油漆涂料标准大全.pdf
涂料部分检验标准汇编

按重量计,取1份试样与1份氨基清漆混合。静置后观察,不混浊,不分层。
干燥时间(120±2℃),
h 不大于
1
GB1728-79
水份含量(2ml试样加入
5ml纯苯于10ml筒中)
不浑浊
A30-11氨基烘干绝缘漆
项 目
指 标
试验方法
原漆外观和透明度
黄褐色透明液体,
无机械杂质
GB1721-79
粘度(涂-4粘度计), S
40
GB1725-79
干燥时间(120±2℃),h 不大于
1
GB1728-79
附着力, 级 不大于
2
GB1720-79
硬度, 不小于
0.5
GB1730-79
氨基漆稀释剂
项 目
指 标
试验方法
外观
清彻透明,
无悬浮物
GB1721-79
颜色(铁钴比色计),
号 不大于
2
GB1722-79
溶解性(于25±1℃
下静置1h)
5
GB1728-79
实干,h不大于
15
光泽,%不小于
100
GB1743-79
硬度不小于
0.3
GB1730-79
柔韧性,mm 不大于
1
GB1731-79
耐水性(浸于沸蒸馏水中30min)
不起泡、不脱落,允许轻微变黄色
GB1733-79(涂在
马口铁板上进行)
C30-11醇酸烘干绝缘漆
项 目
指 标
试验方法
腐蚀蔓6延不大于2mm
厚涂性,湿膜厚度125um,
不流挂
闪点,℃ ≥
33
注:闪点、耐盐雾性、厚涂性为保证项目。
油漆标准汇总
GB/T 25249-2010 氨基醇酸树脂涂料GB/T 25251-2010 醇酸树脂涂料GB/T 25252-2010 酚醛树脂防锈涂料GB/T 25253-2010 酚醛树脂涂料GB/T 25258-2010 过氯乙烯树脂防腐涂料GB/T 25259-2010 过氯乙烯树脂涂料GB/T 25261-2010 建筑用反射隔热涂料GB/T 25263-2010 氯化橡胶防腐涂料GB/T 25264-2010 溶剂型丙烯酸树脂涂料GB/T 27806-2011环氧沥青防腐涂料HG/T 2240-2012 潮湿气固化聚氨酯涂料单组分HG/T 2454-2014 溶剂型聚氨酯涂料双组分HG/T 2456.1-2013 涂料用铝颜料HG/T 2661-1995 氯磺化聚乙烯防腐涂料双组分HG/T 2798-1996氯化橡胶防腐涂料HG/T 2884-1997环氧沥青防腐涂料分装HG/T 2009-1991 C06-1铁红醇酸底漆HG/T 2238-1991F01-1酚醛清漆HG/T 2239-2012 环氧酯底漆HG/T 2245-2012硝基铅笔底漆HG/T 2595-1994 锌黄、铁红过氯乙烯底漆HG/T 3347-2013 乙烯磷化底漆双组分HG/T 3355-2003 各色硝基底漆HG/T 3668-2009 富锌底漆HG/T 4342-2012 鳞片型锌粉底漆HG/T 4566-2013 环氧树脂底漆ZB G 51015-1987T06-5铁红、灰酯胶底漆ZB G 51024-1987锌黄、铁红、灰酚醛底漆ZB G 51025-1987F06-9锌苋、铁红纯酚醛底漆ZB G 51039-1987C06-10醇酸二道底漆ZB G 51049-1987H06-33铁红、锌黄环氧烘干底漆ZB G 51078-1987B06-2锶黄丙烯酸底漆ZB G 51095-1987H06-19铁红、锌黄环氧酯底漆。
(完整版)涂料检测国标

涂料及其产品序号标准号标准名称1 GB/T 1720-1979(1989) 漆膜附着力测定法2 GB/T 1721-2008 清漆、清油及稀释剂外观和透明度测定法3 GB/T 1722-1992 清漆、清油及稀释剂颜色测定法4 GB/T 1723-1993 涂料粘度测定法5 GB/T 1724-1979(1989) 涂料细度测定法6 GB/T1725-2007 色漆、清漆和塑料不挥发物含量的测定7 GB/T 1726-1979(1989) 涂料遮盖力测定法8 GB/T 1727-1992 漆膜一般制备法9 GB/T 1728-1979(1989) 漆膜、腻子膜干燥时间测定法10 GB/T 1730-2007 色漆和清漆摆杆阻尼试验11 GB/T 1731-1993 漆膜柔韧性测定法12 GB/T 1732-1993 漆膜耐冲击测定法13 GB/T 1733-1993 漆膜耐水性测定法14 GB/T 1735-1979(1989) 漆膜耐热性测定法15 GB/T 1740-2007 漆膜耐湿热测定法16 GB/T 1741-2007 漆膜耐霉菌测定法17 GB/T 1747.2-2008 色漆和清漆颜料含量的测定第2部分:灰化法18 GB/T 1748-1979(1989) 腻子膜柔韧性测定法19 GB/T 1749-1979(1989) 厚漆、腻子稠度测定法20 GB/T 1762-1980(1989) 漆膜回粘性测定法21 GB/T 1765-1979(1989) 测定耐湿热、耐盐雾、耐候性(人工加速)的漆膜制备法22 GB/T 1766-2008 色漆和清漆涂层老化的评级方法23 GB/T 1768-2006 漆膜耐磨性测定法24 GB/T 1770-2008 涂膜、腻子膜打磨性测定法25 GB/T 1771-2007 色漆和清漆耐中性盐雾性能的测定26 GB/T 1865-1997 色漆和清漆人工气候老化和人工辐射暴露(滤过的氙弧辐射)27 GB/T 3181-2008 漆膜颜色标准28 GB/T 3186-2006 涂料产品的取样29 GB/T 4893.3-2005 家具表面漆膜耐干热测定法30 GB/T 4957-2003 非磁性金属基体上非导电覆盖层厚度测量涡流方法31 GB/T 5208-2008 闪点的测定快速平衡闭杯法32 GB/T 5209-1985 色漆和清漆耐水性的测定法浸水法33 GB/T 5210-2006 涂层附着力的测定法拉开法34 GB/T 6739-2006 涂膜硬度铅笔测定法35 GB/T 6040-2002 红外光谱分析方法通则36 GB/T 6041-2002 质谱分析分析方法通则37 GB/T 6461-2002 金属覆盖层对底材为阴极的覆盖层腐蚀试验后的电镀试样的评级38 GB/T 6742-2007 色漆和清漆弯曲试验(圆柱轴)39 GB/T 6743-2008 塑料用聚酯树脂、色漆和清漆用漆基部分酸值和总酸值的测定40 GB/T 6744-2008 色漆和清漆用漆基皂化值的测定滴定法41 GB/T 6749-1997 漆膜颜色表示方法42 GB/T 6750-2007 色漆和清漆密度的测定比重瓶法43 GB/T 6753.1-2007 色漆、清漆和印刷油墨研磨细度的测定44 GB/T 6753.2-1986 涂料表面干燥试验小玻璃球法45 GB/T 6753.3-1986 涂料贮存稳定性试验方法46 GB/T 6753.4-1998 涂料流出时间的测定 ISO流量杯法47 GB/T 6753.6-1986 涂料产品的大面积刷涂试验48 GB/T 9264-1988 色漆流挂性的测定49 GB/T 9265-1988 建筑涂料涂层耐碱性的测定50 GB/T 9266-1988 建筑涂料涂层耐洗刷性的测定涂料用乳液和涂料、塑料用聚合物分散体白点温度和最低成膜温度51 GB/T 9267-2008的测定52 GB/T 9268-2008 乳胶漆耐冻融性的测定53 GB/T 9269-1988 建筑涂料粘度的测定斯托默粘度计法54 GB/T 9271-2008 色漆和清漆标准试板55 GB/T 9272-2007 色漆和清漆通过测量干涂层密度测定涂料的不挥发物体积分数56 GB/T 9273-1988 漆膜无印痕试验57 GB/T 9274-1988 色漆和清漆耐液体介质的测定58 GB/T 9275-2008 色漆和清漆巴克霍尔兹压痕试验59 GB/T 9276-1996 涂层自然气候曝露试验方法60 GB/T 9278-2008 涂料试样状态调节和试验的温湿度61 GB/T 9279-2007 色漆和清漆划痕试验62 GB/T 9281.1-2008 透明液体加氏颜色等级评定颜色第1部分:目视法63 GB/T 9282.1-2008 透明液体以铂-钴等级评定颜色第1部分:目视法64 GB/T 9283-2008 涂料用溶剂馏程的测定65 GB/T 9284-1988 色漆和清漆用漆基软化点的测定环球法66 GB/T 9286-1998 色漆和清漆漆膜的划格试验色漆和清漆不含金属颜料的色漆漆膜之20°、60°和85°镜面光67 GB/T 9754-2007泽的测定68 GB/T 9758.1-7- 1988 色漆和清漆“可溶性”金属含量的测定69 GB/T 9722-2006 化学试剂气相色谱法通则70 GB/T 9750-1998 涂料产品包装标志色漆和清漆用旋转黏度计测定黏度第1部分:以高剪切速率操作的71 GB/T 9751.1-2008锥板黏度计72 GB/T 9753-2007 色漆和清漆杯突试验73 GB/T 9760-1988 色漆和清漆液体或粉末状色漆中酸萃取物的制备74 GB/T 9761-2008 色漆和清漆色漆的目视比色75 GB/T 9780-2005 建筑涂料涂层耐沾污性试验方法76 GB/T 10125-1997 人造气氛腐蚀试验77 GB/T 10834-2008 船舶漆耐盐水性的测定盐水和热盐水浸泡法78 GB/T 11175-2002 合成树脂乳液试验方法79 GB/T 11185-1989 漆膜弯曲试验(锥形轴)80 GB/T 11186.1-1989 涂膜颜色的测量方法第一部分原理81 GB/T 11186.2-1989 涂膜颜色的测量方法第二部分颜色测量82 GB/T 11186.3-1989 涂膜颜色的测量方法第三部分色差计算83 GB/T 12008.3-1989 聚醚多元醇中羟值测定方法84 GB/T 12008.5-1989 聚醚多元醇中酸值测定方法85 GB/T 13448-2006 彩色涂层钢板及钢带试验方法86 GB/T 13452.1-1992 色漆和清漆总铅含量测定法-火焰原子吸收光谱法87 GB/T 13452.2-2008 色漆和清漆漆膜厚度的测定88 GB/T 13452.3-1992色漆和清漆遮盖力的测定一部分:适于白色和浅色漆的Kubelka-Munk法89 GB/T 13452.4-2008 色漆和清漆钢铁表面上涂膜的耐丝状腐蚀试验90 GB/T 13491-1992 涂料产品包装通则91 GB/T 13893-2008 色漆和清漆耐湿性的测定连续冷凝法92 GB/T 14522-2008 机械工业产品用塑料、涂料、橡胶材料人工气候加速试验方法93 GB/T 16259-2008 建筑材料人工气候加速老化试验方法94 GB/T 16777-2008 建筑防水涂料试验方法95 GB/T 16906-1997 石油罐导静电涂料电阻率测定法96 GB/T18244-2000 建筑防水材料老化试验方法97 GB/T 18446-2001 气相色谱法测定氨基甲酸酯预聚物和涂料溶液中未反应的甲苯二异氰酸酯(TDI)单体98 GB/T 20624.1-2006色漆和清漆快速变形(耐冲击性)试验第1部分:落锤试验(大面积冲头)99 GB/T 20624.2-2006色漆和清漆快速变形(耐冲击性)试验第2部分:落锤试验(小面积冲头)100 GB/T 21782.7-2008 粉末涂料第7部分:烘烤时质量损失的测定法101 HG/T 2409-1992 聚氨酯预聚体中异氰酸酯基含量的测定102 HG/T 2458-1993 涂料产品检验、运输和贮存通则103 HG/T 2881-1997 脱漆剂脱漆效率测定法104 HG/T 2882-1997 催干剂的催干性能测定法105 HG/T 2997-1979(1997) 蒙布涂漆后重量增加测定法106 HG/T 2998-1979(1997) 涂布漆涂刷性测定法107 HG/T 3000-1979(1997) 蒙布涂漆后抗张强度增加测定法108 HG/T 3330-1980(1985) 绝缘漆漆膜击穿强度测定法109 HG/T 3331-1978 绝缘漆漆膜体积电阻系数和表面电阻系数测定法110 HG/T 3335-1977(1985) 电泳漆电导率测定法111 HG/T 3343-1985 漆膜耐油性测定法112 HG/T 3344-1985 漆膜吸水率测定法113 HG/T 3855-2006 绝缘漆漆膜制备法114 HG/T 3856-2006 绝缘漆漆膜吸水率测定法115 HG/T 3857-2006 绝缘漆漆膜耐油性测定法116 HG/T 3858-2006 稀释剂、防潮剂水分测定法117 HG/T 3859-2006 稀释剂、防潮剂白化性测定法118 HG/T 3860-2006 稀释剂、防潮剂挥发性测定法119 HG/T 3861-2006 稀释剂、防潮剂胶凝数测定法120 JG/T 23-2001 建筑涂料涂层试板的制备121 JG/T 25-1999 建筑涂料涂层耐冻融循环性测定法122 ASTM B 117-2007a 盐雾喷射器操作规程123 ASTM B 368-1997(2003)e1 铜-加速醋酸盐水喷雾试验(CASS试验)的试验方法124 ASTM D 522-1993a(2008) 附着有机涂层芯棒弯曲试验方法125 ASTM D523-2008 镜面光泽试验方法126 ASTM D 562-2001(2005) 用斯托默粘度计测定油漆粘度127 ASTM D 610-2008 评定涂漆钢表面锈蚀程度的试验方法128 ASTM D 714-2002el 评价涂料起泡程序的试验方法129 ASTM D 1005-1995(2007) 