关于钣金折弯成形技术的12大问题
钣金折弯常见问题及处理方法汇总

钣金折弯常见问题及处理方法汇总钣金折弯是一种常见的金属加工方法,用于将金属板材折弯成所需的形状。
在进行钣金折弯过程中,可能会遇到一些常见问题,如折弯角度不准确、折弯线出现开裂等。
下面将对这些问题进行具体介绍,并提出相应的处理方法。
一、折弯角度不准确1.原因:折弯角度不准确可能是由于压力不均匀、折弯设备的误差或者金属板材的问题导致的。
2.处理方法:-检查折弯设备是否调整正确,确保压力均匀。
-检查折弯模具是否正常,是否有磨损等问题。
-检查金属板材是否均匀、平整,如果有不均匀的现象,可以进行修整或者更换板材。
二、折弯线出现开裂1.原因:折弯线出现开裂可能是由于应力过大、金属板材太薄、折弯模具角度不合适等原因导致的。
2.处理方法:-检查折弯模具的角度是否合适,根据材料的强度和厚度选择合适的模具。
-调整折弯设备的压力,避免应力过大导致开裂。
-如果金属板材太薄,可以考虑增加加强补强支撑或者选择更适合的材料。
三、折弯过程中产生波纹或皱褶1.原因:产生波纹或皱褶的原因通常是由于金属板材太软、折弯角度太小或者折弯过程中压力不均匀导致的。
2.处理方法:-检查金属材料的硬度和强度是否适合折弯加工,如有必要,可以选择更硬的材料。
-调整折弯设备的压力,确保压力均匀,避免产生波纹或皱褶。
-减小折弯角度,避免过小的折弯角度导致波纹或皱褶的出现。
四、折弯过程中产生变形或回弹1.原因:折弯过程中产生变形或回弹通常是由于材料的弹性变形导致的。
2.处理方法:-调整折弯设备的压力和速度,确保折弯过程中施加合适的力度和速度。
-使用辅助工具,如压边夹具或握边器等,来减小变形或回弹的发生。
-考虑使用预弯技术,通过在折弯前提前进行一定程度的预弯,来抵消后续的变形或回弹。
总之,在钣金折弯过程中,可能会遇到一些常见问题,但通过合理的处理方法,可以有效地解决这些问题。
例如,调整设备、模具或材料的选择,调整折弯过程中的压力和角度,以及使用辅助工具等。
钣金件折弯中常见问题及处理办法【干货】
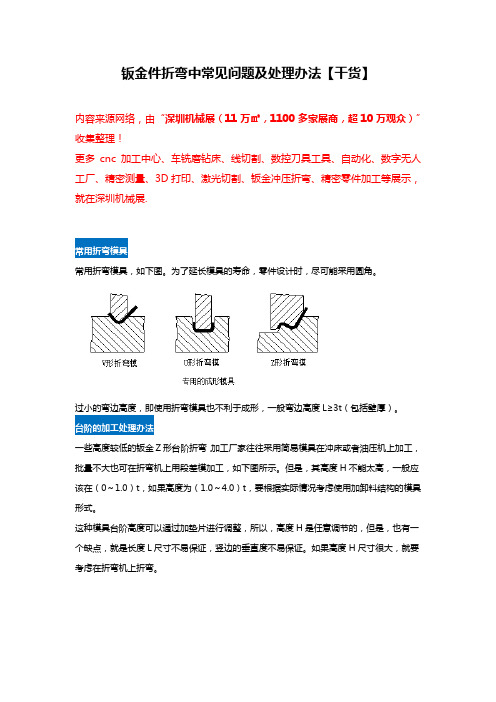
钣金件折弯中常见问题及处理办法【干货】内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、自动化、数字无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.常用折弯模具常用折弯模具,如下图。
为了延长模具的寿命,零件设计时,尽可能采用圆角。
过小的弯边高度,即使用折弯模具也不利于成形,一般弯边高度L≥3t(包括壁厚)。
台阶的加工处理办法一些高度较低的钣金Z形台阶折弯,加工厂家往往采用简易模具在冲床或者油压机上加工,批量不大也可在折弯机上用段差模加工,如下图所示。
但是,其高度H不能太高,一般应该在(0~1.0)t,如果高度为(1.0~4.0)t,要根据实际情况考虑使用加卸料结构的模具形式。
这种模具台阶高度可以通过加垫片进行调整,所以,高度H是任意调节的,但是,也有一个缺点,就是长度L尺寸不易保证,竖边的垂直度不易保证。
