铜铝复合设备线夹不同加工工艺的区别
配电网设备线夹施工工艺与铜铝过渡分析
杨 可(1993—),女,硕士研究生,研究方向为电力电子技术与电气传动。
苏尚流(1990—),男,工程师,主要从事配网建设与维护。
林文贵(1990—),男,工程师,主要从事配网建设与维护。
配电网设备线夹施工工艺与铜铝过渡分析杨 可1, 苏尚流2, 林文贵2(1.西安石油大学电子工程学院,陕西西安 710065;2.国网泉州供电公司,福建泉州 362200)摘 要:针对设备线夹发热问题,分析了发热原因及发热现象危害,归纳了设备线夹发热防范措施,规范设备线夹安装施工工艺。
对比各种型号设备线夹优缺点,指出配电网应采用压缩型铜铝过渡线夹(无钎料,铜面镀锡),确保电网安全运行。
关键词:设备线夹;发热问题;铜铝过渡;施工工艺中图分类号:TM75 文献标志码:A 文章编号:2095 8188(2021)03 0036 05DOI:10.16628/j.cnki.2095 8188.2021.03.007AnalysisofTerminalConnectorConstructionTechnologyandCoppertoAluminumAdapterYANGKe1, SUShangliu2, LINWengui2(1.SchoolofElectronicEngineering,Xi’anShiyouUniversity,Xi’an710065,China;2.StateGridQuanzhouPowerSupplyCompany,Quanzhou362200,China)Abstract:Inviewoftheheatingproblemofterminalconnector,thispaperanalyzesthecausesoftheheatinganditsharm,summingupthemeasuresforsafetyprecautionandhowtonormalizetheconstructiontechnology.Fromthecomparisonbetweendifferentterminalconnector,thepaperproposesthatthecompactingterminalconnectorwithcoppertoaluminumadaptershouldbeusedtoremovetheriskofheatinthebuddingstagetoensurethesafetyofthegrid.Keywords:terminalconnector;heatingproblem;coppertoaluminumadapter;constructiontechnology0 引 言随着社会经济的高速发展,社会用电量逐年增加。
设备线夹说明
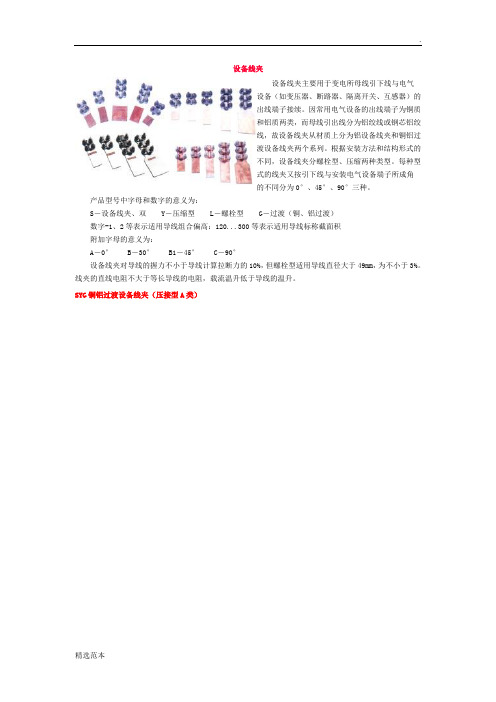
设备线夹设备线夹主要用于变电所母线引下线与电气设备(如变压器、断路器、隔离开关、互感器)的出线端子接续。
因常用电气设备的出线端子为铜质和铝质两类,而母线引出线分为铝绞线或钢芯铝绞线,故设备线夹从材质上分为铝设备线夹和铜铝过渡设备线夹两个系列。
根据安装方法和结构形式的不同,设备线夹分螺栓型、压缩两种类型。
每种型式的线夹又按引下线与安装电气设备端子所成角的不同分为0°、45°、90°三种。
产品型号中字母和数字的意义为:S-设备线夹、双Y-压缩型L-螺栓型G-过渡(铜、铝过渡)数字-1、2等表示适用导线组合偏高:120...300等表示适用导线标称截面积附加字母的意义为:A-0°B-30°B1-45°C-90°设备线夹对导线的握力不小于导线计算拉断力的10%,但螺栓型适用导线直径大于49mm,为不小于3%。
线夹的直线电阻不大于等长导线的电阻,载流温升低于导线的温升。
SYG铜铝过渡设备线夹(压接型A类)型号适用导线主要尺寸(mm)重量(kg) A B D L1 L2SYG-50A LGJ-50 40 5.0 18 60 60 0.2 SYG-70A LGJ-70 40 5.0 22 70 80 0.3 SYG-95A LGJ-95 40 5.0 26 80 80 0.3 SYG-120A LGJ-120 50 8.0 26 80 85 0.5 SYG-150A LGJ-150 50 8.0 32 80 85 0.6 SYG-185A LGJ-185 50 8.0 32 80 85 0.5 SYG-120/7A LGJ-120/7 50 5.0 26 80 80 0.3 SYG-150/8A LGJ-150/8 50 5.0 30 80 90 0.3 SYG-150/20A LGJ-150/20 50 5.0 30 80 90 0.3 SYG-185/10A LGJ-185/10 50 