有机涂层干膜厚度的测定130 ASTM D 1186-2001 于磁性底材上的非磁性有机涂层干膜厚度的测定131 ASTM D 1209-2005 透明液体的颜色(铂钴法)132 ASTM D 1210-2005 颜料-漆料体系的分散细度133 ASTM D 1308-2002(2007) 日用化学品对清漆和着色有机面漆的影响134 ASTM D 1400-2000 在非磁性金属底材上的色漆、清漆、喷漆及有关产品的非金属涂层干膜厚度的测定135 ASTM D1475-1998(2008) 液态涂料、墨水和相关产品密度的试验方法136 ASTM D 1654-2008 评定腐蚀环境中涂漆或涂层试样的试验方法137 ASTM D 1735-2004 涂层水雾试验138 ASTM D2243-1995(2008) 水溶性涂料抗冻融性试验方法139 ASTM D 2244-2007 不透明材料色差的仪器评定140 ASTM D 2247-2002 在100%相对湿度下涂漆的金属试验样板141 ASTM D 2369-2007 涂料的挥发份142 ASTM D 2454-2008 烘烤过度对有机涂层影响的测定规程143 ASTM D 2486-2006 墙面涂料耐洗涤性的试验方法144 ASTM D 2832-1992(2005) 油漆和油漆材料不挥发分的测定推荐作法标准145 ASTM D 2794-1993(2004) 有机涂层抗快速变形(冲击)的试验146 ASTM D3170-2003(2007) 涂层抗碎落性147 ASTM D 3278-1996(2004) e1 闭口杯法测定液体的闪点148 ASTM D 3335-1985a(2005) 用原子吸收光谱仪测定色漆中微量铅、镉和钴149 ASTM D 3363-2005 用铅笔试验测定漆膜硬度150 ASTM D 3792-2005 气相色谱法测水稀释性涂料含水量151 ASTM D 4060-2007 用Taberr磨耗仪测定有机涂层耐磨性的标准试验方法152 ASTM D 4145-1983(2002) 薄片弯曲试验(T弯)153 ASTM D 4212-1999(2005) 用浸入式粘度杯测定粘度154 ASTM D 4213-1996(2003) 测定室内用涂料耐湿磨性试验方法155 ASTM D4213-2008 用磨耗减量法测定涂料耐擦洗性的试验方法156 ASTM D 4287-2000(2005) 用锥板粘度计测定高剪切粘度157 ASTM D 4541-2002 使用便携式附着性测试仪测定涂敷层扯离强度的试验方法158 ASTM D 4587-2005 油漆及相关涂料的荧光紫外(UV)-冷凝曝露的试验方法159 ASTM D4747-2002(2008) 用气液色谱法测定胶乳中未反应单体含量的试验方法160 ASTM D 4752-2003 耐溶剂MEK擦拭161ASTM D 4827-2003 细柱色谱法测定(苯丙)乳液中残留单体的含量162163 ASTM D 5402-2006 有机涂层耐溶剂擦拭的评定164 ASTM E 376-2006 用磁场法或涡流法(电场法)测定涂层厚度165 ASTM G 154-2006 非金属材料UV曝露试验用的光曝露设备(荧光型)的操作方法166 ASTM G 155-2005a 非金属材料曝晒用有水和无水光曝晒设备(氙弧型)的操作167 BS EN 1670-2007 建筑五金.腐蚀抗性.要求和试验方法色漆和清漆-不含金属颜料的色漆漆膜之20°、60°、85°镜面光泽168 DIN EN ISO 2813:1999的测定169 DIN EN ISO 2409-2007 涂料和清漆划格试验170 DIN EN ISO 20567-1-2007 色漆和清漆-涂层耐石击性试验171 GM4298P-1997 盐雾试验172 GM4465P-1995 水雾湿度测试173 GM9133P-1999 耐水斑、涂层破坏、盐迹及褪色174 GM9141P-2003 乙烯树脂材料和皮革的兼容性175 GM9500P-1988 汽油加注区域的汽油积聚试验176 GM9501P-1997 油漆部件的汽油沉浸试验177 GM9505P-2005 汽车环境循环测试178 GM9506P-1988 测定涂层粘附性及脆性的试验179 GM9507P-1988 上漆零件的指甲硬度测试180 GM9509P-1995 确定油漆金属或塑料基底固化的溶剂摩擦方法181 GM9511P-1998 裂隙斑蚀回向蠕变试验182 GM9518P-1988 柔性涂层塑料零件的涂层厚度的测定183 GM9502P-1988 喷涂弹性塑料基底的小刀划格粘附性试验程序184 GM9503P-1998 通过一根心轴对上漆塑料和密封胶进行脆性测试185 GM9900P-2002 汽车零件在正常的客户使用条件下对清洁剂/溶剂的耐久性186 GME00202-2007 S-CAR刮杆/刮片表面喷涂要求(补充)187 GME60292-2000 用人造光测定色牢度的试验方法188 GME60403-1979 燃油烟灰测有机涂层的抗色变189 GMW14700-2007 涂层耐石击性190 GMW14829-2006 油漆面漆胶带附着力试验191 GMW15282-2006 腐蚀回向蠕变试验192 ISO 1520-2006 色漆和清漆杯突试验193 ISO 2409:2007 涂料和清漆划格试验194 ISO 4624-2002 油漆和清漆粘附力的拖拉测试195 ISO 4628-1:2003 色漆和清漆漆膜降解的评定缺陷程度, 量值和大小及外观均匀变化程度的规定第1部分:一般原则和标识体系196 ISO 4628-2:2003 色漆和清漆漆膜降解的评定缺陷程度,量值和大小及外观均匀变化程度的规定第2部分:起泡等级的规定197 ISO 4628-3:2003色漆和清漆漆膜降解的评定缺陷程度,量值和大小及外观均匀变化程度的规定第3部分:生锈等级的规定198 ISO 4628-8:2005色漆和清漆漆膜降解的评定缺陷程度,量值和大小及外观均匀变化程度的规定第8部分:刻线剥离和腐蚀的评定199 ISO 4628-10:2003色漆和清漆漆膜降解的评定缺陷程度,量值和大小及外观均匀变化程度的规定第10部分:线状腐蚀等级的评定200 ISO 6270-1:1998 色漆和清漆耐湿性的测定第1部分:连续冷凝作用201 ISO 6270-2:2005 色漆和清漆耐湿性的测定第2部分:冷凝水大气中试样的试验程序202 ISO 6272-1 :2002 油漆与清漆-落锤试验203 ISO 6272-2:2002 油漆与清漆-落锤试验204 ISO 7724-1-3:1984 色漆和清漆比色法205 ISO 7784-2:1997 色漆和清漆-耐磨性的测定-第2部分:旋转橡胶砂轮法206 ISO 8130-7:1992 粉末涂料烘烤时质量损失的测定207 ISO 9227:2006 人造环境中的腐蚀试验208 ISO 10283:2007 聚氨酯中异氰酸酯单体含量209 ISO 11507:2007 涂层在设备中人工老化UV荧光和水的老化210 ISO 11890-2:2006 涂料与清漆-挥发性有机物(VOC)含量的测定第2部分:气相色谱法211 ISO 13885-1:2008色漆和清漆用粘合剂凝胶渗透色谱法(GPC) 第1部分:用四氢呋喃作洗脱液212 ISO 17895:2005(E) 色漆和清漆—低VOC乳胶漆中有机挥发份的测定213 ISO 16805:2003 色漆和清漆用漆基—玻璃化转变温度的测定214 ISO 20567-1:2005 色漆和清漆涂层耐石屑性能的测定第1部分:多次冲击试验215 JIS K5600-1-8-1999 涂膜一般试验方法216 JIS K5600-1-2-2002 涂料一般试验方法-第1部分:通则-第2节:取样217 JIS K5600-1-4-2004 涂料一般试验方法-第1部分:通则-第4节:试验用标准样板218 JIS K5600-6-3 AMD.1-2006涂料一般试验方法-第6部分:漆膜化学性能-第3节:耐加热性219 JIS K5600-7-6-2002涂料一般试验方法-第7部分:漆膜耐久性-第6节:耐候性(露天法)220 JIS K5600-7-7-2008涂料一般试验方法-第7部分:漆膜耐久性-第7节:增强耐候性(氙灯法)221 JIS K5600-7-9-2006涂料通用试验方法第7部分:涂膜的长期耐久性第9节:循环腐蚀试验法-盐水喷雾/干燥/湿润222 JIS K5600-8-2-2008涂料一般试验方法-第8部分:漆膜剥蚀的评定-第2节:起泡程度223 JIS K5600-8-3-2008 涂料一般试验方法-第8部分:漆膜剥蚀的评定-第3节:氧化程度224 JIS Z2371-2000 盐水喷雾试验方法225 PV1200-1987 气候交变试验226 PV1210-2001 交变腐蚀试验227 PV2005-2000 气候交变试验228 SAE J400-2002 涂层耐石击性试验229 SAE J1885-2005 使用水冷式可控氙弧幅照装置使汽车内部装饰部件加速曝露老化230 SAE J1960-2004 使用水冷式可控氙弧幅照装置使汽车外部材料加速曝露老化231 GA/T 298-2001 道路标线涂料232 GB 5237.3-2008 铝合金建筑型材第3部分电泳涂漆型材233 GB 5237.4-2008 铝合金建筑型材第4部分粉末喷涂型材234 GB 5237.5-2008 铝合金建筑型材第5部分氟碳漆喷涂型材235 GB/T 6745-2008 船壳漆236 GB/T 6746-2008 船用油舱漆237 GB/T 6747-2008 船用车间底漆238 GB/T 6748-2008 船用防锈漆239 GB/T 6822-2007 船体防污防锈漆体系240 GB/T 6823-2008 船舶压载舱漆241 GB/T 6890-2000 锌粉242 GB 8771-2007 铅笔涂漆层中含铅量卫生标准243 GB/T 9261-1988 甲板漆244 GB/T 9262-2008 船用货舱漆245 GB/T 9755-2001 合成树脂乳液外墙涂料246 GB/T 9756-2001 合成树脂乳液内墙涂料247 GB/T 9757-2001 溶剂型外墙涂料248 GB/T 9779-2005 复层建筑涂料249 GB/T 12754-2006 彩色涂层钢板及钢带250 GB/T 13492-1992 各色汽车用面漆251 GB/T 13493-1992 汽车用底漆252 GB/T 14616-1993 机舱舱底涂料253 GB 14907-2002 钢结构防火涂料254 GB 18581-2001 室内装饰装修材料溶剂型木器涂料中有害物质限量255 GB 18582-2008 室内装饰装修材料内墙涂料中有害物质限量256 GB/T 19250-2003 聚氨酯防水涂料257 GB/T 20623-2006 建筑涂料用乳液建筑涂料水性助剂应用性能试验方法第1部分:分散剂、消泡剂和258 GB/T 21089.1-2007增稠剂259 GB/T 21090-2007 可调色乳胶基础漆260 GM4350M-2006 油漆零部件性能要求261 GMN10083-2005 塑料内饰件上的面漆耐久性262 HG/T 2003-1991 电子元件漆263 HG/T 2004-1991 水泥地板用漆264 HG/T 2005-1991 电冰箱用磁漆265 HG/T 2006-2006 热固性粉末涂料266 HG/T 2009-1991 C06-1铁红醇酸底漆267 HG/T 2237-1991 A01-1、A01-2氨基烘干清漆268 HG/T 2238-1991 F01-1酚醛清漆269 HG/T 2239-1991 H06-2铁红、锌黄、铁黑环氧酯底漆270 HG/T 2240-1991 S01-4聚氨酯清漆271 HG/T 2243-1991 机床面漆272 HG/T 2244-1991 机床底漆273 HG/T 2245-1991 各色硝基铅笔漆274 HG/T 2246-1991 各色硝基铅笔底漆275 HG/T 2247-1991 涂料用稀土催干剂276 HG/T 2276-1996 涂料用催干剂277 HG/T 2277-1992 各色硝基外用磁漆278 HG/T 2453-1993 醇酸清漆279 HG/T 2454-2006 溶剂型聚氨酯涂料(双组分) 280 HG/T 2455-1993 各色醇酸调合漆281 HG/T 2576-1994 各色醇酸磁漆282 HG/T 2592-1994 硝基清漆283 HG/T 2593-1994 丙烯酸清漆284 HG/T 2594-1994 各色氨基烘干磁漆285 HG/T 2595-1994 锌黄、铁红过氯乙烯底漆286 HG/T 2596-1994 各色过氯乙烯磁漆287 HG/T 2661-1995 氯磺化聚乙烯防腐涂料(双组份)288 HG/T 2798-1996 氯化橡胶防腐涂料289 HG/T 2884-1997 环氧沥青防腐涂料(分装)290 HG/T 3345-1999 各色酚醛防锈漆291 HG/T 3346-1999 红丹醇酸防锈漆292 HG/T 3347-1987 X06-1乙烯磷化底漆(分装)293 HG/T 3349-2003 各色酚醛磁漆294 HG/T 3352-2003 各色醇酸腻子295 HG/T 3353-1987 A16-51各色氨基烘干锤纹漆296 HG/T 3354-2003 各色环氧酯腻子297 HG/T 