绞车闸瓦间隙测量记录
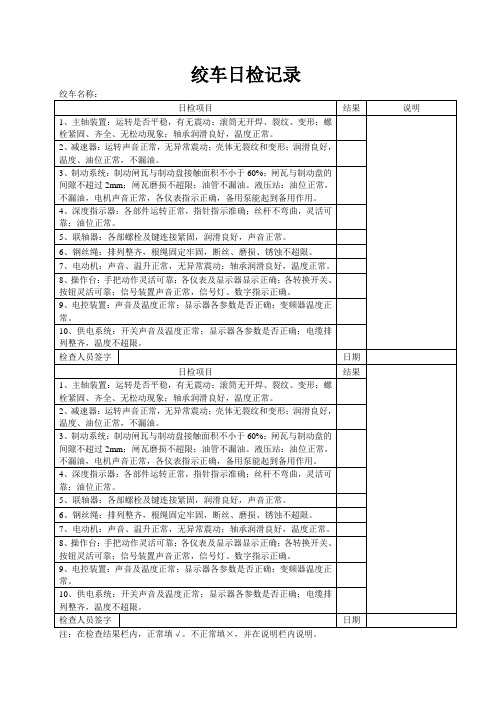
绞车日周月检记录
日期
注:在检查结果栏内,正常填√。不正常填×,并在说明栏内说明。
10、供电系统:开关声音及温度正常;显示器各参数是否正确;电缆排列整齐,温度不超限。
检查人员签字
日期
注:在检查结果栏内,正常填√。不正常填×,并在说明栏内说明。
绞车周检记录
绞车名称:周检项目结果说明1、检查日检所有内容,处理日检遗留问题。
2、滚筒衬木固定螺栓无松动,衬木磨损后表面距螺栓端头不小于5mm。
6、钢丝绳:排列整齐,根绳固定牢固,断丝、磨损、锈蚀不超限。
7、电动机:声音、温升正常,无异常震动;轴承润滑良好,温度正常。
8、操作台:手把动作灵活可靠;各仪表及显示器显示正确;各转换开关、按钮灵活可靠;信号装置声音正常,信号灯、数字指示正确。
9、电控装置:声音及温度正常;显示器各参数是否正确;变频器温度正常。
3、液压站残压符合规定,要求每周倒一次油泵并运转正常。
4、检查电动机、供电系统、电控系统接线无松动、脱落现象。
5、接地系统:接地线要求紧固齐全,符合要求,无断裂、开焊现象。
6、对各部位进行保养、清尘、注油、紧固各部位螺丝、更换易损件等。
检查人员签字
日期
注:在检查结果栏内,正常填√。不正常填×,并在说明栏内说明。
9、电控装置:声音及温度正常;显示器各参数是否正确;变频器温度正常。
10、供电系统:开关声音及温度正常;显示器各参数是否正确;电缆排列整齐,温度不超限。
检查人员签字
日期
日检项目
结果
1、主轴装置:运转是否平稳,有无震动;滚筒无开焊、裂纹、变形;螺栓紧固、齐全、无松动现象;轴承润滑良好,温度正常。
2、减速器:运转声音正常,无异常震动;壳体无裂纹和变形;润滑良好,温度、油位正常,不漏油。
各种小绞车检查记录簿
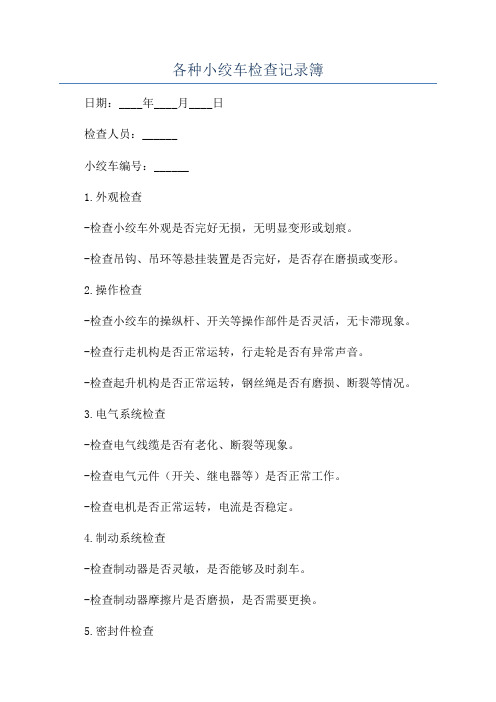
各种小绞车检查记录簿日期:____年____月____日检查人员:______小绞车编号:______1.外观检查-检查小绞车外观是否完好无损,无明显变形或划痕。
-检查吊钩、吊环等悬挂装置是否完好,是否存在磨损或变形。
2.操作检查-检查小绞车的操纵杆、开关等操作部件是否灵活,无卡滞现象。
-检查行走机构是否正常运转,行走轮是否有异常声音。
-检查起升机构是否正常运转,钢丝绳是否有磨损、断裂等情况。
