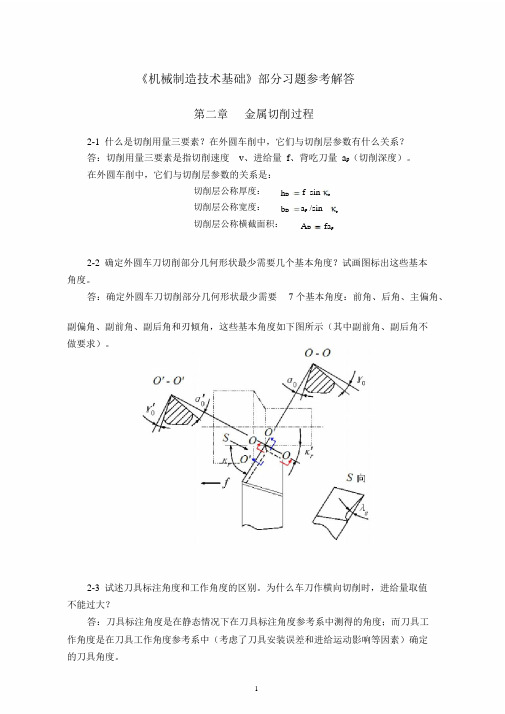
第二章 车削刀具
第二章 第五节刀具选用与工件装夹

1)材料:刀片材料通常有高速钢、硬质合金、涂层硬质合金、 陶瓷、立方碳化硼或金刚石等种类。 2)尺寸:刀片尺寸参数为有效切削刃长度、被吃刀量、主偏角 等。 3)形态:根据表面形状、切削方式、转位次数等分为很多类 型的刀片,用于不同加工场合。 4)刀尖半径:粗加工、工件直径大、要求刀刃强度高、机床 刚度大时选大刀尖圆弧;精加工、切深小、细长轴加工、机 床刚度小选小刀尖圆弧。
第二章 数控车床加工工艺设计
2.6.1、数控车削加工工序卡片
数控车削加工工序卡与普通车削加工工序卡有许多相似之处,所不同 的是:加工图中应注明编程原点与对刀点,要进行编程简要说明及切削参 数的选定。见表2-5。 一、数控车削加工工序卡片 在工序加工内容不十分复杂的情况下,用数控加工工序卡的形式较好, 可以把零件加工图、尺寸、技术要求、工序内容及程序要说明的问题集中 反映在一张卡片上,做到一目了然
第二章 数控车床加工工艺设计
3、刀杆安装时应注意的问题
车刀安装时其底面应清洁无粘着物。若使用垫片调 整刀尖高度,垫片应平直,最多不能超过三块。如果 内侧和外侧面也须作安装的定位面,则也应擦净。 刀杆伸出长度在满足加工要求下应尽可能短,一般 伸出长度是刀杆高度的1.5倍。如确要伸出较长才能满 足加工需要,也不能超过刀杆高度的3倍。
第二章 数控车床加工工艺设计
2-5计算图2-20所示零件的编程尺寸,并确定编程原点,计算各基点 坐标。
1)被加工工件的材料性能 金属与非金属材料,其硬度、刚 度、塑性、韧性及耐磨性等。 2)加工工艺类别 车削、钻削、镗削或粗加工、半精加工、
精加工和超精加工等。
3)工件的几何形状、加工余量、零件的技术经济指标。
4)刀具能承受的切削用量。
机械制造(第2版)第二章课后习题解答
Fc
C a f v K x Fc pFc
yFc n
c Fc
sFc
900 31 0.4 0.75 80 0 1.0 1358N
Fp
xFp
yFp nFp
CFpap f vc K sFp
530 3 0.9 0.4 0.75 80 0 1.5 1075N
Ff
xFf
yFf nFf
CFf ap f vc K sFf
450 31 0.4 0.4 80 0 0.75 702N
再根据 p38公式(2-17),可得切削功率 P c Fcvc 10 3 1358 80/ 60 10 3 1.81 KW
2-11 影响切削力的主要因素有哪些?试论述其影响规律。 答:(P41-42)影响切削力的主要因素有工件材料、切削用量、刀具几何参数、刀具 磨损、切削液和刀具材料。 工件材料的影响:工件材料强度、硬度越高,切削力越大; 切削用量的影响:背吃刀量 ap影响最大,几乎成正比; f 次之,v 最小。
