注塑机成型表
常用塑料注塑工艺参数表

常用塑料注塑工艺参数表:常用塑料注塑工艺参数(2)2010-06-16 20:02:13| 分类:个人日记| 标签:|字号大中小订阅聚甲醛加工参数聚甲醛的成型收缩率聚甲醛的后收缩九、PC注塑工艺特性与工艺参数的设定1、聚集态特性属于无定型塑料,Tg 为149~150℃;Tf为215~225℃;成型温度为250~310℃; 2、热稳定性较好,并随分子量的增大而提高。
但PC高温下遇水易降解,成型时要求水分含量在0.02%以下。
高温下水分对PC特别有害。
在成型前,PC树脂必须进行充分干燥(并且应当充分注意防止干燥过的物料再吸湿)。
干燥效果的快速检验法,是在注塑机上采用“对空注射”。
3、熔体粘度高,流动性较差,其流动特性接近于牛顿流体,熔体粘度受剪切速率影响较小,而对温度的变化十分敏感,在适宜的成型加工温度范围内调节加工温度,能有效地控制PC的粘度。
4、由于粘度高,注射压力较高,一般控制在80~120MPa。
对于薄壁长流程、形状复杂、浇口尺寸较小的制品,为使熔体顺利、及时充模,注射压力要适当提高至120~150MPa。
保压压力为80~100MPa。
5、成型时,冷却固化快,为延迟物料冷凝,需控制模温为80~120℃。
6、PC分子主链中有大量苯环,分子链的刚性大,注塑中易产生较大的内应力,使制品开裂或影响制品的尺寸稳定性;(在100℃以上作长时间热处理,它的刚硬性增加,内应力降低)。
PC的典型干燥曲线台湾奇美典型牌号加工参数:十、PA及玻纤增强PA注塑工艺特性与工艺参数设定 1、常用品种及其熔点:q 品种:尼龙-66;尼龙-610;尼龙-1010;尼龙-1212;尼龙-46尼龙-6;尼龙-7;尼龙-9;尼龙-11;尼龙-12;尼龙-66/6、尼龙-66/610;尼龙-6∕66∕1010;尼龙-66/6/610q 熔点:尼龙n系列:尼龙-6 215~220℃;尼龙-12为178℃;尼龙m,n系列:尼龙-46 295 ℃;尼龙-66 255~265℃;尼龙-610 215~223℃;尼龙-1010 200℃;共缩聚尼龙:由于分子链的规整性较差,结晶性和熔点一般较低,如尼龙-6∕66∕1010的熔点仅为155~175℃,但其有较好的透明性和弹性。
第二章-注塑成型机基本知识
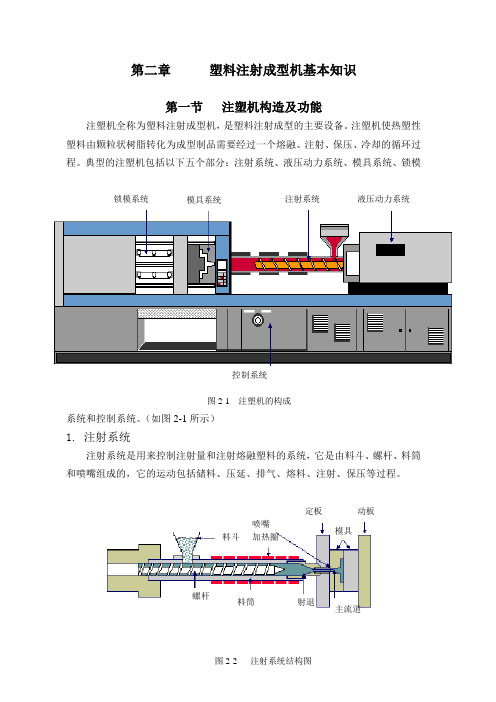
