无盘工作站技术分类及原理
无盘工作站技术分类及原理
无盘工作站由于不带硬盘和软驱,其操作系统文件存储在网络服务器的硬件中,因此必须先将操作系统文件通过网络下载到无盘站的内存中后方能引导执行操作系统。
无盘工作站都是由固化在无盘工作站的网卡上的远程启动芯片(BootROM)以不同的形式向服务器发出启动请求信号,服务器收到后,根据不同的机制,向工作站发送启动数据,工作站下载完启动数据后,系统控制权由BootROM转到内存中的某些特定区域,并引导操作系统。根据不同的启动机制,目前比较常用的无盘工作站可分为RPL(Remote Initial Program Load)和PXE(Preboot Execution Environment)。目前的Windows 2000终端绝大多数都是先通过RPL或PXE启动无盘到DOS或Windows3x,再从无盘站中连接引导成为WBT(Windows Based Termintal)终端。
1. RPL启动工作技术
RPL的启动过程分析如下:
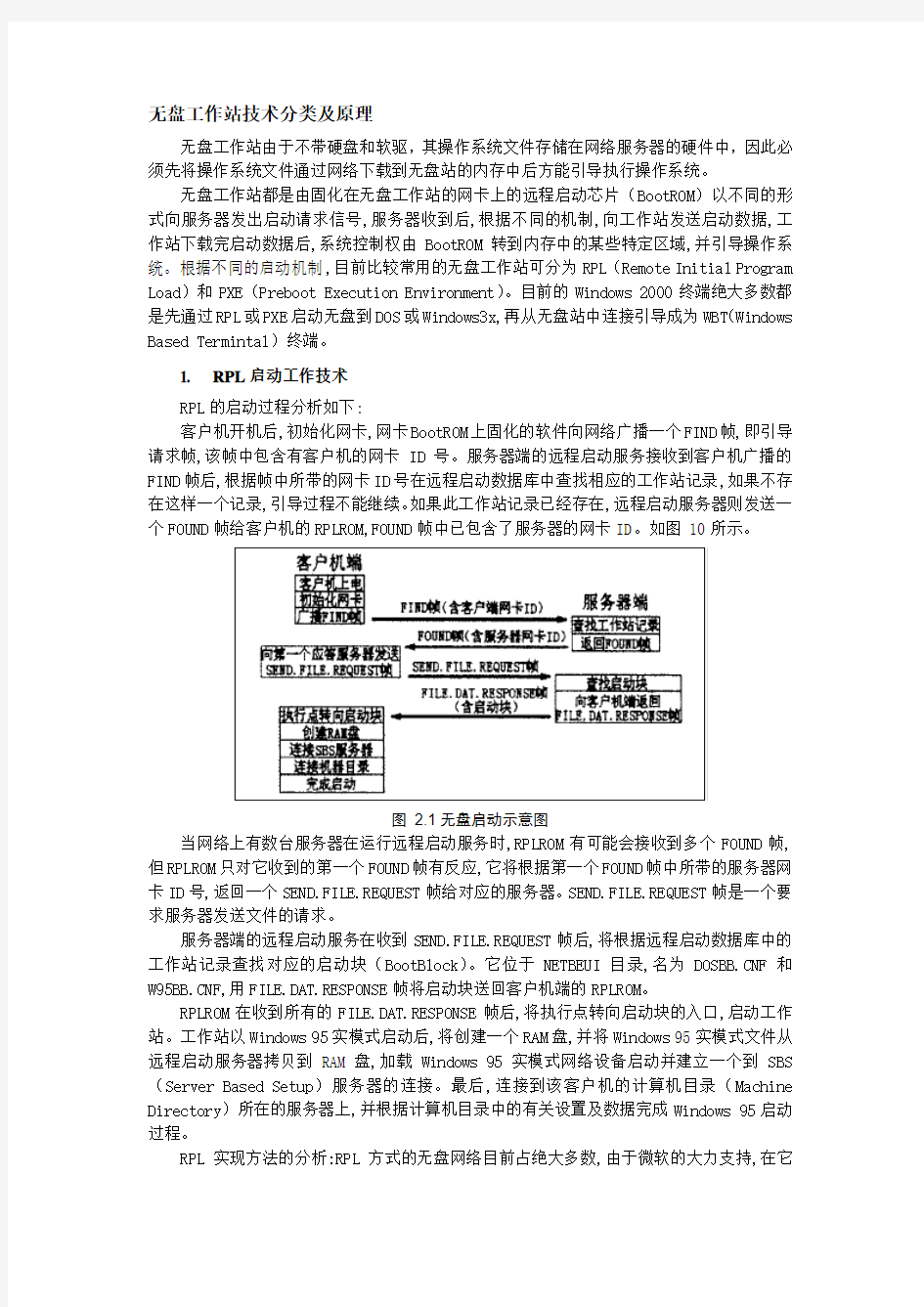
客户机开机后,初始化网卡,网卡BootROM上固化的软件向网络广播一个FIND帧,即引导请求帧,该帧中包含有客户机的网卡ID号。服务器端的远程启动服务接收到客户机广播的FIND帧后,根据帧中所带的网卡ID号在远程启动数据库中查找相应的工作站记录,如果不存在这样一个记录,引导过程不能继续。如果此工作站记录已经存在,远程启动服务器则发送一个FOUND帧给客户机的RPLROM,FOUND帧中已包含了服务器的网卡ID。如图 10所示。
图 2.1无盘启动示意图
当网络上有数台服务器在运行远程启动服务时,RPLROM有可能会接收到多个FOUND帧,但RPLROM只对它收到的第一个FOUND帧有反应,它将根据第一个FOUND帧中所带的服务器网卡ID号,返回一个SEND.FILE.REQUEST帧给对应的服务器。SEND.FILE.REQUEST帧是一个要求服务器发送文件的请求。
服务器端的远程启动服务在收到SEND.FILE.REQUEST帧后,将根据远程启动数据库中的工作站记录查找对应的启动块(BootBlock)。它位于NETBEUI目录,名为https://www.360docs.net/doc/ff3328587.html,F和https://www.360docs.net/doc/ff3328587.html,F,用FILE.DAT.RESPONSE帧将启动块送回客户机端的RPLROM。
RPLROM在收到所有的FILE.DAT.RESPONSE帧后,将执行点转向启动块的入口,启动工作站。工作站以Windows 95实模式启动后,将创建一个RAM盘,并将Windows 95实模式文件从远程启动服务器拷贝到RAM盘,加载Windows 95实模式网络设备启动并建立一个到SBS (Server Based Setup)服务器的连接。最后,连接到该客户机的计算机目录(Machine Directory)所在的服务器上,并根据计算机目录中的有关设置及数据完成Windows 95启动过程。
RPL实现方法的分析:RPL方式的无盘网络目前占绝大多数,由于微软的大力支持,在它
的Windows 95产品系列中,推出了网络版的Windows 95,它包含了网络安装命令Netsetup,之后的几年RPL几乎成为了无盘网络的代名词。自2000年至今,由于Inter和3COM等大公司的介入,使无盘技术得到了飞速的发展,新的无盘启动机制被用到了RPL中。作为Microsoft产品,RPL已经很成熟了,技术资料相当完整。
2. PXE启动工作技术
PXE是RPL的升级品。它们的不同之处在于RPL是静态路由,而PXE是动态路由。其通信协议采用TCP/IP,与Internet连接高效而可靠,PXE无盘工作站的启动过程分析如下: 客户端个人电脑开机后,在TCP/IP BootRom获得控制权之前先做自我测试,Bootprom送出BOOTP/DHCP要求以取得IP,如果服务器收到个人电脑所送出的要求,就会送回BOOTP/DHCP 回应,内容包括:客户端的IP地址,预设网关及开机影像文件。否则,服务器会忽略这个要求。Bootprom由TFTP通讯协议从服务器下载开机影像文件。个人电脑通过这个开机影像文件开机,这个开机文件可以只是单纯的开机程式也可以是操作系统。开机影像文件将包含kernel loader及压缩过的kernel,此kernel将支持NTFS root系统。最后远程客户端根据下载的文件启动机器。
PXE实现方法的分析:PXE是Intel公司开发,国内的长城电脑等公司都已成功地在Intel PXE技术上研发出了Windows 98无盘工作站。PXE运行应用程序用到的是本地的资源及内存,只是相当于硬盘由网络代替了,服务器的负荷也大为减少,配置要求相对较低,支持的应用软件十分丰富。
3. Windows 2000终端(WBT)的特点及纯软件终端启动工作技术
WBT是Windows2000推出的一项标准服务,它允许用户以Windows界面的客户端访问服务器,运行服务器中的应用程序,使用户就像用自己的计算机一样。在WBT网络中,所有应用软件的安装、配置、运行和存储等均在服务器上进行,客户机(终端)只作为输入输出设备, 相当于从服务器延伸出去的键盘和显示器。当终端用户登录到服务器后,就可以像使用本地资源一样使用服务器上的资源,运行服务器上的Windows应用程序。多个终端用户可以同时登录到服务器上,互不影响地工作。这样的网络十分容易进行集中管理,很适合局域网构建。WBT的这一特点跟早期的UNIX的字符终端类似,但WBT的优势在于它是基于Windows的,具有友好的图形界面和Windows的易用性。
纯软件终端的启动分析:它的启动原理前一部分与RPL或PXE无盘启动原理完全相同,后一部分的连接是基于Windows 2000多用户、多任务基础上的终端服务,在工作站上安装由微软提供的32位连接程序,或由第三方提供的16位或32位连接程序。终端启动以后通过RDP(Remote Display Protocol)协议或ICA协议运行服务器端的应用程序,服务器端进行应用程序运算后同样通过RDP协议将结果在终端显示。
WBT实现方法的分析:WBT由微软公司推出,并且捆绑在Windows 2000里面。它也是微软针对嵌入式产品推出的重量级产品。标准WBT的优点是对终端的硬件要求不高,处理绝大多数I/O动作。不须对现有终端作更多改造升级或再投资,通常586机器即可满足要求,无须硬盘,终端的其它方面无须改动,保护现有投资。WBT对服务器硬件要求高。
