汽车空调压缩机驱动盘冷挤压的Deform模拟
基于DEFORM的挤压模具模块化分析系统开发
n m s= { ”et s n .D ae xr i 1 B”, x uin . uo ”et s 2 r o
DB”. xr s n . B”, xr so 4 DB”, x r — “e tu i 3 D o ”e tu in . ”e t u
s n . B ”x ui 6 D ” } i 5 D ”.et s n . B ; o r o
计人 员设计 工具 和产 品 工 艺 流程 , 少 昂贵 的现 减
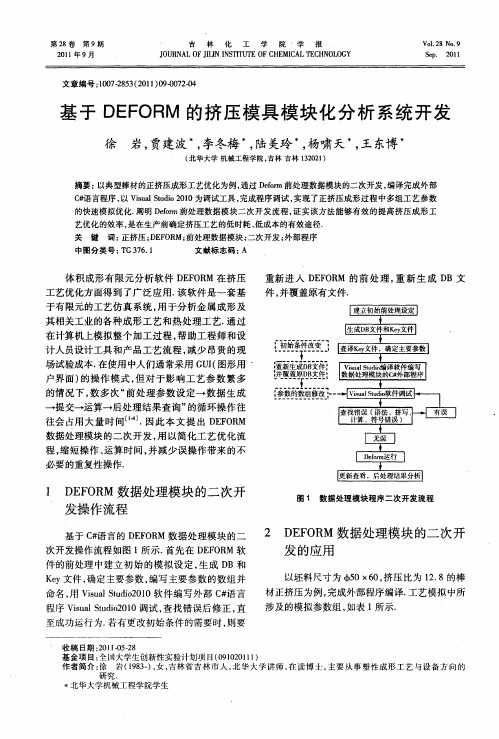
重 新 进 入 D F R 的 前 处 理 , 新 生 成 D 文 EO M 重 B 件, 并覆 盖原 有文 件.
建 立初 始前 处理 没定
I 生成D 文件 ̄Ky B ' e文件1 l l
—— ——— ‘ ‘—— —— 一
第9 期
徐 岩 , 基于 D F R 等: E O M的挤压模具模块化分析系统开发
7 3
表 1 正挤压主要工艺参数表
srn a ti g n me; i ti n ;
fr( = ; o i O i< 6 i ; ++)
{
nm = a e[] a e nm si ; ga e nm si ; nm ga e[] M V T = o [] O C L m vi; F C A f [] R F C=r i ; c
ag) rs {
srn r Di t g wo k r=@ ”D: e tu in i \ xr so 2”;
srng t i
s . iLn(tn.om t”{ \ 8 D ” w Wreie s gFra( 0 B . B , t i r t
w rDr ) o i ; k ) S . i Ln ( -” ; W Wre ie ”1 ) t
(完整word版)DEFORM-2D有限元模拟正反挤压
学生学号123456 实验课成绩武汉理工大学学生实验报告书实验课程名称材料成型CAE综合实验开课学院材料学院指导老师姓名学生姓名学生专业班级成型0802班2011 —2012 学年第一学期实验课程名称:材料CAE综合实验实验项目名称DEFORM-2D软件的操作与实例演练实验成绩实验者专业班级成型0802 组别同组者实验日期年月日第一部分:实验分析与设计(可加页)一、实验内容描述(问题域描述)1.了解认识DEFORM-2D软件的窗口界面。
2.了解DEFORM-2D界面中各功能键的作用。
3.掌握利用DEFORM-2D有限元建模的基本步骤。
4.学会进入前处理、后处理操作。
5.学会对DEFORM-2D模拟得出的图像进行数值分析,得出结论二、实验基本原理与设计(包括实验方案设计,实验手段的确定,试验步骤等,用硬件逻辑或者算法描述)DEFORM是一套基于有限元的工艺仿真系统,用于分析金属成形及其相关工业的各种成形工艺和热处理工艺。
通过在计算机上模拟整个加工过程,帮助工程师和设计人员:设计工具和产品工艺流程,减少昂贵的现场试验成本。
提高工模具设计效率,降低生产和材料成本。
缩短新产品的研究开发周期。
DEFORM-2D适用于各种常见的UNIX工作站平台(HP,SGI,SUN,DEC,IBM)和Windows-NT微机平台。
可以分析平面应变和轴对称等二维模型。
它包含了最新的有限元分析技术,既适用于生产设计,又方便科学研究。
三、主要仪器设备及耗材1.计算机2.DEFORM-2D软件第二部分:实验调试与结果分析(可加页)一、调试过程(包括调试方法描述、实验数据记录,实验现象记录,实验过程发现的问题等)DEFORM-2D软件操作流程:一、前处理1. 创建新的问题打开DEFORM-2D软件,单击,“New Problem”,设置好存储路径,文件名改为英文。
2.设置模拟控制单击,打开Simulation Control窗口,设置单位为SI,如图,其他默认不变。
deform模拟软件的实例操作与详细介绍

实验一:挤压变形过程数值模拟题目:工艺参数•锻造速度:5mm/s•摩擦系数:剪切摩擦,0.2材料:AL-5083要求•独立完成模拟过程分析,写出详细的分析报告•给出盘形件的等效应力、等效应变及流线分布图•给出载荷曲线答:(1)一、以UG软件作出锻件的三维实体图如图所示,算得其体积V=7086.4369mm3。
从而选择的毛坯为:Φ=25mm,H=15m进行锻造。
二、用CAD软件画出1/2的毛坯、上模、下模平面图,如下图所示:毛坯上模下模(2):建模过程:将单位定义为公制。
坯料的参数设计,首先定义坯料对坯料进行网格划分:(600个网格)定义材料为AL-5083:定义坯料的边界条件:上模的参数设计:上模定义为刚体下压速度为5mm/s:定义下模,刚体材料调整上模、坯料和下模的位置:定义摩擦系数为0.2:定义步长为0.0158mm/s:对模型进行检查、保存,然后进行计算:(3)后处理结果分析:锻件模拟结果如下,可以看到模腔填充完整,但产生少量飞边。
一、等效应力分析:从应力图可以看到红色区域内承受较大的应力。
二、等效应变:分析:从应变图可以看出在坯料的圆角附近区域,其应变值较大。
三、速度场矢量图:分析:从流线图可以看出,坯料向上下两凹腔和分型面出流动。
四、载荷——行程图:分析:从图中可以看出,开始时随着上模的下行载荷缓慢增加,当坯料圆柱外表面与上下模接触后,载荷随着上模的下行急剧增加,当坯料充满模腔时,载荷达到最大值。
五:流线图:分析:从图中可以看出在坯料中部流线变形很小,随着半径的增大流线越往外弓曲。
实验二:非等温问题数值模拟问题:用实验一的模型对坯料,上下模在锻后温度进行模拟。
其中坯料材料选择AlMgMn ,温度选择3000C ,模具材料选择D5-1U ,温度为1000C 。
(1)具体建模过程如实验一所示,主要区别是对模具的网格划分和坯料与模具、模具与环境、坯料与环境的热交换。
上下模网格划分都是200格,热交换定义如下图:坯料与模具热交换定义:对建立的模型进行检查、保存并计算:(2)后处理:模拟结果如下图所示:有图可以看出,锻件充型完好。
deform挤压模拟课程设计报告书