3355-2003 各色硝基底漆298 HG/T 3356-2003 各色硝基腻子299 HG/T 3357-2003 各色过氯乙烯腻子300 HG/T 3358-1987 G52-31各色过氯乙烯防腐漆301 HG/T 3362-2003 铝粉有机硅烘干耐热漆(双组份)302 HG/T 3366-2003 各色环氧酯烘干电泳漆303 HG/T 3369-2003 云铁酚醛防锈漆304 HG/T 3371-2003 氨基烘干绝缘漆305 HG/T 3372-2003 醇酸烘干绝缘漆306 HG/T 3375-2003 有机硅烘干绝缘漆307 HG/T 3378-2003 硝基漆稀释剂308 HG/T 3379-2003 过氯乙烯漆稀释剂309 HG/T 3380-2003 氨基漆稀释剂310 HG/T 3381-2003 脱漆剂311 HG/T 3383-2003 硝基漆防潮剂312 HG/T 3384-2003 过氯乙烯漆防潮剂313 HG/T 3655-1999 紫外光(UV)固化木器漆314 HG/T 3656-1999 钢结构桥梁漆315 HG/T 3668-2000 富锌底漆316 HG/T 3792-2005 交联型氟树脂涂料317 HG/T 3793-2005 热熔型氟树脂(PVDF)涂料318 HG/T 3828-2006 室内用水性木器涂料319 HG/T 3829-2006 地坪涂料320 HG/T 3830-2006 卷材涂料321 HG/T 3831-2006 喷涂聚脲防护材料322 HG/T 3832-2006 自行车用面漆323 HG/T 3833-2006 自行车用底漆324 HJ/T 201-2005 环境标志产品技术要求水性涂料325 HJ/T 414-2007 环境标志产品技术要求室内装饰装修用溶剂型木器涂料326 ISO 8124-3:1997 玩具的安全性第3部份:某些元素的迁移327 ISO 20340:2003 色漆和清漆海上和有关结构防护漆系的性能要求328 JC/T 408-2005 水性沥青基防水涂料329 JC/T 423-1991 水溶性内墙涂料330 JC/T 674-1997 聚氯乙烯弹性防水涂料331 JC/T 864-2000 聚合物乳液建筑防水涂料332 JC/T 894-2001 聚合物水泥防水涂料333 JC/T 1024-2007 墙体饰面砂浆334 JC/T 1040-2007 建筑外表面用热反射隔热涂料335 JG/T 24-2000 合成树脂乳液砂壁状建筑涂料336 JG/T 26-2002 外墙无机建筑涂料337 JG/T 133-2000 建筑用铝型材、铝板氟碳涂层338 JG/T 157-2004 外墙腻子339 JG/T 172-2005 弹性建筑涂料340 JG/T210-2007 建筑内外墙用底漆341 JG/T 224-2007 建筑用钢结构防腐涂料342 JG/T 3049-1998 建筑室内用腻子343 JT/T 280-2004 路面标线涂料344 SHJK-NT-01-2003 上海市健康型建筑材料标志建材产品技术要求水性内墙涂料345 SJ/T 11294-2003 防静电地坪涂料通用规范346 TB/T 2260-2001 铁路机车车辆用防锈底漆347 TB/T 2393-2001 铁路机车车辆用面漆348 TB/T 2707-1996 铁路货车用厚浆型醇酸漆技术条件349 TB/T 2772-1997 铁路用钢桥用防锈底漆供货技术条件350 TB/T 2773-1997 铁路钢桥用面漆供货技术条件351 TL226-2003 汽车内饰材料上油漆的要求352 TL239-2000 轻金属轮表面保护要求353 卫法监发(2001)255号室内用涂料序号标准号标准名称1 GB/T 23981-2009 白色和浅色漆对比率的测定2 GB/T 23982-2009 木器涂料抗粘连性测定法3 GB/T 23983-2009 木器涂料耐黄变性测定法4 GB/T 23985-2009 色漆和清漆挥发性有机化合物(VOC)含量的测定差值法5 GB/T 23986-2009 色漆和清漆挥发性有机化合物(VOC)含量的测定气相色谱法6 GB/T 23987-2009 色漆和清漆涂层的人工气候老化曝露曝露于荧光紫外线和水7 GB/T 23988-2009 涂料耐磨性测定落砂法8 GB/T 23989-2009 涂料耐溶剂擦拭性测定法9 GB/T 23990-2009 涂料中苯、甲苯、乙苯和二甲苯含量的测定气相色谱法10 GB/T 23991-2009 涂料中可溶性有害元素含量的测定11 GB/T 23992-2009 涂料中氯代烃含量的测定气相色谱法12 GB/T 23993-2009 水性涂料中甲醛含量的测定乙酰丙酮分光光度法13 ISO 2808:2007 色漆和清漆漆膜厚度的测定14 ISO 2812-2:2007 色漆和清漆耐液体介质的测定第2部分:水浸法色漆和清漆耐液体介质的测定第3部分:利用某种吸收介质的方15 ISO 2812-3:2007法16 ASTM D870-2009 用水浸渍法测试涂层耐水性的规程色漆和清漆涂层降解的评定外表均匀变化强度以及缺陷的数量17 ISO 4628-6:2007和大小的规定第6部分:用胶带法评定粉化等级色漆和清漆漆膜降解的评定一般性缺陷程度,量值和大小及均匀18 ISO 4628-7:2003变化程度的规定第7部分:用丝绒法对粉化等级的评定19 ISO 6860:2006 色漆和清漆弯曲试验(锥体心轴)20 ISO 15184:1998 色漆和清漆使用铅笔测定薄膜硬度21 ASTM D 2485-1991(2007) 评定高温下用涂层的试验方法22 NACE RP 0188-99 导电底材上新涂层的不连续区域(漏涂)的测定23 GB/Z 21274-2007 电子电气产品中限用物质铅、汞、镉检测方法24 GB/Z 21275-2007 电子电气产品中限用物质六价铬检测方法25 GB 5369-2008 船用饮水舱涂料通用技术条件26 GB/T 17748-2008 建筑幕墙用铝塑复合板27 GB/T 22374-2008 地坪涂装材料28 GB/T 23445-2009 聚合物水泥防水涂料29 GB/T 23446-2009 喷涂聚脲防水涂料30 GB/T 23455-2009 外墙柔性腻子31 GB/T 23994-2009 与人体接触的消费产品用涂料中特定有害元素限量32 GB/T 23995-2009 室内装饰装修用溶剂型醇酸木器涂料33 GB/T 23996-2009 室内装饰装修用溶剂型金属板涂料34 GB/T 23997-2009 室内装饰装修用溶剂型聚氨酯木器涂料35 GB/T 23998-2009 室内装饰装修用溶剂型硝基木器涂料36 GB/T 23999-2009 室内装饰装修用水性木器涂料37 GB 24408-2009 建筑用外墙涂料中有害物质限量38 GB 24409-2009 汽车涂料中有害物质限量39 GB 24410-2009 室内装饰装修材料水性木器涂料中有害物质限量40 GB 24613-2009 玩具用涂料中有害物质限量41 HG/T 4104-2009 建筑用水性氟涂料42 JC 1066-2008 建筑防水涂料中有害物质限量43 JT/T 722-2008 公路桥梁钢结构防腐涂装技术条件44 TB/T 1527-2004 铁路钢桥保护涂装45 GB/T 24147-2009 水性紫外光(UV)固化树脂水溶性不饱和聚酯丙烯酸酯树脂46 ASTM D3359-2009 通过胶带试验测定粘附力的试验方法47 GB/T 9269-2009 涂料黏度的测定斯托默黏度计法48 GB/T 11185-2009 色漆和清漆弯曲试验(锥形轴)49 GB/T 9265-2009 建筑涂料涂层耐碱性的测定50 GB/T 1735-2009 色漆和清漆耐热性的测定51 ASTM D 714-2002(2009) 评价涂料起泡程度的试验方法52 ASTM B 368-2009 铜-加速醋酸盐水喷雾试验(CASS试验)的试验方法53 GB/T 1865-2009 色漆和清漆人工气候老化和人工辐射曝露滤过的氙弧辐射54 GB/T 9266-2009 建筑涂料涂层耐洗刷性的测定55 GB/T 18446-2009 色漆和清漆用漆基异氰酸酯树脂中二异氰酸酯单体的测定56 ASTM D6580-2000(2009) 测定锌粉颜料和富锌涂料凝固膜中金属锌含量的试验方法57 GB/T 528-2009 硫化橡胶或热塑性橡胶拉伸应力应变性能的测定58 GB/T 14624.2-2008 胶印油墨着色力检验方法59 GB/T 14624.3-2008 胶印油墨流动度检验方法60 GB/T 14624.4-2008 胶印油墨结膜干燥检验方法61 GB/T 9756-2009 合成树脂乳液内墙涂料62 GB 18581-2009 室内装饰装修材料溶剂型木器涂料中有害物质限量63 HG/T 3668-2009 富锌底漆64 ISO 20340:2009 色漆和清漆海上和有关结构防护漆系的性能要求65 JC/T 864-2008 聚合物乳液建筑防水涂料66 JG/T 157-2009 建筑外墙用腻子。
油漆检测标准,油漆检测国家标准汇总
涂料产品检测标准2 建筑防水涂料建筑防水涂料试验方法GB/T16777-20083 室内装饰装修材料人造板及其制品室内装饰装修材料人造板及其制品中甲醛释放限量GB 18580-20014 胶粘剂室内装饰装修材料胶粘剂中有害物质限量GB18583-20085 内墙涂料合成树脂乳液内墙涂料GB/T9756-20096 外墙涂料合成树脂乳液外墙涂料GB/T9755-20017 溶剂型外墙涂料溶剂型外墙涂料GB/T9757-20018 汽车面漆各色汽车用面漆GB/T13492-19929 汽车底漆汽车用底漆GB/T13493-199210 桥梁漆钢结构桥梁漆HG/T3656-199911 溶剂型木器涂料室内装饰装修材料-溶剂型木器涂料中有害物质限量GB18581-200912 内墙涂料室内装饰装修材料-内墙涂料中有害物质限量GB18582-200813 弹性体沥青防水卷材弹性体改性沥青防水卷材GB18242-200814 塑性体沥青防水卷材塑性体改性沥青防水卷材GB18243-200815 聚氯乙烯防水卷材聚氯乙烯防水卷材GB12952-200316 聚合物水泥防水涂料聚合物水泥防水涂料GB/T23445-200917 氯磺化聚乙烯防腐涂料氯磺化聚乙烯防腐涂料(双组分)HG/T2661-199518 富锌底漆富锌底漆HG/T3668-200919 各色醇酸磁漆各色醇酸磁漆HG/T2576-199420 建筑室内用腻子建筑室内用腻子JG/T3049-199821 溶剂型聚氨酯涂料溶剂型聚氨酯涂料(双组分)HG/T 2454-200622 醇酸清漆醇酸清漆HG2453-199323 硝基清漆硝基清漆HG/T2592-199424 丙烯酸清漆丙烯酸清漆HG/T2593-1994(2004)25 水泥地板漆水泥地板用漆HG/T2004-199126 聚氨酯防水涂料聚氨酯防水涂料GB/T19250-200327 外墙无机建筑涂料外墙无机建筑涂料JG/T26-200228 高分子防水材料-片材高分子防水材料第1部分:片材GB18173.1-200629 钢结构防火涂料钢结构防火涂料GB14907-200230 饰面型防火涂料饰面型防火涂料GB12441-200531 船壳漆船壳漆GB/T6745-200832 船用油舱漆船用油舱漆GB/T6746-200833 船用防锈漆船用防锈漆GB/T6748-200834 船体防污防锈漆船体防污防锈漆体系GB/T6822-200735 船舶压载舱漆船舶压载舱漆GB/T6823-200836 C06-1铁红醇酸底漆C06-1铁红醇酸底漆HG/T2009-199137 H06-2铁红、锌黄、铁黑环氧酯底漆H06-2铁红、锌黄、铁黑环氧酯底漆HG2239-199138 各色酚醛防锈漆各色酚醛防锈漆HG/T3345-199939 红丹醇酸防锈漆红丹醇酸防锈漆HG/T3346-199940 各色硝基底漆各色硝基底漆HG/T3355-200341 硝基漆稀释剂硝基漆稀释剂HG/T3378-200342 过氯乙烯漆稀释剂过氯乙烯漆稀释剂HG/T3379-200343 氨基漆稀释剂氨基漆稀释剂HG/T3380-200344 脱漆剂脱漆剂HG/T3381-200345 硝基漆防潮剂硝基漆防潮剂HG/T3383-200346 过氯乙烯漆防潮剂过氯乙烯漆防潮剂HG/T3384-200347 水性涂料环境标志产品技术要求水性涂料HJ/T201-200548 F01-l酚醛清漆F01-l酚醛清漆HG/T 2238-199l(2004)49 各色酚醛磁漆各色酚醛磁漆HG/T 3349-200350 云铁酚醛防锈漆云铁酚醛防锈漆HG/T 3369-200351 醇酸烘干绝缘漆醇酸烘干绝缘漆HG/T 3372-200352 各色醇酸腻子各色醇酸腻子HG/T 3352-200353 各色硝基外用磁漆各色硝基外用磁漆HG/T 2277-1992(2004)54 各色硝基腻子各色硝基腻子HG/T 3356-200355 各色硝基铅笔漆各色硝基铅笔漆HG/T 2245-199l(2004)56 各色硝基铅笔底漆各色硝基铅笔底漆HG/T 2246-1991(2004)57 氨基烘干清漆A 01-1、A 01-2氨基烘干清漆HG/T 2237-199l(2004)58 各色氨基烘干锤纹漆A16-5l 各色氨基烘干锤纹漆HG/T 3353-1987(2004)59 氨基烘干绝缘漆氨基烘干绝缘漆HG/T 