镀硬铬工艺参数配置表
滚镀硬铬工艺
刘万 方等 : 滚镀 硬铬工 艺
2 9
I
一一,
滚 镀 硬 铬 工 艺
1
l
同学 测器 济 如试 厂 大 皋 仪
r Q
I / 摘]通单幕验 出平 嗣 后正试 获最 工 , O[要 过 因试 , 水范 . 用交验 得佳 艺 拽 然 滚
版 社 ,9 3 1 8 2 3 1 9≈9 ̄ o
4 许强 龄 等、 代 表面 处理 新 技术 . 现 上海 t 上海 科 技文 献 出版社 , 9 4 8 9 1 9 I7  ̄2 o 2
( 稿 E期 . 1 9 50 — 9 收 l 9 9 —5 1 )
简讯
杭 州 市 电镀学 会 成 立
4 试 验 部 份
2 1 滚 筒 制 备 . 按 以 下 参 数 要 求 制 作 滚 筒 , 1 0~ 长 6
2 0m,≠5 ~ 6 c 0c O 0 m。 为 增大 阳 极 面 积 , 止 三 防
配制 , 虑到 滚镀 效率 , 酐 用量高 些为好 , 考 铬 试
验结果 , 酐在 2o 30/ 铬 5  ̄ 5 g L试 片均 可 。 2 3 正 交 试 验 . 2 3 1 因 素 水平 ..
小 件镀 铬 采 用 滚 镀 可 提 高 生 产 效 率 , 目 而 变 动 一 次 , 别 在 3 " 3 ℃ ,O 分 0 C, 5 4 ℃镀 出 试 片 并
前大多是滚镀装饰铬 , 要流程有 : 铜/ 镍/ 主 亮 亮 滚 铬 , 低 锡 青 铜 / 铬 。直 接 滚 镀 硬 铬 电 流效 或 滚 率低 , 度 能 力差 , 以 获 得 均 匀 光 亮 的镀 层 , 均 难 尚未 见资 料 报 导 。 而 , 然 外商 要求 滚镀 硬铬 需达 到 四 度 ( 度 、 度 、 度 、 度 ) 要 求 , 度 厚 亮 均 硬 的 难 大 、 求 高 。 攻 克 技 术 难 关 , 们 通过 一 年 多 要 为 我 的 反 复 试 验 , 于 生 产 合 格 产 品 , 到 出 口 要 终 达
电镀工艺:长轴镀硬铬生产工艺
电镀工艺:长轴镀硬铬生产工艺
现代电镀网3月30日讯:
1.工艺流程
长轴镀前表面抛光→汽油清洗→化学除油→热、冷水清洗→上工夹具→装阴极保护圈(轴两端台阶处)→塑料膜、带包扎非镀面及部分挂具→测量轴的镀前尺寸并注在挂钩上→用水砂纸擦光并水洗干净→进镀槽预热→阳极处理→镀铬→将始镀时间至出槽时间记录在黑板上→出槽之前先降低电流→后将镀件吊起在槽中测量尺寸→合格者出槽→回收并清洗→拆掉包扎物→清水冲洗干净→专职检测镀层质量及尺寸→合格者送抛光至成品→不合格者复镀或退镀。
2.工艺配方
铬酐120 g/L
硫酸0.6 g/L
添加剂1.2 g/L
三价铬<3 g/L。
钨镍合金镀铬工艺研究
温度 , ℃
5 5 6— 8
电流 密度 , / m Ad
3 5 结合 力及 耐蚀性 .
4 5 5— 0
把镀铬 试 样在 烘 箱 中加 热 , 2 0( 在 2 ̄ 2—2 O 的 4℃
覆盖能力显著 下 降 , 层呈 暗 色 , 面有 麻 点 ; 价铬 镀 表 三 太低 , 无法得到满意的铬层 , 控制在 4/ 7gL gL一 / 。 '
涂
装
与
电
镀
21 0 1年第 3 期
2 6 镀 铬 .