课题: 材料成型计算机模拟系别: 机械工程学院专业班级: 11级材控1班指导教师: 金标组别: 第五组2014年6月第一章课程设计容及任务分配.................................................................................................................. - 1 - 1.1 概述.......................................................................................................................................................... - 1 - 1.2 设计目的.................................................................................................................................................. - 1 - 1.3 设计容...................................................................................................................................................... - 1 - 1.4 设计要求.................................................................................................................................................. - 1 - 1.5 挤压方案任务分配.................................................................................................................................. - 2 - 第二章工艺参数.......................................................................................................................................... - 3 - 2.1 工艺参数的设计...................................................................................................................................... - 3 - 2.1.1 摩擦系数的确定.................................................................................................................................... - 3 - 2.1.2 挤压速度的确定.................................................................................................................................... - 3 - 2.1.3 工模具预热温度的确定........................................................................................................................ - 3 - 第三章模具尺寸的确定.............................................................................................................................. - 4 - 3.1 挤压工模具示意图.................................................................................................................................. - 4 - 3.2 模具尺寸的确定...................................................................................................................................... - 4 - 3.2.1挤压模结构尺寸的确定......................................................................................................................... - 4 - 3.2.2 挤压筒结构尺寸的确定...................................................................................................................... - 6 - 3.2.3 挤压垫的结构及尺寸确定.................................................................................................................... - 7 - 第四章实验模拟及数据提取分析............................................................................................................ - 