3.电气系统检查-检查电气线缆是否有老化、断裂等现象。
-检查电气元件(开关、继电器等)是否正常工作。
-检查电机是否正常运转,电流是否稳定。
4.制动系统检查-检查制动器是否灵敏,是否能够及时刹车。
-检查制动器摩擦片是否磨损,是否需要更换。
5.密封件检查-检查小绞车的密封件是否完好,是否存在漏油、漏水等情况。
6.安全装置检查-检查小绞车是否配备安全装置如限位器、超载保护等。
-检查安全装置是否正常工作,是否能够及时发出警报或停止操作。
7.维护记录-记录上次小绞车维护时间及内容。
-记录本次维护的时间及内容。
-记录下次计划维护的时间。
8.维修记录-如小绞车出现故障,记录故障原因及维修内容。
-记录维修人员及维修时间。
9.其他问题-记录小绞车使用过程中的其他问题、异常情况等。
备注:-以上为小绞车检查记录的模板,具体内容可根据实际情况进行调整。
-检查记录应详细、准确且完整,便于后续维护和修理工作的参考。
-检查记录簿应妥善保存,方便定期复查和归档。
副井绞车闸间隙测量与调整
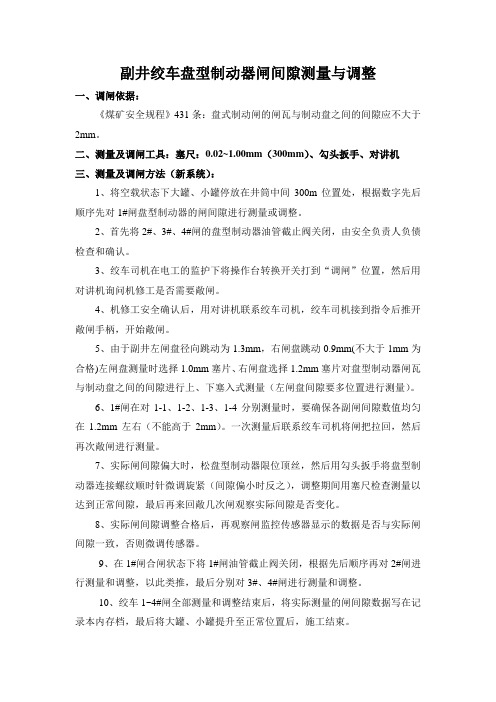
一、调闸依据:《煤矿安全规程》431条:盘式制动闸的闸瓦与制动盘之间的间隙应不大于2mm。
二、测量及调闸工具:塞尺:0.02~1.00mm(300mm)、勾头扳手、对讲机三、测量及调闸方法(新系统):1、将空载状态下大罐、小罐停放在井筒中间300m位置处,根据数字先后顺序先对1#闸盘型制动器的闸间隙进行测量或调整。
2、首先将2#、3#、4#闸的盘型制动器油管截止阀关闭,由安全负责人负债检查和确认。
3、绞车司机在电工的监护下将操作台转换开关打到“调闸”位置,然后用对讲机询问机修工是否需要敞闸。
4、机修工安全确认后,用对讲机联系绞车司机,绞车司机接到指令后推开敞闸手柄,开始敞闸。
5、由于副井左闸盘径向跳动为1.3mm,右闸盘跳动0.9mm(不大于1mm为合格)左闸盘测量时选择1.0mm塞片、右闸盘选择1.2mm塞片对盘型制动器闸瓦与制动盘之间的间隙进行上、下塞入式测量(左闸盘间隙要多位置进行测量)。
6、1#闸在对1-1、1-2、1-3、1-4分别测量时,要确保各副闸间隙数值均匀在1.2mm左右(不能高于2mm)。
一次测量后联系绞车司机将闸把拉回,然后再次敞闸进行测量。