2-13 试分析刀具磨损四种磨损机制的本质与特征,它们各在什么条件下产生? 答:(P47)刀具磨损四种磨损机制的本质和特征: 硬质点划痕:工件材料有硬质点,造成机械磨损,有划痕、划伤。 冷焊磨损:即粘接磨损,在高压高温作用下,刀具材料被粘接、撕裂,导致磨损。 扩散磨损:在高温下刀具材料中金属原子扩散,导致材料软化磨损。 化学磨损:由于化学腐蚀、氧化作用产生的磨损。
2-6 怎样划分切削变形区?第一变形区有哪些变形特点? 答:切削形成过程分为三个变形区。第一变形区切削层金属与工件分离的剪切滑移 区域,第二变形区前刀面与切屑底部的摩擦区域;第三变形区刀具后刀面与已加工表面 的摩擦区域。 第一变形区的变形特点主要是:金属的晶粒在刀具前刀面推挤作用下沿滑移线剪切 滑移,晶粒伸长,晶格位错,剪切应力达到了材料的屈服极限。
《金属切削原理与刀具》知识点总结
I 切削原理部分第1章刀具几何角度及切削要素1、切削加工必备三个条件:刀具与工件之间要有相对运动;刀具具有适当的几何参数,即切削角度;刀具材料具有一定的切削性能2、切削运动:刀具与工件间的相对运动,即表面成形运动。
分为主运动和进给运动。
1)主运动是刀具与工件之间最主要的相对运动,消耗功率最大,速度最高。
有且仅有一个。
运动形式:旋转运动(车削、镗削的主轴运动)直线运动(刨削、拉削的刀具运动)运动主体:工件(车削);刀具(铣削)。
2)进给运动:使新切削层不断投入切削,使切削工作得以继续下去的运动。
进给运动的速度一般较低,功率也较少。
其数量可以是一个,也可以是多个。
可以是连续进行的,也可以是断续进行的。
可以是工件完成的,也可以是刀具完成的。
运动形式:连续运动:如车削;间歇运动:如刨削。
一个运动,如钻削;多个运动,如车削时的纵向与横向进给运动;没有进给运动,如拉削。
运动主体:工件,如铣削、磨削;刀具,如车削、钻削。
3、切削用量切削用量是指切削速度c v 、进给量f (或进给速度)和背吃刀量p a 。
三者又称为切削用量三要素。
1)切削速度c v (m/s 或m/min):切削刃选定点相对于工件的主运动速度称为切削速度。
主运动为旋转运动时,切削速度由下式确定1000dn v c π=式中:d-工件或刀具的最大直(mm)n-工件或刀具的转速(r/s 或r/min)2)进给量f:工件或刀具转一周(或每往复一次),两者在进给运动方向上的相对位移量称为进给量,其单位是mm/r(或mm/双行程)。
3)背吃刀量p a (切削深度mm)2m w p d d a -=式中:w d -工件上待加工表面直径(mm);m d -工件上已加工表面直径(mm)。
4、工件表面:切削过程中,工件上有三个不断变化的表面待加工表面:工件上即将被切除的表面。
过渡表面:正被切削的表面。
下一切削行程将被切除。
己加工表面:切削后形成的新表面。
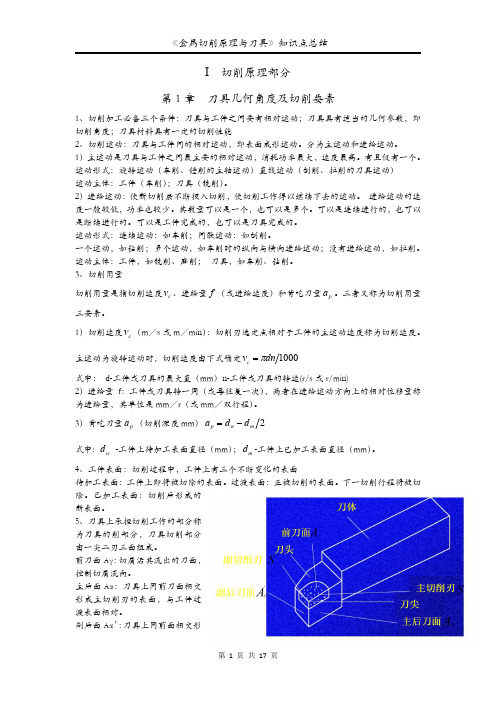
5、刀具上承担切削工作的部分称为刀具的削部分,刀具切削部分由一尖二刃三面组成。
机械制造技术基础 第二章答案

2-20如果初定切削用量后,发现所需的功率尝过机床功率时,应如何解决?