酸洗质量的好坏直接影响镀铬层 的质量 , 是镀铬层
结合 力好 坏 的决 定 因素 , 过 大 量 的工 艺 试 验 , 通 钨 镍合 金在 各种 浓度 的 HC 或 H S 液 中处 于完 全 1 O 溶 钝化 状 态 , 即不 同浓度 的 H 1 H S . 钨镍 合 金 C 或 2O 对 不具 有浸蚀 作用 。 采用 酸洗 方 案 3 方案 4 方案 5进行 酸 洗 后 都 、 、 能得 到光亮 无腐 蚀 的基 体 , 是 得 到 良好 镀层 必 须 这
Absr c Th sp p rsu id o he tc n lg fc r me p ai g f rW - lo d fne i h e h o o y fr l ta t i a e t d e n t e h o o y o h o l t o Nial y, e n i d rg tt c n lg o mu a a d p r mee s T sss o t a o r so e itn e a d a a in r ssa c fp a i g r ie n a a tr . e t h w h tc ro in r ssa c n br so e itn e o l tn as
SR-Cr36镀硬铬工艺
SR-Cr36 镀硬铬工艺SR-Cr36镀硬铬工艺是一种铬酸基的新工艺,它较以前的硬铬电镀有了重大改良提高.一.特点:1.阴极电流效率高(可达26-29%).2.不含氟化物和其他因素,对阳极和镀件等不镀部位不产生腐蚀,在低电流区也不产生腐蚀。
3.良好的分散能力和宽范围的光亮电流密度,可使用60安培/dm2的电流密度。
4.常规处理即可获得良好的附着力.5.镀层光亮,且有微裂纹(400-1000/cm,微弱浸蚀后,目测可达800-100cm,耐腐蚀性好,镀层硬度高1050-1200H.V.).6.镀层覆盖能力好、深度能力好、镀层均匀,可用防雾剂.二.溶液配制:项目范围标准铬酸200-300g/l 280g/lSR-Cr36添加剂15-25 ml/l 20ml/l硫酸2-4g/l 2.7g/l三价铬2-5g/l 2.5g/l温度55-70℃ 60°C阴极电流密度10-100A/dm260 A/dm2.加入2/3体积的干净水(最好用热水)於干净槽内,并且加入铬酸(250g/l)充分搅拌直至完全溶解,加入硫酸(2.7g/l),加入SR-Cr36硬铬添加剂(20ml/l)充分搅拌,加水至最后体积,充分搅拌.如使用铬防雾剂,即可加入,加温溶液至工作温度,对溶液进行电解处理阴极处理至少4小时.三.设备:电镀槽:塑料内衬槽,能耐热,耐强铬酸;铅制内衬槽,可以防止在塑料衬槽玻璃槽可能出现的电流偏差.加热/冷却:钛管与阳极电接触.阳极:用含锡量7%的铅锡合金做成,推荐使用Korant型阳极,在空气与液面交界处最好用PVC套子紧套住阳极来保护阳极.