7、实际闸间隙偏大时,松盘型制动器限位顶丝,然后用勾头扳手将盘型制动器连接螺纹顺时针微调旋紧(间隙偏小时反之),调整期间用塞尺检查测量以达到正常间隙,最后再来回敞几次闸观察实际间隙是否变化。
8、实际闸间隙调整合格后,再观察闸监控传感器显示的数据是否与实际闸间隙一致,否则微调传感器。
9、在1#闸合闸状态下将1#闸油管截止阀关闭,根据先后顺序再对2#闸进行测量和调整,以此类推,最后分别对3#、4#闸进行测量和调整。
10、绞车1~4#闸全部测量和调整结束后,将实际测量的闸间隙数据写在记录本内存档,最后将大罐、小罐提升至正常位置后,施工结束。
一、调闸依据:《煤矿安全规程》431条:盘式制动闸的闸瓦与制动盘之间的间隙应不大于2mm。
二、测量及调闸工具:塞尺:0.02~1.00mm(300mm)、勾头扳手、对讲机三、测量及调闸方法(老系统):1、将空载状态下大罐、小罐停放在井筒中间300m位置处,根据数字先后顺序先对1#闸盘型制动器的闸间隙进行测量或调整。
AQ提升绞车检验记录表
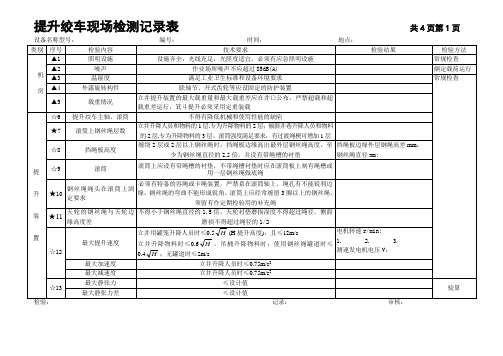
共 4 页第 3 页
检验方法 测试仪 1 2 3 4 5 6 7 8
制 动 系 统
பைடு நூலகம்
15
16
★25
荷重旋转力矩之比 K 值不得小于 3;对于质量模数小的提 制动力矩 升绞车,上提重载保险闸的制动减速度超过 4.3.7 条规定 的限值时,可将保险闸的 K 值适当降低,但不得小于 2
卷筒半径 m: 测量制动半径 m: 制动器数量: 最大静载荷 kN: 被测制动器: (1、2) (3、4) (5、6) (7、8) (9、10) (11、12) (13、14) (15、16) 常规检查 常规检查
提升绞车基本参数表
五、提升容器参数
名称型号 数量 生产日期 生产单位
共 2 页第 2 页
六、提升钢丝绳参数
钢丝绳型号规格 钢丝绳全长 钢丝绳单重 钢丝绳直径 最粗钢丝直径 钢丝绳根数 破断拉力总和 悬挂日期 抗拉强度 钢丝绳截面面积 生产厂家 煤安证
七、尾绳参数
钢丝绳型号规格 钢丝绳全长 钢丝绳单重 钢丝绳根数 悬挂日期 生产厂家
三、电动机参数表
型 号 回转力矩(转动惯量) 最大过载系数 功率因数 总 重 绝缘等级 出品编号 设备编号 厂 家 额定功率 额定电压 额定电流 频 转 率 速
转子电压 转子电流
四、减速器参数表