答:分两次或多次进给降雨量切完。
2-21提高切削用量可采取哪些措施?
答:1)采用切削性能更好的新型刀具材料;
2-9切削热是如何产生和传出的?仅从切削热产生的多少能否说明切削区温度的高低?
答:被切削的金属在刀具作用下,会发生弹性和塑性变形而消耗功,因此切削热的主要来源就是切屑的变形功和前、后刀面的摩擦功。
不能,因为产生切削热的同时,还通过切屑、刀具、工件将一部分热量散入到空气中,因此无法说明切削区温度的高低。
答:产生误差的主要原因是铣床主轴刚性不足,当铣刀移向主轴时,出现主轴让刀现象,故造成工件中部槽变浅,而右边一开始进刀深度是够得,当铣刀移向主轴时,主轴让刀,槽深变浅。改进措施
是增大铣床主轴的刚性
5-4何谓误差复映?误差复映系数的大小与哪些因素有关?
2-7车削时切削合力为什么常分解为三个相互垂直的分力来
分析?分力作用是什么?
答:(1)
车削时的切削运动为三个相互垂直的运动:主运动(切削速度)、进给运动(进给量)、切深运动(背吃刀量),为了实际应用和方便计算,在实际切削时将切削合力分解成沿三个运动方向、相互垂直的分力。
淬火退火烧伤——磨削区温度超过相变温度,冷却液没有进入,表层产生退火的烧伤。
磨削加工产生烧伤的主要原因是磨削速度高,砂轮是非金属材料,导热性不好,加之冷却液很难进入磨削区域,磨削温度高,散热不好,故易产生磨削烧伤。
2-4切屑与前刀面之间的摩擦与一般刚体之间的滑动摩擦有无区别?若有区别,而这何处不同?
第二章 金刚石刀具精密切削加工

复习晶体结构
晶格模型
面心结构
晶体结构指晶体内部原子规则排列的方式.晶体结构不同, 其性能往往相差很大。为了便于分析研究各种晶体中原子 或分子的排列情况,通常把原子抽象为几何点,并用许多 假想的直线连接起来,这样得到的三维空间几何格架称为 晶格。
晶胞
Z
晶胞
c
b Y
a
X
晶格常数 a , b, c
人造单晶金刚石刀具 金刚石刀具 PCD刀具
多晶金刚石刀具
CVD金刚石薄膜涂层刀具
CVD金刚石刀具 金刚石厚度膜焊接刀具
金刚石刀具的性能特点
极高的硬度和耐磨性:硬度达HV10000,是自然界最硬的物质, 具有极高的耐磨性,天然金刚石耐磨性为硬质合金80-120倍,人 造金刚石耐磨性为硬质合金60-80倍。 各向异性能:单晶金刚石晶体不同晶面及晶向的硬度、耐磨性能 、微观强度、研磨加工的难易程度以及与工件材料之间的摩擦系 数等相差很大,因此,设计和制造单晶金刚石刀具时,必须进行 晶体定向。
二、典型机床简介
Pneumo 公司的MSG-325超精密车床
采用T形布局,机床空气主轴的径向圆跳动和轴向 跳动均小于等于0.05μm。床身溜板用花岗岩制造,导 轨为气浮导轨;机床用滚珠丝杠和分辨率为0.01μm的 双坐标精密数控系统驱动,用HP5501A双频激光干涉仪 精密检测位移。
DTM-3大型超精密车床
分为:液体静压和空气静压
供油压力恒定的液体静压轴承
主轴始终悬浮 在高压油膜上
液体静压轴承与气压轴承
1、液体静压轴承主轴
优点
回转稳定性好 刚度高 无振动
缺点
回转运动有温升 回油时有空气进入油源 注:空气静压轴承原理与静
第二章机械加工方法

2。1。8
特种加工