4. 三种主流无盘网络系统对比
总的来说,三种主流无盘网络系统(四种方案)对比可以用表 2.1表示。
表 2.1四种无盘启动技术的比较表
直线式贴标机
题目:直线式贴标机 班级:包工0801 学号:0403080104 学生姓名:王彤 指导教师:王利强 2011年5月
直线式贴标机 ------直线式真空转鼓贴标机 包装0801 王彤 摘要:本文主要以直线式真空转鼓贴标机为例介绍直线式贴标机的适用的标纸类型、贴标工艺过程、标签的粘贴方式、贴标机构的组成、工作原理及其在实际中的应用情况 关键字:直线式贴标机转鼓标签 包装是信息的载体,对商品贴标是实现这一要求的主要途径,贴标机械是完成商品贴标的主要包装与印刷机械。贴标机广泛应用于各行各业的产品包装容器和包装盒的贴标。 1 直线式贴标机 通过加标机构将标签贴在作直线运动的包装件或产品上的机器。 2 标纸的种类 片式标签、卷筒状标签、热粘性标签和感压性标签及收缩筒形标签; 3直线式真空转鼓贴标机 直线式真空转鼓贴标机是最常见的湿胶贴标机,因真空转鼓的作用和贴标流程不同有多种形式。 该机的特点是: (1)搓滚装置是与真空转鼓分开的独立装置; (2)除利用真空实现取标、送标外,还能完成打印字码、涂胶、贴标等工作;(3)设有“无瓶不取标”和“无标不涂浆”装置。 下面介绍三种直线式真空转鼓贴标机 3.1 第一种直线式真空转鼓贴标机 3.11结构组成 贴标机的主要工作机构由供标装置、取标装置、打印装置、涂胶装置及联锁装置等几部分组成。 图7-15所示为一种典型的直线式真空转鼓贴标机。 由板式输送链l、供送螺杆2、真空转鼓3、五条搓滚输送带7、海绵橡胶衬垫
8及涂胶装置4、印码装置5、标盒6等组成。 3.12工作原理 其真空转鼓3不断地绕自身垂直轴作逆时针旋转,并把标盒6中的标签取出送到贴标工位。转鼓园柱面分隔为若干个贴标区段,每一段上有起取标作用的一组真空小孔。小孔直径为3~4mm,其真空的“通”或“断”靠转鼓中的滑阀来控制。转鼓外有两个标盒,作摆动与移动的复合运动,整个过程以一定的速度重复着送进-吸标-急退回-再送进的循环动作,其运动规律保证真空转鼓3能从标盒6中取出标签。 涂胶装置4由胶盒、上胶辊和涂胶辊等组成。贴标时胶盒绕其轴心摆动,当真空转鼓3带着标签经过涂胶装置4时,涂胶辊靠近转鼓3给标签涂放,随后即摆离转鼓3,以免胶液涂到转鼓上,胶盒的这些动作是依靠弹簧和凸轮完成的。 3.13工作过程 (1)容器由板式输送链1进入供送螺杆2,使容器按一定间隔送到真空转鼓3,同时触动“无瓶不取标”装置的触头,使标盒6向转鼓靠近; (2)标盒支架上的滚轮触碰真空转鼓的滑阀,使正对标盒位置的真空气眼接通,从标盒6中吸出一张标签贴靠在转鼓表面;随后标盒6离开转鼓准备再次供标。 (3)带有标签的转鼓经印码、涂胶等装置,在标签上打印批号、生产日期并涂上适量粘结剂。 4)随着转鼓的继续旋转,已涂粘结剂的标签与螺杆送来的待贴标容器相遇; (5)当标签前端与容器相切时,转鼓上的吸标真空小孔通过阀门逐个卸压,标签失去吸力,与真空转鼓3脱离而粘附在容器表面上。
贴标机的原理
贴标机的原理 IMB standardization office【IMB 5AB- IMBK 08- IMB 2C】
贴标机的工作原理和相关定义 贴标机用到的定义正标标签贴到包装容器上,标签的中心线与其理论位置的偏差在规定范围内,称为正标。同一包装容器上有多张标签的,应按上述定义求出各自与理论位置的偏差,均应在规定范围内。贴标率按照贴标 贴标机分类 产品的型式分为直线式贴标机和回转式贴标机。 主要分类有:不干胶贴标机,套标机,圆瓶贴标机,啤酒贴标机,半自动贴标机,贴标机,全自动贴标机,自动贴标机,贴标签机,自动粘贴标签机,热熔胶贴标机。 中华人民共和国轻口巨行业标准贴标机 QB/T 2570-2002代替QB/T 3688-199本标准是对原轻工业部发布的专业标准ZB/TY 99035-1990《贴标机》(该标准曾由国轻行〔1999)112号文发布转化标准编号为QB/T 3688-1999,内容不变)的修订。修订内容如下。 —增加了贴三标、贴四标的技术性能指标: —提高了原标准的使用性能指标; —增加了正标、贴标率、损标率、正标率的定义; —提高了产品可靠性指标。 本标准由中国轻工业联合会提出。 本标准由全国制酒饮料机械标准化技术委员会归口。 本标准起草单位:广东轻工业机械集团有限公司。 本标准主要起草人:张佩珊、何启汝。
本标准自实施之日起,同时代替原国家轻工业局发布的轻工行业标准QB/T 3688-1999《贴标机》 贴标机分类: 按照不同的粘胶涂布方式,可以分为不干胶贴标机、浆糊贴标机(上糊贴标机,胶水贴标机)和热熔胶贴标机几类。 按照自动化程度分,可分为全自动、自动、半自动和手动贴标机几类。 按实现不同的贴标功能分,可分为平面贴标机、侧面贴标机和圆周贴标机类。 贴标机主要有:不干胶贴标机,套标机,圆瓶贴标机,啤酒贴标机,半自动贴标机,贴标机,全自动贴标机,自动贴标机,贴标签机,自动粘贴标签机,热熔胶贴标机。这些产品可完成平面粘贴,包装物的单面或多面粘贴,柱面粘贴,局部覆盖或全覆盖圆筒粘贴,凹陷及边角部位粘贴等等 贴标机的工作原理 工作过程的开始是箱子在传送带上以一个不变的速度向贴标机进给。机械上的固定装置将箱子之间分开一个固定的距离,并推动箱子沿传送带的方向前进贴标机的机械系统包括一个驱动轮,一个贴标轮,和一个卷轴。驱动轮间歇性地拖动标签带运动,标签带从卷轴中被拉出,同时经过贴标轮贴标轮会将标签带压在箱子上。在卷轴上采用了开环的位移控制,用来保持标签带的张力因为标签在标签带上是彼此紧密相连的,所以标签带必须不断起停。 标签是在贴标轮与箱子移动速度相同的情况下被贴在箱子上的。当传送带到达了某个特定的位置时,标签带驱动轮会加速到与传送带匹配的速度,贴上标签后,再减速到停止。
空心活塞杆气缸