如果高度H尺寸很大,就要考虑在折弯机上折弯。
折弯机分普通折弯机和数控折弯机两种。
由于精度要求较高,折弯形状不规则,通信设备的钣金折弯一般用数控折弯机折弯,其基本原理就是利用折弯机的折弯刀(上模)、V形槽(下模),对钣金件进行折弯和成形。
优点:装夹方便,定位准确,加工速度快;缺点:压力小,只能加工简单的成形,效率较低。
成形基本原理成形基本原理下图所示:折弯刀(上模)折弯刀的形式如下图所示,加工时主要是根据工件的形状需要选用,一般加工厂家的折弯刀形状较多,特别是专业化程度很高的厂家,为了加工各种复杂的折弯,定做很多形状、规格的折弯刀。
下模一般用V=6t(t为料厚)模。
影响折弯加工的因素有许多,主要有上模圆弧半径、材质、料厚、下模强度、下模的模口尺寸等因素。
为满足产品的需求,在保证折弯机使用安全的情况下,厂家已经把折弯刀模系列化了,我们在结构设计过程中需对现有折弯刀模有个大致的了解。
钣金折弯常见问题及处理方法
-------易模成形
-------修磨下模
4﹐反折壓平
反折壓平又稱壓死邊。
1)死邊的加工步驟為:先折彎插深至35度左右﹐再用壓平模壓平至貼平貼緊。
1>﹐選模方式
按5--6倍料厚選30度的插深下模的V槽寬度﹐根據加工死邊的具體情況選擇上模。
2>﹐注意事項
死邊要注意兩邊平行度﹐當死邊加工尺寸較長時﹐壓平邊可先折一翹角後壓平。
模具正裝時折彎﹐後定規要後拉﹐以防止工件在折彎時變形。
大工件內部折彎時﹐因工件外形較大﹐而折彎區較小﹐使刀具和折彎區難以重合﹐造成工件定位難﹐或折彎工件損壞。為避免以上情況發生﹐可在加工的縱方向加一定位點﹐這樣由兩個方向定位加工﹐使加工定位方便﹐並提高加工安全性﹐避免工件損壞,提昇生產效效率。
2﹐N折
-----如果尺寸偏小﹐則可以用大V槽加工。
9﹐抽孔卯合後脹裂或卯合不緊﹐變形
原因分析﹕
1>﹐脹裂是由于抽孔沖子R角過小或翻邊的毛刺太大。
2>﹐卯不緊是由于抽孔脹開不到位。
3>﹐變形存在孔錯位或卯合方式不對造成。
解決方法﹕
1>﹐改選用大R角的沖子。
注意抽孔翻邊時孔周圍的毛刺。
2>﹐加大壓力
沙拉孔加大加深
2>﹐將易模自定位部分全部磨掉﹐改用後定規定位。(如下圖示)
8﹐下料總尺寸(指展開)偏小或偏大﹐與圓面不相符。
原因分析﹕
1>﹐工程展開錯誤。
2>﹐下料尺寸有誤。
解決方法﹕
根據偏差方向上偏差總量及折彎刀數﹐計算出每折所分配的偏差。
如果計算出的分配公差在公差範圍內﹐則該工件是可以允收的。
钣金工作中常见问题及解决方案分享
钣金工作中常见问题及解决方案分享2023年,钣金工作已经成为许多行业中必不可少的一项工艺。
钣金加工涉及到金属制造、机电制造、电子制造、汽车制造等诸多领域,其重要性不言而喻。
然而,在实际的钣金工作中,我们也会遇到各种各样的问题,阻碍我们的工作进程。
本文将结合笔者多年的钣金工作经验,为大家介绍一些常见问题及其解决方案。
一、铝材切割面毛刺在钣金切割加工中,铝板的切割面经常会出现毛刺,严重影响了加工质量。
钣金工作中,该问题的解决方案如下:首先,可以选择高品质的刀具进行作业。
刀具的质量和形状在切割时起到至关重要的作用。
