镀层附着力测试指导书
镀层附着力测试规范
鍍層附着力测试规范
编制:
审核:
批准:
生效日期:年月曰
修订记录
修订部门修订日期版本/版次页码修订早节内谷生效日期
品保课2013.5.10 A0 A1 2 增加修定记录2013.5.10 品保课2017.1.22 A1 A2 2 修改公司名称2017.1.22
1.目的:
为了更好地管控產品鍍層的附着力,規範測試方法,故增一附着力测试。
2.检验范围:
凡经化学镍制程之产品皆适用
3.权责:
所有品保人員
4.定义:
电镀後鍍層附着力测试
5.测试方法:5.1.将电镀产品定位面放置在手摇冲床模具下模(B),手摇轮(C)处向下至治具上模(A)贴合下模(B)然后手摇轮(C)处向上取出产品,以上,看折弯处
镀。
镀涂层检验作业指导书
涂镀层检验作业指导书F版文件编号:编制:审核:日期:分发号:一、目的:规范作业检验标准,保证产品质量。
二、适用范围:本规范适用于各种产品表面镀层以及外购件镀层的检验、验收标准。
三、内容:3.1、检验项目:A、外观质量;B、密合性(附着力);C、硬度;D、抗化学腐蚀性;E、抗螺丝冲击性能;F、厚度。
3.2、检验方法及判定标准。
3.2.1、外观检验:镀层外表应光亮、光滑无漏镀、无起皮。
3.2.2、密合性(附着力)3.2.2.1、锌镀层附着力划痕法:在被检验的镀锌层表面用钢针划4-6条横竖平行纵线,间距1mm,深达基体金属。
摩擦抛光试验:在面积小于6平方厘米镀锌表面上,以一根直径6毫米,顶端加工成平滑半球形的钢条作抛光工具,摩擦15S,所加压力应在每一行程中足以擦光覆盖层,但不应削去覆盖层。
判定标准:交叉处或摩擦处不能有起皮脱落现象。
3.2.2.2、镍镀层附着力:弯曲法:将受检验的试件用钳子夹紧,反复弯曲180度(向两面各弯曲90度)直到断裂。
也可用划痕法,摩擦抛光法,等检验方法。
判定标准:基体断裂处,镀层不应与基体分离。
3.2.3、硬度A、检验工具铅笔—中华牌5H型。
小推车—用于支撑铅笔B、方法削调铅笔前端木料,露出约3mm的圆柱笔芯,然后在400#的磨砂纸上垂直地磨平笔缘尖利。
铅笔与镀层表面保持45度,在其镀层表面上向前划去。
铅笔移动量(位移),约10mm,铅笔移动速度:0.5mm/s变换不同的检验点,做5次检验。
注:铅笔尖每次移动过后都要重新磨平,检验过后,用橡皮擦去涂(漆)层表面的铅印C、鉴定标准(按GB/T6739-1996),表面不能有脱落且不得有黑状。
3.2.4、抗化学腐蚀能力。
A、检验工具酒精—纯度为99.5%的分析醇。
棉布—脱脂棉布。
B、方法用浸有酒精的棉布轻擦涂(漆)层,往返20次。
注:擦拭压力:500克/平方厘米。
擦拭速度:25mm位移,30次往返/分。
C、判定标准表面状态无变化。
ZC-WI-PG-012附着力测试指导书
文件名称:
附着力测试标准作业操作程序
文件修改履历表
版本日期修改内容
B0 2010-05-15新版本
制定审核核准
文件名称:
附着力测试标准作业操作程序
1.目的:规范附着力测试之操作,确保测试结果的准确性,避免误判。
2.范围:对公司成品,外来导电布样品的附着力测试。
3.环境要求及注意事项:性能检测室温度23°C±2°C,相对湿度60%±10%。
3.测试所需仪器:
检测仪器:胶带、橡皮辊、白纸等。
橡皮辊T4000胶带
4.取样:每卷成品在头尾部分各取0.6m长作为性能测试的样本.