神威气动https://www.360docs.net/doc/ff3328587.html, 文档标题:空心活塞杆气缸 一、空心活塞杆气缸的介绍: 引导活塞在缸内进行直线往复运动的圆筒形金属机件。空气在发动机气缸中通过膨胀将热能转化为机械能;气体在压缩机气缸中接受活塞压缩而提高压力。涡轮机、旋转活塞式发动机等的壳体通常也称“气缸”。气缸的应用领域:印刷(张力控制)、半导体(点焊机、芯片研磨)、自动化控制、机器人等等。 二、气缸种类: ①单作用气缸:仅一端有活塞杆,从活塞一侧供气聚能产生气压,气压推动活塞产生推力伸出,靠弹簧或自重返回。 ②双作用气缸:从活塞两侧交替供气,在一个或两个方向输出力。 ③膜片式气缸:用膜片代替活塞,只在一个方向输出力,用弹簧复位。它的密封性能好,但行程短。 ④冲击气缸:这是一种新型元件。它把压缩气体的压力能转换为活塞高速(10~20米/秒) 运动的动能,借以做功。 ⑤无杆气缸:没有活塞杆的气缸的总称。有磁性气缸,缆索气缸两大类。 做往复摆动的气缸称摆动气缸,由叶片将内腔分隔为二,向两腔交替供气,输出轴做摆动运动,摆动角小于280°。此外,还有回转气缸、气液阻尼缸和步进气缸等。 三、气缸结构: 气缸是由缸筒、端盖、活塞、活塞杆和密封件等组成,其内部结构如图所示: 2:端盖 端盖上设有进排气通口,有的还在端盖内设有缓冲机构。杆侧端盖上设有密封圈和防尘圈,以防止从活塞杆处向外漏气和防止外部灰尘混入缸内。杆侧端盖上设有导向套,以提高气缸的导向精度,承受活塞杆上少量的横向负载,减小活塞杆伸出时的下弯量,延长气缸使用寿命。导向套通常使用烧结含油合金、前倾铜铸件。端盖过去常用可锻铸铁,为减轻重量并防锈,常使用铝合金压铸,微型缸有使用黄铜材料的。 3:活塞 活塞是气缸中的受压力零件。为防止活塞左右两腔相互窜气,设有活塞密封圈。活塞上的耐磨环可提高气缸的导向性,减少活塞密封圈的磨耗,减少摩擦阻力。耐磨环长使用聚氨酯、聚四氟乙烯、夹布合成树脂等材料。活塞的宽度由密封圈尺寸和必要的滑动部分长度来决定。滑动部分太短,易引起早期磨损和卡死。活塞的材质常用铝合金和铸铁,小型缸的活塞有黄
自动包装机的工作原理
自动包装机得工作原理 自动化水平在制造工业中不断提高,应用范围正在拓展。包装行业中自动化操作正在改变着包装过程得动作方式与包装容器及材料得加工方法。实现自动控制得包装系统能够极大地提高生产效率与产品质量,显著消除包装工序及印刷贴标等造成得误差,有效减轻职工得劳动强度并降低能源与资源得消耗、 一、自动包装得作用 具有革命意义得自动化改变着包装得制造方法及其产品得传输方式。设计、安装得自动控制包装系统,无论从提高产品质量与生产效率方面,还就是从消除加工误差与减轻劳动强度方面,都表现出十分明显得作用。尤其就是对食品、饮料、药品、电子等行业而言,都就是至关重要得、自动装置与系统工程方面得技术正在进一步深化,并得到更广泛得应用。 机器人学(Robotics)已经改变了人机得共存方式、自动包装得关键在于依据生产加工或包装过程,设计出一个能够得以实现自动控制得结构方案。显然,自动装置(机械手或机器人)得选择取决于这一过程得需求及特性。依据定义,一个自动装置即就是能通过自动控制或遥控方法完成任务得一台机器或一个机构。它可以就是简单得,例如,从一个位置移向另一位置得一种单轴结构得气动压力联动装置;也可以就是复杂得,例如,具有六轴结构得能动外科手术得机器人、包装过程得各个项目选择以及各类工业自动化机构,可以在一个具体工作场所得空间范围内,使每一个设计方案完成一项任务。 目前,自动装置得结构型式就是多种多样得。例如,可以满足某一项具体操作得需求。工业机械手得结构特点都处在单轴与六轴之间。根据这种轴结构得性能,机械手“臂”得设计在运动可控程序下,操作一个端部操作器或臂端工具。轴得数量代表了机械手臂得“自由度"。另外,还有辅助臂。例如,传送带得轴等,但它们通常不就是以机械方式与机械手主臂相联结得。对于不同机械手形式,一般都就是根据其“x”、“y”、“z”三个主轴组成得坐标系来分类得。大多数机械属于下述五种基本类型之一:笛卡尔或直角坐标系、圆柱面坐标系、旋转式或铰链式坐标系、球面或极坐标系与柔选工组合型机械手(SCARA)。 二、自动功能得外部设备 一个完整得自动化结构方案由很多部件组成,其中,端臂操作工具、材料运送装置与识别/验证系统就是主要组成部分、 1、臂端操作工具 机械手就就是利用与其端部联接得装置从一个位置移到另一位置得一种工具。臂端操作工具,即端部操作器,就是用来抓取产品、定向移动与感受性能参数得一个部件。在包装应用中,端部操作器通常设计成能直接使用得真空套、夹紧爪或两者结合得型式。它们得结构方案可以从单一型得真空套到系列型真空套或夹紧爪得排列式结构等。 2、材料输送装置
无杆气缸的工作原理
无杆气缸的工作原理 无杆气缸和普通气缸的的工作原理一样,只是外部连接、密封形式不同无杆气缸和普通气缸的的工作原理一样,无杆气缸里有活塞,而没有活塞杆的,活塞装置在导轨里,外部负载给活塞,无杆气缸里有活塞外部负载给活塞相连,作动靠进气。 在气缸缸管轴向开有一条槽,在气缸缸管轴向开有一条槽活塞与尚志在槽上部移动。 为了防止泄漏及防尘需要,为了防止泄漏及防尘需要在开口部采用不锈钢封带和防尘不锈钢带固定在两端缸盖上,活塞架穿过槽地在开口部采用不锈钢封带和防尘不锈钢带固定在两端缸盖上活塞架穿过槽地,把活塞与尚志连成一体。活塞与尚志连接在一起,活塞与尚志连接在一起带动固定在尚志上的执行机构实现往复运动带动固定在尚志上的执行机构实现往复运动。气动元件的流通能力,气动元件的流通能力,KV 值:被测元件全开,元件两端压差元件两端压差△p.==0.1MPa,流体密度ρ=1g/cm 时;通过元件的流量为通过元件的流量为qv(m /h),则流通能力Kv 值为3 3 CV 值:被测元件全开,元件两端压差△p.=1bf/in (1lbf/in =6.89kPa) 温度为60℉ ,(15.5℃)的水,通过元件的流量为qv,单位为USgas/min(USgas/min=3.785L/min),则流通能力Cv 值为2 2 测定Cv 值和Kv 值都是以水为工作介质,可能对气动元件带来不利的影响(如生锈)。而且,它是测定特定压力降下的流量,只表示流量特性曲线的不可压缩流动范围上的一个点,故用于计算不可压缩流动时的流量与压力降之间的关系比较合理。Cv 值与Kv 值只是使用了不同的计量单位,它们之间的关系是:二、有效截面积S 气体流经孔时,由于实际流体存在粘性,使流束收缩得比节流孔名义截面积S0 还小,此最小截面积S 称为有效截面积,它代表了节流孔的流通能力实验表明,当气动元件处于壅塞流态下,不论气动元件上游的总压P0 和总温度T0 怎样变化,元件的S 值大小几乎都不变。根据这个特性,可以使用声速放气阀测定S 值。计算公式:有效截面积测试方法声速排气法定常流法气动元件常常在额定流量下工作,故测定额定流量下气动元件上下游的压力降,作为该元件的流量特性指标。显然,此指标也只反映不可压缩流态下的浏览特性。 无杆气缸应用行业及特点:
气缸的结构及基本工作原理
气缸 引导活塞在其中进行直线往复运动的圆筒形金属机件。工质在发动机气缸中通过膨胀将热能转化为机械能;气体在压缩机气缸中接受活塞压缩而提高压力。涡轮机、旋转活塞式发动机等的壳体通常也称“气缸”。气缸的应用领域:印刷(张力控制)、半导体(点焊机、芯片研磨)、自动化控制、机器人等等。英文名:cylinder 气缸-气缸种类 气压传动中将压缩气体的压力能转换为机械能的气动执行元件。气缸有作往复直线运动的和作往复摆动的两类(见图)。作往复直线运动的气缸又可分为单作用、双作用、膜片式和冲击气缸4种。 ①单作用气缸:仅一端有活塞杆,从活塞一侧供气聚能产生气压,气压推动活塞产生推力伸出,靠弹簧或自重返回。 ②双作用气缸:从活塞两侧交替供气,在一个或两个方向输出力。 ③膜片式气缸:用膜片代替活塞,只在一个方向输出力,用弹簧复位。它的密封性能好,但行程短。 ④冲击气缸:这是一种新型元件。它把压缩气体的压力能转换为活塞高速(10~20米/秒)运动的动能,借以作功。冲击气缸增加了带有喷口和泄流口的中盖。中盖和活塞把气缸分成储气腔、头腔和尾腔三室。它广泛用于下料、冲孔、破碎和成型等多种作业。作往复摆动的气缸称摆动气缸,由叶片将内腔分隔为二,向两腔交替供气,输出轴作摆动运动,摆动角小于280°。此外,还有回转气缸、气液阻尼缸和步进气缸等。 气缸的作用: 将压缩空气的压力能转换为机械能,驱动机构作直线往复运动、摆动和旋转运动。 气缸的分类: 直线运动往复运动的气缸、摆动运动的摆动气缸、气爪等。 气缸的结构: 气缸是由缸筒、端盖、活塞、活塞杆和密封件组成,其内部结构如图所示:
SMC气缸原理图 1)缸筒 缸筒的内径大小代表了气缸输出力的大小。活塞要在缸筒内做平稳的往复滑动,缸筒内表面的表面粗糙度应达到Ra0.8um。对钢管缸筒,内表面还应镀硬铬,以减小摩擦阻力和磨损,并能防止锈蚀。缸筒材质除使用高碳钢管外,还是用高强度铝合金和黄铜。小型气缸有使用不锈钢管的。带磁性开关的气缸或在耐腐蚀环境中使用的气缸,缸筒应使用不锈钢、铝合金或黄铜等材质。 SMC CM2气缸活塞上采用组合密封圈实现双向密封,活塞与活塞杆用压铆链接,不用螺母。 2)端盖 端盖上设有进排气通口,有的还在端盖内设有缓冲机构。杆侧端盖上设有密封圈和防尘圈,以防止从活塞杆处向外漏气和防止外部灰尘混入缸内。杆侧端盖上设有导向套,以提高气缸的导向精度,承受活塞杆上少量的横向负载,减小活塞杆伸出时的下弯量,延长气缸使用寿命。导向套通常使用烧结含油合金、前倾铜铸件。端盖过去常用可锻铸铁,现在为减轻重量并防锈,常使用铝合金压铸,微型缸有使用黄铜材料的。 3)活塞 活塞是气缸中的受压力零件。为防止活塞左右两腔相互窜气,设有活塞密封圈。活塞上的耐磨环可提高气缸的导向性,减少活塞密封圈的磨耗,减少摩擦阻力。耐磨环长使用聚氨酯、聚四氟乙烯、夹布合成树脂等材料。活塞的宽度由密封圈尺寸和必要的滑动部分长度来决定。滑动部分太短,易引起早期磨损和卡死。活塞的材质常用铝合金和铸铁,小型缸的活塞有黄铜制成的。 4)活塞杆 活塞杆是气缸中最重要的受力零件。通常使用高碳钢,表面经镀硬铬处理,或使用不锈钢,以防腐蚀,并提高密封圈的耐磨性。 5)密封圈 回转或往复运动处的部件密封称为动密封,静止件部分的密封称为静密封。 缸筒与端盖的连接方法主要有以下几种: 整体型、铆接型、螺纹联接型、法兰型、拉杆型。 6)气缸工作时要靠压缩空气中的油雾对活塞进行润滑。也有小部分免润滑气缸。 气缸-工作原理 根据工作所需力的大小来确定活塞杆上的推力和拉力。由此来选择气缸时应使气缸的输出力稍有余量。若缸径选小了,输出力不够,气缸不能正常工作;但缸径过大,不仅使设备笨重、成本高,同时耗气量增大,造成能源浪费。在夹具设计时,应尽量采用增力机构,以减少气缸的尺寸。 气缸 下面是气缸理论出力的计算公式: F:气缸理论输出力(kgf)
自动贴标机工作原理
自动贴标机工作原理 【凯宇机械自动贴标机】由于现在自动贴标机的广泛应用,设备方面中都是有着一种非常完善的发展空间的,而我们的社会在不断的进步,自动贴标机设备也是在跟上潮流。全自动贴标机设备在各个行业领域中都散发着独特的魅力,发挥着它的重要作用。一起来看看自动贴标机的工作原理吧!~ #详情查看#【凯宇机械:自动贴标机】 【自动贴标机常见故障排除方法】 在加工生产过程中,需要对产品进行贴标处理,此时需要使用到自动贴标机。通过该设备的使用,能够有效提升工作效率,进而提升企业竞争力。当然在日常运行过程中,难免会出现设备故障。不同的故障,相关原因自然会有所不同。下面将相关故障与具体排查方法详细解析,希望对各位用户有所帮助。 如果标签无法被全自动贴标机转杆粘贴,主要的原因在于标签自身硬度较强,主要的排除方法是更换质地薄软的纸张。在使用之前,应该要使用到潮湿毛巾。另外,在标签上胶水过程中,会有不光滑
的情况。此时在排查的时候,应该要更换标签材料。标签无法吸住,有的时候吸不稳,主要的原因在于标签质料过硬,主要排查方法是更换软性标签。 贴标机不同的故障,具体的原因有所不同,此时就应该要结合相关故障情况,综合性分析。 【自动贴标机工作原理】 由于现在贴标机的广泛应用,设备方面中都是有着一种非常完善的发展空间的,而我们的社会在不断的进步,贴标机设备也是在跟上潮流。 全自动贴标机设备在各个行业领域中都散发着独特的魅力,发挥着它的重要作用。而设备自身的构架也是非常的,这也是得到很多客户对其青睐的原因,设备采用的是全不锈钢加工完成的,银亮的机身吸引了很多的客户对他的好感,不锈钢的材质,也让它更容易存放,防止设备受潮,生锈等一些状况。全自动贴标机贴出来的标签也是让人很是喜欢,不仅能根据不同的产品选择不同的标签进行贴标,而且贴出来的标签端正,大方,失误率极小,更是提高了产品的生产效率。全自动贴标机厂家在贴标机的自动化程度上有了更深一步的提升,通过不断的学习新技术,将更多的技术应用到贴标机的生产制造上,提高贴标机的自动化程度,帮助企业更好的完成生产,公司生产的全自动贴标机自动化程度高,不仅提高生产效率,并且较于之前更加的的方便和高效,不仅减少了劳动力还节省了资源,在技术上
气缸的规格尺寸及行程
气缸的规格尺寸及行程 气缸的尺寸规格主要以气缸的缸筒内径和活塞行程分类;也有按活塞杆直径和杆端螺纹尺寸分类的方法。下面介绍下气缸的规格尺寸及行程。 ? 气缸的缸筒内径尺寸见表5.4,摘自GB2348—80(IS03320)液压气动系统及元件一缸径及活塞杆外径系列。 ? 气缸可按缸径进行如下分类: 1) Φ2.5~Φ6mm的为微型气缸; 2)Φ8~Φ25mm的为小型气缸;