型号 最大传动力矩 最大输入转数 传动比 传动效率 传动级数 转动惯量 出厂编号 出厂日期 制造厂家 填表人: 时间:
共 4 页第 2 页
检验方法 常规检查 停机 百分表测量 停机 塞尺测量
6
7
8
▲17
闸瓦同闸轮或闸盘间隙
11
12
13
14
15
16
绞车闸间隙保护装置技术要求

绞车闸间隙保护装置技术要求1.交货期:合同签订后30天。
2.付款方式:根据大有能源经济运行情况付款。
3.技术规格及要求一、、技术要求1、实时监测数字显示闸瓦间隙值0-9.99 mm(精度0.01mm)2、闸瓦磨损超限报警并自动控制安全回路(超过2 mm,距离可调)3 、全部闸瓦间隙一致性显示报警保护功能4 、弹簧疲劳断裂检测报警保护功能5 、制动距离检测显示功能6 、制动闸空行程时间监测显示功能(精度0.001s)7 、制动(液压站)油压监测、报警保护、显示功能,范围:0.00-15.0MPa8 、贴闸压力监测显示功能9 、滚筒制动盘偏摆度检测显示功能0-9.99 mm(精度0.01 mm)10 、自动减速功能:主机能自动发出减速控制信号,并伴有光信号,使被控系统自动投入减速运行。
11 、闸打不开报警保护功能:当油压升到一定值(可现场设定)时,盘形闸瓦和制动盘之间的间隙小于设定值(现场可调)时,报警并自动控制安全回路。
12 、闸瓦动作实时曲线显示13 、闸瓦间隙值实时和平均值显示14 、能选择手动清零和自动清零15、打点信号显示功能:打点信号点数采用数字显示方式,显示本次及上次点数0—9点。
16 、提升方向闭锁功能17 、提升容器的行程、速度检测及显示功能:行程检测0~2000.0m,显示精度为0.1m;速度检测0~13.5m/s,显示精度为0.1m/s。
18、速度保护功能:提升容器在运行中有下列情况之一时,主机应能发出速度保护控制信号,并伴有声光报警:a)在等速段,速度超过最大提升速度15%时;b)在减速段,速度超过设定的极限保护范围时。
c)在爬行段,速度超过2m/s时。
19 、采用23寸液晶显示屏动画模拟显示绞车运行和闸瓦动作工况20 、过卷保护功能:当提升容器超过正常停车位置0.5m时应能发出保护控制信号,并伴有声光报警。
21、深度指示器失效保护功能:深度指示器失效后,行程在3m内装置应能发出声光信号;当容器接近终端2m/s限速点位置时,主机应能发出保护控制信号,并伴有声光报警以实现安全制动。
鹤煤八矿绞车保护装置日检查试验记录
