运其阀体,不得接触任何电磁阀十八、后挡料常见故障分析1、后挡料无法动作:①检查驱动器有无报警②检查各轴限位开关③检查接插件的可靠性2、驱动器报警3、X、R轴运行不平稳,有抖动4、定位精度变化:①机械问题(有无松动、撞击)②电气→单向定位③参数调整④涨紧轮是否松动,丝杠连接螺钉是否松动2、过载报警:滚珠丝杠是否能转动轻松,可能钢珠损坏备注:如参照以上内容还是无法解决问题,请及时联系机床生产厂家售后!2014-9-23。
折弯加工基础知识-内部培训
折弯加工的质量控制
01
02
03
04
材料质量控制
确保所采购的材料质量符合要 求,并对材料进行检验和验收
。
设备维护保养
定期对折弯机进行维护保养, 确保设备的精度和稳定性。
操作人员培训
对操作人员进行培训,提高其 技能水平和工作责任心。
非金属材料的折弯特性
非金属材料如塑料、玻璃纤维复 合材料等具有与金属不同的折弯
特性。
非金属材料通常具有较高的弹性 模量和屈服强度,需要采用较大 的折弯半径和较低的折弯速度。
非金属材料的抗冲击性能和耐热 性能对折弯加工的工艺参数选择
也有影响。
材料的选择与处理
根据产品要求和工艺条件选择 合适的材料,并确保材料质量 稳定可靠。
工艺参数控制
严格控制折弯加工的工艺参数 ,如折弯速度、压力、温度等
,以确保折弯件的质量。
05
折弯加工常见问题及解决方案
材料开裂或断裂
总结词
材料开裂或断裂是折弯加工中常见的问题,主要原因是材料本身 的质量问题或加工过程中的不当操作。
详细描述
为避免材料开裂或断裂,应选择质量合格的原材料,并确保材料 具备足够的抗折弯强度和韧性。在加工过程中,应控制折弯角度 、速度和力度,避免因过度折弯或速度过快导致材料开裂或断裂 。
角度偏差或弯曲变形
总结词
角度偏差或弯曲变形是折弯加工中的常见问题,主要原因是加工设备的精度问 题或操作不当。
详细描述
为确保折弯角度准确,应定期检查和维护加工设备的精度,确保其处于良好工 作状态。在操作过程中,应严格按照工艺要求进行折弯,控制折弯角度、力度 和速度,避免因操作不当导致角度偏差或弯曲变形。
折弯常见问题处理方法

主題SUBJECT文件號DOCUMENT NO安全操作系統折床常見問題及處理方法10OF10REV﹕00主題SUBJECT文件號DOCUMENT NO安全操作系統折床常見問題及處理方法10OF10REV﹕00主題SUBJECT文件號DOCUMENT NO安全操作系統折床常見問題及處理方法10OF10REV﹕00主題SUBJECT文件號DOCUMENT NO安全操作系統折床常見問題及處理方法10OF10REV﹕00主題SUBJECT文件號DOCUMENT NO安全操作系統折床常見問題及處理方法10OF10REV﹕00主題SUBJECT文件號DOCUMENT NO安全操作系統折床常見問題及處理方法10OF10REV﹕00主題SUBJECT文件號DOCUMENT NO安全操作系統折床常見問題及處理方法10OF10REV﹕00主題SUBJECT文件號DOCUMENT NO安全操作系統折床常見問題及處理方法10OF10REV﹕00主題SUBJECT文件號DOCUMENT NO安全操作系統折床常見問題及處理方法10OF10REV﹕00主題SUBJECT文件號DOCUMENT NO安全操作系統折床常見問題及處理方法10OF10REV﹕00主題SUBJECT文件號DOCUMENT NO安全操作系統折床常見問題及處理方法10OF10REV﹕00主題SUBJECT文件號DOCUMENT NO安全操作系統折床常見問題及處理方法10OF10REV﹕00主題SUBJECT文件號DOCUMENT NO安全操作系統折床常見問題及處理方法10OF10REV﹕00主題SUBJECT文件號DOCUMENT NO安全操作系統折床常見問題及處理方法10OF10REV﹕00主題SUBJECT文件號DOCUMENT NO安全操作系統折床常見問題及處理方法10OF10REV﹕00感谢观看。
折弯机基础考试试题
折弯机基础考试试题
折弯机基础考试试题
折弯机是一种常见的金属加工设备,广泛应用于工业制造领域。
为了评估工人对于折弯机的基础知识和操作技能的掌握程度,下面是一些折弯机基础考试试题,希望能对读者们的学习和了解有所帮助。
一、折弯机的工作原理
1. 折弯机是通过哪种力来对金属材料进行弯曲?
2. 折弯机的主要构成部分有哪些?
3. 折弯机的工作原理是什么?
二、折弯机的操作技巧
1. 在进行折弯操作前,需要做哪些准备工作?