3) Φ32~Φ320mm的为中型气缸; 4)大于Φ320mm的为大型气缸。 气缸活塞行程系列按照优先次序分成三个等级顺序选用,如表5.4所示。国际标准IS06430、6431中推荐活塞公称行程允差见表5.5。当行程>1250mm时,其公称行程允差由供需双方确定。活塞杆外径尺寸系列如表5.6所示。气缸活塞杆常用螺纹尺寸如表5.7所示。 气缸推力计算公式 来源:通明除尘设备,专业除尘器除尘配件制造商发布时间:2012-2-18 9:50:10 气缸-工作原理 根据工作所需力的大小来确定活塞杆上的推力和拉力。由此来选择气缸时应使气缸的输出力稍有余量。若缸径选小了,输出力不够,气缸不能正常工作;但缸径过大,不仅使设备笨重、成本高,同时耗气量增大,造成能源浪费。在夹具设计时,应尽量采用增力机构,以减少气缸的尺寸。 气缸 下面是气缸理论出力的计算公式: F:气缸理论输出力(kgf) F′:效率为85%时的输出力(kgf)--(F′=F×85%) D:气缸缸径(mm) P:工作压力(kgf/cm2) 例:直径340mm的气缸,工作压力为3kgf/cm2时,其理论输出力为多少?芽输出力是多少? 将P、D连接,找出F、F′上的点,得: F=2800kgf;F′=2300kgf 在工程设计时选择气缸缸径,可根据其使用压力和理论推力或拉力的大小,从经验表1-1中查出。 例:有一气缸其使用压力为5kgf/cm2,在气缸推出时其推力为132kgf,(气缸效率为85%)问:该选择多大的气缸缸径? ●由气缸的推力132kgf和气缸的效率85%,可计算出气缸的理论推力为F=F′/85%=155(kgf) ●由使用压力5kgf/cm2和气缸的理论推力,查出选择缸径为63的气缸便可满足使用要求。
自动贴标机毕业设计
目录 摘要 ........................................................................................................... 错误!未定义书签。绪论 ........................................................................................................... 错误!未定义书签。第一章自动贴标机的工作原理和结构特点.. (6) 1.1 自动贴标机的工作原理和结构特点 (6) 1.2 贴标机的结构和组成 (7) 第二章贴标机的贴标过程 (8) 第三章自动贴标机的总体设计 (9) 3.1 贴标头的设计...................................................................................... 错误!未定义书签。 3.2 上瓶机构的设计.................................................................................. 错误!未定义书签。 3.3 贴标机进瓶螺旋的设计...................................................................... 错误!未定义书签。 3.4 螺旋槽截面形状设计计算 (12) 3.5 螺旋杠的设计分析 (12) 第四章贴标机的送标机构........................................................................ 错误!未定义书签。 4.1结构原理 (14) 4.2运动参数的求解 (14) 第五章贴标机的贴标过程和动作分析 (15) 5.1贴标机的上胶工位 (15) 5.2取标工位 (16) 5.3贴标机得到夹标转位 (16) 5.4夹标转位段凸轮曲线设计 (18) 5.5最小标板夹标转位校核 (19) 第六章故障分析及解决方案 (19) 6. 1故障分析 (19) 6. 2解决方案 (20) 6. 3啤酒贴标机的调整小结......................................................................... 错误!未定义书签。附录:关于玻璃啤酒瓶贴标质量的相关性研究........................................ 错误!未定义书签。平航贴标机的维修步骤................................................................................ 错误!未定义书签。总结........................................................................................................ 错误!未定义书签。致谢词 ........................................................................................................... 错误!未定义书签。参考文献........................................................................................................ 错误!未定义书签。
各种类型气缸的原理
一.产品的性能及特点: 1.免润滑性:该产品采用含油自润滑轴承,使活塞杆无需加油润滑; 2.耐久性:气缸本体、采用优质不锈钢、硬质氧化铝合金材质,前后端盖经过阳极硬质氧化处理,不仅具有耐磨耐腐蚀性,而且更显外观小巧精美; 3.可调缓冲性:该产品除了带有固定缓冲外,气缸终端还带有可调缓冲,是气缸换向时平稳无冲击; 4.安装形式多样性:多种安装附件供客户根据使用要求来选择; 5.耐高温性:可采用耐高温密封材料,使气缸在180°C高温条件下正常工作(客户订货时需向本公司特殊说明订购); 6.附磁性:气缸活塞上装有一个永久磁铁,它可触发安装在气缸上的感应开关来感应气缸的运动位置(客户订货时需向本公司特殊说明订购); 7.行程可调性:活塞杆端配有一个可调螺母,是气缸在其行程范围内实现可调(推力F1=拉力F2); 8.派生多样性:可在原来的基础上派生出多样化的非标产品以此适合客户需要的各种使用要求。 气动执行元件和控制元件 气动执行元件是一种能量转换装置,它是将压缩空气的压力能转化为机械能,驱动机构实现直线往复运动、摆动、旋转运动或冲击动作。气动执行元件分为气缸和气马达两大类。气缸用于提供直线往复运动或摆动,输出力和直线速度或摆动角位移。气马达用于提供连续回转运动,输出转矩和转速。 气动控制元件用来调节压缩空气的压力流量和方向等,以保证执行机构按规定的程序正常进行工作。气动控制元件按功能可分为压力控制阀、流量控制阀和方向控制阀。 气缸 一、气缸的工作原理、分类及安装形式 1.气缸的典型结构和工作原理