6.3 32 80 90 0.4 SYG-185/25A LGJ-185/25 50 6.3 32 80 90 0.4 SYG-240/30A LGJ-240/30 50 6.3 36 80 100 0.4 SYG-300/15A LGJ-300/15 63 8.0 40 100 110 0.7 SYG-300/20A LGJ-300/20 63 8.0 40 100 110 0.7 SYG-300/25A LGJ-300/25 63 8.0 40 100 110 0.7 SYG-300/40A LGJ-300/40 63 8.0 45 100 110 0.7 SYG-400/20A LGJ-400/20 63 8.0 45 100 120 0.8 SYG-400/25A LGJ-400/25 63 8.0 45 100 120 0.8 SYG-400/35A LGJ-400/35 63 8.0 45 100 120 0.8 SYG-400/50A LGJ-400/50 63 8.0 45 100 120 0.8 SYG-400A LGJ-400 120 14.0 45 120 150 1.4 SYG-500/35A LGJ-500 80 8.0 52 80 130 1.0 SYG-500/45A LGJ-500/45 80 8.0 52 80 130 1.0 SYG-500/65A LGJ-500/65 80 8.0 52 80 130 1.0 SYG-630/45A LGJ-630/45 100 6.0 60 100 150 1.6 SYG-630/55A LGJ-630/55 100 10.0 60 100 150 1.6 SYG-630/80A LGJ-630/80 100 10.0 60 100 150 1.6 SYG-800/55A LGJ-800/55 125 12.5 65 170 170 2.9SYG-800/70A LGJ-800/70 125 12.5 65 170 170 2.9 SYG-800/100A L GJ-800/100 125 12.5 65 170 170 2.9 SYG铜铝过渡设备线夹(压接型B类)型号适用导线主要尺寸(mm)重量(kg) A B D L1 L2SYG-50B LGJ-50 40 5.0 18 60 60 0.2 SYG-70B LGJ-70 40 5.0 22 70 80 0.3 SYG-95B LGJ-95 40 5.0 26 80 80 0.3 SYG-120B LGJ-120 50 8.0 26 80 85 0.5 SYG-150B LGJ-150 50 8.0 32 90 85 0.6 SYG-185B LGJ-185 50 8.0 32 90 85 0.6 SYG-120/7B LGJ-120/7 50 5.0 26 90 80 0.3 SYG-150/8B LGJ-150/8 50 5.0 30 90 80 0.3 SYG-150/20B LGJ-150/20 50 5.0 30 90 80 0.3 SYG-185/10B LGJ-185/10 50 6.3 32 90 80 0.4 SYG-185/25B LGJ-185/25 50 6.3 32 90 80 0.4 SYG-240/30B LGJ-240/30 50 6.3 36 100 80 0.6 SYG-300/15B LGJ-300/15 63 8.0 40 110 100 0.7 SYG-300/20B LGJ-300/20 63 8.0 40 110 100 0.7 SYG-300/25B LGJ-300/25 63 8.0 40 110 100 0.7 SYG-300/40B LGJ-300/40 63 8.0 40 110 100 0.7 SYG-400/20B LGJ-400/20 63 8.0 45 120 100 0.9 SYG-400/25B LGJ-400/25 63 8.0 45 120 100 0.9 SYG-400/35B LGJ-400/35 63 8.0 45 120 100 0.9 SYG-400/50B LGJ-400/50 63 8.0 45 120 100 0.9 SYG-400B LGJ-400 120 14.0 45 150 120 1.4 SYG-500/35B LGJ-500 80 8.0 52 130 80 1.1 SYG-500/45B LGJ-500/45 80 8.0 52 130 80 1.1 SYG-500/65B LGJ-500/65 80 8.0 52 130 80 1.1 SYG-630/45B LGJ-630/45 100 6.0 60 150 100 1.8SY系列铝设备线夹(压接型A类)型号Type 