8 - 4.1挤压工模具及工件的三维造型............................................................................................................... - 8 - 4.2 挤压模拟.................................................................................................................................................. - 8 - 4.3 后处理...................................................................................................................................................... - 9 - 4.4分析数据................................................................................................................................................... - 9 - 4.5 坯料温度对挤压力的影响.................................................................................................................... - 10 - 4.6 坯料预热温度对破坏系数的影响........................................................................................................ - 11 - 个人小结........................................................................................................................................................ - 12 - 参考文献........................................................................................................................................................ - 21 - 附表《塑性成型计算机模拟》课程设计成绩评定表第一章课程设计容及任务分配1.1 概述挤压是对放在容器(挤压筒)的金属坯料施加外力,使之从特定的模孔中流出,获得所需要断面形状和尺寸的一种塑性加工方法,有正挤压、反挤压、组合挤压、连续挤压、静液挤压等多种形式。
基于DEFORM-3D汽车球头销冷挤压成形工艺研究
机床与液压
MACHINE TOOL & HYDRAULICS
Aug������ 2018 Vol������ 46 No������ 16
DOI: 10.3969 / j������ issn������ 1001-3881������ 2018������ 16������ 001
WANG Min ( Engineering Technology Centerꎬ Southwest University of Science and Technologyꎬ
Mianyang Sichuan 621010ꎬ China)
Abstract: Traditional ball head pin production gives priority to machining. There are shortcomings such as low utilization rate of materialꎬ low production efficiency and poor quality. The corresponding simulation of three cold extrusion processes was used in a cer ̄ tain automobile ball head pinꎬ which was based on DEFORM-3D software platform. Then these simulated results were analyzedꎬ like displacement fieldꎬ velocity fieldꎬ strain fieldꎬ stress fieldꎬ extrusion stroke ̄extrusion pressure curve of the material and possible defects of the workpiece in the forming process. The results show that semi ̄finished product is well ̄shapedꎬ the distribution of deforma ̄ tion degree is balanced and the implement is strong after completion of each cold extrusionꎬ and that the overall plan of workpiece cold extrusion forming process is advanced and reasonableꎬ technical route is rightꎬ and process design is feasibleꎬ which are verified in theory.