5.检测方法:
粘接剥离试验(以样品为准)。
采用专用纤维粘胶带,粘附在镀层表面(如图一),粘胶带的附着强度大于8N/25mm宽,用一定重量的橡皮辊(2kg)进行滚压(如图二图三),(来回计1次滚动10次)以除去粘接面内空气泡,间隔10S以后,以手压住布面下方,用一垂直于镀层的拉力迅速剥离胶带(如图四),把粘胶带平粘在白纸上观察有无金属颗粒附着。
测试图示:
图1 图2 图3 图4
文件名称:
附着力测试标准作业操作程序
中村附着力T4000测试样板
样板粘贴处
附着力T优
样板粘贴处
附着力T优良
样板粘贴处
附着力T良
样板粘贴处
附着力T良差
样板粘贴处
附着力T差。
附着力测试作业指导书
作业标
作业名
附着力测试作业指导书
改 订
履
目的
确认并监控涂膜品质
历
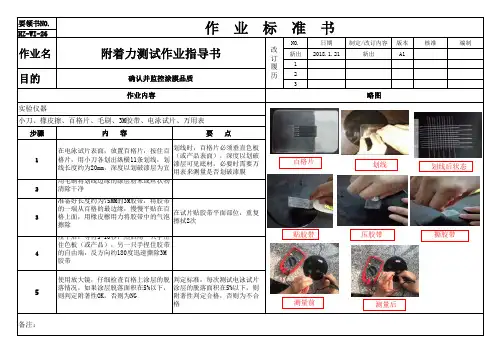
作业内容
实验仪器
小刀、橡皮擦、百格片、毛刷、3M胶带、电泳试片、万用表
步骤
内容
要点
1
在电泳试片表面,放置百格片,按住百 格片,用小刀各划出纵横11条划线,划 线长度约为20mm,深度以划破漆层为宜
划线时,百格片必须垂直色板 (或产品表面),深度以划破 漆层可见底材,必要时需要万 用表来测量是否划破漆膜
用毛刷将划线边缘的漆层粉末或丝状物
2
清除干净
准备好长度约为75MM的3M胶带,将胶带
3
的一端从百格的最边缘,慢慢平贴在百 格上面,用橡皮檫用力将胶带中的气泡 擦除
在试片贴胶带平面部位,重复 擦拭2次
压平后,等待5-10秒,然后用一只手压
住色板(或产品),另一只手捏住胶带
4
的自由端,反方向约180度迅速撕除3M
胶带
准书
NO.
日期
制定/改订内容 版本
新出 2018.1.21
新出
A1
1
2
3
略图
百格片
划线
贴胶带
压胶带
使用放大镜,仔细检查百格上涂层的脱 判定标准:每次测试电泳试片
5
落情况,如果涂层脱落面积在5%以下, 涂层的脱落面积在5%以下,则
则判格,否则为不合
格
测量前
测量后
备注:
核准
编制
划线后状态 撕胶带
附着力测试作业指导书
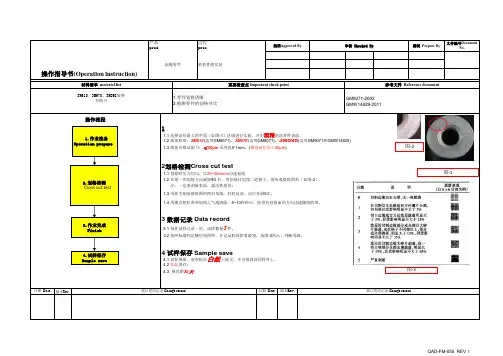
产品product:过程process:1作业准备Operation prepare:版本Rev 版本Rev. 4.3 保存期30天;修订更改记录 Change record4.2 常温保存;修订更改记录 Change record 日期 Date 日期 Date 4 试样保存 Sample save 4.1 试样保留,胶带粘在白纸上提交,不可放回涂层样件上。
操作流程1.1 选择涂层最大的平面(如图-1)区域进行实验,并用酒精清洗零件表面。
1.1 划格时压力均匀,以20~50mm/s 匀速划线 3.1 每件试样记录一次,试样数量3件。
1.3 用软毛刷沿格阵图的两对角线,轻轻向前、向后各刷5次。
1.2 准备胶带:3M610(适用GM9071)、3M670(适用GM9071)、3M898(适用GM9071和GMW14829)1.3 准备百格试验刀:≤50μm 采用齿距1mm ,(螺母涂层均≤50μm )3M610、3M670、3M898胶带百格刀 1.零件划格清晰2.被测零件的划格对比GM9071-2002GMW14829-20113.2 按照标准判定镀层保留率,并记录胶带附着级别,按图-3所示,判断等级。
1.4 用橡皮把胶带和划格之气泡清除,5~10秒钟后,按垂直划格面的方向迅速撕脱胶带。
1.2 在第一次划格方向旋转90°后,用划格仪划第二道格子,使形成格阵图形(如图-2), 注:一定要刮破表面,露出铁基体。