选择好的刀具可以降低铝板毛刺的概率,并保证切割的精度。
其次,加工时可以进行冷却处理。
使用冷却液或气体会降低切削区域温度,加工质量会有所提高。
最后,可以控制加工速度。
缓慢的加工速度会使刀具在切割时更容易切出平整的表面。
二、弯曲后的薄板留下了折痕在将铝板或钢板弯曲后,常常会留下折痕。
解决此问题的方法如下:首先,我们可以增加钣金加工中的模具数量。
在进行弯曲加工时,使用适当数量的模具可以防止薄板出现折痕的同时保证弯曲角度的精度。
其次,可以在板材的折弯区域放置弯曲衬底。
弯曲衬底可以起到缓冲作用,将板材弯曲时的伸展力分散开来,减少折痕的产生。
最后,可以尝试预弯加工。
通过将弯曲弧度和折痕预先设定到一致,可以在后续加工中避免出现折痕的问题。
三、正交焊缝弯曲时开裂在进行焊接及加工的过程中,焊接缝上常常会出现裂缝。
解决此问题的方法如下:首先,可以进行控温操作。
在正交焊接缝的加工过程中,我们可以采用预热的方式,将焊缝的温度逐渐升高,使其材料结构更加均匀,从而降低开裂的概率。
其次,选择合适的焊接参数。
目前市场上的焊接设备具备了更加智能化和高效化的功能,可以根据焊接缝的要求,自动调整焊接参数,大大降低了出现焊接裂缝的概率。
最后,钣金加工过程中可以适当增加冷却时间。
在焊接完成之后,保持冷却时间,降低焊接缝温度,同时也减少焊接缝开裂的可能性。
钣金折弯常见问题及处理方法
钣金折弯常见问题及处理方法钣金折弯常见问题及处理方法目录一﹐折床加工内容 (2)1、L折 (2)2、N折 (2)3、Z折 (3)4、反折压平 (3)5、压五金 (3)6、易模成形 (4)二﹐折床加工常见的问题及其解决方法 (4)1、加工时产生滑料现像 (4)2、内部折弯宽度比标准模具宽度要窄 (4)3、孔离折弯线太近﹐折弯会使孔拉料﹐翻料 (4)4、抽形边缘与折弯线距离L小﹐折弯后抽形处变形 (5)5、长死边压平后有翘起 (5)6、大高度抽桥易断裂 (5)7、易模加工时﹐加工尺寸会跑动 (5)8、下料总尺寸(指展开)偏小或偏大﹐与圆面不相符。
(6)9、抽孔卯合后胀裂或卯合不紧﹐变形 (6)10、螺柱压卯歪斜或压卯后工件变形 (6)11、段差后两边不平行 (6)12、产品表面折痕太深 (7)13、近折弯处在折弯后变形 (7)14、AL件折弯易产生裂纹 (7)钣金折弯常见问题及处理方法一﹐折床加工内容1、L折按角度分为90?折和非90?折。
按加工分一般加工(L>V/2) 和特殊加工(L<="">1>﹐模具依材质﹐板厚﹐成形角度来选。
2>﹐靠位原则1) 以两个后定规靠位为原则﹐并以工件外形定位。
2) 一个后定规靠位时﹐注意偏斜﹐要求与工件折弯尺寸在同一中心线上。
3) 小折折弯时﹐反靠位加工为佳。
4) 以靠后定规中间偏下为佳。
(靠位时后定规不易翘起)5) 靠位边以离后定规近则为佳。
6) 以长边靠位为佳。
7) 以治具辅助靠位(斜边不规则靠位) 。
3>﹐注意事项1、要注意加工时的靠位方式和在各种靠位加工方式中后定规的运动方式。
2、模具正装时折弯﹐后定规要后拉﹐以防止工件在折弯时变形。
3、大工件内部折弯时﹐因工件外形较大﹐而折弯区较小﹐使刀具和折弯区难以重合﹐造成工件定位难﹐或折弯工件损坏。