3371-200360 聚氨酯清漆S0l-4聚氨酯清漆HG/T 2240-1991(2004)61 紫外光(UV)固化木器漆紫外光(UV)固化木器漆HG/T 3655-199962 各色过氯乙烯磁漆各色过氯乙烯磁漆HG/T 2596-1994(2004)63 锌黄、铁红过氯乙烯底漆锌黄、铁红过氯乙烯底漆HG/T 2595-1994(2004)64 各色过氯乙烯腻子各色过氯乙烯腻子HG/T 3357-200365 各色过氯乙烯防腐漆G 52-31 各色过氯乙烯防腐漆HG/T 3358-1987(2004)66 乙烯磷化底漆X06-1 乙烯磷化底漆(分装) HG/T 3347-1987(2004)67 聚氯乙烯弹性防水涂料聚氯乙烯弹性防水涂料JC/T674-199768 环氧沥青防腐涂料环氧沥青防腐涂料(分装) HG/T 2884-199769 各色环氧酯腻子各色环氧酯腻子HG/T 3354-200370 铝粉有机硅烘干耐热漆铝粉有机硅烘干耐热漆(双组分) HG/T 3362-200371 有机硅烘干绝缘漆有机硅烘干绝缘漆HG/T 3375-200372 建筑表面用有机硅防水剂建筑表面用有机硅防水剂JC/T 902-200273 氯化橡胶防腐涂料氯化橡胶防腐涂料HG/T 2798-199674 溶剂型橡胶沥青防水涂料溶剂型橡胶沥青防水涂料JC/T852-199975 交联型氟树脂涂料交联型氟树脂涂料HG/T 3792-200576 热熔型氟树脂热熔型氟树脂(PVDF)HG/T 3793-200577 船用水线漆船用水线漆GB/T 9260-200878 甲板漆甲板漆GB/T 9261-200879 船用货舱漆船用货舱漆GB/T 9262-200880 自行车用面漆自行车用面漆HG/T 3832-200681 自行车用底漆自行车用底漆HG/T 3833-200682 电子元件漆电子元件漆HG/T 2003-1991(2004)83 地坪涂料地坪涂料HG/T 3829-200684 电冰箱用磁漆电冰箱用磁漆HG/T 2005-199l(2004)85 热固型粉末涂料热固性粉末涂料HG/T 2006-200686 机床面漆机床面漆HG/T 2243-1991(2004)87 机床底漆机床底漆HG/T 2244-199l(2004)88 铁路钢桥用防锈底漆铁路钢桥用防锈底漆供货技术条件TB/T 2772-199789 铁路钢桥用面漆中间漆铁路钢桥用面漆中间漆供货技术条件TB/T 2773-199790 铁路机车车辆用防锈底漆铁路机车车辆用防锈底漆TB/T 2260-200191 铁路机车车辆用面漆铁路机车车辆用面漆TB/T 2393-200192 铁路货车用厚浆型醇酸漆铁路货车用厚浆型醇酸漆技术条件TB/T2707-199693 路面标线涂料路面标线涂料JT/T 280-200494 室内用水性木器涂料室内用水性木器涂料HG/T 3828-200695 砂壁状建筑涂料合成树脂乳液砂壁状建筑涂料JG/T24-200096 复层建筑涂料复层建筑涂料GB/T9779-200597 弹性建筑涂料弹性建筑涂料JG/T172-200598 建筑外墙用腻子建筑外墙用腻子JG/T157-200999 聚合物乳液建筑防水涂料聚合物乳液建筑防水涂料JC/T864-2008100 溶剂型醇酸木器涂料室内装饰装修用溶剂型醇酸木器涂料GB/T 23995-2009 101 溶剂型金属板涂料室内装饰装修用溶剂型金属板涂料GB/T 23996-2009102 溶剂型聚氨酯木器涂料室内装饰装修用溶剂型聚氨酯木器涂料GB/T 23997-2009103 溶剂型硝基木器涂料室内装饰装修用溶剂型硝基木器涂料GB/T 23998-2009104 水性木器涂料室内装饰装修用水性木器涂料GB/T 23999-2009105 建筑用外墙涂料建筑用外墙涂料中有害物质限量GB24408-2009106 汽车涂料汽车涂料中有害物质限量GB24409-2009107 水性木器涂料室内装饰装修材料水性木器涂料中有害物质限量GB24410-2009 108 溶剂型木器涂料环境标志产品技术要求室内装饰装修用溶剂型木器涂料HJ/T414-2007109过氯乙烯树脂防腐涂料过氯乙烯树脂防腐涂料GB/T25258-2010110过氯乙烯树脂涂料过氯乙烯树脂涂料GB/T25259-2010111氯化橡胶防腐涂料氯化橡胶防腐涂料GB/T25263-2010112溶剂型丙烯酸树脂涂料溶剂型丙烯酸树脂涂料GB/T25264-2010113硝基涂料硝基涂料GB/T25271-2010114硝基涂料防潮剂硝基涂料防潮剂GB/T25272-2010115氨基醇酸树脂涂料氨基醇酸树脂涂料GB/T25249-2010116醇酸树脂涂料醇酸树脂涂料GB/T25251-2010117酚醛树脂防锈涂料酚醛树脂防锈涂料GB/T25252-2010118酚醛树脂涂料酚醛树脂涂料GB/T25253-2010119水乳型沥青防水涂料水性沥青基防水涂料JC/T408-2005120路桥用水性沥青防水涂料路桥用水性沥青防水涂料JT/T535-2004121混凝土结构防腐蚀技术规范海港工程混凝土结构防腐蚀技术规范JTJ275-2000122自粘聚合物沥青防水卷材自粘聚合物改性沥青防水卷材GB/T23441-2009123预铺/湿铺防水卷预铺/湿铺防水卷材GB/T23457-2009124汽车油漆涂层汽车油漆涂层QC/T484-1999125环氧树脂地面涂层材料环氧树脂地面涂层材料JC/T 1015-2006126地坪涂装材料地坪涂装材料GB/T22374-2008性能检测标准1 附着力《漆膜附着力测定法》( GB/T 1720-1979 ( 1989 ))《色漆和清漆拉开法附着力试验》( GB/T 5210-2006 )( ISO 4624:2002 )《色漆和清漆漆膜的划格试验》( GB/T 9286-1998 )《用胶带试验测定附着力》( ASTM D3359-2008 )2 外观和透明度《清漆、清油及稀释剂外观和透明度测定法》( GB/T 1721-2008 )3 颜色《清漆、清油及稀释剂颜色测定法》( GB/T 1722-1992 )《透明液体加氏颜色等级评定颜色第 1 部分:目视法》( GB/T 9281.1-2008 ) / (ISO 4630-1:2004) 《透明液体以铂 - 钴等级评定颜色第 1 部分:目视法》( GB/T 9282.1-2008 ) / (ISO6271-1:2004)《透明液体的颜色(铂钴法)》( ASTM D1209-2005 )4 粘度《涂料粘度测定法》( GB/T 1723-1993 )《胶粘剂粘度的测定》( GB/T 2794-1995 )《涂料黏度的测定斯托默黏度计法》( GB/T 9269-2009 )5 流出时间《色漆和清漆用流出杯测定流出时间》( GB/T 6753.4-1998 )6 细度《涂料细度测定法》( GB/T 1724-1979 ( 1989 ))《色漆、清漆和印刷油墨研磨细度的测定》( GB/T 6753.1-2007 )( ISO 1524:2000 )7 不挥发物含量《色漆、清漆和塑料不挥发物含量的测定》( GB/T 1725-2007 ) / ( ISO 3251:2008 )《胶粘剂不挥发物含量的测定》( GB/T 2793-1995 )《建筑防水涂料试验方法》( GB/T 16777-2008 中 5 )8 遮盖力《涂料遮盖力测定法》( GB/T 1726-1979 ( 1989 ))9 干燥时间《漆膜、腻子膜干燥时间测定法》( GB/T 1728-1979 ( 1989 ))《涂料表面干燥试验小玻璃球法》( GB/T 6753.2-1986 )《建筑防水涂料试验方法》( GB/T 16777-2008 中 16 )10 摆杆硬度《色漆和清漆摆杆阻尼试验》( GB/T 1730-2007 )《色漆和清漆摆杆阻尼试验》( ISO 1522:2006 )11 柔韧性《漆膜柔韧性测定法》( GB/T 1731-1993 )12 耐冲击性《漆膜耐冲击性测定法》( GB/T 1732-1993 )《色漆和清漆—快速变形 ( 耐冲击性试验 ) 第 1 部分:落锤试验 ( 大面积冲头 ) 》( GB/T 20624.1-2006 ) / 《色漆和清漆快速变形(耐冲击性)试验第 1 部分:落锤试验(大面积冲头)》( ISO 6272-1:2002 )《色漆和清漆—快速变形 ( 耐冲击性试验 ) 第 2 部分:落锤试验 ( 小面积冲头 ) 》( GB/T 20624.2-2006 ) / 《色漆和清漆快速变形(耐冲击性)试验第 2 部分:落锤试验(小面积冲头)》( ISO 6272-2:2002 )《有机涂层抗快速变形(冲击)的试验》( ASTMD2794-1993(2004) )13 耐水性《漆膜耐水性测定法》( GB/T 1733-1993 )《色漆和清漆耐水性的测定浸水法》( GB/T 5209-1985 )14 耐热性《色漆和清漆耐热性的测定》( GB/T 1735-2009 )《建筑防水涂料试验方法》( GB/T 16777-2008 中 6 )15 耐湿热性《漆膜耐湿热性测定法》( GB/T 1740-2007 )16 灰分《色漆和清漆颜料含量的测定第 2 部分:灰化法》( GB/T 1747.2-2008 ) (ISO 14680-2:2000)17 腻子膜柔韧性《腻子膜柔韧性测定法》( GB/T 1748-1979 ( 1989 ))18 稠度《厚漆、腻子稠度测定法》( GB/T 1749-1979 ( 1989 ))19 回粘性《漆膜回粘性测定法》( GB/T 1762-1980 ( 1989 ))20 耐磨性《色漆和清漆—耐磨性的测定—旋转橡胶砂轮法》( GB/T 1768-2006 )( ISO 7784-2:1997 )《涂料耐磨性测定落砂法》( GB/T 23988-2009 )《落砂法测定有机涂层耐磨性》( ASTM D 968-2005 )21 打磨性《涂膜、腻子膜打磨性测定法》( GB/T 1770-2008 )22 耐盐雾性《色漆和清漆耐中性盐雾性能的测定》( GB/T 1771-2007 )( ASTM B117-2007 )23 人工老化《色漆和清漆人工气候老化和人工辐射曝露滤过的氙弧辐射》( GB/T 1865-2009 )《色漆和清漆涂层的人工气候老化曝露曝露于荧光紫外线和水》( GB/T 23987-2009 )《机械工业产品用塑料、涂料、橡胶材料人工气候加速试验方法》( GB/T 14522-2008 )《塑料实验室光源暴露试验方法第三部分:荧光紫外灯》( GB/T 16422.3-1997 )《硫化橡胶人工气候老化(荧光紫外灯)试验方法》( GB/T 16585-1996 )《建筑防水材料老化试验方法》( GB/T 18244-2000 )《塑料实验室光源暴露方法——第三部:荧光 UV 灯》( ISO 4892-3:2006 )《色漆和清漆涂层的人工老化——暴露于荧光紫外线和水》( ISO 11507:2007 )《非金属材料暴露用紫外荧光设备的操作》( ASTM G154-2006 )《汽车外饰材料加速暴露用紫外荧光凝露设备》( SAE J2020-2003 )24 邵氏硬度《塑料和硬橡胶使用硬度计测定压痕硬度 ( 邵氏硬度 ) 》( GB/T 2411-2008 )25 耐干热性《家具表面漆膜耐干热性测定法》( GB/T 4893.3-2005 )26 闪点《闪点的测定快速平衡闭杯法》( GB/T 5208-2008 ) (ISO 3679:2004)27 耐砂浆性《铝合金建筑型材第 5 部分氟碳漆喷涂型材》( GB 5237.5-2008 中 5.4.10 )28 铅笔硬度《色漆和清漆铅笔法测定漆膜硬度》( GB/T 6739-2006 )( ISO 15184:1998 )《用铅笔试验测定漆膜硬度》( ASTM D3363-2005 )29 弯曲试验《色漆和清漆弯曲试验(圆柱轴)》( GB/T 6742-2007 )( ISO 1519:2002 )《色漆和清漆弯曲试验 ( 锥形轴 ) 》( GB/T 11185-2009 )30 酸值《塑料用聚酯树脂、色漆和清漆用漆基部分酸值和总酸值的测定》( GB/T 6743-2008 )( ISO 2114:2000 )31 漆基皂化值《色漆和清漆用漆基皂化值的测定滴定法》( GB/T 6744-2008 )( ISO 3681:1996 )32 密度《色漆和清漆密度的测定比重瓶法》( GB/T 6750-2007 )( ISO 2811-1:1997 )密度《液态胶粘剂密度的测定方法重量杯法》( GB/T 13354-1992 )密度《建筑密封材料试验方法第 2 部分:密度的测定》( GB/T 13477.2-2002 )33 贮存稳定性《涂料贮存稳定性试验方法》( GB/T 6753.3-1986 )34 涂刷性《涂料产品的大面积刷涂试验》( GB/T 6753.6-1986 )35 全锌含量《锌粉》( GB/T 6890-2000 中附录 A )36金属锌含量《锌粉》( GB/T 6890-2000 中附录 B )不挥发分中金属锌含量HG/T 3668-2000 《富锌底漆》中 5.13 、《锌粉颜料和富锌涂料干漆膜中金属锌的含量的测定》( ASTM D6580-2000 )37 流挂性《色漆流挂性的测定》( GB/T 9264-1988 )38 耐洗刷性《建筑涂料涂层耐洗刷性的测定》( GB/T 9266-2009 )39 最低成膜温度《涂料用乳液和涂料、塑料用聚合物分散体白点温度和最低成膜温度的测定》( GB/T 9267-2008 ) / 《塑料聚合物分散体白点温度和最低成膜温度的测定》 (ISO 2115 ∶ 1996)40 乳胶漆耐冻融性《乳胶漆耐冻融性的测定》( GB/T 9268-2008 )41 体积固体含量《色漆和清漆通过测量干涂层密度来测定涂料的不挥发物体积百分率》( GB/T 9272-2007 )( ISO 3233:1998 )42 漆膜无印痕试验《漆膜无印痕试验》( GB/T 9273-1988 )43 耐冷液性《家具表面耐冷液测定法》( GB/T 4893.1-2005 )44 耐液体介质性《色漆和清漆耐液体介质的测定》( GB/T 9274-1988 )45 耐碱性《建筑涂料涂层耐碱性的测定》( GB/T 9265-2009 )《海港工程混凝土结构防腐蚀技术规范》( JTJ 275-2000 中附录 C.1 )46 耐油性《漆膜耐油性测定法》( HG/T 3343-1985 )47 绝缘漆耐油性《绝缘漆漆膜耐油性测定法》( HG/T 3857-2006 )48 巴克霍尔兹压痕试验《色漆和清漆巴克霍尔兹压痕试验》( GB/T 9275-2008 ) / ( ISO 2815:2003 )49 耐划痕性《色漆和清漆划痕试验》( GB/T 9279-2007 ) / ( ISO 1518:1992 )50 耐码垛性《色漆和清漆耐码垛性试验》( GB/T 9280-2008 ) / ( ISO 4622:1992 )51 漆基软化点《色漆和清漆用漆基软化点的测定环球法》( GB/T 9284-1988 )52 杯突试验《色漆和清漆杯突试验》( GB/T 9753-2007 ) / ( ISO 1520:2006 )53 光泽《色漆和清漆不含金属颜料的色漆漆膜之 20 °、 60 ° 85 °镜面光泽的测定》( GB/T 9754-2007 ) / ( ISO 2813:1994 )54 铅含量《色漆和清漆“可溶性金属含量的测定”第 1 部分:铅含量的测定火焰原子吸取光谱法和双硫腙分光光度法》( GB/T 9758.1-1988 )《锌粉》( GB/T 6890-2000 中附录 C )55 镉含量《色漆和清漆“可溶性金属含量的测定”第 4 部分:镉含量的测定火焰原子吸取光谱法和极谱法》( GB/T 9758.4-1988 )《锌粉》( GB/T 6890-2000 中附录 E )56 六价铬含量《色漆和清漆“可溶性”金属含量的测定第五部分:液体色漆的颜料部分或粉末状色漆中六价铬含量的测定二苯卡巴肼分光光度法》( GB/T 9758.5-1988 )《色漆和清漆“可溶性”金属含量的测定第五部分:液体色漆的颜料部分或粉末状色漆中六价铬含量的测定二苯卡巴肼分光光度法》( ISO 3856.5:1984 )57 铬含量《色漆和清漆“可溶性金属含量的测定”第 6 部分:色漆的液体部分中铬总含量的测定火焰原子吸取光谱法》( GB/T 9758.6-1988 )58 汞含量《色漆和清漆“可溶性金属含量的测定”第 7 部分:色漆的颜料部分和水可稀释漆的液体部分的汞含量的测定火焰原子吸取光谱法》( GB/T 9758.7-1988 )59 铁含量《锌粉》( GB/T 6890-2000 中附录 D )60 耐沾污性《建筑涂料涂层耐沾污性试验方法》( GB/T 9780-2005 )61 酸性盐雾试验《人造气氛腐蚀试验盐雾试验》( GB/T 10125-1997 )《人造环境中的腐蚀试验盐雾试验》( ISO 9227:2006 )62 船舶漆耐盐水性《船舶漆耐盐水性的测定盐水和热盐水浸泡法》( GB/T 10834-2008 )63 漆膜颜色《涂膜颜色的测量方法第一部分:原理》( GB/T 11186.1-1989 )、《涂膜颜色的测量方法第二部分:颜色测量》( GB/T 11186.2-1989 )、《涂膜颜色的测量方法第三部分:色差计算》( GB/T 11186.3-1989 )《色漆和清漆色漆的目视比色》( GB/T 9761-2008 ) / 《色漆和清漆色漆的目视比色》 (ISO 3668:1998)64 总铅含量《色漆和清漆总铅含量的测定火焰原子吸收光谱法》( GB/T 13452.1-1992 )65 漆膜厚度《色漆和清漆漆膜厚度的测定》( GB/T 13452.2-2008 ) / (ISO 2808:2007)66 丝状腐蚀试验《色漆和清漆钢铁表面上涂膜的耐丝状腐蚀试验》( GB/T 13452.4-2008 )《色漆和清漆耐丝状腐蚀的测定第 1 部分 : 钢结构》 (ISO 4623-1:2000)67 粉末涂料烘烤时质量损失《粉末涂料第 7 部分:烘烤时质量损失的测定法》( GB/T 21782.7-2008 ) / ( ISO 8130-7:1992 )68 拉伸性能《硫化橡胶或热塑性橡胶拉伸应力应变性能的测定》( GB/T 528-1998 )《建筑防水涂料试验方法》( GB/T 16777-2008 中 9 )69 粘结强度《建筑防水涂料试验方法》( GB/T 16777-2008 中 7 、 8 )《海港工程混凝土结构防腐蚀技术规范》( JTJ 275-2000 中附录 C.3 )70 撕裂强度《建筑防水涂料试验方法》( GB/T 16777-2008 中 10 )71 定伸时老化《建筑防水涂料试验方法》( GB/T 16777-2008 中 11 )72 加热伸缩率《建筑防水涂料试验方法》( GB/T 16777-2008 中 12 )73 低温柔性《建筑防水涂料试验方法》( GB/T 16777-2008 中 13 )74 低温弯折性《建筑防水涂料试验方法》( GB/T 16777-2008 中 14 )75 不透水性《建筑防水涂料试验方法》( GB/T 16777-2008 中 15 )76 电阻率《石油罐导静电涂料电阻率测定法》( GB/T 16906-1997 )77 胶化时间《热固性粉末涂料在给定温度下胶化时间的测定》( GB/T 16995-1997 )78 二异氰酸酯单体含量《色漆和清漆用漆基异氰酸酯树脂中二异氰酸酯单体的测定》( GB/T 18446-2009 )79 玻璃化温度《塑料差示扫描量热法 (DSC) —第 2 部分:玻璃化转变温度的测定》( GB/T 19466.2-2004 ) / 《塑料—差示扫描量热法 (DSC) —第 2 部分:玻璃化转变温度的测定》( ISO 11357-2:1999 )《色漆和清漆用漆基—玻璃化转变温度的测定》( ISO 16805:2003 )80 异氰酸酯基含量《聚氨酯预聚体中异氰酸酯基含量的测定》( HG/T 2409-1992 )81 脱漆剂脱漆效率《脱漆剂脱漆效率测定法》( HG/T 2881-1997 )82 催干剂催干性能《催干剂催干性能测定法》( HG/T 2882-1997 )83 击穿强度《绝缘漆漆膜击穿强度测定法》( HG/T 3330-1980 ( 1985 ))84 体积电阻、表面电阻《绝缘漆漆膜体积电阻系数和表面电阻系数测定法》( HG/T 3331-1978 )85 电泳漆电导率《电泳漆电导率测定法》( HG/T 3335-1977 ( 1985 ))86 电泳漆泳透力《电泳漆泳透力测定法》( HG/T 3336-1977 ( 1985 ))《电泳漆泳透力测定法(钢管法)》( HG/T 3339-1979 ( 1985 ))87 吸水率《漆膜吸水率测定法》( HG/T 3344-1985 )88 绝缘漆吸水率《绝缘漆漆膜吸水率测定法》( HG/T 3856-2006 )89 水分《稀释剂、防潮剂水分测定法》( HG/T 3858-2006 )90 白化性《稀释剂、防潮剂白化性测定法》( HG/T 3859-2006 )91 挥发性《稀释剂、防潮剂挥发性测定法》( HG/T 3860-2006 )92 胶凝数《稀释剂、防潮剂胶凝数测定法》( HG/T 3861-2006 )93 涂层耐冻融循环性《建筑涂料涂层耐冻融循环性测定法》( JG/T 25-1999 )94 抗氯离子渗透性《海港工程混凝土结构防腐蚀技术规范》( JTJ 275-2000 中附录 C.2 )95 粒度分布《粉末涂料第 13 部分:激光衍射法分析粒径分布》( ISO 8130-13:2001 )( GB/T 21782.13-2009 )96 流动性《粉末涂料第 5 部分 : 粉末 / 空气混合物流动特性的测定》 (ISO 8130-5:1992)97 异氰酸酯单体含量《色漆和清漆用漆基—异氰酸酯树脂中单体二异氰酸酯的测定》( ISO 10283:2007 )98 VOC 含量《化学试剂气相色谱法通则》( GB/T 9722-2006 )《色漆和清漆挥发性有机化合物 (VOC) 含量的测定差值法》( GB/T 23985-2009 ) (ISO11890-1:2007)《色漆和清漆挥发性有机化合物 (VOC) 含量的测定气相色谱法》( GB/T 23986-2009 ) (ISO11890-2:2006)《色漆和清漆低 VOC 乳胶漆中挥发性有机化合物 ( 罐内 VOC) 含量的测定》( GB/T 23984-2009 )( ISO 17895:2005 )99 分子量及分子量分布《色漆和清漆用漆基—凝胶渗透色谱 (GPC) —第 1 部分:四氢呋喃 (THF) 作为洗脱剂》( ISO 13885-1:2008 )100 MEQ 值《色漆、清漆和清基水性涂料和漆基 MEQ( 毫克当量 ) 值的测定》( ISO 15880:2000 )101 含水量《气相色谱法测水稀释性涂料含水量》( ASTM D3792-2005 )102 耐溶剂擦拭性《用溶剂擦拭法测定硅酸乙酯(无机)富锌底漆的耐 MEK 擦拭性》( ASTM D4752-2003 )《采用溶剂擦拭法测定有机涂料耐溶剂擦拭性》( ASTM D5402-2006 )《涂料耐溶剂擦拭性测定法》( GB/T 23989-2009 )103 残留单体含量《毛细柱气相色谱法测定(苯丙)乳液中残留单体的含量》( ASTM D4827-2003 )104 T 弯《预涂漆试板涂层弯曲试验方法》( ASTM D4145-83 ( 2002 ))《卷材涂料试验方法第 7 部分:弯曲时涂层抗开裂试验( T 弯试验)》( DIN EN 13523-7-2001 )105 抗石击性《试验方法标准涂层抗石击性》( ASTM D 3170-03 )《 Erichsen 抗石击性测试仪规范》( VDA 621427 )《表面涂层耐石击性试验》( SAE J400-2002 )106 涂料鉴定《红外光谱分析方法通则》( GB/T 6040-2002 )107 金属元素含量《化学试剂火焰原子吸收光谱法通则》( GB/T 9723-2007 )108 化学元素含量《原子吸收光谱分析法通则》( GB/T 15337-2008 )109 对比率《白色和浅色漆对比率的测定》( GB/T 23981-2009 )110 抗粘连性《木器涂料抗粘连性测定法》( GB/T 23982-2009 )111 耐黄变性《木器涂料耐黄变性测定法》( GB/T 23983-2009 )112 苯、甲苯、乙苯和二甲苯含量《涂料中苯、甲苯、乙苯和二甲苯含量的测定气相色谱法》( GB/T 23990-2009 )113 可溶性有害元素含量《涂料中可溶性有害元素含量的测定》( GB/T 23991-2009 )114 氯代烃含量《涂料中氯代烃含量的测定气相色谱法》( GB/T 23992-2009 )115 甲醛含量《水性涂料中甲醛含量的测定乙酰丙酮分光光度法》( GB/T 23993-2009 )116 施工性 ( 重涂适应性 )GB/T 6748-2008 中 5.14 ; GB/T 9755-2001 中 5.4 ;HG/T 2592-94 中 6.3 ; JG/T 3049-1998 中 5.5HG/T 3346-1999 中 4.9117 初期干燥抗裂性GB/T 9779-2005 中 5.6 ; JG/T 24-2000 中 6.8 118 容器中状态GB 9755-2001 中 5.3 ;HG/T 2594-94 中 6.1 ; JG/T 3049-1998 中 5.4 119 鲜映性GB/T 13492-92 中 5.15120 渗色性 ( 耐硝基漆性 )GB/T 13493-92 中 4.18 ; HG/T 2009-91 中 4.9 ; HG/T 2576-94 中附录 C ; HG/T 2594-94 中6.8 ; HG 2239-91 中 4.11 ; HG/T 3354-1987 中 3.9121 筛余物HG/T 2006-2006 中 5.5122 溶剂可溶物中硝基HG/T 2277-92 中 4.14 ; HG/T 2592-94 中 6.12123 溶剂可溶物组成HG/T 2594-94 中附录 C124 适用期HG/T 2661-95 中 4.16 ; HG/T 2884-1997 中 4.9 ;HG/T 3668-2000 中 5.9125 白度JC/T 423-91 中 5.8126 耐干擦性JC/T 423-91 中 5.12127 溶解性HG/T 3380-1987 中 3.3128 混合性HG/T 2884-1997 中 4.5129 透水性GB/T 9779-2005 中 5.9130 苯酐含量HG/T 2453-93 中 6.14 ; HG/T 2576-94 中附录 D 131 不粘胎干燥时间GA/T 298-2001 中 6.1.5132 玻璃珠撒布试验GA/T 298-2001 中 6.1.13133 玻璃珠牢固附着率GA/T 298-2001 中 6.1.14134 环氧树脂检验HG/T 2884-1997 中 4.13 ; HG/T 3668-2000 中 5.14 135 