2划格检测Cross cut test3 数据记录 Data record 材料清单 material list重要检查点 Important check point 参考文件 Reference document 操作指导书(Operation instruction)批准Approved By 审核 Checked By 编制 Prepare By 文件编号DocumentNo.涂覆零件附着性能实验1.作业准备Operation prepare 2.划格检测Cross cut test 3.作业完成Finish 图-3图-2 图-14.试样保存Sample save QAD-FM-055 REV 1。
电镀检验作业指导书
电镀检验作业指导书引言概述:电镀检验是一种重要的工艺环节,用于确保电镀产品的质量和性能。
本文将详细介绍电镀检验的作业指导书,包括检验的步骤、方法和注意事项。
一、检验前准备1.1 清洁工作区域:确保检验区域干净整洁,避免灰尘和杂质对检验结果的影响。
1.2 准备检验仪器:根据不同的检验要求,准备相应的仪器和设备,如显微镜、测厚仪等。
1.3 校准仪器:在开始检验之前,对仪器进行校准,确保准确度和可靠性。
二、外观检验2.1 表面平整度检验:使用显微镜检查电镀产品表面的平整度,观察是否有凹凸不平或者明显的瑕疵。
2.2 涂层均匀性检验:通过目测或者显微镜观察电镀产品表面涂层的均匀性,检查是否有明显的色差或者斑点。
2.3 检查表面缺陷:使用显微镜或者放大镜子细观察电镀产品表面是否有气泡、裂纹、划痕等缺陷。
三、厚度检验3.1 选择合适的测厚仪:根据电镀层的厚度范围选择合适的测厚仪器,确保测量结果的准确性。
3.2 测量点的选择:根据产品的特点和要求,在电镀产品表面选择代表性的测量点,避免测量误差。
3.3 进行测量:将测厚仪放置在选定的测量点上,按照仪器的使用方法进行测量,记录测量结果。
四、附着力检验4.1 准备粘接试样:根据标准要求,准备粘接试样,将其固定在检验台上。
4.2 进行拉力测试:使用拉力试验机对粘接试样进行拉力测试,记录其破坏力。
4.3 评估附着力:根据标准要求,根据拉力测试的结果评估电镀层的附着力,判断其是否符合要求。
五、其他检验5.1 耐腐蚀性检验:将电镀产品暴露在特定的腐蚀介质中,观察其是否浮现腐蚀现象,评估其耐腐蚀性能。
5.2 硬度检验:使用硬度计对电镀层进行硬度测试,评估其硬度是否符合要求。
5.3 化学成份检验:使用化学分析仪器对电镀层的化学成份进行分析,确保其符合标准要求。
总结:电镀检验作业指导书涵盖了电镀检验的各个方面,包括外观检验、厚度检验、附着力检验和其他检验。
通过遵循这些指导,可以确保电镀产品的质量和性能符合要求,提高产品的可靠性和耐用性。
附着力实验操作指导书
3、用3M实验胶带粘贴在划格区域,保证实验区粘贴无气泡、粘贴牢固。
4、以500g的力指压5次,然后迅速垂直角度撕扯掉胶带。
5、重复三次。
6、观察试样状态,出具实验报告。
检测工具设备
漆膜划格仪
3M胶带
毛刷
放大镜
标准要求
试验后方格完好
测试环境
环境温度
23±2℃
环境湿度
60%-70%
实验步骤图示:
1.裁取试样、划格
2.毛刷清理料屑
3.3M胶带在划格区域粘贴三次
4.观察试样
编制(日期)
审核(日期)
标准化(日期)
批准(日期)
附着力实验操作指导书
适用部件
喷漆件
文件编号
(Q/CNBD08-PCR-08)A1
试验名称
附着力测试
实验方法与步骤
参考准
GB/T9286色漆和清漆_漆膜的划格规范
实验准备:
1、取试验样品放置在测试环境中。