阳极电流密度最好为15-30 A/dm2.四.防雾剂:SR-FC55,可在一般的工艺过程中使用(用量为4ml/l).五.前处理:对于镀硬铬来说,有必要进行前处理,在说明书里工艺概述之后有特殊钢说明.在镀铬溶液里,最好不用阳极腐蚀,因为由于污染,它将缩短镀槽寿命.六.微裂纹镀层:在40 A/dm2和55℃时可得到微裂纹镀层,电流密度高,微裂纹密度;大电流密度低,微裂纹密度小,高温将减少微裂纹密度.七.日常镀液维护:定期取镀液样品进行分析.厂家须测量溶液密度,并如最后一页附录依情添加,一般情况下,每1000安培小时(KAH)需添加量为: 铬酸160g1.铬酸:铬酸浓度用常用滴定法来测量,,并保持在200-300g/l,最佳为250g/l.在分析之后每添加1kg铬酸,必须加入30ml SR-Cr362.硫酸根:电解溶液里包含有硫酸根和其它的"催化剂",其它的"催化剂"可以经电解清除.硫酸根不能通过电解耗损,其浓度可由传统的方法,例如重量分析法确定,通常硫酸根浓度为4.0g/l.如果低於这个浓度,须按每10ml 开缸剂中含1g硫酸的含量计算补加开缸剂.溶液密度及补充量测量55℃时的密度(比重计在15℃校准后使用)八、沉积速度电流密度(A/dm2)沉积速度(微米/小时)3025-404540-606060-7575 75-90。
高速镀硬铬工艺
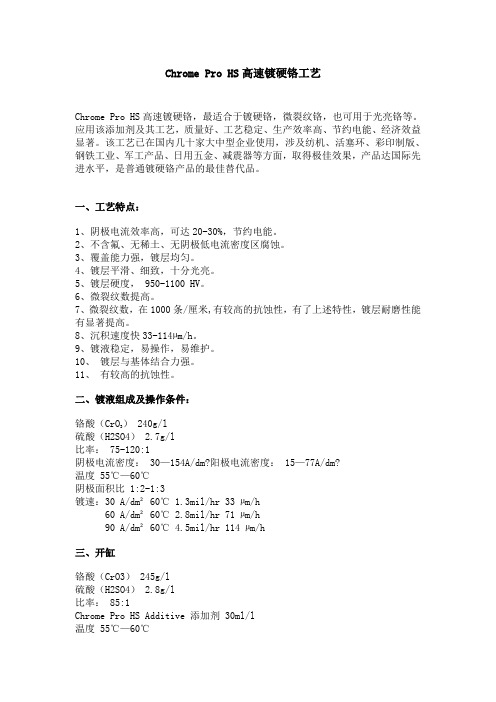
Chrome Pro HS高速镀硬铬工艺Chrome Pro HS高速镀硬铬,最适合于镀硬铬,微裂纹铬,也可用于光亮铬等。
应用该添加剂及其工艺,质量好、工艺稳定、生产效率高、节约电能、经济效益显著。
该工艺已在国内几十家大中型企业使用,涉及纺机、活塞环、彩印制版、钢铁工业、军工产品、日用五金、减震器等方面,取得极佳效果,产品达国际先进水平,是普通镀硬铬产品的最佳替代品。
一、工艺特点:1、阴极电流效率高,可达20-30%,节约电能。
2、不含氟、无稀土、无阴极低电流密度区腐蚀。
3、覆盖能力强,镀层均匀。
4、镀层平滑、细致,十分光亮。
5、镀层硬度, 950-1100 HV。
6、微裂纹数提高。
7、微裂纹数,在1000条/厘米,有较高的抗蚀性,有了上述特性,镀层耐磨性能有显著提高。
8、沉积速度快33-114µm/h。
9、镀液稳定,易操作,易维护。
10、镀层与基体结合力强。
11、有较高的抗蚀性。
二、镀液组成及操作条件:) 240g/l铬酸(CrO3硫酸(H2SO4) 2.7g/l比率: 75-120:1阴极电流密度: 30—154A/dm?阳极电流密度: 15—77A/dm?温度55℃—60℃阴极面积比 1:2-1:3镀速:30 A/dm²60℃ 1.3mil/hr 33 µm/h60 A/dm²60℃ 2.8mil/hr 71 µm/h90 A/dm²60℃ 4.5mil/hr 114 µm/h三、开缸铬酸(CrO3) 245g/l硫酸(H2SO4) 2.8g/l比率: 85:1Chrome Pro HS Additive 添加剂 30ml/l温度55℃—60℃镀液配制1、用镀液总体积50%的去离子或蒸馏水将铬酐溶解。