耐砂浆性HG/T 3792-2005 中 5.19136 溶剂可溶物氟含量HG/T 3792-2005 中附录 B137 树脂中 PVDF 树脂含量H G/T 3793-2005 中附录 A138 动态抗开裂性JG/T 157-2004 中附录 B139 泳透力HG/T 3952-2007 中 5.4.2.7140 L- 效果HG/T 3952-2007 中 5.4.2.8141 Gel 分率HG/T 3952-2007 中 5.4.3.12142 热稳定性《颜料在烘干型漆料中热稳定性的比较》( GB/T 1711-1989 )143 密度《颜料密度的测定比重瓶法》( GB/T 1713-2008 ) / 《颜料和体质颜料通用试验方法第 10 部分:密度的测定比重瓶法》 (ISO 787-10:1993)144 水悬浮液 pH 值《颜料水悬浮液 pH 值的测定》( GB/T 1717-1986 )145 颜色《颜料颜色的比较》( GB/T 1864-1989 )146 水溶物《颜料水溶物测定冷萃取法》( GB/T 5211.1-2003 )《颜料水溶物测定热萃取法》( GB/T 5211.2-2003 )147 105 ℃挥发物《颜料在 105 ℃挥发物的测定》( GB/T 5211.3-1985 )148 装填体积和表观密度《颜料装填体积和表观密度的测定》( GB/T 5211.4-1985 )149 颜料耐性《颜料耐性测定法》( GB/T 5211.5-2008 )150 水溶硫酸盐、氯化物和硝酸盐《颜料水溶硫酸盐、氯化物和硝酸盐的测定》( GB/T 5211.11-2008 ) (ISO 787-13:2002)151 水萃取液电阻率《颜料水萃取液电阻率的测定》( GB/T 5211.12-2007 )152 水萃取液酸碱度《颜料水萃取液酸碱度的测定》( GB/T 5211.13-1986 )153 筛余物《颜料筛余物的测定机械冲洗法》( GB/T 5211.14-1988 )《颜料筛余物的测定水法手工操作》( GB/T 5211.18-1988 )《颜料筛余物测定法》( HG/T 3852-2006 )154 吸油量《颜料吸油量的测定》( GB/T 5211.15-1988 )155 消色力《白色颜料消色力的比较》( GB/T 5211.16-2007 )( ISO 787-17:2002 )156 白色颜料对比率《白色颜料对比率(遮盖力)的比较》( GB/T 5211.17-1988 )157 遮盖力《颜料遮盖力测定法》( HG/T 3851-2006 )158 相对着色力和冲淡后颜色《着色颜料的相对着色力和冲淡色的测定目视比较法》( GB/T 5211.19-1988 )159 易分散程度《颜料易分散程度的比较振荡法》( GB/T 9287-1988 )160 相对着色力、相对散射力《着色颜料相对着色力和白色颜料相对散射力的测定光度计法》( GB/T 13451.2-1992 )161 干粉耐热性《颜料干粉耐热性测定法》( HG/T 3853-2006 )162 流动度《颜料流动度测定法》( HG/T 3854-2006 )163 二氧化钛含量GB/T 1706-2006 中 7.1164 硫酸钡和总锌量GB/T 1707-1995 中 5.1165 氧化锌含量GB/T 1707-1995 中 5.2 、 GB/T 3185-92 中 5.1 166 总铁含量GB/T 1863-2008 中 8.1167 铬酸铅GB/T 1863-2008 中 8.7168 总钙量GB/T 1863-2008 中 8.8169 有机着色物存在GB/T 1863-2008 中 8.9170 总铅含量GB/T 3184-2008 中 6171 金属物含量GB/T 3185-92 中 5.2172 氧化铅含量GB/T 3185-92 中 5.3.1173 锰的氧化物含量GB/T 3185-92 中 5.4.1174 氧化铜含量GB/T 3185-92 中 5.5.1175 二氧化硅含量HG/T 3007-1999(2007) 中 5.3 ; HG/T 3006-86(2007) 中 2.2176 氧化钡含量HG/T 3007-1999(2007) 中 5.1177 三氧化二硼含量HG/T 3007-1999(2007) 中 5.2178 水可溶分HG/T 3007-1999(2007) 中 5.4179 盐酸不溶物含量GB/T 3185-92 中 5.6180 灼烧减量GB/T 3185-92 中 5.7 ; HG/T 2248-91 中 5.5181 干粉白度182 油膜白度作为广东省质量技术监督局授权的广东省内最早专门从事涂料检测的质检机构,涂料室自1983 年成立以来一直承担着涂料、油墨、颜料及助剂常规性能测定;作为专业的检测机构涂料室拥有多名资深的专业检测人员,配备有相应性能的检测室,如样品制备室、喷涂制样室、恒温恒湿实验室、光学性能实验室、漆膜耐腐蚀性测试室、漆膜耐老化性能测试室等;并且拥有先进齐备的检测仪器设备约五十多台,可对涂料、油墨等产品进行各种性能的检测;通过国家实验室认可的检测标准参数有140 项,检测与检验的产品包括汽车涂料、内外墙建筑涂料、木器涂料、建筑防水涂料、钢结构涂料、各类防腐涂料、地坪涂料、家电用粉末涂料、稀释剂等。
国家涂料术语和技术质量标准大全

国家涂料术语和技术质量标准大全国家涂料术语和技术质量标准大全GB/T 18178-2000 水性涂料涂装体系选择通则GB/T 18570.10-2005 涂覆涂料前钢材表面处理表面清洁度的评定试验第10部分:水溶性氯化物的现场滴定测定法GB/T 18570.2-2001 涂覆涂料前钢材表面处理表面清洁度的评定试验清理过的表面上氯化物的实验室测定GB/T 18570.3-2005 涂覆涂料前钢材表面处理表面清洁度的评定试验第3部分:涂覆涂料前钢材表面的灰尘评定(压敏粘带法) GB/T 18570.4-2001 涂覆涂料前钢材表面处理表面清洁度的评定试验涂覆涂料前凝露可能性的评定导则GB/T 18570.5-2005 涂覆涂料前钢材表面处理表面清洁度的评定试验第5部分:涂覆涂料前钢材表面的氯化物测定(离子探测管法) GB/T 18570.6-2005 涂覆涂料前钢材表面处理表面清洁度的评定试验第6部分:可溶性杂质的取样Bresle法GB/T 18570.8-2005 涂覆涂料前钢材表面处理表面清洁度的评定试验第8部分:湿气的现场折射测定法GB/T 18570.9-2005 涂覆涂料前钢材表面处理表面清洁度的评定试验第9部分:水溶性盐的现场电导率测定法GB/T 18593-2001 熔融结合环氧粉末涂料的防腐蚀涂装GB/T 19816.4-2005 涂覆涂料前钢材表面处理喷射清理用金属磨料的试验方法第4部分:表观密度的测定GB 19457.2-2004 危险货物涂料包装检验安全规范使用鉴定GB/T 14522-2008 机械工业产品用塑料、涂料、橡胶材料人工气候老化试验方法荧光紫外灯GB/T 14522-2008 机械工业产品用塑料、涂料、橡胶材料人工气候老化试验方法荧光紫外灯GB 16359-1996 放射性发光涂料的放射卫生防护标准GB 4805-1994 食品罐头内壁环氧酚醛涂料卫生标准GB/T 16906-1997 石油罐导静电涂料电阻率测定法GB 12441-2005 饰面型防火涂料GB 14907-2002 钢结构防火涂料GB 18581-2001 室内装饰装修材料溶剂型木器涂料中有害物质限量GB 18582-2001 室内装饰装修材料内墙涂料中有害物质限量GB 18582-2008 室内装饰装修材料内墙涂料中有害物质限量GB 2705-92 涂料产品分类、命名和型号GB/T 10664-2003 涂料印花色浆色光、着色力及颗粒细度的测定GB/T 13491-1992 涂料产品包装通则GB/T 13491-92 涂料产品包装通则GB/T 16592-1996 粉末涂料烘烤时质量损失的测定GB/T 16995-1997 热固性粉末涂料在给定温度下胶化时间的测定GB/T 1723-1993 涂料粘度测定法GB/T 1723-93 涂料勃度测定法GB/T 18446-2001 气相色谱法测定氨基甲酸酯预聚物和涂料溶液中未反应的甲苯二异氰酸酯(TDI)单体GB/T 20623-2006 建筑涂料用乳液GB/T 21088-2007 建筑涂料水性助剂的分类与定义GB/T 2705-1992 涂料产品分类命名和型号GB/T 2705-2003 涂料产品分类和命名GB/T 9272-2007 色漆和清漆通过测量干涂层密度测定涂料的不挥发物体积分数GB/T 9750-1998 涂料产品包装标志GB/T 9755-2001 合成树脂乳液外墙涂料GB/T 9756-2001 合成树脂乳液内墙涂料GB/T 9757-2001 溶剂型外墙涂料GB 12441-1998 饰面型防火涂料通用技术条件GB 15442.1-1995 饰面型防火涂料防火性能分级及试验方法防火性能分级GB 9265-1988 建筑涂料涂层耐碱性的测定法GB 9269-1988 建筑涂料粘度的测定斯托默粘度计法GB 9269-1988 建筑涂料粘度的测定斯托默粘度计法GB/T 15442.2-1995 饰面型防火涂料防火性能分级及试验方法大板燃料法GB/T 15442.3-1995 饰面型防火涂料防火性能分级及试验方法隧道燃烧法GB/T 15442.4-1995 饰面型防火涂料防火性能分级及试验方法小室燃烧法GB/T 16777-1997 建筑防水涂料试验方法GB/T 19250-2003 聚氨酯防水涂料GB/T 9779-2005 复层建筑涂料GB/T 9780-2005 建筑涂料涂层耐沾污性试验方法GB 7788-1987 船舶及海洋工程阳极屏涂料通用技术条件GB/T 14528-93 船舶涂料修补性能测定法GB/T 14616-1993 机舱舱底涂料通用技术条件GB/T 16168-1996 海洋结构物大气段用涂料加速试验方法GB/T 7788-2007 船舶及海洋工程阳极屏涂料通用技术条件GB/T 2679.11-1993 纸和纸板中无机填料和无机涂料的定性分析电子显微镜/X射线能谱法GB/T 2679.11-1993 纸和纸板中无机填料和无机涂料的定性分析电子显微镜/X射线能谱法GB/T 2679.12-1993 纸和纸板中无机填料和无机涂料的定性分析化学法GB/T 2679.12-1993 纸和纸板中无机填料和无机涂料的定性分析化学法JB/T 7706-1995 有机涂料刷涂通用技术规范JB/T 9199-1999 防渗涂料技术条件JB/T 23-2001 建筑涂料涂层试板的制备JB/T 3998-1999 涂料流平性刮涂测定法JB/T 4007-1999 熔模铸造涂料试验方法JB/T 5072-1991 热处理保护涂料一般技术要求JB/T 5107-1991 砂型铸造用涂料试验方法JB/T 9226-1999 砂型铸造用涂料HG/T 3792-2005 交联型氟树脂涂料HG/T 3950-2007 抗菌涂料HG/T 2002-1991 涂料用过氯乙烯树脂HG/T 2006-1991 电冰箱用粉涂料HG/T 2458-1993 涂料产品检验、运输和贮存通则HG/T 2458-93 涂料产品检验、运输和贮存通则HG 2002-91 涂料用过氯乙烯树脂SY/T 0457-2000 钢质管道液体环氧涂料内防腐层技术标准SH 3022-1999 工业设备和管道涂料防腐蚀技术规范JC/T 1040-2007 建筑外表面用热反射隔热涂料JC/T 423-1991 水溶性内墙涂料JC/T 894-2001 聚合物水泥防水涂料JG/T 172-2005 弹性建筑涂料JG/T 224-2007 建筑用钢结构防腐涂料JG/T 26-2002 外墙无机建筑涂料JG/T 24-2000 合成树脂乳液砂壁状建筑涂料JG/T24-2000YB/T 134-1998 高温红外辐射涂料DL/T 693-1999 烟囱混凝土耐酸防腐蚀涂料SJ/T 10674-1995 涂料涂覆通用技术条件SJ/T 11294-2003 防静电地坪涂料通用规范SJ/T 10343-1993 黑白显像管用有机膜涂料SJ/T 10342-1993 电子工业用X34-10和X34-11自粘性涂料GA 98-1995 预应力混凝土楼板防火涂料通用技术条件GA 98-2005 混凝土结构防火涂料GA 181-1998 电缆防火涂料通用技术条件TB/T 2879.2-1998 铁路机车车辆涂料及涂装第2部分:涂料检验方法TB/T 2879.6-1998 铁路机车车辆涂料及涂装第6部分:涂装质量检查和验收规程TB/T 2879.1-1998 铁路机车车辆涂料及涂装第1部分:涂料供货技术条件TB/T 2879.3-1998 铁路机车车辆涂料及涂装第3部分:金属和非金属材料表面处理技术条件TB/T 2879.4-1998 铁路机车车辆涂料及涂装第4部分:货车防护和涂装技术条件TB/T 2879.5-1998 铁路机车车辆涂料及涂装第5部分:客车和牵引动力车的防护和涂装技术条件JT/T 280-2004 路面标线涂料JT/T 535-2004 路桥用水性沥青基防水涂料DB 31/T 15-1998 健康型建筑内墙涂料DB 32/T 195-1998 外墙涂料工程施工及验收规程DBJ 01-54-2001 检验评定标准界面渗透型防水涂料质量DBJ 08-205-92 外墙涂料工程施工及验收规程DBJ 08-28-92 水性石棉沥青防水涂料屋面工程应用技术规程DBJ/T 01-57-2001 建筑外墙弹性涂料应用技术规程DB/TJ 08-504-2000 外墙涂料工程应用技术规程。