2. 如何正确调整折弯机的刀具和床身?
3. 折弯机的操作过程中需要注意哪些安全事项?
三、折弯机的常见问题及解决方法
1. 在折弯过程中,出现了材料变形和裂纹,可能的原因是什么?
2. 折弯机的刀具出现了磨损,如何进行更换?
3. 折弯机出现了异常噪音,可能的原因有哪些?
四、折弯机的维护保养
1. 折弯机的润滑部位有哪些,如何正确进行润滑?
2. 折弯机的电气系统需要定期检查和维护,具体有哪些步骤?
3. 折弯机的床身需要保持清洁,如何正确进行清洁和防锈处理?
五、折弯机的常见应用领域
1. 折弯机在哪些行业中得到广泛应用?
2. 折弯机在制造业中的作用是什么?
3. 折弯机的发展趋势和未来展望是什么?
以上是一些关于折弯机基础知识的考试试题,希望能够帮助读者们对折弯机有更深入的了解。
折弯机作为一种重要的金属加工设备,掌握其基础知识和操作技巧对于从事相关行业的工人来说至关重要。
通过不断学习和实践,我们可以提高自己的技能水平,为工作的顺利进行做出贡献。
祝愿大家在折弯机的学习和应用中取得更好的成绩!。
折弯避坑知识点总结
折弯避坑知识点总结1. 材料选择在进行折弯加工时,首先需要考虑的是材料的选择。
不同的金属材料具有不同的强度、延展性和硬度等特性,对于不同的工件形状和要求,需要选择合适的材料来进行折弯加工。
一般来说,常见的用于折弯加工的材料有冷轧板、热轧板、不锈钢板、铝板等。
2. 折弯工艺折弯加工的工艺流程一般包括准备工作、定位、夹紧、加工、验收等步骤。
在进行折弯加工时,需要根据工件的形状和尺寸、材料的特性以及客户的要求等因素,选择合适的折弯工艺,包括板料的厚度、弯曲角度、弯曲半径等。
3. 设备选择在进行折弯加工时,需要选择合适的设备和工具。
常见的折弯设备有折弯机、弯管机、辊轧机等。
在选择设备时,需要考虑工件的尺寸、材料特性、加工精度要求等因素,以确保能够满足加工需求。
4. 模具设计折弯加工需要根据工件的形状和尺寸设计相应的模具。
模具的设计对于折弯加工的质量和效率有着重要的影响。
在设计模具时,需要考虑到工件的材料、尺寸、折弯角度、折弯半径等因素,以确保模具能够满足加工要求。
5. 加工精度控制在进行折弯加工时,需要严格控制加工精度,以确保工件的质量。
首先要保证模具和设备的精度,同时需要根据实际情况合理调整工艺参数,如压力、速度、角度等,以确保工件的尺寸和形状满足要求。
6. 安全生产折弯加工是一项高风险的工艺,需要严格遵守相关的安全操作规程。
操作人员需要穿戴好相应的劳保用品,如手套、护目镜等,同时要保持设备和场地的整洁和清洁,确保操作环境安全。
7. 质量检测在进行折弯加工后,需要进行质量检测,以确保工件的质量。
常见的质量检测方法包括外观检查、尺寸测量、角度测量、板材硬度测试等。
通过严格的质量检测,可以及时发现和处理加工中可能存在的问题,提高产品的合格率。
8. 故障分析与解决在折弯加工过程中,可能会出现各种故障,如工件变形、模具磨损、加工精度不达标等。
在面对这些故障时,需要及时进行分析和解决。
可以通过调整工艺参数、更换模具、维护设备等方式,来解决加工过程中的问题。
折弯行业痛点解析及应对策略
目前,钣金与制作行业总体水平不断提升,不管是前端钣金件去毛刺、精密折弯,还是后期精密处理,对于相关技术的要求也越来越高,同时也碰到了许多的行业痛点,而在折弯这一环节中,主要面临招工难、产品切换慢、折弯质量和工件稳定性差三个方面的难题,而通快TruBend 1000 Basic Edition 系列折弯机能够给出满意的答卷。
折弯行业面临的难题招工难,招有经验的折弯工更难中国的劳动力优势正在加速消失,人们越来越不愿意进工厂,有些即使进了工厂也干不了很久,工厂很难积累并留住有经验的折弯工。
没有经验,意味着折弯时模具选取、工艺优化、快速切换甚至发生碰撞等都是急需解决的问题。
产品切换慢,影响生产节奏目前,工业产品正向着多元化方向发展,多品种小批量的生产模式成为主流,频繁的产品切换会导致生产效率下降以及成本的提升,甚至严重影响生产节奏,造成停工停产。
尺寸误差大,折弯质量稳定性差机床本身的设计、折弯工艺会直接影响折弯工件的一致性,这个问题处理不好,折弯加工过程将无法有效衔接后续的组装和焊接工序,影响前道工序的优化和产能的发挥,甚至打乱生产计划。