2、补加去离子或者蒸馏水至所需体积。
3、取样分析镀液中硫酸的含量,并调整至工艺规定的浓度范围。
4、按30ml/l加入Chrome Pro HS Additive 添加剂,并搅拌均匀。
化学镀铬工艺配方
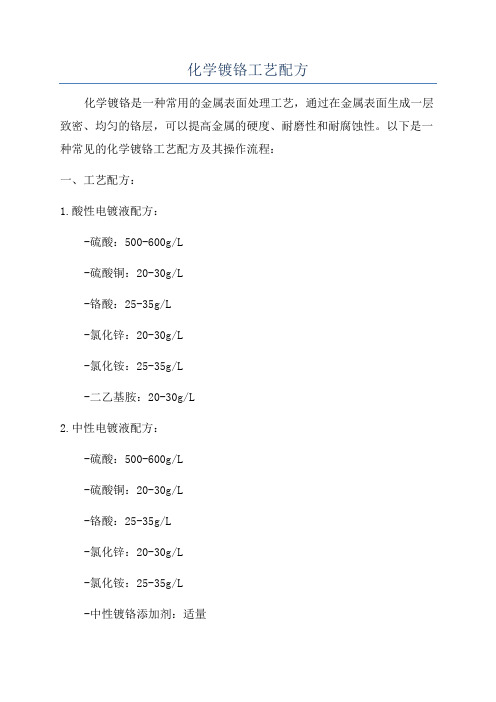
化学镀铬工艺配方化学镀铬是一种常用的金属表面处理工艺,通过在金属表面生成一层致密、均匀的铬层,可以提高金属的硬度、耐磨性和耐腐蚀性。
以下是一种常见的化学镀铬工艺配方及其操作流程:一、工艺配方:1.酸性电镀液配方:-硫酸:500-600g/L-硫酸铜:20-30g/L-铬酸:25-35g/L-氯化锌:20-30g/L-氯化铵:25-35g/L-二乙基胺:20-30g/L2.中性电镀液配方:-硫酸:500-600g/L-硫酸铜:20-30g/L-铬酸:25-35g/L-氯化锌:20-30g/L-氯化铵:25-35g/L-中性镀铬添加剂:适量二、操作流程:1.去油洗净:将待处理的金属材料浸入去油剂中,去除表面的油污和杂质,然后用水冲洗干净。
2.酸性清洗:将金属材料浸入酸性清洗液中,去除表面的氧化层和其他污染物,然后用水冲洗干净。
3.硫酸铜液处理:将金属材料浸入硫酸铜液中,用电解的方式在表面镀铜层,这一步旨在提高镀铬层的平整度和附着力。
4.中性清洗:将金属材料浸入中性清洗液中,去除表面的铜沉积物,然后用水冲洗干净。
5.化学镀铬:将处理好的金属材料浸入化学镀铬液中,通过电解的方式在金属表面生成一层致密、均匀的铬层。
操作时需控制好温度、电流密度和镀铬时间,以确保铬层的质量和厚度。
6.清洗和抛光:将镀好铬的金属材料从电镀液中取出,用水清洗干净,然后进行抛光处理,使金属表面更加光滑。
7.脱脂处理:将金属材料浸入脱脂剂中,去除抛光过程中产生的脂肪和污渍,然后用水冲洗干净。
8.喷涂保护剂:为了增加镀铬层的耐腐蚀性和光泽度,可以在金属表面喷涂一层保护剂,并经过适当的烘烤处理。
以上是一种常用的化学镀铬工艺配方及其操作流程,具体的配方和操作参数根据不同的金属材料和要求可能会有所不同,需要根据实际情况进行调整和优化。
同时,在操作过程中需要注意安全措施,合理使用化学品并保持良好的通风环境,以避免对人体和环境造成伤害。
硬铬电镀工艺及配方
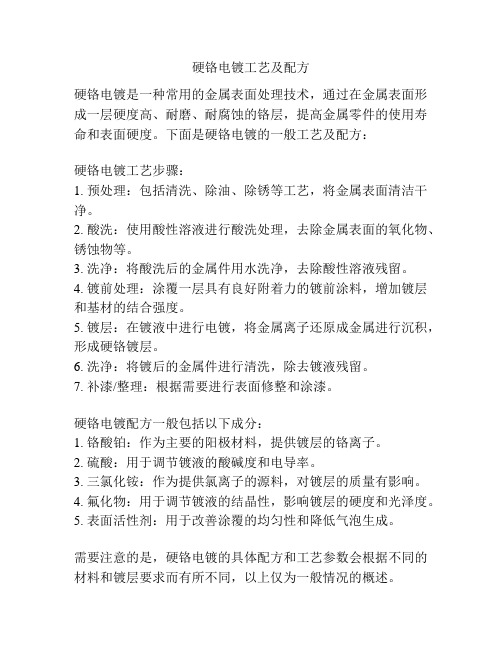
硬铬电镀工艺及配方
硬铬电镀是一种常用的金属表面处理技术,通过在金属表面形成一层硬度高、耐磨、耐腐蚀的铬层,提高金属零件的使用寿命和表面硬度。
