白铜锡镀液分析
白铜锡配方与铜锡合金电镀工艺
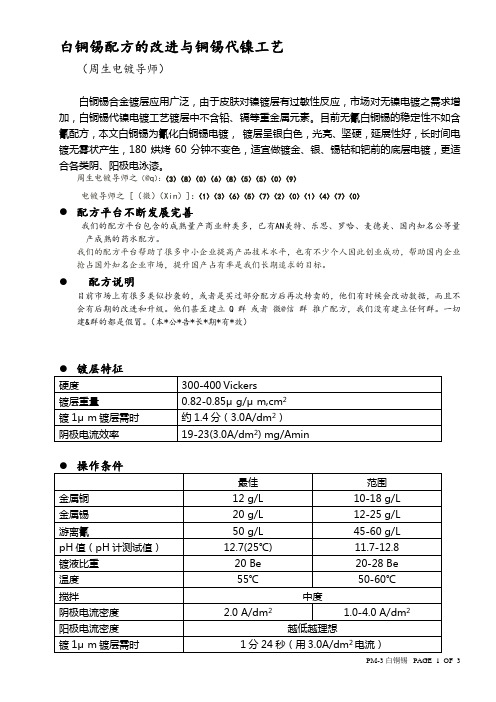
白铜锡配方的改进与铜锡代镍工艺(周生电镀导师)白铜锡合金镀层应用广泛,由于皮肤对镍镀层有过敏性反应,市场对无镍电镀之需求增加,白铜锡代镍电镀工艺镀层中不含铅、镉等重金属元素。
目前无氰白铜锡的稳定性不如含氰配方,本文白铜锡为氰化白铜锡电镀,镀层呈银白色,光亮、坚硬,延展性好,长时间电镀无雾状产生,180烘烤60分钟不变色,适宜做镀金、银、锡钴和钯前的底层电镀,更适合各类阴、阳极电泳漆。
周生电镀导师之(@q):(3)(8)(0)(6)(8)(5)(5)(0)(9)电镀导师之 [(微)(Xin)]:(1)(3)(6)(5)(7)(2)(0)(1)(4)(7)(0)●配方平台不断发展完善我们的配方平台包含的成熟量产商业种类多,已有AN美特、乐思、罗哈、麦德美、国内知名公等量产成熟的药水配方。
我们的配方平台帮助了很多中小企业提高产品技术水平,也有不少个人因此创业成功,帮助国内企业抢占国外知名企业市场,提升国产占有率是我们长期追求的目标。
●配方说明目前市场上有很多类似抄袭的,或者是买过部分配方后再次转卖的,他们有时候会改动数据,而且不会有后期的改进和升级。
他们甚至建立Q群或者微@信群推广配方,我们没有建立任何群。
一切建&群的都是假冒。
(本*公*告*长*期*有*效)●镀液配制PM-3白铜锡可以直接使用,无需稀释或添加任何其他添加剂。
1、彻底清洗镀槽,然后用10%KOH 溶液加热至50℃,浸洗至少两小时,最后用清水冲洗干净;2、加入PM-3白铜锡开缸剂;3、加热至操作温度;4、检查PH值并做相应调整;用2-5A/dm2电流电解处理镀液,每升镀液处理30Amin便可开始生产。
●工作流程①基体:锌合金前处理→预镀铜→碱铜→酸铜→PM-3白铜锡代镍→镀金或银等②基体:铁件前处理→预镀铜→酸铜→PM-3白铜锡代镍→镀金或镀银等③基体:铜或其他合金前处理→酸铜→PM-3白铜锡代镍→镀金或银等●镀液维护①添加纯水以维持镀液的体积;②补充剂一套包括三种产品:1)PM-3白铜锡R1(1L装)2)PM-3白铜锡光亮剂A(200mL装)3)PM-3白铜锡光亮剂B(100mL装)三种皆为液体,每补充一套补充剂(即1L PM-3白铜锡R1和200mL PM-3白铜锡光剂A,100mL PM-3白铜锡光剂B),对应100g镀层重量。
镀锡实验报告

一、实验目的1. 了解镀锡的基本原理和工艺流程。
2. 掌握镀锡液的配制方法。
3. 学习镀锡过程中各种因素的影响及控制方法。
4. 提高对镀锡产品质量的检测和评价能力。
二、实验原理镀锡是一种金属表面处理技术,通过在金属表面沉积一层锡,可以提高金属的耐腐蚀性、耐磨性、导电性和导热性。
镀锡的基本原理是利用电解或化学方法,将锡离子还原成锡金属,沉积在金属表面。
三、实验材料与仪器1. 实验材料:- 镀锡液:SnSO4·7H2O、H2SO4、H3BO3、B2O3、Na2SO4、NiSO4·7H2O等。
- 待镀金属:铁片、铜片、铝片等。
- 镀锡电源:直流电源。
- 实验装置:镀槽、阳极、阴极、搅拌器、温度计等。