通快TruBend 1000 Basic Edition 系列折弯机的特点通快TruBend 1000 Basic Edition 系列折弯机是一种便捷、可靠、智慧型机床,如图1 所示,它集合了通快折弯产品的精华,配备强大的系统设计、高品质的组件和直观的编程系统,具备较高的工艺精度和严格的安全标准,运行稳定可靠,客户可以通过经济实惠的价格享受通快的超高品质,是体验通快折弯技术的理想入门产品。
图1 通快TruBend 1225 折弯机通快TruBend 1000 Basic Edition 系列折弯机操作智能简便,配备通快自主研发的RA 智控系统,能智能导入图纸,实现自动编程并匹配模具,让开工生产变得前所未有的经济迅捷;全自动液压夹具系统可实现快速换刀,从而有效减少模具装卸时间;四轴后挡料系统可确保钣金件的正确定位,重复性高,有助于轻松实现复杂部件的折弯。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
折弯的常见问题与解决方法
折弯是一种常见的金属加工方法,用于将金属板材弯曲成所需的形状。
在折弯过程中,可能会遇到一些常见的问题,如折痕不均匀、折弯角度不准确等。
本文将介绍一些折弯过程中常见的问题及其解决方法。
1. 折痕不均匀
折痕不均匀是折弯过程中常见的问题之一,可能会导致零件尺寸不准确或外观质量差。
以下是一些解决方法:
1.1 调整折弯机设置
首先,检查折弯机的设置是否正确。
确保上模和下模之间的间隙适当,并根据材料的厚度和硬度调整折弯机的压力。
另外,检查模具是否清洁,以确保材料能够均匀地弯曲。
1.2 调整折弯工艺参数
其次,调整折弯工艺参数,如折弯速度和折弯力度。
如果折弯速度过快或折弯力度不足,可能会导致折痕不均匀。
通过逐步调整这些参数,找到最佳的折弯工艺参数,以获得均匀的折痕。
1.3 优化模具设计
另外,优化模具设计也可以改善折痕的均匀性。
合理设计模具的几何形状和角度,可以减少材料在折弯过程中的应力集中,从而避免折痕不均匀的问题。
2. 折弯角度不准确
折弯角度不准确是另一个常见的问题,可能会导致零件尺寸偏差或装配问题。
以下是一些解决方法:
2.1 校准折弯机
首先,检查折弯机的角度校准情况。
使用角度测量工具,如角度尺或角度测量仪,检查折弯角度是否准确。
如果发现角度偏差较大,需要对折弯机进行校准,以确保折弯角度的准确性。
2.2 调整折弯工艺参数
其次,调整折弯工艺参数也可以改善折弯角度的准确性。
合理选择折弯力度和折弯速度,以获得所需的折弯角度。
同时,注意材料的回弹性,根据材料的特性进行适当的修正。
2.3 使用辅助夹具
另外,使用辅助夹具可以帮助提高折弯角度的准确性。
夹具可以提供额外的支撑和定位,确保材料在折弯过程中保持正确的位置和角度。
根据零件的形状和尺寸,设计和制造适用的夹具,以提高折弯角度的精度。
3. 材料拉伸或变形
在折弯过程中,材料可能会发生拉伸或变形,导致折弯后的零件尺寸不准确或形状失真。
以下是一些解决方法:
3.1 选择合适的材料
首先,选择合适的材料可以减少材料的拉伸或变形。
不同材料具有不同的机械性能和变形特性,因此在选择材料时应考虑其可加工性和稳定性。
选择具有较高强度和较低变形率的材料,可以减少材料在折弯过程中的拉伸和变形。
3.2 使用预弯工艺
其次,使用预弯工艺可以减少材料的拉伸或变形。
预弯是在实际折弯之前,对材料进行一定角度的预先弯曲。
通过预弯,可以减少折弯过程中的材料应变,从而降低材料的拉伸和变形。
3.3 调整折弯工艺参数
另外,调整折弯工艺参数也可以改善材料的拉伸或变形问题。
适当调整折弯力度和折弯速度,避免过度应力和过快的变形速度,可以减少材料的拉伸和变形。
结论
折弯过程中常见的问题包括折痕不均匀、折弯角度不准确和材料拉伸或变形。
通过调整折弯机设置、折弯工艺参数和优化模具设计,可以解决这些问题。
此外,使用辅助夹具、选择合适的材料和使用预弯工艺也可以改善折弯过程中的问题。
在实际操作中,应根据具体情况综合运用这些解决方法,以获得满足要求的折弯结果。
参考文献: - 张继波,李鸿运. 金属材料塑性加工工艺学[M]. 化学工业出版社, 2004. - 张玉娟,李晓东. 折弯加工工艺及其在模具设计中的应用[J]. 机械工程与自动化, 2017, 46(1): 59-61.。