喷嘴是连接料筒和模具浇口套的部分,在料筒和模具之间起连接密封作用。喷嘴的温度一般设为材料的熔融温度或低于熔融温度,可参考材料供应商的推荐温度。当注射开始时,料筒运动到行程末端,喷嘴球型直径正好配合浇口套凹槽以保证密封;清洗料筒时,料筒退后一段距离,使熔料可以对空注射,这就是喷嘴的两个注射位置(如图2-4所示)。
3.15 设置保压时间
确定最小的保压时间值的最简便的方法是首先调节一个较长的保压时间,然后逐渐减少保压时间直到缩痕最小。
3.16 设置冷却时间
冷却时间的确定可以通过不断减少冷却时间直到制品表面的温度达到材料的转化温度,材料的转化温度可以由材料供应商提供。
第四节 我司注塑设备简介
模具公司现有HTF180、WG760、HTF450、HTW1080、HTF1800五种型号的注塑机。其中HTF180、HTF450、HTW1080、HTF1800是宁波海天系列注塑机,WG760是无锡格兰系列注塑机。注塑机是按照设备锁模力进行划分的,下面分别介绍各注塑机的技术规格。
3.4 设置螺杆旋转速率
理想的螺杆旋转速率是指在注塑循环最后阶段塑化完全而且不延长成型周期时的速率。
3.5 设置背压
背压推荐值为5-10MPa,背压过低容易导致制品不稳定,增加背压会提高摩擦力对于塑化的影响,减少塑化时间。
3.6 设置最大注射压力
注射压力是熔料在螺杆前端的压力,注射压力应尽量低,以减少制品的内应力。在注塑机中,压力设定值为最大注塑压力,以保证注塑压力不限制注塑速率。
模具的长宽尺寸需与注塑机模板尺寸和拉杆间距相适应,保证模具能通过拉杆间距顺利安装到模板上。定位时应考虑到:模具的主流道中心与料筒喷嘴的中心线相重合;模具上的定位环尺寸要与注塑机定模板上的定位孔尺寸相一致且采用间隙配合;注塑机喷嘴的球面半径应与相接触的模具主流道始端的球面半径相吻合;模具前后模的模脚尺寸应与注塑机动定模上的螺纹孔排列相匹配。
注塑机点检表格 (最新)
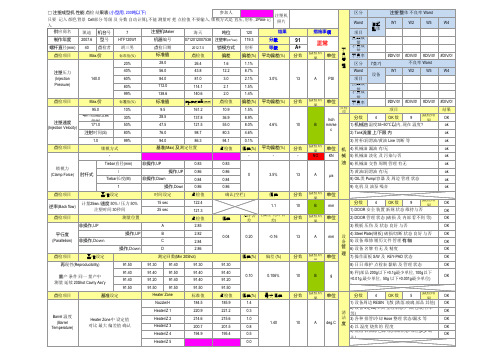
注塑机 照片 结果 措施事项
区分 Worst 项目 良品数量 不 不良数量 良 不良率 管 7호기 区分 理 Worst 设备 项目 良品数量 不良数量 注塑 整体
注塑 整体 不良率 Worst W1 W2 W3 W4
注塑机Maker 机器编号 点检日期 标准值 28.0 56.0 84.0 112.0 138.6 标准值 9.5 28.5 47.5 76.0 94.0
标准值(%)
不良率 Worst
13
A
PSI
平均偏差(%)
分数
点检结果 单位
点检项
不良率 分数 4
#DIV/0! 项目 OK 数
#DIV/0! 9
#DIV/0!