下面是硬铬电镀的一般工艺及配方:
硬铬电镀工艺步骤:
1. 预处理:包括清洗、除油、除锈等工艺,将金属表面清洁干净。
2. 酸洗:使用酸性溶液进行酸洗处理,去除金属表面的氧化物、锈蚀物等。
3. 洗净:将酸洗后的金属件用水洗净,去除酸性溶液残留。
4. 镀前处理:涂覆一层具有良好附着力的镀前涂料,增加镀层和基材的结合强度。
5. 镀层:在镀液中进行电镀,将金属离子还原成金属进行沉积,形成硬铬镀层。
6. 洗净:将镀后的金属件进行清洗,除去镀液残留。
7. 补漆/整理:根据需要进行表面修整和涂漆。
硬铬电镀配方一般包括以下成分:
1. 铬酸铂:作为主要的阳极材料,提供镀层的铬离子。
2. 硫酸:用于调节镀液的酸碱度和电导率。
3. 三氯化铵:作为提供氯离子的源料,对镀层的质量有影响。
4. 氟化物:用于调节镀液的结晶性,影响镀层的硬度和光泽度。
5. 表面活性剂:用于改善涂覆的均匀性和降低气泡生成。
需要注意的是,硬铬电镀的具体配方和工艺参数会根据不同的材料和镀层要求而有所不同,以上仅为一般情况的概述。
高速镀硬铬典型工艺流程

高速镀硬铬典型工艺流程本标准规定了镀硬铬的电镀工艺及要求和注意事项。
本标准适用于以下机械零件的镀铬:a)为了提高耐磨性;b)延长使用寿命;c)修复磨损零件尺寸。
2溶液的配制2.1先将计量好的铬酐溶解于镀槽中,为便于溶解将水加热至45℃~60℃,加水至所需容积,取样分析。
后再添加硫酸。
2.2在溶液温度为50℃~60℃,阴极电流密度为5 A/dm~10 A dm条件下,通电处理4 h~6 h,阴极用薄钢板、阳极用铅板,阴极面积∶阳极面积=5∶1。
3工艺流程表1工艺流程图槽液成份工工序名称序去油除锈硫酸1(一步法)234清洗预热冷水槽流动水槽热水槽耐酸槽Dw水流动水2 min~热水180~5镀铬槽硫酸6镀铬三价铬回收槽洗72级提动数次89清洗3级流动水槽干燥去氢烘箱流动水180~220逐步升温至1-2 h回收槽1~2化学纯100:130~45视厚度而定铬酐22050~6030~7010 s~60 s55~603 min提动数次工业纯2004~5≥603-5min(去净为止)工具设备及材料牌号数量g/l℃120~温度工作条件电流密度(DkA/dm)3 min~5222时间4要求及注意事项:4.1要求镀硬铬的零件表面粗糙度等级大于6.3,以便保证表面质量。
4.2除油去锈后,零件表面不得有可见的油膜与锈斑,否则应适当延长时间,以去净为止,但应防止浸入时间过长,以免损坏零件。
处理后零件表面若有黑色挂灰,必须刷干净。
4.3局部镀铬零件,镀前应将不镀部分进行绝缘处理。
4.4挂具与零件应接牢,导电良好,挂置方法应适当。
5检验镀层表面应为白亮色略带蓝,边沿有烤焦起泡或者没有镀上均为不合格。