图 1 普通双作用气缸 1、3-缓冲柱塞 2-活塞 4-缸筒 5-导向套 6-防尘圈7-前端盖 8-气口 9-传感器 10-活塞杆 11-耐磨环 12-密封圈 13-后端盖 14-缓冲节流阀 以气动系统中最常使用的单活塞杆双作用气缸为例来说明,气缸典型结构如(图1)所示。它由缸筒、活塞、活塞杆、前端盖、后端盖及密封件等组成。双作用气缸内部被活塞分成两个腔。有活塞杆腔称为有杆腔,无活塞杆腔称为无杆腔。 当从无杆腔输入压缩空气时,有杆腔排气,气缸两腔的压力差作用在活塞上所形成的力克服阻力负载推动活塞运动,使活塞杆伸出;当有杆腔进气,无杆腔排气时,使活塞杆缩回。若有杆腔和无杆腔交替进气和排气,活塞实现往复直线运动。 2.气缸的分类 气缸的种类很多,一般按气缸的结构特征、功能、驱动方式或安装方法等进行分类。分类的方法也不同。按结构特征,气缸主要分为活塞式气缸和膜片式气缸两种。按运动形式分为直线运动气缸和摆动气缸两类。 3.气缸的安装形式气缸的安装形式可分为 1)固定式气缸气缸安装在机体上固定不动,有脚座式和法兰式。 2)轴销式气缸缸体围绕固定轴可作一定角度的摆动,有U形钩式和耳轴式。 3)回转式气缸缸体固定在机床主轴上,可随机床主轴作高速旋转运动。这种气缸常用于机床上气动卡盘中,以实现工件的自动装卡。 4)嵌入式气缸气缸缸筒直接制作在夹具体内。 二、常用气缸的结构原理 1.普通气缸 包括单作用式和双作用式气缸。常用于无特殊要求的场合。 图2为最常用的单杆双作用普通气缸的基本结构,气缸一般由缸筒、前后缸盖、活塞、活塞杆、密封件和紧固件等零件组成。 缸筒7与前后缸盖固定连接。有活塞杆侧的缸盖5为前缸盖,缸底侧的缸盖14为后缸盖。在缸盖上开有进排气通口,有的还设有气缓冲机构。前缸盖上,设有密封圈、防尘圈3,同时还设有导向套4,以提高气缸的导向精度。活塞杆6与活塞9紧固相连。活塞上除有密 封圈10,11防止活塞左右两腔相互漏气外,还有耐磨环12以提高气缸的导向性;带磁性开关的气缸,活塞上装有磁环。活塞两侧常装有橡胶垫作为缓冲垫8。如果是气缓冲,则活塞 两侧沿轴线方向设有缓冲柱塞,同时缸盖上有缓冲节流阀和缓冲套,当气缸运动到端头时, 图 2 普通双作用气缸
盾构机不同的分类
盾构机,全名叫盾构隧道掘进机,是一种隧道掘进的专用工程机械 用盾构机进行隧洞施工具有自动化程度高。在隧洞洞线较长、埋深较大的情况下,用盾构机施工更为经济合理。 盾构机的基本工作原理就是一个圆柱体的钢组件沿隧洞轴线边向前推进边对土壤进行挖掘。该圆柱体组件的壳体即护盾,它对挖掘出的还未衬砌的隧洞段起着临时文撑的作用,承受周围土层的压力,有时还承受地下水压以及将地下水挡在外面。挖掘、排土、衬砌等作业在护盾的掩护下进行。 盾构机根据工作原理一般分为手掘式盾构,挤压式盾构,半机械式盾构(局部气压、全局气压),机械式盾构(开胸式切削盾构,气压式盾构,泥水加压盾构,土压平衡盾构,混合型盾构,异型盾构)。 泥水式盾构机是通过加压泥水或泥浆(通常为膨润土悬浮液)来稳定开挖面,其刀盘后面有一个密封隔板,与开挖面之间形成泥水室,里面充满了泥浆,开挖土料与泥浆混合由泥浆泵输送到洞外分离厂,经分离后泥浆重复使用。土压平衡式盾构机是把土料(必要时添加泡沫等对土壤进行改良)作为稳定开挖面的介质,刀盘后隔板与开挖面之间形成泥土室,刀盘旋转开挖使泥土料增加,再由螺旋输料器旋转将土料运出,泥土室内土压可由刀盘旋转开挖速度和螺旋输出料器出土量(旋转速度)进行调节。 根据盾构机不同的分类,盾构开挖方法可分为:敞开式、机械切削式、网格式和挤压式等。为了减少盾构施工对地层的扰动,可先借助千斤顶驱动盾构使其切口贯入土层,然后在切口内进行土体开挖与运输。 a.敞开式开挖 手掘式及半机械式盾构均为半敞开式开挖,这种方法适于地地质条件较好,开挖面在掘进中能维持稳定或在有辅助措施是能维持稳定的情况,其开挖一般是从顶部开始逐层向下挖掘。若土层较差,还可借用千斤顶加撑板对开挖面进行临时支撑。采用敞开式开挖,处理孤立障碍物、纠偏、超挖均为其它方式容易。为尽量减少对地层的扰动,要适当控制超挖量与暴露时间。 b.机械切削式开挖 指与盾构直径相仿的全断面旋转切削刀盘开挖方式。根据地质条件的好坏,大刀盘可分为刀架间无封板及有封板两种。刀架间无封板适用于土质较好的条件。大刀盘开挖方式,在弯道施工或纠偏是不如敞开式开挖便于超挖。此外,清除障碍物也不如敞开式开挖。使用大刀盘的盾构,机械构造复杂,消耗动力较大。目前国内外较先进的泥水加压盾构、土压平衡盾构,均采用这种开挖方式。 c.网格式开挖 采用网格式开挖,开挖面由网格梁与格板分成许多格子。开挖面的支撑作用是由土的粘聚力和网格厚度范围内的阻力而产生的。当盾构推进是,土体就从格子里挤出来。根据土的性质,调节网格的开孔面积。采用网格式开挖时,在所有千斤顶缩回后,会产生较大的盾构后退现象,导致地表沉降,因此,在施工务必采取有效措施,防止盾构后退。 d.挤压式开挖 全挤压式和局部挤压式开挖,由于不出土或只部分出土,对地层有较大的扰动,在施工轴线时,应尽量避开地面建筑物。局部挤压时施工时,要精心控制出土量,以减少和控制地表变形。全挤压式施工时,盾构把四周一定范围内的土体挤密实。
贴标机设计说明书参考资料
摘要 本毕业设计要完成的是西林瓶贴标机的结构设计。西林瓶是一个最大直径为Φ20mm,高为40mm的瓶子。要求贴标速度为100瓶/分钟。 贴标机的主要工作部件有输送机构,拨瓶机构,吸标机构,取标送标机构等。此外,还设计有上胶水机构,胶水盒,带轮,真空吸管的调整定位机构等,在上面所有机构的配合作用下,加上一定的动力,是可以可靠地完成贴标工作的。 按照贴标机的运动特性,此贴标机设计了两个动力。一个是单独给上料机构提供的,一个是专门给贴标机的工作机提供动力的。对工作机分别进行了输送机构的动力设计拨盘机构的动力设计,吸标机构的动力设计和取标送标机构的动力设计。最好同过几个动力的和,并考虑其他效率因素,选定合适的电机。在这动力下是可以满足动力要求的。 经过上面的运动和动力设计后,对整体机构进行Pro/E的实体造型,完成机构的整体设计。 最后,本论文还对拨瓶轮轴分别使用传统的和现代的方法进行了强度的校核计算。 关键字西林瓶贴标机;运动设计;动力设计