科学技术的发展提出了许多传统的切削加工方 法和加工系统难以胜任的制造任务,如具有高硬度、 高强度、高脆性或高熔点的各种难加工材料(如硬质 合金、钛合金、淬火工具钢、陶瓷、玻璃等)的加工, 具有较低刚度或复杂曲面形状的特殊零件(如薄壁件、 弹性元件、具有复杂曲面形状的模具、叶轮机的叶 片、喷丝头等)的加工,特种加工方法正是为完成这 些制造任务,而产生和发展起来的。 特种加工方法:区别于传统切削加工方法,而 利用化学、物理或电化学方法,对工件材料进行加 工的系列加工方法的总称。
立铣时,平面是 由铣刀的端面刃 形成的称端铣法。
铣削的切削运动,是刀具做快速的旋转运动即主 运动和工件做缓慢的直线运动即进给运动。 按照铣削时主运动速度方向与工件进给方向的相 同或相反,将周铣法分为顺铣和逆铣。 顺铣时,铣削力的水平分力与工件进给方向相同, 而工作台进给丝杠与固定螺母之间一般又有间隙存在, 因此切削力容易引起工件和工作台一起向前窜动,使 进给量突然增大,容易引起打刀。逆铣则可以避免这 一现象,故生产中多采用逆铣。 逆铣时切削厚度从零开始逐渐增大,因而刀刃开 始切削时,将经历一段在切削硬化的巳加工表面上挤 压、滑行过程,加速了刀具的磨损。同时逆铣时,铣 削力将工件上抬,易引起振动,这是逆铣的不利之处。
在数控铣床或加工中心上加工时,曲面是 通过球头铣刀逐点按曲面坐标值加工而成。 在编制加工程序时,要考虑刀具半径补偿。 采用加工中心加工复杂曲面的优点是: 加工中心上有刀库,配备几十把刀具, 对曲面的粗、精加工,对不同曲率半径的凹 凸曲面的加工,都可以选到不同的刀具。同 时,可在一次装夹中,加工出工件上各种辅 助表面,有利于保证各表面的相对位置精度。
2。2
2。 2。 1 工方法 1。车削
车刀的角度
车刀的角度第二章车刀的角度, 车刀的组成, 车刀角度中的三个辅助平面, 车刀的角度作用及其选择一、车刀的组成车刀由刀体和刀柄两部分组成,刀体担负切削任务,因此又叫切削部分。
刀柄的任务是把车刀装夹在刀架上。
如下图2-1:图2-11) 前刀面切屑排出时经过的表面。
2) 后刀面后刀面又分主后刀面和副后刀面。
主后刀面是和工件上过渡表面相对的车刀刀面;副后刀面是和工件上已加工表面相对的车刀刀面。
3) 主切削刃前刀面和主后刀面相交的部位,它负担着主要切削任务。
4) 副切削刃前刀面和副后刀面相交的部位,它负担着车刀次要的切削任务。
5) 刀尖主切削刃和副切削刃相交的部位。
为提高刀尖的强度,常把刀尖部分磨成圆弧型或着直线型,圆弧或直线部分的刀刃叫过渡刃。
6) 修光刀副切削刃前段近刀尖处的一段平直刀刃叫修光刀。
装夹车刀时只有把修光刃与进给方向平行,且修光刃的长度大于进给量时才能起到修光工件表面的作用。
二、车刀角度标注中的三个辅助平面测量车刀角度的辅助平面,为较准确测量车刀的几何角度,假设了三个辅助平面,即切削平面,基面和截面。
如图示2-2:图2-21) 切削平面P过车刀主切削刃上一个选定点,并与工件过渡s表面相切的平面叫切削平面。
2) 基面P过车刀主切削刃上一个选定点,并与该点切削速度r方向垂直的平面叫基面。
3) 截面截面有主截面P和副截面P?之分。
过车刀主切削刃oo上一个选定点,垂直于过该点的切削平面与基面的平面叫主截面。
切削平面,基面和截面互相垂直,构成一个空间直角坐标系。
三、车刀角度及其选择如图2-3,车刀各角度都标出:图2-31、前角的选择1) 前角的作用a. 前角主要影响车刀的锋利程度,切削力的大小与切削变形的大小。
增大前角,则车刀锋利,切削力减小,切削变形小。