为避免以上情况发生﹐可在加工的纵方向加一定位点﹐这样由两个方向定位加工﹐使加工定位方便﹐并提高加工安全性﹐避免工件损坏,提升生产效效率。
浅析钣金折弯成形加工中的常见缺陷及解决措施 蒋凌坚

浅析钣金折弯成形加工中的常见缺陷及解决措施蒋凌坚发表时间:2019-09-15T17:34:48.720Z 来源:《电力设备》2019年第8期作者:蒋凌坚[导读] 摘要:随着汽车工业的发展,为满足客户群体的审美要求,汽车造型日渐复杂,对冲压件的生产提出了更高的要求和更大的挑战。
针对复杂的造型特征,冲压件需要通过后期工艺优化来保证成形质量。
(珠海市丰兰实业有限公司 519060)摘要:随着汽车工业的发展,为满足客户群体的审美要求,汽车造型日渐复杂,对冲压件的生产提出了更高的要求和更大的挑战。
针对复杂的造型特征,冲压件需要通过后期工艺优化来保证成形质量。
本文基于浅析钣金折弯成形加工中的常见缺陷及解决措施展开论述。
关键词:钣金折弯;成形加工中;常见缺陷;解决措施0引言现代化工业企业正逐步向着机械化、规范化、自动化的生产方式和模式转变,其涉足的自动化加工领域也逐步拓宽。
在机械加工过程中,钣金类产品的机械加工数量占比很大。
而全自动的生产加工目标则是现代化机械加工企业在发展过程中所必须实现的重要技术突破,也是象征着我国工业化发展程度迈向新的台阶的重要表征。
1跌落模型分析如某些冲压单件的生产过程中,在单件局部刚度需提高的区域会因生产线末端的跌落问题产生变形,因需要满足造型方面的设计而无法优化冲压单件的结构强度,其变形问题越来越难解决,特别是在大型汽车覆盖件高速生产的传输过程中更加容易出现此类问题。
目前,较常见的解决方案是在不增加冲压工序的前提下,通过在冲压单件强度需提高的区域添加辅助支撑结构以解决跌落问题,然后在车身车间使用切边机将辅助支撑结构切除,而辅助支撑结构的强度能否在零件跌落过程中起到支撑作用至关重要,也直接影响零件的成形质量。
冲压生产线末端状态如图1(a)所示,零件通过皮带传送至收料台的过程中,支撑结构受到皮带沿传输方向的摩擦力,如图1(b)所示,若支撑结构刚度不足则会导致零件变形从而失去支撑作用。
折弯的常见问题与解决方法

折弯的常见问题与解决方法折弯是一种常见的金属加工工艺,用于将金属板材弯曲成所需形状。
然而,在折弯过程中,常常会出现一些问题,如折弯角度不准确、折弯线上出现裂纹等。
本文将介绍折弯的常见问题及其解决方法,帮助读者更好地理解和应对这些问题。
一、折弯角度不准确折弯角度不准确是折弯过程中常见的问题之一。
造成这个问题的原因可能有多种,如模具设计不合理、材料厚度不一致、工艺参数设置不当等。
解决这个问题的方法包括:1. 检查模具设计:确保模具的弯曲角度和尺寸与要求一致,模具表面光滑,无明显损伤或磨损。
2. 检查材料厚度:使用测量工具检查材料的厚度,确保材料厚度均匀一致。
如果发现厚度不一致,可以选择更合适的材料进行折弯。
3. 调整工艺参数:根据实际情况,调整工艺参数,如折弯力度、折弯速度等,以获得更准确的折弯角度。
二、折弯线上出现裂纹在折弯过程中,金属板材边缘常常会出现裂纹,这不仅影响了产品的质量,还可能导致材料的浪费。