#DIV/0! 结果 OK ok ok ok ok ok ok ok ok ok
10% 30% 50% 80% 99%
161.2 137.8 121.5 98.7 86.3
海天
2012.7.5
吨位
120 119.3 肘杆 偏差(%) 1.1% 8.7% 2.1% 1.5% 1.4% 偏差(%) 1.5% 8.9% 8.0% 4.6% 0.1% 偏差(%) 4.6% 3.0% 分数 等级
0712012007538 注塑率(cm3/sec) 锁模方式 偏差 1.6 12.2 3.0 2.1 2.0 点检值 10.9 36.9 55.0 80.3 94.1 点检值 0.83 0.86 0.84 0.86
Heater Zone Nozzle/H Heater/Z 1
偏差(%) 1.4 0.3 1.0 0.8 0.5 0.0
最大偏差
分数
点检结果 单位
分数
4
OK 数
注塑成型的原理图文稿

注塑成型的原理集团文件版本号:(M928-T898-M248-WU2669-I2896-DQ586-M1988)一.注塑成型的原理:1.注塑成型:指将注射用的置于能加热的料筒内,受热、塑化,再施加压力,使熔体塑料注入到所需形状的模具中,经过冷却定型后脱模,得到所需形状的制品。
2.注塑成型三要素:注塑机、模具、原料3.注塑成型条件五大要素:压力-时间-速度-位置-温度。
二.注塑机:1.注塑机的种类:a.按塑化方式分柱塞式和螺杆式b.按传动方式分液压式、机械式、液压机械式c.按外型分卧式、立式、角式目前我们公司使用的注射机为卧式、螺杆塑化、液压传动式注射机。
2.注射机的结构:a.注射系统:主要使塑料塑化和使熔体塑料注入模具功能b.合模系统:主要模具的开模、锁模、调模、顶出功能c.传动系统:主要控制注射机的动作能力。
如油压阀、电动机d.电气控制系统:主要注射机内部电路、开关、电路板3.注射机的操作:a.打开注射机总电源及各开关,旋开紧急停止键b.按下操作板上马达启动键与电热键,开启马达与料筒温度(按1次左上角灯亮为开启,再按1次左上角灯灭为停止)c.选用操作方式c-1点动:上下模时使用,又称调模使用c-2手动:选用此方式时操作板上的相应开关,只在按下时作相应动作,手指放开即停止c-3半自动:选用此方式时,只需开关安全门一次,机器即做关模射出储料(冷却)开模顶出顶退,循环动作,再开安全门一次,再做一次循环c-4.全自动:选用此方式操作,关上安全门后,机器重复关模顶出顶退(制品取出确认)关模至打开安全门或选用其它方式操作,生产有斜顶/滑块模具禁止使用。
d.开关模动作设定:开模一般设定为慢快慢,关模一般设定为快速低压低速高压锁模。
低压压力最大不可以大于15kg/cm2低压与高压之间位置不可大2mm,快速与低压间位置一般在50mme.成型温度设定:根据各种原料成型所需温度设定,在改变设定温度时一次不可超过5°,加料段温度比熔融段温度最少要低10°,待机器上显示实际温度达到设定温度时,在改变设定温度时一次不可超过5°再过二十分钟才可进行熔胶,射出射退动作。
注塑机技术参数

注塑机相关技术参数注塑机技术参数 1型号单位80×A80×B80×C86×2A86参数螺杆直径mm343640理论注射容量cm3111124153注射重量PS g101113139注射压力Mpa206183149注射行程mm122144螺杆转速r/min0~2200~240料筒加热功率KW 5.7 5.7锁模力KN800860拉杆内间距(水平×垂直)mm365×365360×3允许最大模具厚度mm360360允许最小模具厚度mm150150移模行程mm310310移模开距(最大)mm670670液压顶出行程mm100100液压顶出力KN3333液压顶出杆数量PC55油泵电动机功率KW1113油箱容积l200200机器尺寸(长×宽×高)m 4.3×1.25×1.8 4.5×1机器重量t 3.22 3.45最小模具尺寸(长×宽)mm240×240255×2注塑机技术参数 2型号单位110×1A110×1B110×1C160×2A161参数螺杆直径mm34364040454理论注射容量cm3131147181253323注射重量PS g119134165230293注射压力Mpa2061831492注射行程mm144201螺杆转速r/min0~2150~230料筒加热功率KW 5.79.3锁模力KN11001600拉杆内间距(水平×垂直)mm400×400455×45允许最大模具厚度mm410500允许最小模具厚度mm160180移模行程mm340420移模开距(最大)mm750920液压顶出行程mm100140液压顶出力KN3333液压顶出杆数量PC55油泵电动机功率KW1318.5油箱容积l210240机器尺寸(长×宽×高)m 4.7×1.3×1.85 5.4×1.