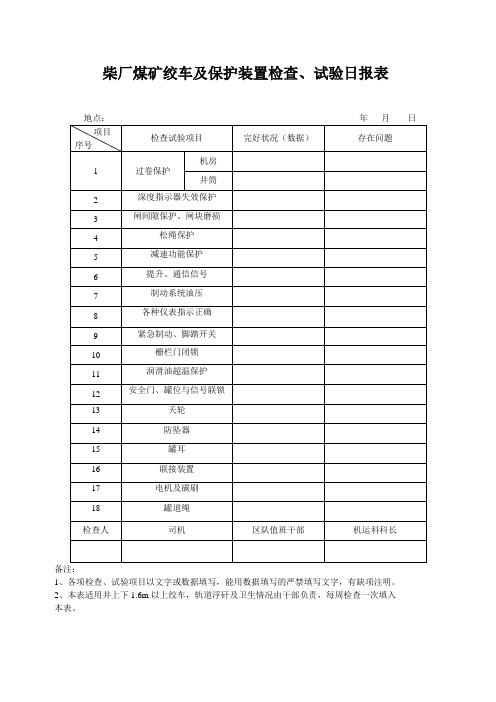
柴厂煤矿绞车及保护装置检查、试验日报表
备注:
1、各项检查、试验项目以文字或数据填写,能用数据填写的严禁填写文字,有缺项注明。
2、本表适用井上下1.6m以上绞车,轨道浮矸及卫生情况由干部负责,每周检查一次填入本表。
柴厂煤矿钢丝绳检查日报表
柴厂煤矿井筒装备机电维修工检查日报表
督查领导:值班:司机:井口信号工:
柴厂煤矿绞车保护装置检查试验记录
柴厂煤矿地面变电所巡回检查记录
地点:年月日
柴厂煤矿地面变电所检查检修日志
单位:年月日
柴厂煤矿地面变电所运转日志
柴厂煤矿压风机巡回检查记录
柴厂煤矿变电所巡回检查日志
值班人:班组长:。
斜井提升绞车闸瓦间隙检测流程
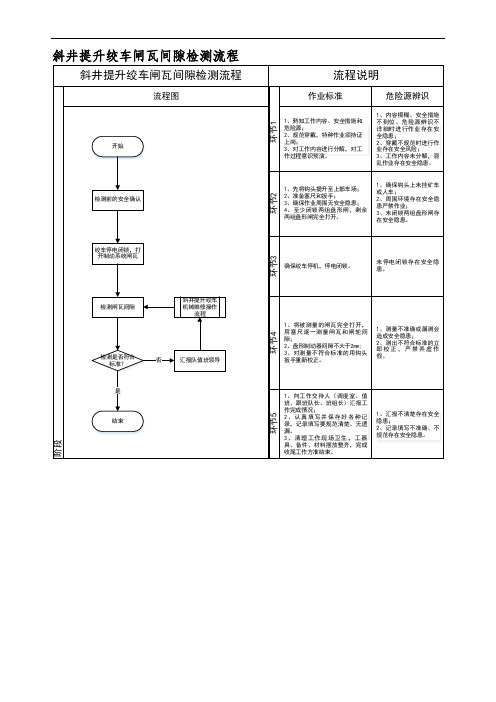
斜井提升绞车闸瓦间隙检测流程
开始
结束
检测是否符合标准?
斜井提升绞车机械维修操作
流程
危险源;
2、规范穿戴,特种作业须持证上岗;
3、对工作内容进行分解,对工作过程意识预演。
详细时进行作业存在安全隐患;
2、穿戴不规范时进行作业存在安全风险;
3、工作内容未分解,混1、汇报不清楚存在安全隐患;
2、记录填写不准确、不规范存在安全隐患。
作完成情况;
2、认真填写并保存好各种记录,记录填写要规范清楚、无遗漏。
3、清理工作现场卫生,工器具、备件、材料摆放整齐,完成。
无极绳绞车周检记录

无极绳绞车周检记录表
无极绳绞车周检记录表
单位: 检查项目 1、对无极绳绞车、梭车、导向轮、尾轮各需要加油润滑部位加油, 紧固各部位螺丝。 2、在无极绳绞车停运状态下对钢丝绳进行认真检查,有无断丝、断 股、硬弯等现象并填写检查记录 3、对钢丝绳每隔100m进行一次绳径测定,是否符合要求 4、在无极绳绞车停车状态下检查压绳轮安装位置及使用状况是否完 好 5、对无极绳绞车传动部、张紧部进行检查、紧固 检查日期: 检查情况 检查人
单位: 检查项目 1、对无极绳绞车、梭车、导向轮、尾轮各需要加油润滑部位加油, 紧固各部位螺丝。 2、在无极绳绞车停运状态下对钢丝绳进行认真检查,有无断丝、断 股、硬弯等现象并填写检查记录 3、对钢丝绳每隔100m进行一次绳径测定,是否符合要求 4、在无极绳绞车停车状态下检查压绳轮安装位置及使用状况是否完 好 5、对无极绳绞车传动部、张紧部进行检查、紧固 检查日期: 检查情况 检查人