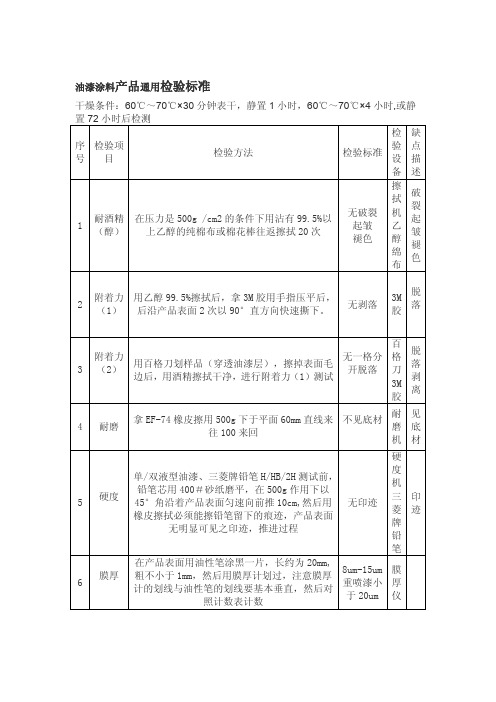
油漆涂料产品通用检验标准
无脱落 无裂开 无起泡
无脱落 无裂开 无起泡
40℃RH95%的溶器里 240 小时
橄 起 榄 泡 油
干燥条件:65°±5°×30 分钟,静置 72H 后进行检测性能 序 检验项 检验方法 检验标准 号 目 1 喷涂外 观 手喷除油后铝镁片目视外观 无外观不良
检验设 备 目视
缺点描 述 不光滑 有瑕疵 裂纹 起皱 褪色
8
耐水
9
温度冲 将样品在如下环境中放置,-40℃放置 击 30min,25℃放置 30min70℃放置 30min,25℃放 置 30mins,依次进行,共 5 个循环
无脱落 无裂开 无起泡
10
防褪色 用铝铂覆盖产品表面一半,后用 20W 紫外线距 15cm 照射 72 小时
不褪色
零下 40℃放置 2 小时,经 1 小时升高到 温度湿 11 70℃RH90%, 放置 2 小时, 然后 1 小时降到零下 度 40℃,依次循环 40 次,共 240 小时
5
硬度
单/双液型油漆、三菱牌铅笔 H/HB/2H 测试前, 铅笔芯用 400#砂纸磨平,在 500g 作用下以 45°角沿着产品表面匀速向前推 10cm,然后用 无印迹 橡皮擦拭必须能擦铅笔留下的痕迹,产品表面 无明显可见之印迹,推进过程
6
膜厚
在产品表面用油性笔涂黑一片,长约为 20mm, 8um-15um 膜 粗不小于 1mm,然后用膜厚计划过,注意膜厚 重喷漆小 厚 计的划线与油性笔的划线要基本垂直,然后对 于 20um 仪 照计数表计数
2
耐酒精 (醇)
3
附着力4耐磨性5源自硬度6光泽度
在压力是 1000g /cm2 的条件 下用沾有 95%以上乙醇的纯 无裂纹起皱, 耐磨机 棉布或棉花棒往返擦拭 20 褪色 次 右手持百格刀施力均匀,水 平于产品上横竖划切成百格 状,用 3M610 胶纸施 500g 不可有 5% 力贴于产品百格处(不可有 以上的脱落 百格刀 气泡,贴斜)待 3 分钟后以 90°迅速揭起 3 次。(胶纸 只可使用 1 次) 用 EF-74#橡皮擦用 2 175gf/cm 的力在产品表面 不见底材 5cm 直线磨擦 50 次,一个来 无变色 耐磨机 回算一次,周期 2 秒,涂层 表面无见底材。 三菱牌铅笔 H,测试前铅笔 芯用 400#砂纸磨平,在 500g 作用下以 45°角沿着 产品表面匀速向前推 8cm, 无划伤 硬度机 然后用橡皮擦拭必须能擦铅 笔留下的痕迹,产品表面无 明显可见之印迹. 与色板对比 测试前将样品用无尘纸擦拭 (目视不明 干净,测试时选取大于测试 光泽仪 显) 孔径的被测区 用产品平面对准色差仪测色 孔不可漏光,点击确定后读 与色板对比 数, 银粉之涂料:△E≦1.0; 目视色差不 △L≦±0.7;△a≦±0.5; 明显 △b≤±0.5 (以目视为主);
(完整版)涂料检测国标
73
GB/T 9760-1988
色漆和清漆液体或粉末状色漆中酸萃取物的制备
74
GB/T 9761-2008
色漆和清漆色漆的目视比色
75
GB/T 9780-2005
建筑涂料涂层耐沾污性试验方法
76
GB/T 10125-1997
人造气氛腐蚀试验
77
GB/T 10834-2008
船舶漆耐盐水性的测定盐水和热盐水浸泡法
63
GB/T 9282.1-2008
透明液体以铂-钴等级评定颜色第1部分:目视法
64
GB/T 9283-2008
涂料用溶剂馏程的测定
65
GB/T 9284-1988
色漆和清漆用漆基软化点的测定环球法
66
GB/T 9286-1998
色漆和清漆漆膜的划格试验
67
GB/T 9754-2007
色漆和清漆不含金属颜料的色漆漆膜之20°、60°和85°镜面光泽的测定
色漆和清漆耐水性的测定法浸水法
33
GB/T 5210-2006
涂层附着力的测定法拉开法
34
GB/T 6739-2006
涂膜硬度铅笔测定法
35
GB/T 6040-2002
红外光谱分析方法通则
36
GB/T 6041-2002
质谱分析分析方法通则
37
GB/T 6461-2002
金属覆盖层对底材为阴极的覆盖层腐蚀试验后的电镀试样的评级
68
GB/T 9758.1-7- 1988
色漆和清漆“可溶性”金属含量的测定
69
GB/T 9722-2006
化学试剂气相色谱法通则
刷漆、涂料标准
通知近期生产部要求各车间在原有基础上进一步美化现场环境、提升公司整体形象。
但是在刷涂料、刷漆过程标准不统一,为此现通知如下:一、刷漆标准:1.中控路以北(主指1#线)墙体为刷黄白相间涂料,黄白中间一1.5-2cm黑线间隔或以灰缝刷黑漆间隔;2.中控路以南(含机电修)墙体为刷灰白相间涂料,灰白中间一1.5-2cm黑线间隔或以灰缝刷黑漆间隔;以5000T窑尾电力室为标准;3.窑墩、均化库墙面刷黄色涂料,各设备水泥基础底座刷黄色漆;4.窑筒体风机刷银粉漆;5.窑大齿圈罩子刷灰漆;6.三次风管及预热器五级筒体刷耐高温银粉漆,预热器立柱刷蓝色;7.大型风机电机刷蓝色;8.各种风机壳体刷银粉漆;9.收尘器、拉链机、螺旋铰刀、回转下料器壳体刷蓝色;10.电机减速机、风机对轮罩刷黄漆;11.提升机壳体刷灰色;12.皮带机桁架支腿、管子刷深灰漆,皮带防雨罩刷蓝色漆;13.路灯杆刷白色,以中控路两侧灯杆为标准;14.楼梯扶手、栏杆:栏杆扶手及楼梯扶手刷黑黄相间漆,一孔黄一孔黑,楼梯台阶刷灰色,其余刷黄色,踢脚板刷黄色;15.压缩空气管道及储气罐刷蓝色;16.消防管道刷红色;17.防撞栏杆、隔离带,路墩刷黄黑相间油漆;18.未提及设备、设施原则上考虑设备原色,应注意公司整体形象、美观、统一。
二、刷漆、刷涂料注意事项:1.刷漆前应注意遮盖原设备铭牌,禁止损毁原设备铭牌数据,方便以后查看。
2.刷漆、刷涂料前注意清理浮灰、除锈、去除剥落的油漆、涂料,以使刷漆、刷涂料效果更加持久,车间主任负责检查刷漆前处理的检查。
3.储存、勾兑、及使用油漆过程中注意防火、防爆,做好人员防护工作。
以上规定望各车间在美化设备环境过程中严格执行。
设备技术处2017-10-10。
油漆涂料标准大全一
油漆涂料标准大全一-CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN油漆涂料标准大全一、建筑涂料1. 内墙乳胶漆 GB/T9756-20012. 外墙乳胶漆 GB/T9755-20013. 外墙弹性涂料应用技术规程 DBJ01-57-20014. 外墙无机建筑涂料 JG/T26-20025. 溶剂型外墙涂料 GB/T9757-20016. 复层建筑涂料 GB/T9779-20057. 合成树脂乳液砂壁状建筑涂料 JG/T24-20028. 弹性建筑涂料 JG/T172-20059. 交联型氟树脂涂料 HG/T3792-200510. 热熔型氟树脂(PVDF)涂料 HG/T3793—200511. 外墙外保温用环保型硅丙乳液复层涂料 JG/T206-200712. 合成树脂幕墙 JG/T205-200713. 建筑内外墙用底漆 JG/T210-2007二、功能涂料1. 建筑反射隔热涂料 JG/T235-20082. 建筑外表面用热反射隔热涂料 JC/T1040-20073. 抗菌涂料 HG/T3950-20074. 建筑涂料用乳液 GB/T20623-20065. 防涂鸦抗粘贴涂料报批6. 建筑玻璃用透明隔热涂料报批三、防腐涂料混凝土防腐涂料1. 海港工程混凝土结构防腐蚀技术规程 JTJ275-20002. 混凝土桥梁结构表面涂层防腐技术条件 JT/T695-20073. 火力发电厂烟囱(烟道)内衬防腐材料 DL/T901-20044. 烟囱混凝土耐酸耐腐蚀涂料 DL/T693-19995. 水电水利工程金属结构设备防腐蚀技术规程 DL/L5358-2006 钢结构防腐1. 建筑用钢结构防腐涂料 JG/T224-20072. 交通钢构件聚苯胺防腐涂料 JT/T657-20063. 钢结构桥梁漆 HG/T3656-19994. 铁路钢桥保护涂装 TB/T1527-20045. 富锌底漆 HG/T3668-20006. 喷涂聚脲防护材料 HG/T3831-20067. 交通钢结构聚苯胺防腐涂料 JT/T695-2006石油防腐1. 钢质石油储罐防腐工程技术规程 GB50393-20082. 钢制储罐液体环氧涂料内防腐层技术标准 SY/T0319-19983. 钢制管道液体环氧涂料内防腐层技术标准 SY/T0457-20004. 管道无溶剂聚氨酯涂料内外防腐层技术规范 SY/T4106-2005 船用漆1. 船底防锈通用技术条件 GB13351-19922. 船用防锈漆通用技术条件 GB6748-19863. 船壳漆 GB/T6745-20084. 船用油舱漆 GB/T6746-20085. 船用车间底漆 GB/T6747-20086. 船用防锈漆 GB/T6748-20087. 船舶压载舱漆 GB/T6823-19868. 货舱漆 GB/T9262-1988铁路客运1. 客运专线铁路CRTSI型板式无砟轨道水泥乳化沥青砂浆暂行技术条件2. 客运专线铁路CRTSII型板式无砟轨道水泥图画沥青砂浆暂行技术条件3. 京沪高速铁路桥梁混凝土桥面喷涂聚脲防水层暂行技术条件4. 铁路钢桥保护涂装 TB/T1527-2004其它防腐涂料1. 环氧涂层钢筋 JG/T3042-19972. 热固性粉末涂料 HG/T2006-20063. 各色醇酸调合漆 HG/T2455-19934. 氯化橡胶防腐涂料 HG/T2798-19965. 氯磺化聚乙烯防腐涂料(双组分)底漆/面漆 HG/T2661-19956. 环氧沥青防腐涂料(分装) HG/T2884-19977. 彩色涂层钢板及钢带 GB/T12754—20068. 红丹醇酸防锈漆 HG/T3346-19999. 汽车用底漆 GB/T13493-199210. 各色汽车用面漆 GB/T13492-199211. 各色酚醛防锈漆 HG/T3345-199912. 卷材涂料 HG/T3830-200613. 铝粉有机硅烘干耐热漆(双组分) HG/T3362-200314. 有机硅烘干绝缘漆 HG/T3375-2003四、木器涂料1. 溶剂型聚氨酯涂料(双组分) HG/T2454-20062. 室内用水性木器涂料 HG/T3828-20063. 醇酸清漆 HG/T2453-19934. 各色醇酸磁漆 HG/T2576-19945. 硝基清漆 HG/T2592-19946. 丙烯酸清漆 HG/T2593-19947. 紫外线固化木器漆 HG/T3655-19998. 各色硝基外用磁漆 HG/T2277-19929. 各色硝基底漆 HG/T3355-2003五、配套材料腻子1. 外墙柔性腻子 GB/T23455-20092. 外墙外保温柔性耐水腻子 JG/T229-20073. 建筑室内用腻子 JG/T3049-19984. 建筑内墙用耐水腻子应用技术规程 DBJ01-48-20005. 建筑外墙用腻子 JG/T157-20046. 柔性耐水腻子 DBJ/T01-50-20027. 抗裂柔性腻子技术性能 DBJ/T01-60-20028. 各色醇酸腻子 HG/T3352-20039. 各色环氧酯腻子 HG/T3354-200310. 各色硝基腻子 HG/T3356-200311. 各色过氯乙烯腻子 HG/T3357-2003石膏1. 墙强粉刷石膏聚苯板外墙内保温施工技术规程 DBJ/T01-58-20012. 建筑石膏 GB9776-20083. 粉刷石膏 JC/T517-20044. 粘结石膏 JC/T1025-2007六、防水涂料1. 喷涂聚脲防水涂料 GB/T23446-20092. 聚合物水泥防水涂料 GB/T23445-20093. 聚氨酯防水涂料 GB/T19250-20034. 聚合物乳液建筑防水涂料 JC/T864-20085. 溶剂型橡胶沥青防水涂料 JC/T852-19996. 水乳型沥青防水涂料 JC/T408-20057. 道桥用防水涂料 JC/T975-20058. 聚合物水泥防水砂浆 JC/T984-20059. 路桥用水性沥青基防水涂料 JT/T535-200410. 建筑表面用有机硅防水剂 JC/T902-200211. 屋面工程技术规范 GB50345-200412. 水性渗透型无机防水剂 JC/T1018-200613. 建筑防水涂料用聚合物乳液 JC/T1017-200614. 沥青基防水卷材用基层处理剂 JC/T1069-2008七、地坪1. 自流平地面工程技术规程 JGJ/T175-20092. 地坪涂装材料 GB/T22374-20083. 地坪涂料 HG/T3829-20064. 环氧树脂地面涂层材料 JC/T1015-20065. 防静电地坪涂料通用规范 SJ/T11294-20036. 水泥地板用漆 HG/T2004-19917. 道路标线涂料 GA/T298-20018. 路面防滑涂料 JT/T712-20089. 石膏基自流平砂浆 JC/T1023-200710. 地面用水泥基自流平砂浆 JC/T985—2005八、密封胶1. 遇水膨胀止水胶报批2. 建筑用硅酮结构密封胶 GB16776-2005附件同硅酮结构胶的相容性 GB16776-2005附录A 复试项目基材同硅酮结构胶的剥离粘结性 GB16776-2005附录B标准状态下的拉伸粘结性 GB16776-2005邵式硬度 GB16776-2005石材幕墙的污染性 GB/3. 硅酮建筑密封胶 GB/T14683-20034. 聚硫建筑密封膏 JC483-20065. 聚氨酯建筑密封胶 JC/T482-20036. 