机器重量t 3.45最小模具尺寸(长×宽)mm280×280320×32注塑机技术参数 3型号单位200×A200×B200×C300×A303参数螺杆直径mm45505560657理论注射容量cm3334412499727859注射重量PS g304375454662779注射压力Mpa210170*********注射行程mm210257螺杆转速r/min0~1500~160料筒加热功率KW12.4517.25锁模力KN20003000拉杆内间距(水平×垂直)mm510×510660×66允许最大模具厚度mm510660允许最小模具厚度mm200250移模行程mm470660移模开距(最大)mm9801260液压顶出行程mm130160液压顶出力KN6262液压顶出杆数量PC913油泵电动机功率KW18.530油箱容积l300580机器尺寸(长×宽×高)m 5.2×1.6×2.1 6.9×2.机器重量t611.5最小模具尺寸(长×宽)mm350×350460×46注塑机技术参数 4型号单位360×2A 360×2B360×2C450×2A454参数螺杆直径mm65707570808理论注射容量cm31068123914231424182注射重量PS g972112712951296161注射压力Mpa208180156204151注射行程mm322370螺杆转速r/min0~1800~160料筒加热功率KW19.6523.85锁模力KN36004500拉杆内间距(水平×垂直)mm710×710780×78允许最大模具厚度mm710780允许最小模具厚度mm250330移模行程mm660740移模开距(最大)mm13701520液压顶出行程mm160200液压顶出力KN110110液压顶出杆数量PC1313油泵电动机功率KW3745油箱容积l9221050机器尺寸(长×宽×高)m7.6×2.1×2.58.2×2.机器重量t1519最小模具尺寸(长×宽)mm550×550550×55注塑机技术参数 5型号单位530×A530×B53参数螺杆直径mm758090理论注射容量cm31749199125注射重量PS g1592181222注射压力Mpa20518014注射行程mm397螺杆转速r/min0~120料筒加热功率KW41.85锁模力KN5300拉杆内间距(水平×垂直)mm820×820允许最大模具厚度mm820允许最小模具厚度mm350移模行程mm820移模开距(最大)mm1640液压顶出行程mm200液压顶出力KN158液压顶出杆数量PC17油泵电动机功率KW55油箱容积l1250机器尺寸(长×宽×高)m8.7×2.3×2.7机器重量t30最小模具尺寸(长×宽)mm570×570注塑机技术参数 6型号单位780×1A 780×1B780×178参数螺杆直径mm9010011012理论注射容量cm327993456418149注射重量PS g25473145380545注射压力Mpa22818415212注射行程mm440螺杆转速r/min0~110料筒加热功率KW58.45锁模力KN7800拉杆内间距(水平×垂直)mm980×980允许最大模具厚度mm980允许最小模具厚度mm400移模行程mm980移模开距(最大)mm1960液压顶出行程mm260液压顶出力KN186液压顶出杆数量PC21油泵电动机功率KW37+37油箱容积l1778机器尺寸(长×宽×高)m10.1×2.6×3.8机器重量t45最小模具尺寸(长×宽)mm690×690注塑机技术参数 7型号单位120W1×A120W1×B120W1×C90W1×90参数螺杆直径mm364045 理论注射容量cm3173214270 注射重量PS g157195246 注射压力Mpa210171135 注射行程mm170 螺杆转速r/min0~190 料筒加热功率KW9.75 锁模力KN12 拉杆内间距(水平×垂直)mm410×410 允许最大模具厚度mm450 允许最小模具厚度mm150 移模行程mm360 移模开距(最大)mm810 液压顶出行程mm 120 液压顶出力KN 33 液压顶出杆数量PC 5 油泵电动机功率KW 13 油箱容积l 280 机器尺寸(长×宽×高)m 4.83×1.26×1.96 机器重量t 4.6 最小模具尺寸(长×宽)mm 290×290 um 50 um 60 um 80 模 ≥150-160mm 模 具 具 >160-250mm 平行度 厚 >250-400mm 度 >400-430mmum100注塑机维修及保养常识注塑机安装及使用时注意事项:① 仔细阅读说明书,熟悉机器结构,了解操纵面板、仪表面板上各电器开关、仪表及电器元件的作用。