2、检查样品外观是否正常,测试工具准备就绪。
实验步骤:
1、用漆膜划格仪以(2~50)cm/s速度按1mm间隔,横竖垂直各划10行,深度为露出底部。
附着力测试指导书
1 目的:规范附着力的具体测试要求,确保产品测试的准确性。
2 适用范围:适用于所有喷印的产品,包括剥离测试与百格测试。
3职责:品管部测试员:负责产品测试,及制作测试报告。
4测试工具:百格刀、3M胶纸。
5测试方法
5.1 剥离测试
5.1.1将透明胶纸贴在待测试产品表面,用手指在胶纸表面向下施压,以加大胶带与被测区域的接触面积及力
度,用手抓住胶带一端,与产品成约30度的角度时,迅速揭起。
同一位置进行3次相同试验,测试完成后观察产品表面变化,如图一所示。
5.1.2 判定标准:共测试3PCS产品,测试完成后,产品表面丝印或喷涂油漆无剥离现象为合格。
5.2 百格测试
5.2.1 用刀片在待测试产品表面划100个1mm×1mm小网格,每一条划线应深及油漆的底层。
用毛刷将测试
区域的碎片刷干净,用CT-24胶纸牢牢粘住被测试区域,并用手指在胶带表面向下施压,加大胶
带与被测区域的接触面积及力度。
用手抓住胶带一端,以90度迅速揭起胶纸,同一位置进行3次相
同试验。
测试完成后观察产品表面变化,如图二所示。
5.2.2 判定标准:共测试3PCS产品,测试完成后,产品表面丝印或喷涂油漆脱落面积小于5%,同时不能有
整格脱落现象为合格。
5.3 测试完毕后,测试员如实进行记录,将测试结果记录在《可靠性测试记录表》中。
6记录表单:
6.1《可靠性测试记录表》
核准:审核:制定:。
有机涂层附着力试验作业指导书
有机涂层附着力试验作业指导书1. 目的:通过在涂层上的划痕上粘上并撕下压力敏感胶带,来评估金属基材上涂膜的附着力。
2. 范围:本试验方法用于有机表面涂层附着力测试,符合ASME 112.18.1-2003Plumbing Fixture Fitting 、CSA B125Plumbing Fitting s , Plumbing Products and Materials、ASTM D-3451 Polymeric Powders and Powder Coatings与ASTM D3359 Measuring Adhesion by Tape Test的相关要求。
3. 参考标准:3.1 ASME 112.18.1-2003 Plumbing Fixture Fittings3.2 CSA B125 Plumbing Fittings , Plumbing Products and Materials3.3 ASTM D-3451 Polymeric Powders and Powder Coatings3.4 ASTM D3359 Measuring Adhesion by Tape Test4. 职责4.1试验员:负责按照本文件要求完成试验、记录结果并形成试验报告;4.2 实验室主管:负责试验报告的审批;4.3 生产部门:负责提供试验用样品。
5. 试验用品及设施5.1胶带:1英寸(25mm)宽的半透明的压力敏感的胶带,通常选用3M胶带;特殊要求的胶带由SOP/SIP确定。
5.2切割刀:解剖刀,小刀或其他切割工具。
刀刃处于良好的状态,刃口锋利,无卷曲、锯齿等缺陷。
如果需要,应在细油石上轻微研磨以移除平点或丝边。
5.3 划格刀:专用划格刀5.4辅助导电性检查装置:带有电源的小灯泡5.5橡皮:用于辅助压紧胶带。
5.6钢尺:以0.5mm 的刻度均分的回火钢尺,用于测量单个切口。