b. 影响车刀强度,受力情况和散热条件。
前角增大,车刀楔角减小,使刀头强度减小,散热体积减小,从而散热条件变差,易使切削温度升高。
c. 影响加工表面质量。
第二章 刀具基本定义
主剖面Po:测量平面
Pr和Ps的概念已讲过,这里主要讲主剖面Po:
(1)概念:过切削刃上选定点,同时垂直于基面Pr和切削平面Ps的平面,或者说垂直于切削刃在基面Pr上的投影。
(2)特点:Po⊥Ps⊥Pr Po包含切削速度Vc的方向。
通过以上分析我们知道,用坐标平面和测量平面与刀具各刀面间形成相应的角度,从而可以确定各刀面在空间的位置。例:前刀面Ar的位置是由前刀面Ar和基面Pr在主剖面Po内形成的角度确定;后刀面Aα由后刀面Aα与切削平面在主剖面Po内形成的角度确定。
前角γo:在主剖面Po内,前面与基面Pr之间的夹角;
前角γo的正负的判定:前面高于基面Pr时为负;前面低于基面Pr时为正;前面与基面Pr重合时为零。
后角αo:在主剖面Po内,后面与切削平面Ps间的夹角;
楔角βo:在主剖面Po内,前、后面间的夹角。βo=90o-(γo+αo);是一个函数角;
刃倾角λs正负的判定:以刀尖点为基准点
刀尖点是刀刃的最高点,则刃倾角λs为正;
刀尖点是刀刃的最低点,则刃倾角λs为负;
刀刃与基面重合或平行,则刃倾角λs为零;
以上四点,分别阐述了在主剖面系中四个平面即基面Pr、主剖面Po、副剖面Poˊ、切削平面Ps内要度量的角度。由于主刀刃与副刀刃在一个前面上,当前角γo和刃倾角λs确定时,副前角γoˊ也就确定了,因此它是函数角,不做标注。
对于一把外圆车刀,在主剖面系中要表达的有:
在基面Pr内——主偏角кr 、副偏角кrˊ
6个独立的角度 在主剖面Po内——前角γo、后角αo
(做标注) 在副剖面Poˊ内——副后角αoˊ
在切削平面Ps内——刃倾角λs
2个函数角 在基面Pr内——刀尖角εr
单元综合复习(五)第二章-机械制造装备-2.2-金属切削刀具
单元综合复习(五)2.2 金属切削刀具一、单向选择题:1、确定刀具标注角度的参考系选用的三个主要基准平面是:(C)A、切削平面、已加工平面和待加工平面;B、前刀面、主后刀面和副后刀面;C、基面、切削平面和正交平面(主剖面)。
2、通过切削刃选定点的基面是:(A)A、垂直于假定主运动方向的平面;B、与切削速度相平行的平面;C、与过渡表面相切的表面。
3、通过切削刃选定点,垂直于主运动方向的平面称为(C)。
A、切削平面;B、进给平面;C、基面;D、主剖面。
4、在正交平面内度量的基面与前刀面的夹角为(A)。
A、前角;B、后角;C、主偏角;D、刃倾角。
5、刀具的主偏角是:(A)A、主切削平面与假定工作表面间的夹角,在基面中测量(主切削刃在基面上的投影与进给方向的夹角);B、主切削刃与工件回转轴线间的夹角,在基面中测量;C、主切削刃与刀杆中轴线间的夹角,在基面中测量。
6、刃倾角是主切削刃与(B)之间的夹角。
A、切削平面;B、基面;C、主运动方向;D、进给方向7、在切削平面内测量的角度有:(E)A、前角;B、后角;C、主偏角;D、副偏角;E、刃倾角。
8、车削加工时,车刀的工作前角(D)车刀标注前角。
A、大于;B、等于;C、小于;D、有时大于、有时小于。
9、安装外车槽刀,刀尖低于工件回转中心时,与其标注角度相比,其工作角度将会:(C)A、前角不变,后角减小;B、前角变大,后角变小;C、前角变小,后角变大;D、前、后角均不变。