高速电镀硬铬镀铬添加剂dw-032采用抗铬酸氧化的新材料,分解产物夹杂在镀层内,对镀液没有副作用,属于世界上最好的绿色环保镀铬添加剂。
比普通镀铬硬度增加300HV,耐磨性提高3倍,深度能力提高5倍,分散能力更佳,赫尔槽试片,镀铬层完全覆盖,全光亮。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1500 1050 2700
1500 1050 2700
1500 1050 2700
1500 1050 2700
1500 1050 2700
√
1500 1050 2700
√
√
酸 碱
SUS304电加热管: 14KW
√
√
酸 碱
SUS304电加热管: 14KW
√
√
酸 碱
SUS304电加热管: 16KW
√
√
过滤
位度 体部
供水
控
保控 保排
拌 动 淋 m3/h
护制制温风
1装
挂1
2 化 学 脱 脂 1 50~70
10~20
3热
水
洗 1 50~60
10s
4 阳 极 电 解 脱 脂 1 50~60 4~6 5~10
5热Leabharlann 水洗 1 50~60
10s
6水
洗 1 RT
10s
7活
化 1 RT
0.5~5
8纯
水
洗1
RT
10s
纯水 √ √
√
纯水
纯水 √ √
3HPPVD F循环泵
纯水
√√
纯水
纯水
纯水
纯水
√
纯水
纯水 √ √
√
双 侧
√
双 侧
√
√
双 侧
√
双 侧
√
18 卸
挂1
第 1 页,共 2 页
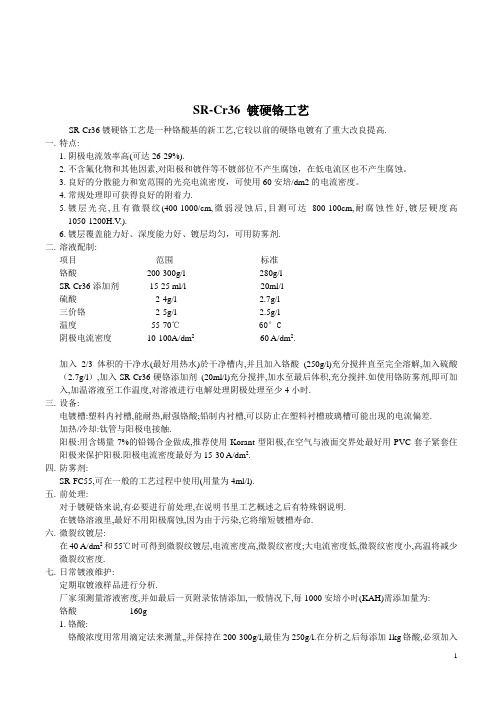
☆ 电镀工艺程序及参数配置表 ☆
客户名称:孟加拉国
加热方式:电加热 (220V)
升温条件:20℃~工作温度
产品类别:模具
工程名称:龙门式半自动镀硬铬生产线
酸 碱
SUS304电加热管: 14KW
√
√
酸 碱
√
√
酸 碱
√
√
酸 碱
√
√
酸 碱
√
Ti电加热管:18KW
Ti电加热管:
18KW/Ti冷却盘管
√
含 铬
√
√
含 铬
√
√
含 铬
√
√
含 铬
√
√
含 铬
√
√
含 铬
SUS304电加热管: 14KW
√
自来水 √ √
自来水 √ √
自来水 √ √
自来水 √ √
√
自来水
自来水
9纯
水
洗1
RT
10s
10 逆
电
解1
11 镀
硬
铬1
12 回 收 水 洗 1
50
20 30s
50~70
20~40 20-50
5~ 13
RT
10s
13 回 收 水 洗 1 RT
10s
14 回 收 水 洗 1 RT
10s
15 中
继
槽1
RT
30s-1
16 高 位 纯 水 洗 1 RT
10s
17 热 纯 水 洗 1 50~60
1500 1500
1050 1050
2700
油水 分离
√
2700
√
1700 1050 3060
√
1500 1050 2700
√
1500 1050 2700