2. 实验仪器:- 电子天平。
- pH计。
- 电导率仪。
- 镀层厚度测试仪。
- 显微镜。
四、实验步骤1. 镀锡液配制:- 称取SnSO4·7H2O、H2SO4、H3BO3、B2O3、Na2SO4、NiSO4·7H2O等试剂,按照一定比例溶解于去离子水中。
- 调节pH值至4.5-5.5。
- 测定电导率,调整至要求范围。
2. 镀锡过程:- 将待镀金属放入镀槽中,用夹具固定。
- 将镀锡电源接通,调整电流密度至1-2A/dm²。
- 控制温度在15-25℃。
- 镀锡时间为30-60分钟。
3. 镀层检测:- 使用镀层厚度测试仪测定镀层厚度。
- 使用显微镜观察镀层表面形貌。
- 使用pH计测定镀液pH值。
- 使用电导率仪测定镀液电导率。
五、实验结果与分析1. 镀层厚度:实验测得镀层厚度在0.5-1.0μm之间,符合要求。
2. 镀层表面形貌:镀层表面光滑、均匀,无明显缺陷。
3. 镀液pH值:实验过程中,镀液pH值保持在4.5-5.5之间,符合要求。
4. 镀液电导率:实验过程中,镀液电导率保持在40-60μS/cm之间,符合要求。
六、实验结论1. 本实验成功制备了镀锡层,镀层厚度、表面形貌、pH值和电导率等指标均符合要求。
白铜锡分析

白铜锡分析
白铜锡分析
一、游离氰化钠(钾)的测定:
1、取2ml的镀液至250ml的锥形瓶中,加入100ml纯水;
2、加10ml10%的碘化钾溶液;
3、以0.1mol的硝酸银滴至浑浊;
FreeNaCN(g/L)=硝酸银的用量(ml)×4.9
FreeKCN(g/L)=硝酸银的用量(ml)×6.5
二、氢氧化钾的测定:
1、将以上滴定完的溶液加30%的氯化钡10ml;
2、加入酚酞指示剂3滴;
3、以0.1molHCl滴至无色;
KOH (g/L)=HCl的用量(ml)×2.8
三、铜的测定:
1、取2ml的镀液,加入3克的过硫酸铵,2克氟化氢铵,摇匀;
2、加入90ml纯水;
3、加入10ml的缓冲液PH=10;
4、加入PAN指示剂3滴;
5、以0.1mol的EDTA滴至绿色为终点。
Cu(g/L)=EDTA用量(ml)×3.175
CuCN g/L)= Cu(g/L)/0.709
四、锡的测定:
1、取5ml镀液于250ml的锥形瓶中;
2、加入浓盐酸25ml,加入还原铁粉2g,,摇匀;
3、加75ml纯水,加热至沸腾约1小时,至还原铁粉完全反应,冷却;。
厚白铜锡
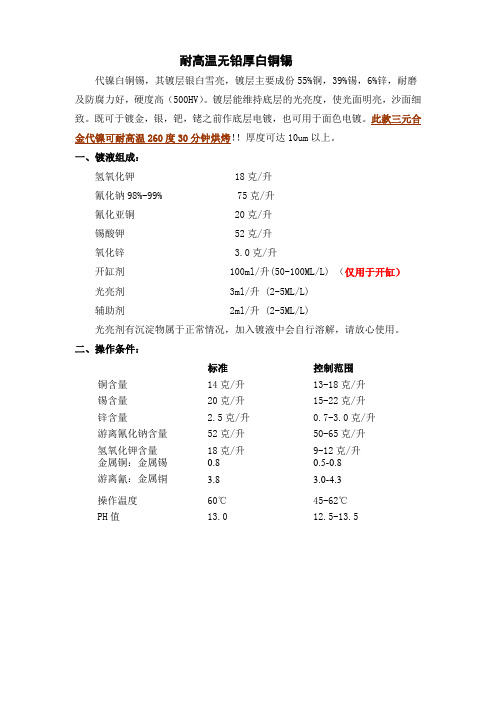
耐高温无铅厚白铜锡代镍白铜锡,其镀层银白雪亮,镀层主要成份55%铜,39%锡,6%锌,耐磨及防腐力好,硬度高(500HV)。
镀层能维持底层的光亮度,使光面明亮,沙面细致。
既可于镀金,银,钯,铑之前作底层电镀,也可用于面色电镀。
此款三元合金代镍可耐高温260度30分钟烘烤!!厚度可达10um以上。
一、镀液组成:氢氧化钾 18克/升氰化钠98%-99% 75克/升氰化亚铜 20克/升锡酸钾 52克/升氧化锌 3.0克/升开缸剂 100ml/升(50-100ML/L) (仅用于开缸)光亮剂 3ml/升 (2-5ML/L)辅助剂 2ml/升 (2-5ML/L)光亮剂有沉淀物属于正常情况,加入镀液中会自行溶解,请放心使用。