DEFORM_3D有限元软件在冷挤压工艺模拟中的应用_王斌

DEFORM -3D 有限元软件在冷挤压工艺模拟中的应用王斌1,2,何柏林1,江民华1,宋燕1(1.华东交通大学机电工程学院,江西南昌330013;2.华东交通大学理工学院,江西南昌330100)摘要:要提高冷挤压产品的质量、提高材料利用率、提高模具寿命、减少锤击次数、节约能源、缩短产品开发周期,必须提高冷挤压模具设计的科学性。
模拟技术可以用来优化设计方案,降低生产成本,保证设计的合理性。
通过实例分析介绍了DEFORM-3D 软件在载荷计算、应力应变分布、缺陷分析和预防、流线查看等方面的应用。
关键词:DEFORM-3D ;应力分布;优化设计;流线查看;冷挤压中图分类号:TG376文献标识码:A文章编号:1000-8365(2013)04-0474-03Application of DEFORM -3D Software in Simulation of Cold Extrusion ProcessWANG Bin 1,2,HE Bolin 1,JIANG Minhua 1,SONG Yan 1(1.School of Mechanical &Electrical Engineering,East China Jiaotong University,Nanchang 330013,China;2.Institute of Technology,East China Jiaotong University,Nanchang 330100,China)Abstract :To improve the quality of cold extrusion products,increase material utilization,improve die life,reduce hammering times and energy conservation,shorten the development cycle of product,the scientific of cold extrusion dies in design must be improved.Simulation technology can be used to optimize the design program of dies,reduce production costs,and ensure the rationality of the die design.The applications of DEFORM-3D software were introduced by examples in load calculation,stress and strain distribution,defect analysis and prevention,stream line view,etc.Key words :DEFORM-3D;stress distribution;optimal design;streamline view;cold extrusion在我国,高等院校在锻造成形的数值模拟与物理模拟应用较好,并通过产学研结合方式,应用并解决了大量工程实际问题。
Deform软件在实心轴开式冷挤压单位挤压力求解中的应用_李军
The Application of Deform Software in Solving the Unit Extrusion Pressure of Solid Axis’Open-die Cold Extrusion
LI Jun1, ZHANG Yu-qiang1, MENG Xian-ju1, KONG De-ming2 (1.Institute of Mechanical Engineering,Hebei Polytechnic University, Tangshan 063009, China; 2. No.2 Factory, Shijiazhuang Dongfeng
收稿日期:2009-11-28
机械工程师 2010 年第 2 期 99
制造业信息化
MANUFACTURING INFORMATIZATION 仿真 / 建模 / CAD/ CAM/ CAE/ CAPP
Deform 软件在实心轴开式冷挤压单位挤压力求解中的应用
李军 1, 张玉强 1, 孟宪举 1, 孔德明 2 (1.河北理工大学 机械工程学院,河北 唐山 063009;2.石家庄东风热电股份公司热电二厂生计科,石家庄 050061)
与传统的切削加工方法相比,开式冷挤压具有模具
结构简单、材料利用率高、产品表面质量好等 优 点 [1]。开
式冷挤压中挤压力的理论研究方法主要有主应力法、上
限法、滑移线法等。但是,为了简化计算,这些方法大都经
过很多假设,致使得到的结果与实验结果相差较大。随着