造成折弯线上出现裂纹的原因可能有:1. 材料质量问题:材料的硬度、强度等性能不符合要求,容易在折弯过程中产生裂纹。
2. 折弯过程中应力过大:折弯过程中,应力集中在折弯线上,如果折弯力过大,容易导致金属材料的局部过度拉伸,从而产生裂纹。
解决这个问题的方法包括:1. 选择合适的材料:在折弯前,对材料进行检查,确保其质量符合要求。
如果发现材料有问题,应及时更换。
2. 控制折弯力度:根据材料的性能和厚度,合理控制折弯力度,避免力度过大导致裂纹的产生。
3. 定期检查模具:检查模具的表面是否平整,有无锐利的边缘或凹陷,及时修复或更换有问题的模具。
三、折弯线上出现皱褶折弯线上出现皱褶是由于金属材料在折弯过程中受到过度压缩而产生的。
造成折弯线上出现皱褶的原因可能有:1. 材料过于薄弱:当材料过于薄弱时,容易在折弯过程中产生皱褶。
2. 模具设计不合理:模具设计不合理,如折弯半径过小或模具边缘不光滑,也可能导致折弯线上出现皱褶。
钣金件折弯工艺技术问题研究
钣金件折弯工艺技术问题研究【摘要】钣金加工是机械生产中的一个重要组成部分,特别在航空、家电、电力、消防、通信、仪器仪表和电子测量等行业,钣金零件的应用非常广泛。
本文通过对钣金件折弯加工过程的分析,总结了折弯件展开尺寸计算方法、折弯力计算方法、折弯机刀具和下模的选用、典型折弯件折弯工艺分析、常见折弯问题及解决办法等工艺问题,为更好地实现钣金件折弯成形提供参考。
【关键词】数控折弯机;钣金展开;折弯参数;工艺分析数控折弯机是一种金属板料冷加工成形机,在冷态下,它可利用所配备的通用模具(或专用模具)将金属板材折弯成各种所需要的几何截面形状的工件,折弯工艺的合理性直接影响到产品最终成形尺寸和外观。
本文通过对钣金折弯成形过程的分析,总结出一些较实用的折弯工艺,为更好地实现钣金件折弯成形提供参考。
1.板料展开长度计算板料的展开尺寸与板料的厚度、材质、折弯角度、折弯模具等因素有关。
板料展开计算方法目前没有统一的标准,下面介绍两种折弯展开计算方法。
1.1中性层计算法(折弯角度非直角)板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层—中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。
中性层位置与变形程度有关,一般情况折弯半径等于板厚,当板厚δ≤4 时,中性层到折弯成形截面内侧的距离取0.5δ;当板厚≥5时,中性层到折弯成形截面内侧的距离取0.34δ,中性层的长度即为板料展开下料长度。
1.2补偿系数法(折弯角度为直角)当折弯角度为直角时,可以利用试折弯得到的经验补偿系数来计算展开尺寸:L=A+B-2δ+2△如:A=35mm,B=60mm,t=4mm,则:L=88mm。
如果折弯件过长,折弯压力超出折弯机吨位限制,不能使用常规槽口,改用其它槽口时,折弯系数板必须调整,详细数值需要试折弯来确定。
比如折弯件板厚δ5,应使用常规槽口32,补偿系数0.6。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