二、操作条件:标准控制范围铜含量14克/升13-18克/升锡含量20克/升15-22克/升锌含量 2.5克/升0.7-3.0克/升游离氰化钠含量52克/升50-65克/升氢氧化钾含量18克/升9-12克/升金属铜:金属锡0.8 0.5-0.8游离氰:金属铜比率3.80.73.0-4.30.4—0.8操作温度60℃45-62℃PH值13.0 12.5-13.5操作情况:工件转动需要过滤滤芯≤10微米,每小时过滤最小2-3次电流密度1安培/平方分米阳极电流密度最大1安培/平方分米沉积率接近0.31微米/分钟在1安培/平方分米沉积量按近1.45克/安培小时在1安培/平方分米电流效率接近90%镀层密度接近8.2克/立方厘米每公升的电流负荷在持续负荷下最大为0.3安培/升镀层最大厚度5微米镀层厚度/电镀时间计算:镀层合金重量(毫克)=面积(平方厘米)X 0.82 X 镀层厚度(微米)电镀时间(分)=镀层合金重量(毫克)/ 24.17 / 电流(安培)三、开缸方法(以配比100升镀液计)1、用2%氢氧化钾清洗镀槽和过滤泵2小时,彻底清洗槽,注入50升纯水,加温至50℃。
2、称取氰化钠7.5公斤,倒入槽中完全溶解。
电镀白铜锡配方
电镀白铜锡配方概述电镀白铜锡是一种常用的表面处理技术,它能够为材料表面提供一层美观、耐腐蚀的镀层。
本文将深入探讨电镀白铜锡配方的制备方法、工艺参数以及镀层的性能等相关内容。
电镀白铜锡配方的制备方法材料准备•白铜:铜和锌的合金,一般含有60%的铜和40%的锌。
•锡盐:如硫酸亚锡、氯化亚锡等。
•酸性添加剂:如硫酸、酒石酸等。
•表面活性剂:如十二烷基硫酸钠等。
配方制备步骤1.将适量的白铜加入适量的水中,加热至溶解。
一般情况下,溶解温度为80°C左右。
2.在白铜溶液中加入适量的锡盐,搅拌均匀。
3.在锡盐溶液中加入适量的酸性添加剂,调节pH值。
一般情况下,pH值控制在1.5-2.0之间。
4.在溶液中加入适量的表面活性剂,增加润湿性和分散性。
5.搅拌溶液,使所有成分充分混合,即得到白铜锡电镀液。
电镀白铜锡的工艺参数温度电镀温度是影响镀层性能的重要因素。
一般情况下,电镀白铜锡的温度控制在40-60°C之间。
电流密度电镀时的电流密度决定了电镀速度和镀层的厚度。
较高的电流密度会加快电镀速度,但也容易导致不均匀的镀层。
一般情况下,电流密度控制在1-5 A/dm²之间。
时间电镀时间与电镀层的厚度直接相关。
较长的电镀时间会得到较厚的镀层,但过长的时间可能导致镀层粗糙。
一般情况下,电镀时间控制在5-20分钟之间。
搅拌速度搅拌速度对液体中的成分均匀分布起到重要作用。
合适的搅拌速度可以保持液体的均匀性,获得均匀且致密的镀层。
一般情况下,搅拌速度控制在100-200转/分钟之间。
电镀白铜锡镀层的性能外观良好的电镀白铜锡应具有光亮度高、颜色均匀的特点,表面不应有明显的气泡、缺陷和污染。
耐腐蚀性白铜锡镀层应具有良好的耐腐蚀性能,能够在腐蚀介质中保护基材不被腐蚀。
黏附力白铜锡镀层应具有良好的黏附力,能够牢固地附着在基材表面,不易剥落。