10、下列刀具材料中,强度和韧性最好的材料是:(A)A、高速钢;B、P类(相当于钨钛钴类)硬质合金;C、K类(相当于钨钴类)硬质合金;D、合金工具钢。
11、下列刀具材料中,综合性能最好,适宜制造形状复杂的机动刀具的材料是:(C)A、碳素工具钢;B、合金工具钢;C、高速钢;D、硬质合金。
12、用硬质合金刀具对碳素钢工件进行精加工时,应选择刀具材料的牌号为(A)。
A、YT30;B、YT5;C、YG3;D、YG8。
机械制造技术基础课后答案——第二章
机械制造技术基础(作业拟定答案)2-2 切削过程的三个变形区各有何特点?它们之间有什么关联?答:三个变形区的特点:第一变形区为塑性变形区,或称基本变形区,其变形量最大,常用它来说明切削过程的变形情况;第二变形区为摩擦变形区,切屑形成后与前面之间存在压力,所以沿前面流出时必然有很大摩擦,因而使切屑底层又产生一次塑性变形;第三变形区发生在工件已加工表面与后面接触的区域,已加工表面受到切削刃钝圆部分与后刀面的挤压和摩擦产生变形。
关联:这三个变形区汇集在切削刃附近,应力集中且复杂;它们实质上都是因为挤压和摩擦产生变形,第一变形区主要由挤压沿剪切线产生剪切变形,第二变形区主要由挤压和摩擦产生切屑的变形,第三变形区主要由挤压和摩擦产生加工表面变形。
2-3 分析积屑瘤产生的原因及其对加工的影响,生产中最有效的控制积屑瘤的手段是什么?答:积屑瘤产生的原因:在切削速度不高又能形成连续切削的情况下,加工塑性材料时,刀面和切屑表面由于挤压和摩擦使得接触表面成为新鲜表面,少量切屑金属粘结在前刀面上,产生了冷焊,并形成加工硬化和瘤核。
瘤核逐渐长大形成积屑瘤。
对加工的影响:积屑瘤粘结在前刀面上,减少了刀具的磨损;积屑瘤使刀具的实际工作角度增大,有利于减小切削力;积屑瘤伸出刀刃之外,使得切削厚度增加,降低了工件的加工表面精度并使加工表面粗糙度增加。
生产中控制积屑瘤的手段:在粗加工中,可以采用中低速切削加以利用,保护刀具。
在精加工中应避免采用中低速从而控制积屑瘤的产生,同时还可以增大刀具前角,降低切削力,或采用好的切削液。
2-7 车削时切削合力为什么常分解为三个互相垂直的分力来分析?试说明这三个分力的作用?答:分解成三个互相垂直力的原因:切削合力的方向在空间中是不固定的,与切削运动中的三个运动方向均不重合,而切削力又是设计和性能分析的一个重要参数。
为了便于分析和实际应用,将切削力沿车削时的三个运动方向分解成三个力。
三个切削运动分别为:主运动(切削速度)、进给运动(进给量)、切深运动(背吃刀量)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第三章车削刀具
1、车削刀具有以下几种
(1)外圆车削
(2)内孔车削
(3)螺纹车削
(4)切槽
2、外圆车刀杆的表示方法。
注:外圆车刀杆的型号表示是ISO标准,每个厂家都一样。
例:
①表示压紧方式,即刀片是怎么压紧的
常用的有以下几种:
M――上压式
P――杠杆式
S――螺钉夹紧
C---压板压紧式
车刀杆最容易坏的就是这些配件,请注意使用。
②表示刀片的形状,即此刀杆装什么刀片的形状
上面已经有过,这里就不讲解了。
③表示刀杆的主偏角
主偏角是指切削刃下进给方向所成的角度叫主偏角。