适用导线Conductor 主要尺寸Dimensions(mm) 重量(kg) A B D L1 L2 SY-35/6A LGJ-35/6 30 8 16 60 60 0.1 SY-50/8ALGJ-50/830 8 18 60 60 0.1 SY-70/10A LGJ-70/10 40 8 22 70 60 0.1 SY-95/15A LGJ-95/15 40 10 26 80 60 0.2 SY-120/7A LGJ-120/7 50 10 26 80 80 0.2 SY-150/8A LGJ-150/8 50 10 30 90 80 0.3 SY-150/20A LGJ-150/20 50 10 30 90 80 0.3 SY-185/10A LGJ-185/10 50 12 32 90 80 0.3 SY-185/25A LGJ-185/25 50 12 32 90 80 0.3 SY-240/30A LGJ-240/30 50 12 36 100 80 0.5 SY-300/15A LGJ-300/15 63 16 40 110 100 0.6 SY-300/20A LGJ-300/20 63 16 40 110 100 0.6 SY-300/25A LGJ-300/25 63 16 40 110 100 0.6 SY-300/40A LGJ-300/40 63 16 40 110 100 0.6 SY-400/20A LGJ-400/20 63 16 45 120 100 0.7 SY-400/25A LGJ-400/25 63 16 45 120 100 0.7 SY-400/35A LGJ-400/35 63 16 45 120 100 0.7 SY-400/50A LGJ-400/50 63 16 45 120 100 0.7 SY-400A LGJ-400 120 14 45 120 120 0.9 SY-400A1LGJ-400120 14 45 120 150 1.0 SY-500/35A LGJ-500/35 80 16 52 130 80 1.0 SY-500/45A LGJ-500/45 80 16 52 130 80 1.0 SY-500/65A LGJ-500/65 80 16 52 130 80 1.0 SY-630/45A LGJ-630/45 100 20 60 150 100 1.2 SY-630/55A LGJ-630/55 100 20 60 150 100 1.2 SY-630/80A LGJ-630/80 100 20 60 150 100 1.2 SY-800/55A LGJ-800/55 125 22 65 170 125 2.1 SY-800/70A LGJ-800/70 125 22 65 170 125 2.1 SY-800/100A L GJ-800/10012522 65 170 125 2.1 SY-210/10NA NRLH 58 GJ-210/10 606316451201050.8SY(T)系列铜设备线夹(压接型A、B类)型号主要尺寸(mm)D φ B L L1 L2SY(T)-95(A、B) 20 14 40 150 60 70 SY(T)-120(A、B) 22 15.5 40 160 65 70 SY(T)-150(A、B) 25 17 50 170 70 75 SY(T)-185(A、B) 27 19 50 180 75 80 SY(T)-240(A、B) 30 21 50 190 80 85 SY(T)-300(A、B) 32 23 60 210 90 90 SY(T)-400(A、B) 36 26.5 60 220 90 100 SY(T)-500(A、B) 40 30 80 230 100 100 SY(T)-630(A、B) 45 35 80 235 100 100 SY(T)-800(A、B) 50 38.5 100 270 110 120SL系列铝设备线夹(八五国标)型号适用导线外径 mm2螺栓个数主要尺寸(mm)A B L1 LSL-1A,B 8.40~9.60 4 40 6 65 145 SL-2A,B 11.0~13.68 4 40 6 80 175 SL-3A,B 15.20~16.72 6 50 8 125 225 SL-4A,B 19.02~21.28 6 50 8 125 225SL系列铝设备线夹(七四国标)型号适用导线外径mm2主要尺寸(mm)A B L1 LSL3-1(单孔) 35~50 40 6 65 120 SL3-2(单孔) 70~95 40 6 80 136 SL1-3(单孔) 35~50 50 6 65 145 SL1-4(单孔) 70~95 50 6 80 175 SL1-5(单孔) 120~150 