密度高质量的白铜锡镀层应具有较高的密度,能够提供良好的屏蔽性能和导电性能。
药水分析方法

表面清洁药水分析规范一、铜粒子分析:1、取槽液1ml于250ml的锥形瓶中,加入150ml的纯水,加入3-5mL浓氨水(此时为蓝色),静置5分钟至反应完全,加入5到10滴PAN指示剂,用0.1mol/L的EDTA标准溶液滴定至溶液呈绿色为终点2、计算:Cu2+(g/L)=V EDTA×NEDTA×63.54/样品取样数ml3、分析频率:1次/天4、槽液维护:当Cu2+>20g/L时换槽或稀释药水。
二、微蚀缸之微蚀量的分析:1、剪切“10cm×10cm”铜片一片避免污染,用分析天平称铜片重量(天平应精确到0.001g)。
让铜片在清洗线设备上运行一次。
将铜片冷却后称重(避免指印或其它污染)。
2、计算:微蚀率=(铜片处理前重量-铜片处理后重量)/0.000892×2×铜片面积3、分析频率:1次/天三、微蚀缸之H2O2的分析:1、取1ml槽液于250ml 锥形瓶中,加入50ml的DI水,加入10%的H2SO410mL,加入8到10滴亚铁试剂溶液,用0.1N的硫酸铈铵标准溶液滴定至蓝色。
2、计算:H2O2(﹪)=V硫酸铈铵×0.363、控制范围:4-6 ﹪最佳值:5﹪分析频率:1次/天四、酸洗缸之H2SO4的分析:1、取1ml槽液,放置于250ml烧杯中,加入50ml纯水,加2-3滴甲基橙指示剂,摇匀,以0.5N氢氧化钠溶液滴定(边摇动锥形瓶)至溶液由红色转为黄色为止;2、计算:H2SO4%=V×1.333、控制范围:3-5% 最佳值:4% 分析频率:1次/天4、药液添加H2SO4(L)=(标准值—分析值)×V÷100DES线药水分析规范一、显影之Na2CO3的分析:1、移取槽液5ml于250ml锥形瓶中,加入50ml的DI水,加入3-5滴0.1%的甲基橙指示剂,用0.1N的HCl滴定至溶液变成红色为止2、计算:Na2CO3(g/L)=V HCl×0.1063、控制范围:0.85-1.2% 最佳值:1.0% 分析频率:1次/天4、药液添加Na2CO3(kg)=(标准值-分析值)×V÷100二、蚀刻缸之Cu2+的分析:1、移取槽液1ml于250ml锥形瓶中、加50ml纯水、加2gKI固体、加入1ml淀粉指示剂、用0.1NNa2S2O3标准溶液滴定至乳白色2、计算:Cu2+(g/L)=6.35×V3、控制范围:110-150g/L ,最佳值:130g/L 分析频率:1次/天4、槽液维护:当铜离子偏低时,放几块刚性板进行咬蚀用以提高之三、蚀刻缸之HCL 的分析:1、吸取槽液1ml于100ml的容量瓶中,加入纯水稀释至刻度,取以上药液10ml于250ml的锥形瓶中,加入3滴甲基红指示剂,用0.1N的NaOH标准溶液定至溶液呈黄色为终点2、计算:HCl(mol/L)=V3、控制范围:1.5-2.5mol/L 最佳值:2.0mol/L 分析频率:1次/天4、药液添加HCL(L)=(标准值-分析值)×V÷0.1×9÷1000四、退膜缸之NaOH的分析:1、用移液管取2ml槽液,放置于250ml烧杯中,加6.4.2.3加2-3滴酚酞指示剂,加入50ml 纯水,以0.1NHCL溶液滴定至溶液由红色转为无色为止。