目录 摘要............................................................ I Abstract ......................................... 错误!未定义书签。 第1章绪论 (1) 1.1 国内外贴标机械的发展概况 (1) 1.2 贴标机简述 (2) 1.2.1 典型贴标原理简介 (2) 1.2.2 常用贴标机 (5) 1.2.3 国内外新型贴标机简介 (5) 1.3 主要工作内容............................................................... 错误!未定义书签。第2章贴标机的方案设计 (7) 2.1 西林瓶贴标机的设计要求 (7) 2.2 西林瓶贴标机的原理设计 (7) 2.2.1 西林瓶贴标机工作原理设计 (7) 2.2.2 上料机构原理设计 (8) 2.2.3输送机构原理设计 (8) 2.2.4贴标机构原理设计 (9) 2.2.5收标送标机构原理设计 (10) 2.3 贴标机的运动设计 (12) 2.3.1 上下料机构的运动设计 (12) 2.3.2输送机构的运动设计 (13) 2.3.3 贴标机整体运动设计 (13) 2.4 贴标机动力设计 (15) 2.4.1 上料机构动力设计 (15) 2.4.2 输送机构动力设计 (16) 2.4.3贴标机构和送标机构动力设计 (16) 2.4.4拨瓶机构的动力设计 (17) 2.4.5贴标机构电机的选择 (17) 2.5 经济性分析................................................................... 错误!未定义书签。 2.6 本章小结 (18)
关于陆甲自动贴标机的工作原理解析
关于陆甲自动贴标机的工作原理解析 自动贴标机是可以将成卷的纸或金属箔标签粘贴在规定的包装容器或产品上的设备。标签背面自带粘胶并有规律地排列在光面的底纸上,贴标机上的剥标机构可将其自动剥离。贴标可完成平面粘贴,包装物的单面或多面粘贴,柱面粘贴,局部覆盖或全覆盖圆筒粘贴,凹陷及边角部位粘贴等各种作业。 陆甲自动贴标机工作原理: 启动自动贴标机的工作过程是在一个恒定的速度在传送带上包装设备通入自动贴标机。稳定性好,具有设计先进,性能稳定可靠,节电效高,贴标效果好,结构新颖美观,操作维修方便等特点,可适用于任何物品平面贴标。这意味着自动贴标签机,以维持包装设备之间的固定距离,包装设备和推动车轮运走到标记。作为标签的驱出驱动轮被从卷轴拉出包装装置和包装然后后抵靠装置按压,则利用从停止的标签带的恒定地保持在标签带的张力。标签和包装设备轮保持相同的速度,这样才能把标签就可以了,当即将进入标签和包装设备,移动速度也会加快,又不得不完成的标签减速至停止。其结果是,有时标签带会打滑,所以有在其上的对准标记,用于校正包装设备的位置,以确保每个标签可以被固定到位。 陆甲自动贴标机贴标过程: 当传感器发出贴标物准备贴标的信号后,贴标机上的驱动轮转动。由于卷筒标签在装置上为张紧状态,当底纸紧贴剥离板改变方向运行时,标签由于自身材料具有一定的坚挺度,前端被强迫脱离、准备贴标。此时贴标物体恰好位于标签下部,在贴标轮的作用下,实现同步贴标。贴标后,卷筒标签下面的传感器发出停止运行的信号,驱动轮静止,一个贴标循环结束。 无论是哪种类型的贴标机,贴标过程大致相似,所不同的是:贴标装置的安装位置不同,贴标物体的输送方式、定位方式不同以及贴标辊的形式不同。 一般自动贴标机对标签有要求: (1)表面材料 标签的坚挺度是出标的关键,因此要求表面材料的一定的强度和硬度,标签的坚挺度又和材料的厚度和标签的面积有关,所以使用柔软的薄膜材料时,要适当增加其厚度,一般控制在100μm以上。薄的纸上海陆甲自动化科技有限公司坐落于奉贤区金汇镇中心的现代化高新科技园区。致力于包装自动化设备的研发与生产,应用行业:制药、食品、化妆品、日化、电子、医药、化工、汽车工业及塑料与五金等各大行业!主营产品:全自动智能不干胶贴标机、智能视觉检测设备、工业物联网标识方案、防伪、防串货追溯系统、非标自动化生产线等。张类材料,如60~70g/m2的贴标纸,一般不适合做大标签,而适合加工成小标签,如标价枪上使用的价格标签。标签的坚挺度差会导致贴标时不出标,或标签同底纸一同复卷,使自动贴标失效。 (2)离型力 也称剥离力,是标签脱离底纸时的力。离型力与粘合剂的种类、厚度及底纸表面的涂硅情况有关,还和贴标时的环境温度有关。离型力太小,标签在输送过程中容易掉标(脱离底纸);离型力太大,标签脱离底纸困难,无法出标。应综合控制各项技术指标,使离型力在一合理的范围内。 (3)底纸
贴标机设计
贴标机设计 摘要:为了了解贴标机的工作原理和运行机构,我们进行了圆筒形罐头贴标机的设计。本文通过按贴标机的基本工作过程对其功能分解,将整个装置拆解为分纸装置、涂胶装置、送料装置和抚平整理装置四部分。对每个装置分别提出了多种实现方案,如分纸装置提出了真空转鼓式标签传送装置、叉形摆杆取标及传送标签装置、摩擦式取标装置、回转式标签传送装置;涂胶装置提出了圆盘式涂胶装置、滚子式涂胶装置、辊式涂胶装置、节流控制式涂胶装置、泵式涂胶装置;送料装置提出了链式供送装置、行星拨轮供送装置、双曲柄动梁供送装置、螺杆式供送装置、滚筒式供送装置、推杆式供送装置和板凸轮式供送装置;抚平整理装置提出了滚摩式抚平整理装置、按压式抚平整理装置。通过比较每一部分多种实现装置之间的优缺点,选出合适的装置来进行贴标机设计。本文根据公理化设计公理思想,按最小信息公理进行贴标机设计,对实现同样功能的贴标机,机构应尽可能简单。因此我们选择双曲柄动梁供送装置、叉形摆杆取标及传送标签装置和滚摩式抚平整理装置作为我们的出发点进行贴标机的设计,随后根据该设计方案存在的优缺点对装置进行改进,形成一个较为合理的机构,真正形成一台结构较为合理可投入生产且具有一定竞争力的贴标机。 