计算机的发展,有限元方法得到了较快的发展,利用计算
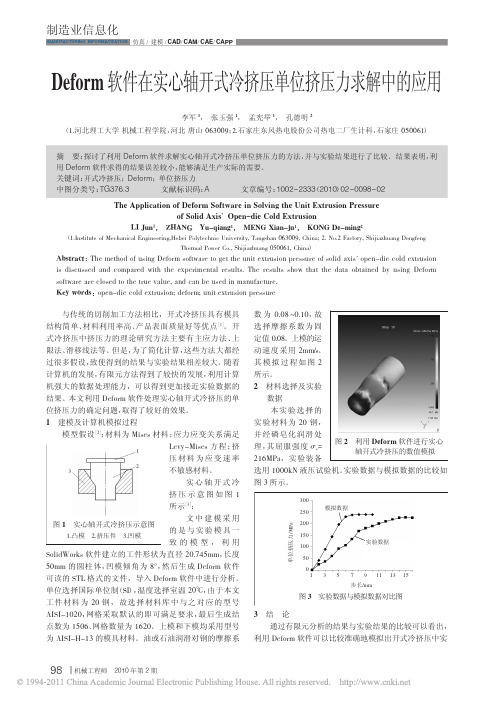
挤压示意图如图 1
所示 : [3]
图 1 实心轴开式冷挤压示意图 1.凸模 2.挤压件 3.凹模
基于Deform轴类零件台阶圆角开式冷挤压工艺有限元模拟
基于 轴类零件台阶圆角 D e f o r m 开式冷挤压工艺有限元模拟裴未迟,张玉强,孟宪举( 河北联合大学机械工程学院,唐山 063009)摘要:研究了电机轴台阶圆角开式冷挤压过程中金属的流动规律以及不同工艺组合下的变形程度值和轴向镦粗情况,并与实验结果进行对比验证,从而得到完全成形和基本成形时的变形程度和圆角半径的取值范围,给出了阶梯轴开式 冷挤压成形有关过渡圆角挤压的可行范围。
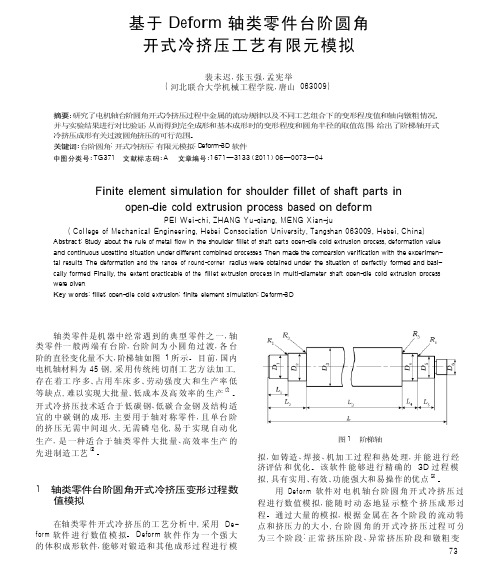
关键词:台阶圆角; 开式冷挤压; 有限元模拟; D eform-3D 软件 中图分类号:TG371 文献标志码:A 文章编号:1671—3133(2011)06—0073—04F i n i t e e l e m e n t s i mu l a t i o n f o r s h o u l d e r f ill e t of s h a ft p a r t s i no p e n -d i e co l d e x t r u s i o n p r oc ess based on d e f o r mP E I W e i -c h i ,Z HA NG Y u-q i a n g ,M E NG X i a n-j u( C o ll ege of M ec h a n i ca l E n g i n ee r i n g ,H ebe i C o n soc i a t i o n Un i v e r s i ty ,T a n gs h a n 063009,H ebe i ,Ch i n a)Ab s tr ac t : Study abo ut t he r u l e of m e t a l f l o w in t he s h o u l d e r f ill e t of shaft parts o p e n-d i e co l d e xt r u s i o n p r ocess ,d e f o r m a t i o n v a l u e and co nt i nu o u s up se tt i n g s i tu a t i o n under d i ff e r e nt co mb i n e d p r ocesses . Then mad e the co mp a r s i o n v e r i f i ca t i o n w i th the e xp e r i m e n- t a l r es u l t s . The d e f o r m a t i o n and the range of round-corner r a d i u s were o bt a i n e d under the s i tu a t i o n of p e r f ec t l y formed and b as i - ca ll y f o r m e d . F i n a ll y ,th e extent p r ac t i ca b l e of the f ill e t e xt r u s i o n p r ocess in mu l t i -d i a m e t e r shaft o p e n-d i e co l d e xt r u s i o n p r ocess wer e g i v e n .K e y w o r d s : f ill e t ; o p e n-d i e co l d e xt r u s i o n ; f i n i t e e l e m e nt s i mu l a t i o n ; D e f o r m-3D轴类零件是机器中经常遇到的典型零件之一,轴 类零件一般两端有台阶,台阶间为小圆角过渡,各台 阶的直径变化量不大,阶梯轴如图 1 所示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
精
密
成
形
工
程
J OU RNAL OF NE T S HAP E F ORMI NG ENG I NE ERI N G
汽 车 空调 压 缩 机 驱 动 盘 冷 挤 压 的 D e f o r m 模 拟
乔硕 ,石 文 超 , 王炯 , 薛 克 敏
载荷 小 。 充填 效果 好 , 材料 利 用率较 高。 关键 词 : 汽 车 空调 ;压 缩机 ; 驱 动盘 ;冷挤 压 ; 数 值模 拟