[设计]镀锡液成分分析
![[设计]镀锡液成分分析](https://img.taocdn.com/s3/m/cab0dbb0f424ccbff121dd36a32d7375a417c6ee.png)
一、锡的分析AC.步骤1.移取2mL工作液于250mL的锥形瓶中;2.加入100mL水以及20mL20%的盐酸,慢慢加入1—2g碳酸氢钠,避免过量气泡;3.加入5mL淀粉溶液;4.用0.1N碘酸钾(KIO3)滴定出现深蓝褐色,摇荡后此颜色仍持续30秒为止。
计算:Sn (g/L)=V(KIO3)×2.97二、ASSB A-70 ACID CONC. 的分析用氢氧化钠滴定法分析酸浓度。
起初时pH值变化很小,当pH值约为2.2时,随着氢氧化钠溶液的滴加,pH 值将有明显的增加。
硫酸钠用于抗铅离子的干扰。
(注:建议先用此方法分析已知浓度的样品。
)A.B.步骤:1.移取5mL 工作液于250mL 的烧杯中,加20mL15%硫酸钠溶液,混合均匀;2.加去离子水至100 mL;3.边搅拌,边用1N 氢氧化钠标准液滴定至pH 值至1.8~2.0;4.用去离子水冲洗杯壁;5.继续以每次0.2 mL 的量追加氢氧化钠标准液,每次追加后冲洗烧杯,并记录pH 值;6.因金属含量不同,终点应在pH值为2.2~2.8之间。
取每追加0.2mL氢氧化钠标准液后pH值变化最大的点为终点。
计算:ASSB A-70 ACID CONC(mL/L)= N(NaOH)×NaOH的毫升数×20.8三、ASSB-753 R的分析ASSB-753 R是以氯甲烷萃取出镀液的润湿剂成分来进行分析的。
萃取液与水溶性络合剂反应成蓝色,测量分离出的蓝色氯甲烷层在620nm 的吸收值。
以已知浓度的镀液制出校正曲线,工作液的ASSB-753 R便可从校正曲线上确定。
该颜色有2小时的稳定期。
B.标准和空白溶液配制配制含5、7、10mL ASSB-753 R 的标准液各100mL(相当于50、70、100mL/L 的ASSB-753 R 的溶液)。
标准液中的金属浓度应与工作液中的浓度相同。
注意:硫氰化铵的溶解性极强,且会使用溶液体积增大,故最初时切忌加水过量。
白铜锡
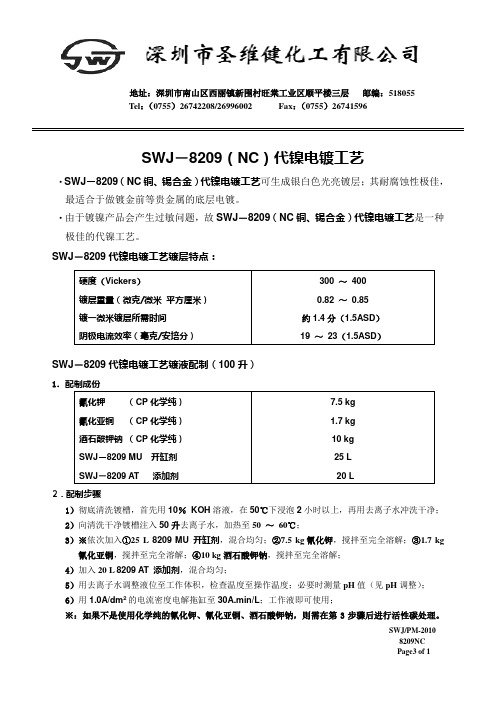
地址:深圳市南山区西丽镇新围村旺棠工业区顺平楼三层 邮编:518055Tel :(0755)26742208/26996002 Fax :(0755)26741596SWJ -8209(NC )代镍电镀工艺·SWJ -8209(NC 铜、锡合金)代镍电镀工艺可生成银白色光亮镀层;其耐腐蚀性极佳,最适合于做镀金前等贵金属的底层电镀。
·由于镀镍产品会产生过敏问题,故SWJ -8209(NC 铜、锡合金)代镍电镀工艺是一种极佳的代镍工艺。