根据工件及加工要求来选的偏角,常用的主偏角有以下几种:J――90º主偏L――-95º主偏V――72.5º主偏常用的刀杆主偏角选配刀片形状
T
V
J
D
C
L
W
④表示刀片的后角,即所装此刀杆刀片的后角
N――0º后角,上面已讲解过了,这里就不再讲解。
⑤表示正反手车刀
有三种表示
R――右手、正手L-左手、反手N-中间刀
⑥⑦表示刀杆的高度跟宽度,选刀杆高度跟宽度只根据机床的中心高来选取的。
常用的机床中心高有以下几种:16×16、20×20、25×25、32×32。
⑧表示刀杆的长度
M T J N R 25 25 M 16
①②③④⑤⑥⑦⑧⑨
常用的有以下几种:1616 H-100㎜
2020 K-125㎜
2525 M-150㎜
3232 P-170㎜
⑨表示刀杆的切削刃长度
即在此刀杆上的刀片切削刃长度
上面已讲解过,这里不再讲解。
3、外圆车刀杆选取时应注意的问题
(1)必需要了解机床的中心高。
(2)客户需要的正刀还是反刀。
(3)根据工件或图纸选取不同的刀片跟主偏角。
(4)了解工件的材质,可选相应的刀片材质。
4、选好车刀杆后要要配上相应的刀片,例如MTJNR2525M16这支车刀
杆应配TN――1604-刀片。
车刀杆的第二、四个字母就是要配刀片的
形状跟刀片的后角,最后一个字母要配刀片的切削刃长度。
5。
目前我公司所做的车刀品牌有山特维克、台湾三禄两个品牌,以后选型号时,可针对这两种品牌选取。
6、内径车刀杆的表示方法
S 25 R -S C L C R 09
①②③④⑤⑥⑦⑧⑨
①表示刀杆的杆质,一般有三种:
S-工具钢
H-高速钢
C-硬质合金(防震)
选内孔刀杆时,刀杆直径D跟孔深L的比要知道。
如L/D<3时,应选用S工具钢材料的内孔刀杆。
3<L/D<5时,应选用H高速钢材料的内孔刀杆。
5<L/D<7时,应选用C硬质合金材料的内孔刀杆。
②表示内孔刀杆的直径
根据内孔刀杆直径,确定被加工的工件的直径,一般为
刀杆直径D 被加工工件的最小孔径
810
10 12
12 16
16 20
20 25
25 32
32 40
即要加工一件孔径为¢20的工件要选用16以下的刀杆。
③刀杆的长度,跟外圆刀杆一样,这里不做讲解了。
④刀片的压紧方式,跟外圆刀杆一样,这里不做讲解了。
⑤刀片的形状,跟外圆刀杆一样,这里不做讲解了。
⑥主偏角,跟外圆刀杆一样,这里不做讲解了。
⑦刀片的后角,跟外圆刀杆一样,这里不做讲解了。
⑧刀杆的正反手,跟外圆刀杆一样,这里不做讲解了。
⑨所装刀片的切削刃长度,跟外圆刀杆一样,这里不做讲解了。
7、内孔车刀在选取时应注意的几点:
(1)、需了解工件的材料。
(2)、需了解加工工件的内孔直径。
(3)、需了解工件内孔的深度。
(4)、客户所使用的正手刀还是反手刀。
8、选好内孔车刀杆后要配上相应的刀片。
例如:
S25R-SCLCR09这支刀杆应配CC —09T3 刀片,内孔刀杆的第5、7字母是配的形状跟刀片的后角。
9、外圆车刀杆、内孔车刀杆都是ISO 标准型号表示方法,每一个品牌都一样,但螺纹刀、切槽刀表示方法却不一们,下面主要讲解台湾的螺纹刀表示方法(同山特维克可对照样本看)。
10、外螺纹及内螺纹的表示方法:
①表示螺钉夹紧 ②E 表示外螺纹
③表示正反手刀杆,R 为正手,L 为反手 ④⑤表示机床中心高 ⑥表示刀杆的长度。
⑦表示刀片的边长
注:此刀杆配的刀片为16ER ―― ――。
螺距 材质