DoI :1 0 . 3 9 6 9 / j . i s s n . 1 6 7 4 - 6 4 5 7 . 2 0 1 3 . 0 3 . 0 1 5
A b s t r a c t : T h e c o mp r e s s o r d r i v i n g p l a t e o f a u t o mo b i l e c o n d i t i o n e r i s f o r m e d b y c o l d e x t r u s i o n t e c h n o l o g y .T h e c o l d e x t us r i o n
( 合肥 工业 大学 材 料科 学 与工 程学 院 , 合肥 2 3 0 0 0 9 )
摘要 :采 用冷挤 压 工 艺成形 汽车 空 调 压 缩机 驱 动 盘 。用 D e f o r m一 3 D软 件 对 冷 挤 压 过程 进 行 数 值 模 拟 ,
分析 了冷挤 压成 形过 程金属 流 动 、 等效应 变和速度 分布 等规 律 。结果 表 明 , 用 冷挤 压 工 艺成 形 驱 动盘 , 成 形
文 中对 驱动 盘 的冷 挤 压 工 艺 进 行 有 限元 仿 真 , 分析 了其 成形 过程 等 效 应 变 场 和 速 度 场变 化 规 律 。
为 实际 生产 提供理 论 指导 。
1 工 艺 分 析
汽车 空调 压缩 机 驱动盘 如 图 1 所 示 。零件 带 内 齿, 几 何参 数 : 模数 为 0 . 5 mm, 齿数为 2 6 , 压力 角 为
我 国汽 车空 调经 过 3 0多 年 的发 展 , 乘用 车空 调 配置 率 已近 1 0 0 % 。传统 的汽 车空 调 离 合 器花 键 毂 用普 通模 锻 毛坯 经 机 械 加 工制 造 。 毛 坯锻 造 工 作 量
大, 废 品率 高 , 切 削加工量很 大 , 生 产 效 率 低 】 ] , 不 能满 足零 件 的尺 寸精 度 和性能 要求 。精 锻 成形 工艺
中 图分 类 号 : T G 3 7 6 . 3
文献标 识码 :A
文章 编号 :1 6 7 4 . 6 4 5 7 ( 2 0 1 3 ) 0 3 - 0 0 6 5 0 - 4
The De f o r m Si mu l a t i o n o n Co l d Ex t r us i o n Pr o c e s s o f
( S c h o o l o f Ma t e i r a l s S c i e n c e a n d E n g i n e e i r n g , He f e i U n i v e r s i t y o f T e c h n o l o g y , He f e j 2 3 0 0 0 9 , C h i n a )
通 常用来 制 造一 些外 形 复杂 . 且 要 求 净 成 形 或 近 净 成形 的零 部 件 _ 2 ] 。冷 挤 压 技 术 是 一 种 高 效 的 冷 锻
Co mpr e s s o r Dr i v i n g Pl a t e o f Co nd i io t n e r i n Aut o mo b i l e
Q I A O S h u o ,S H I We n - c h a o , W A NG J i o n g , XU E K e ・ mi n
r e s u l t s h o ws t h a t t h e c o l d e x t us r i o n p r o c e s s i s b e n e i f c i a l f o r t h e f i l l i n g c o n d i t i o n w i t h a r e l a t i v e l o w f o r mi n g l o a d .T h e ma t e i r a l u t i l i z a t i o n r a t e i s r e l a t i v e l y h i g h . Ke y wo r d s :a u t o mo b i l e c o n d i t i o n e r ;c o mp r e s s o r ;d iv r i n g p l a t e ;c o l d e x t us r i o n ;n u me ic r a l s i mu l a t i o n
p r o c e s s wa s s i mu l a t e d b y D e f o m 一 r 3 D.An d t h e me t a l l f o w,e f f e c t i v e s t a i n a n d r a t e d i s t ib r u t i o n i n c o l d e x t r u s i o n w e r e i n v e s t i g a t e d .T h e