关键词:分纸;涂胶;送料;抚平整理;贴标机 The Design of Labelling Machine Qian Huili , Duan Wuyang , Li Jiabi Mobile Phone: Mobile Phone: Mobile Phone: Abstract:In order to understand the frame and principle of labelling machine, we try to design a labelling machine used in cylindrical cans. We make the functional decomposition according to how does the labelling machine perform. The wholing device can be divided into four parts, including parting paper device, gumming device, parts feeding device and smooth device. Every part is came up with feasible ways as many as possible. The parting paper device includes vacuum drum label delivery device, forked swing label delivery device, frictional label delivery device, rotative label delivery device. Gumming device includes discal gumming device, roller gumming device, throttle control gumming device and pump type gumming device. Parts feeding device includes chained parts feeding device, planet wheel parts feeding device, double crank with moved beam parts feeding device, screw parts feeding device, roller parts feeding device, putt parts feeding device and cam parts feeding device. Smooth device includes rolling friction smooth device and press contact smooth device. Comparing with each other, the most suitable device would be chose to use in the labelling machine design. The labelling machine is designed according to Axiomatic Design Theory. From the Information Axiom, we know the device with the most minimum information content is the best design if every design has the same function. So we design the labelling machine based on double crank with moved beam parts feeding device, forked swing label delivery device and rolling friction smooth device. Then we analyse the advantages and disadvantages of the design scheme and
自动包装机的工作原理
自动包装机的工作原理 自动化水平在制造工业中不断提高,应用范围正在拓展。包装行业中自动化操作正在改变着包装过程的动作方式和包装容器及材料的加工方法。实现自动控制的包装系统能够极大地提高生产效率和产品质量,显著消除包装工序及印刷贴标等造成的误差,有效减轻职工的劳动强度并降低能源和资源的消耗。 一、自动包装的作用 具有革命意义的自动化改变着包装的制造方法及其产品的传输方式。设计、安装的自动控制包装系统,无论从提高产品质量和生产效率方面,还是从消除加工误差和减轻劳动强度方面,都表现出十分明显的作用。尤其是对食品、饮料、药品、电子等行业而言,都是至关重要的。自动装置和系统工程方面的技术正在进一步深化,并得到更广泛的应用。 机器人学(Robotics)已经改变了人机的共存方式。自动包装的关键在于依据生产加工或包装过程,设计出一个能够得以实现自动控制的结构方案。显然,自动装置(机械手或机器人)的选择取决于这一过程的需求及特性。依据定义,一个自动装置即是能通过自动控制或遥控方法完成任务的一台机器或一个机构。它可以是简单的,例如,从一个位置移向另一位置的一种单轴结构的气动压力联动装置;也可以是复杂的,例如,具有六轴结构的能动外科手术的机器人。包装过程的各个项目选择以及各类工业自动化机构,可以在一个具体工作场所的空间范围内,使每一个设计方案完成一项任务。 目前,自动装置的结构型式是多种多样的。例如,可以满足某一项具体操作的需求。工业机械手的结构特点都处在单轴与六轴之间。根据这种轴结构的性能,机械手“臂”的设计在运动可控程序下,操作一个端部操作器或臂端工具。轴的数量代表了机械手臂的“自由度”。另外,还有辅助臂。例如,传送带的轴等,但它们通常不是以机械方式与机械手主臂相联结的。对于不同机械手形式,一般都是根据其“x”、“y”、“z”三个主轴组成的坐标系来分类的。大多数机械属于下述五种基本类型之一:笛卡尔或直角坐标系、圆柱面坐标系、旋转式或铰链式坐标系、球面或极坐标系和柔选工组合型机械手(SCARA)。 二、自动功能的外部设备 一个完整的自动化结构方案由很多部件组成,其中,端臂操作工具、材料运送装置和识别/验证系统是主要组成部分。 1.臂端操作工具 机械手就是利用与其端部联接的装置从一个位置移到另一位置的一种工具。臂端操作工具,即端部操作器,是用来抓取产品、定向移动和感受性能参数的一个部件。在包装应用中,端部操作器通常设计成能直接使用的真空套、夹紧爪或两者结合的型式。它们的结构方案可以从单一型的真空套到系列型真空