5.7放大镜6. 样品准备:试验前,将试验样品用蒸馏水冲洗干净,并自然晾干;7. 试验方法A :X-划痕胶带试验 7.1试验程序:7.1.1将样品的试验表面水平放置在操作台上,在涂层上切两个切痕,每个切痕等长,如果可能切痕长度应该达到40mm ,否则切痕应尽可能长。
附着力测试作业指导书
序号123
456
序号材料型号工具数量修改记录修改日期修改人审核批准备注
1234
变更记录
使用工具及材料:样品、划格器、3M#600胶带
试验名称:附着力测试
拿取 3M#600胶带
注意胶带规格将3M角覆盖于印刷部位,用手按压抚平,胶带与产品间
不可有气泡产生,以手快速拉起胶带,连续三次动作
胶带与产品间不可有气泡产生
判断测试结果,填写测试报告:掉漆面积大于5%为不合
格,掉漆面积小于5%为合格
据实填写测试报告
备好测试用物料:样品、划格器、3M#600胶带测试用物料不可缺少
拿取漆膜划格器
校准合格
在印刷或喷柒部份劃割1mm*1mm共100小方格拟制日期:
受控标识:概略图及作业方法描述
操作步骤
注意事项
附着力测试作业指导书
版次:文件编号:拟制:第 1 页,共 1 页审核:
批准:
2.在印刷或喷漆部份劃割1mm*1mm 共100小方格
1.拿取漆膜划格
器
4.将3M 角覆盖于印刷部位,用手按压抚平,胶带与产品间不可有气泡产生,以手快速拉起胶带,
3.拿取3M#600胶
带。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
测试
版次日期
修订记录
修订内容
修订者
四、作业内容4.1.4用手持胶纸一端向上迅速而有力的拉起被测试位置之胶纸。
4.1.5检查胶纸粘贴测试面是否粘附有镀层物,或检查产品电镀层测试面是否有明显脱落、剥离、起皱、裂痕、分离等现象。
划方格图 3M胶带测试图 测试后样品
4.1百格测试
4.1.1取1PCS电镀后OK成品,用干净的白手套轻轻擦拭待测试面。
4.1.2将产品置于台面,用刀片在产品镀层测试面(平面区域)刻划间隔1mm的方格刻线,刻划的深度必须达到镀层之底层素材面。
4.1.3将未使用的2mm宽的3M#600TAPE白胶纸覆盖住刻划的方格测试面,充分接触后用手指来回压2-3次后,使胶纸与电镀表层完全结合后停留10秒。
4.1.6重复4.1.3-4.1.5条例动作5次将测试结果记录于<镀层测试报告>上;制定
核准
审查
WI-QA-007
一、目的
通过对电镀后产品进行百格测试、折弯测试、铆合测试、锤击测试等方
二、适用范围
编号
式,检测镀层对产品的附着力性能,以达到对镀层附着力的管控; 适用于公司所有电镀(镀金、镀镍、镀银等)的产品;三、主要职责与权限
品质部依据客户要求制定相关测试要求; 执行并监控.A01/2
品质部2009/10/12
XXX五金制品有限公司
镀层附着力测试作业指导书
标题
版 本页 次
制定部门制定日期
版次
日期
核准审查制定
4.4.1用铁锤将产品敲击成原厚度的2/3以下,目视检查镀层有无脱落5、使用表单
《电镀镀层附着力测试报告》
(圆PIN类产品常用此法)
铁锤图片
修订记录
页 次2/2XXX五金制品有限公司
版 本订记录
A0标题
镀层附着力测试作业指导书
编号
4.2.2将测试后样品目视检查折弯内外两侧有无镀层脱落,镀层无脱落为OK,反之NG
WI-QA-007
制定部门
品质部
制定日期2009/10/12
4.2折弯测试
4.2.1取1PCS电镀后OK成品,用平口钳将产品折弯90度测试,
平口钳图片折弯过程图片折弯后样品图片
4.3铆开法
4.3.1用专用治具将产品铆合,目视检查铆开部位有无镀层脱落,铆合部位有无镀层裂痕(铆钉类产品常用此法)4.4锤击法
锤击过程图片
锤击后样品图片
修订内容修订者。