50 8 125 225 SL1-6(单孔) 185~240 50 8 125 225 SL2-7(单孔) 120~150 80 8 125 239 SL2-8(单孔) 185~240 80 8 125 239 螺栓型铜铝过渡设备线夹八五国标SLG系列七四标准定型STL(铜铝过渡线夹)型号适用导线mm2主要尺寸(mm)B A L1 L2 LSLG-1A 35-50 40 5 65 65 145 SLG-1B 35-50 40 5 65 65 145 SLG-2A 70-95 40 5 80 80 175 SLG-2B 70-95 40 5 80 80 175 SLG-3A 120-150 50 6 125 85 225 SLG-3B 120-150 50 6 125 85 225 SLG-4A 185-240 50 6 125 85 225 SLG-4B 185-240 50 6 125 85 225 型号适用导线mm2主要尺寸(mm)B A L1 L2 L SLG-1(单孔)35-50 40 5 65 65 120 SLG-2(单孔)70-95 40 5 65 65 136 SLG-3(双孔)35-50 40 5 80 80 145 SLG-4(双孔)70-95 40 5 80 80 175 SLG-5(双孔)120-150 50 6 125 85 225 SLG-6(双孔)185-240 50 6 125 85 225 SLG-7(四孔)120-150 80 6 125 85 230 SLG-8(四孔)185-240 80 6 125 85 230变压器用铜铝接线夹(特制带扣)型号适用导杆螺纹(mm)主要尺寸(mm)D M A BSBG-M12 12 22 12 6.7 50SBG-M14 14 26 14 6.7 50SBG-M16 16 26 16 7 50SBG-M18 18 28 18 7.8 60SBG-M20 20 30 20 7.8 60变压器用铜接线夹(特制带扣)型号适用导杆螺纹(mm)主要尺寸(mm)D M A BSBT-M12 12 22 12 6.5 50 SBT-M14 14 26 14 6.5 50 SBT-M16 16 26 16 6.5 50 SBT-M18 18 29 18 7.5 60 SBT-M20 20 31 20 7.5 60铜铝螺纹线夹型号适用导杆螺纹(mm)主要尺寸(mm)M D LSBG-1-M12 12 12 19 125 SBG-1-M14 14 14 21 140 SBG-1-M16 16 16 21 180 SBG-1-M18 18 18 24 200 SBG-1-M20 20 20 26 200ST系列螺栓型铜设备线夹. ST系列铜设备线夹(七四标准)型号适用导线mm2主要尺寸(mm)B A L1 LST-1(单孔) 35-50 40 4.2 65 120 ST-2(单孔) 70-95 40 4.2 80 136 ST-3(双孔) 35-50 40 4.2 65 145 ST-4(双孔) 70-95 40 4.2 80 175 ST-5(双孔) 120-150 50 5.0 125 225 ST-6(双孔) 185-240 50 5.0 125 225 ST-7(四孔) 120-150 80 5.2 125 230 ST-8(四孔) 185-240 80 5.2 125 230。
铜铝设备线夹超声波浸锡与钎焊工艺

铜 铝设备 线 夹本体 是铸 造 铝合 金 ,根据 使用 特 点 和 工 艺性 采用 铝 硅 合金 ,牌 号 为使 用 广 泛 的 4 3 ., 1Z 1
其化学成分见表 1 。而 覆 在 上 面 的 是 1 m 纯 铜 板 , m
牌 号 为 T Y 。铸 造 铝合 金 的焊 接性 能 一 般 ,润 湿 性 22
焊 接 技术
第 4 0卷 第 1 期 2 1 年 1 , 1 0 1 } lj
铜 铝 设 备 线 夹 超 声 波 浸 锡 与 钎 焊 工 艺
杨 南 培
( 京 线 路器 材 厂 ,江 苏 南 京 2 0 3 ) 南 10 7
摘 要 :根 据铜 铝 设 备 线 夹 超 声 波 浸 锡钎 焊 过 程 中存 在 的各 种质 量 问题 ,本 文从 超 声 波设 备 原 理 ,专 用 辅 机 的设 计 和钎 焊 工 艺 三 个 方 面 ,
系统 的锡槽 两 大部 分组 成 ,超声 波发 生器 是一 个产 生
We igT c n l y V 1 0 N .1 N v 2 1 l n e h o g o. o1 o . 0 d o 4 1
・ 艺 与 新 技 术 ・ 3 工 3
超 声波 频 电信 号 的功率 源 ,它供 给锡 槽 中换 能器 工作
差 ,由于 铝是 活 泼 元素 ,钎 焊表 面 氧 化层 较 难 清 除 .