①表示螺钉夹紧 ②N 表示内螺纹
③表示正反手刀杆,R 为正手,L
为反手
④⑤表示螺纹刀杆的直径。
⑥表示刀杆的长度。
⑦表示刀片的边长
注:配此刀杆的刀片为16IR ―― ――。
螺距 材质
S E R 25 25 M 16 ① ② ③ ④ ⑤ ⑥ ⑦
S N R 00 16 M 16 ① ② ③ ④ ⑤ ⑥ ⑦
11、选螺纹刀时要注意的几个问题:
(1)、确定内螺纹还是外螺纹。
(2)、确定螺纹类型螺距。
(3)、外螺纹要确定机床中心高。
(4)、内螺纹要确定螺纹底孔直径。
(5)、确定被加工工件的材质。
12、螺纹类型有好多,下面将讲解常用的螺纹种类。
(1)通用型
①60º
A60º__表示60º螺纹、螺距0.5~1.5㎜
G60º__表示60º螺纹、螺距1.75~3㎜
AG60º__表示60º螺纹、螺距0.5~3㎜
②55 º
A55º__表示55º螺纹、螺距0.5~1.5㎜
G55º__表示55º螺纹、螺距1.75~3㎜
AG55º__表示55º螺纹、螺距0.5~3㎜
例:刀片型号:16ERA60,即表示此刀片可做60º螺纹,螺距在0.5-1.5之间都可以用。
注:通用螺纹刀片加工出来的螺纹有毛边,不好看,一般我们都选全牙型的。
(2)全牙型的
①公制(标准ISO螺纹刀片60º)即客户要做的大螺距的工件就选用多大的螺距的刀片。
例:
16ERM1.5就是ISO螺距为1.5的刀片。
②美制(美制统一标准UN,螺纹刀片60º)。
美制是以UN表示,叫做几牙,例客户要一种14牙的60º螺纹刀片,即16ER14UN。
③英制(英制惠氏W螺纹刀片55º)
英制只以W表示,也叫做几牙,例客户要一种14牙的55º螺纹刀片即16ER14W。
④管螺纹(NPT斜管螺纹刀片60º)
以NPT表示管螺纹,例16ER14NPT表示为14NPT的管螺纹。
⑤梯形螺纹(TR、30º梯形螺纹)
例:16ER3TR表示螺距3TR的梯形螺纹刀片。
⑥圆头螺纹(RD、30º圆头螺纹)
例:16ER3RD表示螺距3RD的圆头螺纹刀片。
13、切槽加工
切槽刀杆的表示方法每个品牌都不一样,这里就不讲解了。
这里主要讲一下怎么样去选取切槽刀及注意的地方。
(1)、外圆切槽:它分为切断、切槽、车削。
外圆切槽
切槽刀的分类内孔切槽
端面切槽
选取时要注意:
(1)机床中心高
(2)槽宽
(3)槽深
(4)工件材料
(5)正反手刀杆
(2)、内槽加工
选取时应注意:
(1)槽宽
(2)槽深
(3)孔径多大
(4)工件材料
(5)槽离孔口距离
(3)端面槽加工
它分为:外圆端面、内孔端面
选取时应注意:
(1)槽宽
(2)槽深
(3)机床中心高
(4)加工工件材料
(5)端面槽的直径
14、车削刀具最基础就到这里,车刀的材质选取到后面讲解。
练习题:
1、写出以下刀杆所配的刀片
MWLNR2525M08
MVJNR2020K16
SCLCR2525M12
STACL1212K11
SDNCN2525M11
S20Q-STVCR16
S25R-MVUNR16
2、选一支内孔车刀杆
(1)客户要一把能加工孔径¢22、孔深为85、装80º菱形刀片的刀杆,配上相应的刀片。
3、写出常用的螺纹有哪几种类型
4、客户有车一个外螺纹、螺距为55º、11牙的机床中心高为2020,选一把反手刀杆配上相
应的刀片。
5、客户要一把外槽刀,你应该要了解哪些东西后才能帮客户选刀?。