全力发射出成型机相关尺寸表
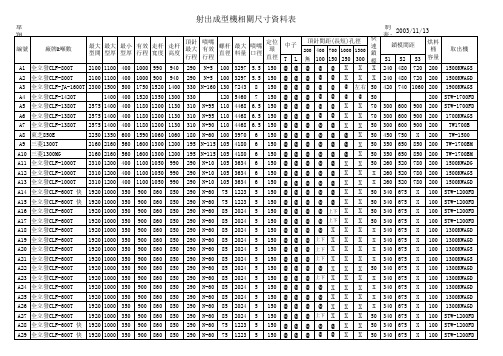
制表:射出成型機相關尺寸資料表
2003-11-13
说明: 以上機台螺杆壓縮比都以生產ABS FR,PC/ABS FR 及ABS HB 為生產標準
1. 上述之數字除了料量單位為(g)烘料單位為(kg)外,其余數字單位為(mm) 6 快速鎖模夾具高135mm,寬120mm.3
8. 有20台模(水)溫機,2台油温机
9. “N”代表螺杆炮筒长度含法郎头(锁螺丝头)至母锁模板平行为主,不含前段射嘴长度5. 中子“I”為時間控制,“L”為感應控制.
11. B35,B36,B37,B38是500T 機台結構,250T 射出裝置.
7. 最大料量以“PS”料測試.10. 18部600T 机台中有A19,A20,A21机台没有左右顶针700mm, 其余600T 机台有左右顶针700mm
2. 頂針間距其回位螺絲孔徑400mm 為16mm,700mm 以上為24mm
4. “@”表示該回項目有,“X”表示該項目沒有.。
发那科注塑机100参数表
发那科注塑机100参数表
标题:发那科注塑机 100 参数表
正文:
发那科注塑机 100 参数表是一份详细的注塑机技术参数明细表,其中包括了注塑机的螺杆直径、杆长径比、理论容量、注射重量、射压力、注射速度等关键参数。
以下是发那科注塑机 100 参数表的具
体细节:
- 螺杆直径:140mm
- 杆长径比:24
- 理论容量:9683CM
- 注射重量:8812
- 射压力:163Mpa
- 注射速度:2.5m/s
- 温度控制:PID 控制
- 功率:220V,50Hz,7.5KW
拓展:
发那科是日本的一家著名数控机床制造商,其注塑机产品也非常有名。
注塑机是一种将塑料原料通过注射方式成型的机械,广泛应用于塑料制品生产、汽车制造、电子产品制造等领域。
参数表是注塑机选型的重要依据,用户可以根据具体需求选择合适的注塑机。
注塑成型工艺点检表
192021222324123456压力速度位置1段2段193段204段211段222段233段244段11段22段33段44段561段2段3段1段2段3段1段2段3段前模后模点检人审核1、口框生产工艺:1)、模具温度:模芯和模腔的温度必须控制在50——70℃,两者温差要小于6 ℃,且模腔温度较高。
模具温度未达到要求不允许生产。
(需现场测试)2)、注塑压力:控制在70——90MPa (通常),根据实际情况可放宽至125MPa ,但不允许超过125MPa 。
3)、保压:保压时间控制在5——20s ,尽量控制在8s;根据注塑机的类型,最高保压压力控制在50——70MPa 内。
(注意:注射压力和液压系统的压力是两个不同的概念,注射压力是指螺杆或柱塞端面处作用于机筒内熔融塑料单位面积上的力。
我们通过压力表和设备操作屏检测到的实际为液压系统的压力)。
2、端盖生产工艺:1)、模具温度:模芯和模腔的温度必须控制在50——70℃,两者温差要小于6 ℃,且模腔温度较高。
模具温度未达到要求不允许生产。
(需现场测试)2)、注塑压力:控制在70——90kg/cm2(通常),根据实际情况可放宽至100kg/cm2,但不允许超过100kg/cm2。
3)、保压:保压时间控制在5——20s ,尽量控制在8s;根据注塑机的类型,最高保压压力控制在50——70kg/cm2内。
(注意:注射压力和液压系统的压力是两个不同的概念,注射压力是指螺杆或柱塞端面处作用于机筒内熔融塑料单位面积上的力。
我们通过压力表和设备操作屏检测到的实际为液压系统的压力)。
保压压力保压速度保压时间模具温度分类标准值夜班实际点检值(时间)储料注塑时间(S )模温机温度冷却时间成型周期项目射出压力射出速度射出位置注塑成型工艺点检表生产日期机台编号产品名称产品图号(编码)标准值点检时间。
海天注塑机160T画面成型条件表
存储