SWJ -8209代镍电镀工艺镀层特点:硬度(Vickers )镀层重量(微克/微米 平方厘米) 镀一微米镀层所需时间 阴极电流效率(毫克/安培分)300 ~ 400 0.82 ~ 0.85 约1.4分(1.5ASD ) 19 ~ 23(1.5ASD )SWJ -8209代镍电镀工艺镀液配制(100升)1.配制成份氰化钾 (CP 化学纯) 氰化亚铜 (CP 化学纯) 酒石酸钾钠 (CP 化学纯) SWJ -8209 MU 开缸剂 SWJ -8209 AT 添加剂7.5 kg 1.7 kg 10 kg 25 L 20 L2.配制步骤1)彻底清洗镀槽,首先用10% KOH 溶液,在50℃下浸泡2小时以上,再用去离子水冲洗干净; 2)向清洗干净镀槽注入50升去离子水,加热至50 ~ 60℃;3)※依次加入①25 L 8209 MU 开缸剂,混合均匀;②7.5kg 氰化钾,搅拌至完全溶解;③1.7 kg 氰化亚铜,搅拌至完全溶解;④10 kg 酒石酸钾钠,搅拌至完全溶解; 4)加入20 L 8209 AT 添加剂,混合均匀;5)用去离子水调整液位至工作体积,检查温度至操作温度;必要时测量pH 值(见pH 调整); 6)用1.0A/dm 2的电流密度电解拖缸至30A.min/L ;工作液即可使用;※:如果不是使用化学纯的氰化钾、氰化亚铜、酒石酸钾钠,则需在第3步骤后进行活性碳处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
白铜锡镀液分析
一、铜的测定
1、吸取镀液2ml于250ml锥形瓶中
2、加入5ml去离子水及1-1.5g过硫酸铵搅拌均匀,此时溶液为浅蓝色,加水到150ml,
3、加1:1的氨水至深蓝色,再加PAN指示剂3~4滴
4、用0.05M的EDTA-2Na标准液滴定,由蓝色转为绿色为终点
Cu2+ (g/L) =M×V×64/2
二、锡的测定
1、吸取镀液1ml于250ml之锥形瓶,加水50ml,加6ml1:1盐酸,加热至沸,白色沉淀消失
2、加7~8滴浓硝酸,并加10%氯化钾5ml,加0.1M EDTA-2Na标准液约6ml,煮沸约1分钟
3、冷却后加入30%六次甲基四胺50ml及二甲酚橙指示剂6~7滴,以0.05M硝酸铅标准溶液滴
定,由绿色至蓝色或紫色,不计体积
4、加入1克氟化铵(钾),此时溶液由蓝色变为绿色,静置15分钟
5、用0.05M硝酸铅滴定上述溶液,由绿色至蓝色或紫红色,消耗硝酸铅毫升数(V)
Sn4+(g/L)=M×V×118.7
三、锌的测定
1、吸取镀液5ml于250ml锥形瓶中,加水100ml
2、加入PH=10的氨性缓冲液10ml,0.2克抗坏血酸,0.2克铬黑T指示剂
3、加入15ml10%甲醛,立即用0.05EDTA-2Na滴定由红色至蓝色为终点
Zn2+(g/L)=M×V×65.4/5
四、游离氰化物及氢氧化物的测定
氰化物: 1、吸取镀液5ml于250ml锥形瓶中加水50ml,加10%KI 10ML
2、用0.1M硝酸银标准溶液滴定,由无色透明至浊黄色为终点
氢氧化钾:1、续上加0.1M硝酸银2ml、30%氯化钡30ml
2、加麝香草酚酞指示剂6滴,用0.1M盐酸滴定由蓝色变为无色为终点
游离氰化钾(g/L)=M×V×130/5
氢氧化钾(g/L)=M×V×56/5
二甲酚橙指示剂:称取0.2克二甲酚橙溶解于100毫升水中
0.05M硝酸铅溶液的配制:称取硝酸铅16.6g溶于水,加1:4的硝酸1ml,加水稀释至1000ml.。