中空玻璃用弹性密封胶 JC/T486-20017. 混凝土建筑接缝用密封胶 JC/T881-20018. 幕墙玻璃接缝用密封胶 JC/T882-20019. 石材用建筑密封胶 GB/T23261-200910. 彩色涂层钢板用建筑密封胶 JC/T884-200111. 建筑用防霉密封胶 JC/T885-200112. 中空玻璃用丁基热熔密封胶 JC/T914-200313. 道桥嵌缝用密封胶 JC/T976-200514. 丙烯酸酯建筑密封胶 JC/T484-200615. 建筑窗用弹性密封剂 JC/T485-200716. 水工建筑物塑性嵌缝密封材料技术标准 DL/T949-200517. 中空玻璃用复合密封胶条 JC/T1022-200718. 建筑门窗用密封胶条 JG/T187-200619. 水泥混凝土路面嵌缝密封材料 JT/T589-200420. 建筑玻璃-中空玻璃-第4部分: EN1279-4:2002边部密封胶物理性能测试方法21. 硅酮结构密封胶 ASTMC1184-0022. 弹性接缝密封胶 ASTMC920-0223. 建筑物建造-连接件-密封胶分类与要求 ISO11600:200224. 单组分聚氨酯泡沫填缝剂 JC/T936-2004九、无机胶粘剂1. 陶瓷墙地砖胶粘剂 JC/T547-20052. 陶瓷砖外墙用复合胶粘剂应用技术规程 DBJ01-37-19983. 混凝土界面处理剂 JC/T907-20024. 建筑用界面处理剂应用技术规程 DBJ/T01-40-19985. 陶瓷墙地砖填缝剂 JC/T1004-20066. 墙体饰面砂浆 JC/T1024-2007十、有机胶粘剂1. 干挂石材幕墙用环氧胶粘剂 JC887-20012. 非结构承载用石材胶粘剂 JC/T989-20063. 聚乙酸乙烯酯乳液木材胶粘剂 HG/T2727-19954. 半硬质聚氯乙烯块状塑料地板胶粘剂 JC/T550-20085. 木地板胶粘剂 JC/T636-19966. 水溶性聚乙烯醇缩甲醛胶粘剂 JC438-20067. 高分子防水卷材胶粘剂 JC863-2000 本文来源于化工资料下载网 , 原文地址:。
涂料产品完整规格型号及产品对应生产执行标准
BH2050水性环氧防渗 封闭底漆
BH2050,双组分,底漆,Ⅰ级
千克
BN8096超耐候天然真 BN8096,35L/50kg,外墙型 主
石漆
涂料
桶
BN8060仿石岩片漆
BN8060,35L/50kg,外墙型 主 涂料
桶
JG/T235-2014 JG/T235-2014 HG/T4343-2012 HG/T4343-2012 GB/T9755-2014 JG/T235-2014 JG/T172-2014 HG/T4343-2012 GB/T9755-2014 JG/T210-2018 JG/T210-2018 JG/T210-2018 JG/T210-2018 HG/T5057-2016 HG/T5057-2016 JG/T24-2018 JG/T24-2018
单位
吨 吨 吨 吨 千克 千克 千克 升
产品生产执行标 准
JG/T24-2018 JG/T172-2014 GB/T9756-2018 GB/T9756-2018 JG/T235-2014 JG/T235-2014 JG/T210-2018 JG/T210-2018
9001 墙面基层加固剂 CP9001-20L,外墙 S I型
GB/T9756-2018
GB/T9756-2018 JG/T172-2014 JG/T172-2014
JG/T172-2014
JG/T172-2014 JG/T172-2014
JG/T172-2014
JG/T172-2014
JG/T172-2014 JG/T172-2014 HG/T5173-2017 HG/T4343-2012 HG/T4343-2012
序号 一级分类 二级分类
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2. 钢制储罐液体环氧涂料内防腐层
SY/T0319-1998
技术标准
3. 钢制管道液体环氧涂料内防腐层 技术标准
SY/T0457-2000
4. 管道无溶剂聚氨酯涂料内外防腐Biblioteka SY/T4106-2005
层技术规范
船用漆
1. 船底防锈通用技术条件
GB13351-1992
2. 船用防锈漆通用技术条件
GB6748-1986
油漆涂料标准大全
一、建筑涂料 1. 内墙乳胶漆 2. 外墙乳胶漆 3. 外墙弹性涂料应用技术规程 4. 外墙无机建筑涂料 5. 溶剂型外墙涂料 6. 复层建筑涂料 7. 合成树脂乳液砂壁状建筑涂料 8. 弹性建筑涂料 9. 交联型氟树脂涂料 10. 热熔型氟树脂( PVDF)涂料 11. 外墙外保温用环保型硅丙乳液复
DBJ/T01-58-2001
GB9776-2008 JC/T517-2004 JC/T1025-2007
GB/T23446-2009 GB/T23445-2009 GB/T19250-2003 JC/T864-2008 JC/T852-1999 JC/T408-2005 JC/T975-2005
8. 聚合物水泥防水砂浆 9. 路桥用水性沥青基防水涂料 10. 建筑表面用有机硅防水剂 11. 屋面工程技术规范 12. 水性渗透型无机防水剂 13. 建筑防水涂料用聚合物乳液 14. 沥青基防水卷材用基层处理剂 七、地坪 1. 自流平地面工程技术规程 2. 地坪涂装材料 3. 地坪涂料 4. 环氧树脂地面涂层材料 5. 防静电地坪涂料通用规范 6. 水泥地板用漆 7. 道路标线涂料 8. 路面防滑涂料 9. 石膏基自流平砂浆 10. 地面用水泥基自流平砂浆 八、密封胶 1. 遇水膨胀止水胶 2. 建筑用硅酮结构密封胶
3. 钢结构桥梁漆
HG/T3656-1999
4. 铁路钢桥保护涂装
TB/T1527-2004
5. 富锌底漆
HG/T3668-2000
6. 喷涂聚脲防护材料
HG/T3831-2006
7. 交通钢结构聚苯胺防腐涂料
JT/T695-2006
石油防腐
1. 钢质石油储罐防腐工程技术规程
GB50393-2008
程 5. 建筑外墙用腻子 6. 柔性耐水腻子 7. 抗裂柔性腻子技术性能 8. 各色醇酸腻子 9. 各色环氧酯腻子 10. 各色硝基腻子 11. 各色过氯乙烯腻子 石膏 1. 墙强粉刷石膏聚苯板外墙内保温
施工技术规程 2. 建筑石膏 3. 粉刷石膏 4. 粘结石膏 六、防水涂料 1. 喷涂聚脲防水涂料 2. 聚合物水泥防水涂料 3. 聚氨酯防水涂料 4. 聚合物乳液建筑防水涂料 5. 溶剂型橡胶沥青防水涂料 6. 水乳型沥青防水涂料 7. 道桥用防水涂料
3. 船壳漆
GB/T6745-2008
4. 船用油舱漆
GB/T6746-2008
5. 船用车间底漆
GB/T6747-2008
6. 船用防锈漆
GB/T6748-2008
7. 船舶压载舱漆
GB/T6823-1986
8. 货舱漆
GB/T9262-1988
铁路客运
1. 客运专线铁路 CRTSI型板式无砟轨道水泥乳化沥青砂浆暂行技术
GB/T23455-2009 JG/T229-2007 JG/T3049-1998 DBJ01-48-2000
JG/T157-2004 DBJ/T01-50-2002 DBJ/T01-60-2002 HG/T3352-2003 HG/T3354-2003 HG/T3356-2003 HG/T3357-2003
条件
2. 客运专线铁路 CRTSII 型板式无砟轨道水泥图画沥青砂浆暂行技 术条件
3. 京沪高速铁路桥梁混凝土桥面喷涂聚脲防水层暂行技术
条件
4. 铁路钢桥保护涂装
TB/T1527-2004
其它防腐涂料
1. 环氧涂层钢筋
JG/T3042-1997
2. 热固性粉末涂料
HG/T2006-2006
3. 各色醇酸调合漆
层涂料 12. 合成树脂幕墙 13. 建筑内外墙用底漆 二、功能涂料 1. 建筑反射隔热涂料 2. 建筑外表面用热反射隔热涂料 3. 抗菌涂料 4. 建筑涂料用乳液 5. 防涂鸦抗粘贴涂料 6. 建筑玻璃用透明隔热涂料 三、防腐涂料 混凝土防腐涂料 1. 海港工程混凝土结构防腐蚀技术
规程 2. 混凝土桥梁结构表面涂层防腐技
术条件 3. 火力发电厂烟囱 (烟道) 内衬防腐
材料 4. 烟囱混凝土耐酸耐腐蚀涂料 5. 水电水利工程金属结构设备防腐
蚀技术规程 钢结构防腐 1. 建筑用钢结构防腐涂料 2. 交通钢构件聚苯胺防腐涂料
GB/T9756-2001 GB/T9755-2001 DBJ01-57-2001 JG/T26-2002 GB/T9757-2001 GB/T9779-2005 JG/T24-2002 JG/T172-2005 HG/T3792-2005 HG/T3793—2005 JG/T206-2007
9. 汽车用底漆
GB/T13493-1992
10. 各色汽车用面漆
GB/T13492-1992
11. 各色酚醛防锈漆 12. 卷材涂料 13. 铝粉有机硅烘干耐热漆(双组分) 14. 有机硅烘干绝缘漆 四、木器涂料 1. 溶剂型聚氨酯涂料(双组分) 2. 室内用水性木器涂料 3. 醇酸清漆 4. 各色醇酸磁漆 5. 硝基清漆 6. 丙烯酸清漆 7. 紫外线固化木器漆 8. 各色硝基外用磁漆 9. 各色硝基底漆 五、配套材料 腻子 1. 外墙柔性腻子 2. 外墙外保温柔性耐水腻子 3. 建筑室内用腻子 4. 建筑内墙用耐水腻子应用技术规
JC887-2001 JC/T989-2006 HG/T2727-1995 JC/T550-2008
JC/T636-1996 JC438-2006 JC863-2000
报批 GB16776-2005 GB16776-2005附录 A GB16776-2005附录 B GB16776-2005 GB16776-2005 GB/T13477.20-2002 GB/T14683-2003 JC483-2006 JC/T482-2003 JC/T486-2001 JC/T881-2001 JC/T882-2001 GB/T23261-2009 JC/T884-2001 JC/T885-2001 JC/T914-2003 JC/T976-2005 JC/T484-2006 JC/T485-2007 DL/T949-2005
JG/T205-2007 JG/T210-2007
JG/T235-2008 JC/T1040-2007 HG/T3950-2007 GB/T20623-2006 报批 报批
JTJ275-2000
JT/T695-2007
DL/T901-2004
DL/T693-1999 DL/L5358-2006
JG/T224-2007 JT/T657-2006
JC/T1022-2007 JG/T187-2006 JT/T589-2004 EN1279-4:2002
ASTMC1184-00 ASTMC920-02 ISO11600:2002
JC/T936-2004
JC/T547-2005 DBJ01-37-1998
JC/T907-2002 DBJ/T01-40-1998 JC/T1004-2006 JC/T1024-2007
复试 项目
术标准 17. 中空玻璃用复合密封胶条 18. 建筑门窗用密封胶条 19. 水泥混凝土路面嵌缝密封材料 20. 建筑玻璃 - 中空玻璃 - 第 4 部分 :
边部密封胶物理性能测试方法 21. 硅酮结构密封胶 22. 弹性接缝密封胶 23. 建筑物建造 - 连接件 - 密封胶分类
与要求 24. 单组分聚氨酯泡沫填缝剂 九、无机胶粘剂 1. 陶瓷墙地砖胶粘剂 2. 陶瓷砖外墙用复合胶粘剂应用技
JC/T984-2005 JT/T535-2004 JC/T902-2002 GB50345-2004 JC/T1018-2006 JC/T1017-2006 JC/T1069-2008
JGJ/T175-2009 GB/T22374-2008 HG/T3829-2006 JC/T1015-2006 SJ/T11294-2003 HG/T2004-1991 GA/T298-2001 JT/T712-2008 JC/T1023-2007 JC/T985—2005
HG/T2455-1993
4. 氯化橡胶防腐涂料
HG/T2798-1996
5. 氯磺化聚乙烯防腐涂料(双组分) HG/T2661-1995
底漆 / 面漆
6. 环氧沥青防腐涂料(分装)
HG/T2884-1997
7. 彩色涂层钢板及钢带
GB/T12754—2006
8. 红丹醇酸防锈漆
HG/T3346-1999
附件同硅酮结构胶的相容性
基材同硅酮结构胶的剥离粘结性
标准状态下的拉伸粘结性 邵式硬度 石材幕墙的污染性 3. 硅酮建筑密封胶 4. 聚硫建筑密封膏 5. 聚氨酯建筑密封胶 6. 中空玻璃用弹性密封胶 7. 混凝土建筑接缝用密封胶 8. 幕墙玻璃接缝用密封胶 9. 石材用建筑密封胶 10. 彩色涂层钢板用建筑密封胶 11. 建筑用防霉密封胶 12. 中空玻璃用丁基热熔密封胶 13. 道桥嵌缝用密封胶 14. 丙烯酸酯建筑密封胶 15. 建筑窗用弹性密封剂 16. 水工建筑物塑性嵌缝密封材料技
HG/T3345-1999 HG/T3830-2006 HG/T3362-2003 HG/T3375-2003
HG/T2454-2006 HG/T3828-2006 HG/T2453-1993 HG/T2576-1994 HG/T2592-1994 HG/T2593-1994 HG/T3655-1999 HG/T2277-1992 HG/T3355-2003