38
实 树 脂 温 度 动2 模 动1 60 测 温 定1 60 定2
状态 控温 控温 控温 控温 控温 关闭 正常 [0-自动 1-比例] % 加热周期 流量 40 0 0 0 12 现在温度
s 充填时间 MPa
s 残量 计量时间
5-1
mm s
射出压力(MAX) 0 170 10 00 min 00 00 -
再次托模 机械手使用
1 0
[0-不用 1-使用] [0-不用 1-使用] 浇道重量 4.33±0.5g 制 W1 12.30±0.5g 品 W2 12.30±0.5g 重 W3 ±0.5g 量 W4 ±0.5g 利 用 率 #VALUE! %
塑 件
新品试做 改定理由
日期
承认
点检
作成
秒 时间
定时开启 储料 储料一段 储料二段 储料三段 储料终止 4 射 退
Байду номын сангаас
起始位置 58 0 0 0 5
压力 110 0 0 0
起始位置 0 55 55 55 偏移位置 3 终止位置 0 0 起始位置 1 10 15 15 5 1 3 1 压力 座进快速 座进慢速 座台退 调模 公模吹气 母模吹气 20 10 20 60 起始位置 0 0
80 0 0
20 0 0
60 0 0
压力 50
速度 20
时间 1 0 时间 0
储前冷却 再次储料 螺杆转速 托模 托进一段 托进二段 托进终止 托退一段 托退二段 托退终止
[0-位置时间 1-时间] 0 0 0 0 0 0 0 0 压力 50 50 30 140 50 50 40 30 流量 50 40 40 40 40 30 30 20 [0-不用 1-使用] [0-不用 1-使用] [0-不用 1-使用] [0-不用 1-使用] [0-不用 1-使用]
注塑机技术参数明细表(简明
注塑机技术参数明细表1,HTF-2400X2-A 注射成型机:拉杆内距: 1800X1700 mm设备总造价: 500 万元总功率: 381 kw2,HTF-2000/X1 – B 注射成型机:拉杆内距: 1650X1500 mm设备总造价: 246 万元总功率: 310.2 kw3.HTF_1400X2 B—1# 注射成型机拉杆内距: 1450X1300 mm设备总造价:每台 265 万元总功率:每台 295.05 kw4. HTF—1400X2 B—2# 注射成型机拉杆内距: 1450X1300 mm设备总造价:每台 265 万元总功率:每台 295.05 kw7、EAST—2600 注射成型机(宁波东方)拉杆内距: 570X570 mm设备造价,含辅机共计:21.6 万元总功率: 54.3 kw8、HTF—160/X1—B-1# 注射成型机拉杆内距: 460X460 mm设备总造价: 16.5 万元总功率: 42.35 kw9、HTF—160/X1 —B-2# 注射成型机:拉杆内距: 460X460 mm设备总造价: 16.5 万元总功率: 42.35 kw11,HTF-86/X1 B 注射成型机拉杆内距: 365X365 mm设备总造价(含辅机): 12.13 万元总功率: 31.7 kw12, HTF_58X/1 B 注射成型机拉杆内距: 310X310 mm设备总造价: 10 万元总功率: 18.65 kw13, HD588 注射成型机拉杆内距: 830X830 mm设备总造价: 57.3 万元总功率: 88 kw900T注塑机功率:200KW1。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
97. 6 97. 6 97. 5 97 97 97. 7 97. 5 97. 5 97. 6 97. 4 97. 7 97. 4 97. 5 97. 5 97. 4 97. 4 97. 6 97. 6 97. 8 02. 7 02. 7 02. 7 99. 8
EXF60 EXF60 EXF60 EXF60 EXF60 EXF60 EXF60 EXF60 EXF150 HLⅡ-150G HLⅡ-150G HE150G HE150G HE150G HE150G HE200G HE150G HE150G HE150G
马达 容量 KW
电热 容量 KW
作动油 容 l 量
最小模 具厚度 mm
最大开 制造番号 模距离 mm
制造 年月
进
厂
起用 年月
取出机
备 注
年月日
Kg/cm2
cm3
cm3/sec