√
1500 1050 2700
1500 1050 2700
√
1500 1050 2700
1800 1050 3240 槽盖
1800 1050 3240 槽盖 √
苏州旗腾精密自动化设备有限公司
☆ 电镀工艺程序及参数配置表 ☆
客户名称:孟加拉国
加热方式:电加热 (220V)
升温条件:20℃~工作温度
产品类别:模具
工程名称:龙门式半自动镀硬铬生产线
升温时间:4Hr
生产节拍:人工控制
产能:
工
工
工艺条件
镀
槽
要
求
电
材 料(δ)
序
工序名称
位 温度
流 密
时间
镀层 厚度
添加 剂型
号
整流器
槽 体
材 料
度
材
厚
号
数 ℃ A/dm2 min μ
A/V 料
度
内腔尺寸(mm)
长
宽
高
有 效
附 排水方式 排 设 溢拉排污
容 积
装流
类 污型
dm3 置 斗 塞 阀
版本:A/1
项目编号:
日期:2016/11/09
设
备
要
空阴 喷
QT-P16110001 求 液 温 PH 槽 局
加温 (冷 却)
气极 搅移
4、正常生产时用水量约:市水:1.0m3/h,纯水:1.6m3/h。
5、镀硬铬冷却用100吨的冷却塔一组。 6、含铬废气处理系统一套,酸碱废气处理系统一套。
版本:A/1
项目编号:
日期:2016/11/09
设
备
要
空阴 喷
QT-P16110001 求 液 温 PH 槽 局
加温 (冷 却)
气极 搅移
过滤
位度 体部
升温时间:4Hr
生产节拍:人工控制
产能:
工
工
工艺条件
镀
槽
要
求
电
材 料(δ)
序
工序名称
位 温度
流 密
时间
镀层 厚度
添加 剂型
号
整流器
槽 体
材 料
度
材
厚
号
数 ℃ A/dm2 min μ
A/V 料
度
内腔尺寸(mm)
长
宽
高
有 效
附 排水方式 排 设 溢拉排污
容 积
装流
类 污型
dm3 置 斗 塞 阀
备注:
1、因产能较少,故本工艺设计为半自动生产线。 2、半自动吊车数量:2台;吊车最大吊重1000kg(含飞巴重),吊车操作侧设上升、下降、向前、向后、停止等按钮,同时配红外线遥控器。 3、飞巴数量:7只,200*25紫铜排导电,不锈钢方通加固。
10s
SUS304 3mm
PP
15mm
4000/12 pp
15mm
pp
15mm
pp
15mm
pp
15mm
pp
15mm
pp
15mm
15000/15 Ti
3mm
20000/18 Ti
3mm
PVC 15mm
PVC 15mm
PVC 15mm
PVC 15mm
pp
15mm
pp
15mm
2000 2000 2000 2000 2000 2000 2000 2000 2000 2000 2000 2000 2000 2000 2000 2000
供水
控
保控 保排
拌 动 淋 m3/h
护制制温风
第 2 页,共 2 页