金属板材的弯曲和成形是在弯板机上进行的,将要成形的工件放置在弯板机上,用升降杠杆将制动蹄片提起,工件滑动到适当的位置,然后将制动蹄片降低到要成形的工件上,通过对弯板机上的弯曲杠杆施力而实现金属的弯曲成形。
最小折弯半径是成形金属的延展性和厚度的函数。
对于铝板来说,金属的折弯半径要大于板材的厚度。
折弯时,由于有一定的回弹,金属折弯的角度要比要求的角度稍大一些。
金属板材的折弯是在金属加工车间进行的。
钣金加工只是对金属材料进行折弯、压铆、焊接等一系列处理的工艺。
下面针对钣金加工中折弯工艺来讲述一下过程中可能遇到的问题和解决办法。
问题一:折弯边不平直,尺寸不稳定
原因:设计工艺没有安排压线或预折弯;材料压料力不够;凸凹模圆角磨损不对称或折弯受力不均匀;高度尺寸太小。
解决办法:设计压线或预折弯工艺;增加压料力;凸凹模间隙均匀、圆角抛光;高度尺寸不能小于最小极限尺寸。
问题二:工件折弯后外表面擦伤
原因:原材料表面不光滑;;凸模弯曲半径太小;弯曲间隙太小。
解决办法:提高凸凹模的光洁度;增大凸模弯曲半径;调整弯曲间隙。
问题三:弯曲角有裂缝
原因:弯曲内半径太小;材料纹向与弯曲线平行;毛坯的毛刺一面向外;金属可塑性差。
解决办法:加大凸模弯曲半径;改变落料排样;毛刺改在制件内圆角;退火或采用软性材料。
问题四:弯曲引起孔变形
原因:采用弹压弯曲并以孔定位时弯臂外侧由于凹模表面和制件外表面摩擦而受拉,使定位孔变形。
解决办法:采用形弯曲;加大顶料板压力;在顶料板上加麻点格纹,以增大摩擦力防止制件在弯曲时滑移。
问题五:弯曲表面挤压料变薄
原因:凹模圆角太小;凸凹模间隙过小。
解决办法:增大凹模圆角半径;修正凸凹模间隙。
问题六:制件端面鼓起或不平
原因:弯曲时材料外表面在圆周方向受拉产生收缩变形,内表面在圆周方向受压产生伸长变形,因而沿弯曲方向出现挠曲端面产生鼓起现象。
解决办法:制件在冲压最后阶段凸凹模应有足够压力;做出与制件外圆角相应的凹模圆角半径;增加工序完善。
问题七:凹形件底部不平
原因:材料本身不平整;顶板和材料接触面积小或顶料力不够;凹模内无顶料装置。
解决办法:校平材料;调整顶料装置,增加顶料力;增加顶料装置或校正;加整形工序。
问题八:弯曲后两边对向的两孔轴心错移
原因:材料回弹改变弯曲角度使中心线错移。
解决办法:增加校正工序;改进弯曲模结构减小材料回弹。
问题九:弯曲后不能保证孔位置尺寸精度
原因:制件展开尺寸不对;材料回弹引起;定位不稳定。
解决办法:准确计算毛坯尺寸;增加校正工序或改进弯曲模成形结构;改变工艺加工方法或增加工艺定位。
问题十:弯曲线与两孔中心联机不平行
原因:弯曲高度小于最小弯曲极限高度时弯曲部位出现外胀现象。
解决办法:增加折弯件高度尺寸;改进折弯件工艺方法。
问题十一:弯曲后宽度方向变形,被弯曲部位在宽度方向出现弓形挠度
原因:由于制件宽度方向的拉深和收缩量不一致产生扭转和挠度。
解决办法:增加弯曲压力;增加校正工序;保证材料纹向与弯曲方向有一定角度。
问题十二:带切口的制件向下挠曲
原因:切口使两直边向左右张开,制件底部出现挠度。
解决办法:改进制件结构;切口处增加工艺留量,使切口连接起来,弯曲后再将工艺留量切去。