A-01-01 A-01-02 A-01-03 A-01-04 A-01-05 A-01-06 A-01-07 A-01-08 A-01-09 A-01-10 A-01-11 A-01-12 A-01-13 A-01-14 A-01-15 A-01-16 A-01-19 A-01-20 A-01-21 A-01-22 A-01-23 A-01-24 A-01-25 A-01-26 A-01-31 A-01-32 A-01-33 A-01-34 A-01-35 A-01-36 A-01-37 A-01-38 A-01-39 A-01-40 A-01-41 A-01-42
HOPⅢ–M450X
04.5.19改 02.6.28改
油压.空气
99. 8 99.10. 20 99.11 02. 5 02. 5 02. 6 99. 5 02. 6. 27 02. 6. 27 02. 7. 8 99. 7. 13
电动 ↑ ↑ ↑ 10R*2.5 10R*2.5 10R*2.5 10R*2.5 10R*2.5 10R*2.5 10R*2.5 10R*2.5 10R*2.0 10R*2.0 10R*2.0 10R*2.0
96. 11 97. 2. 17 96. 11 97. 2. 17 96. 11 97. 2. 17 96. 11 97. 2. 17 96. 11 97. 2. 17 96. 11 97. 2. 17 96. 11 97. 2. 17 96. 11 97. 2. 17 96. 11 97. 2. 17 96. 11 97. 2. 17 96. 11 97. 2. 17 96. 11 97. 2. 17 96. 11 97. 2. 17 96. 11 97. 2. 17 96. 11 97. 2. 17 96. 11 97. 2. 17 97. 4 97. 4 97. 4 97. 5. 12 97. 5. 12 97. 5. 12
40 40 40 60 60 60 60 60 80 80 80 80 110 110 140 180 110 110 110 50 180 150 220 75 100 100 100 100 100 100 100 100 50 50 50 50
日精 PS40E5A 日精 PS40E5A 日精 PS40E5A 日精 NS60-9A 日精 NS60-9A 日精 PS60E9A 日精 PS60E9A 日精 PS60E9A 日精 FN1000 日精 FN1000 日精 FN1000 日精 FN1000 日精 FN2000 日精 FN2000 日精 FN3000 日精 FN4000 日精 FN2000 日精 FN2000 日精 FN2000
190 190 190 200 200 310 310 310 340 340 340 340 410 410 515 700 410 410 410 ----------------200 电 动 电 动 电 动 电 动 电 动 电 动 电 动 电 动 电 动 电 动 电 动 电 动
200 200 200 1700 200 200 200 250 250 200 200 200 150
11 11 11 11 11 15 15 15 11 11 11 11 15 15 18.5 22 15 15 15 13.5
未标识 未标识
3.8 3.8 3.8 6.2 6.2 6.2 6.2 6.2 7.4 7.4 7.4 7.4 8.3 8.3 10.6 12.3 8.3 8.3 8.3 3.8 15.9 15.9 18 6.2 9.1 9.1 9.1 9.1 9.1 9.1 9.1 9.1 6.5 6.5 6.5 6.5
发那科 S-2000i150A 发那科 S-2000i150A 日精 ES 5000
日精 TNS75R3S9V
ATX-150D HLⅡ-150G
HLⅡ-300GW
37 15 18.2 18.2 18.2 18.2 18.2 18.2 18.2 18.2 17.9 17.9 17.9 17.9
200
150/450 150/450 150/450 150/450 150/450 150/450 150/450 150/450 150/350 150/350 150/350 150/350
射出 容量
射出率
导柱间 内尺寸 mm 310*310 310*310 310*310 345*345 345*345 325*325 325*325 325*325 385*385 385*385 385*385 385*385 420*420 420*420 480*480 530*530 420*420 420*420 420*420 320*320 510*510 510*510 590*590 400*400 410*410 410*410 410*410 410*410 410*410 410*410 410*410 410*410 320*320 320*320 320*320 320*320
发那科 α 50ia
22 22 22 32 32 28 28 28 36 36 36 36 40 40 45 45 40 40 40 22 44 44 56 32 36 36 36 36 36 36 36 36 26 26 26 26
2610 2610 2610 1885 1885 2485 2485 2485 1825 1825 1825 1825 1840 1840 1770 2115 1840 1840 1840 2600 2200 2200 2160 1905 1900 1900 1900 1900 1900 1900 1900 1900 2100 2100 2100 2100
-----HOPⅢ-G550 HOPⅢ-G550 HOPⅢ-G550 HOPⅢ-G550 HOPⅢ-G550 HOPⅢ-G550 HOPⅢ-G550 HTS-100GW HOPⅢ-G450 HOPⅢ-G450 HOPⅢ-G450 HOPⅢ-G450
发那科S-2000i100A 发那科S-2000i100A 发那科S-2000i100A 发那科S-2000i100A 发那科S-2000i100A 发那科S-2000i100A 发那科S-2000i100A 发那科S-2000i100A 发那科S-2000i50A 发那科S-2000i50A 发那科S-2000i50A 发那科S-2000i50A
300/590 200/490 280/550
500 500 500 600 600 600 600 600 670 670 670 670 720 720 850 950 720 720 720 600 1030 930 1080 450 800 800 800 800 800 800 800 800 700 700 700 700
上海精密塑料有限公司/注塑成形机使用技术数据一览表
机 号 (t) 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 19 20 21 22 23 24 25 26 31 32 33 34 35 36 37 38 39 40 41 42
设备编号 合模力
机
种
螺杆 直径 mm
射出压力
E04R094 E04R092 E04R093 E60R039 E60R040 E06R068 E06R070 E06R069 S08R180 S08R182 S08R183 S08R181 S11R174 S11R173 S14R176 S18R149 S11R290 S11R291 S11R292 A998P0746 A025T0534 A025T0533 H22V043 T07T039
A033S0359 2003.3 2003.4.14 2003.4.21 A033S0343 2003.3 2003.4.14 2003.4.21 A033S0342 2003.3 2003.4.14 2003.4.21 A033S0446 2003.3 2003.4.14 2003.4.21 A033S0461 2003.3 2003.4.14 2003.4.21 A033S0349 2003.3 2003.4.14 2003.4.21 A033S0353 2003.3 2003.4.14 2003.4.21 A033S0353 2003.3 2003.4.14 2003.4.21 A033P0347 2003.3 2003.4.14 2003.4.21 A033P0348 2003.3 2003.4.14 2003.4.21 A033P0345 2003.3 2003.4.14 2003.4.21 A033P0346 2003.3 2003.4.14 2003.4.21
35 35 35 90 90 69 69 69 127 127 127 127 182 182 254 286 182 182 182 28.5 268 268 505 90 147 147 147 147 147 147 147 147 50 50 50 50