同时还 易氧化 ,钎 料 浸粘 不易 。铜 铝设 备线 夹 的载 流
产 品 的工 艺 有 闪光 焊 、摩 擦 焊 、钎 焊 及 铜 铝覆 合 片 。
闪光焊 与摩 擦焊 是整 块铜 板 与铝线 夹本 体 焊合 .很 浪 费铜 材 。而钎焊 和铜 铝覆 合 片 的铜 材耗 用量 仅 为 闪光 焊 和 摩 擦 焊 的 15 1 。我 国 铜 资源 比较 缺 乏 ,而工 /~ / 8 业 发展 需求 量很 大 。供需 矛盾 很 突 出 ,故 推广使 用节 材 型产 品势 在必 行 。据 了解 , 目前 在 建 的大部 分变 电 站 和 电厂 ,在 电气 连接 中都 基本采 用 钎焊 和铜 铝覆合 片的铜 铝设 备线 夹 。这 2种 形式 比较 ,钎 焊 的铜铝设 备 线夹 比铜 铝覆 合 片 的设 备 线夹更 具 有广 阔 的使用 前 景 :主要表 现在 安装 加工 钻 孔时钎 焊 更为 方便 ,而 铜 铝 覆合 片 由于薄 加 工钻孔 不 易 ,另外 ,钎 焊 的铜铝设 备 线夹 可 用在 载 流 量 10 0A 以下 的电气 连 接 中 ,铜 0 铝 覆合 片 的设备 线 夹 只能用 于 5 0A 以下载 流 量 的电 0 气 连接 中 .主要 是 线夹 过流 面 紧密度 的差 异造 成 。本 文 采用 的超声 波浸 锡 和设 计 的专 用辅 机配 合 的钎焊 工
铜铝异形线夹执行标准
铜铝异形线夹执行标准
铜铝异形线夹的执行标准主要包括以下几个方面:
1. 材质:铜铝异形线夹的材质必须符合相关标准,如铜或铝等有色金属材料,具有良好的导电性能和机械性能。
2. 外观:线夹的外观必须平整、光滑、无毛刺、无裂纹等现象,无明显损伤和变形。
3. 尺寸:线夹的尺寸必须符合相关标准,如长度、宽度、厚度等,以确保其能够夹紧电线或电缆,并具有足够的机械强度。
4. 性能:铜铝异形线夹必须具有良好的导电性能、机械性能和耐腐蚀性能等,能够满足各种环境和条件下的使用要求。
5. 检验:铜铝异形线夹的质量必须符合相关标准,并经过严格的检验和测试,以确保其性能和质量符合要求。
总之,铜铝异形线夹的执行标准是为了确保其质量和性能符合相关要求,以确保其在使用过程中能够安全、可靠地夹紧电线或电缆,并保持良好的导电性能和机械性能。
线夹制作工艺-概述说明以及解释
线夹制作工艺-概述说明以及解释1.引言1.1 概述线夹是一种常用的连接器件,用于固定或连接电线、电缆等导线。
在各种电气设备和电子产品中都有广泛的应用。
线夹的制作工艺对于产品的质量和性能起着关键作用。
本文将着重介绍线夹制作工艺的相关知识和技术要点,帮助读者了解线夹的制作过程,提高制作效率和质量。
在本文中,我们将首先介绍线夹的定义和作用,然后探讨线夹制作工艺的基本流程和步骤。
同时,我们还将重点讨论制作过程中需要注意的关键环节和技术要点,以确保线夹的质量达到标准要求。
最后,我们将总结线夹制作工艺的重要性,展望未来在该领域的发展趋势,为读者提供参考和启示。
通过本文的阐述,相信读者对线夹制作工艺会有更深入的了解,同时也能够为实际操作提供指导和帮助,希望本文能够成为线夹制作工艺领域的重要参考资料。
1.2 文章结构文章结构部分主要是关于本文的整体架构和组织形式的介绍。
本文主要分为引言、正文和结论三部分。
引言部分将对线夹制作工艺进行概述,介绍本文的目的以及文章结构,给读者一个整体的预览。
正文部分将详细介绍线夹制作工艺的概述、制作工艺步骤以及工艺中的注意事项,让读者了解该制作工艺的具体流程和关键要点。
结论部分将对整篇文章进行总结,展望线夹制作工艺的应用前景,给出结束语,为全文画上完美的句号。
通过这样清晰的文章结构,读者可以更加容易理解文章内容,吸收所传达的知识。
1.3 目的:本文旨在介绍线夹制作工艺的全过程,包括概述、制作工艺步骤以及工艺中的注意事项,帮助读者了解线夹的制作过程,掌握相关的制作技巧和注意事项。
通过本文的阐述,读者可以全面了解线夹的制作工艺流程,提高制作线夹的效率和质量。
同时,通过深入了解线夹制作工艺,读者还可以拓展对相关领域的知识认识,为未来的实践应用提供参考和指导。
希望本文能够为读者提供有益的信息和启发,激发读者对线夹制作工艺的兴趣和探索欲望,促进线夹制作工艺的进一步发展和创新。
2.正文2.1 线夹制作工艺概述线夹是一种常用的连接器件,用于固定电线或电缆等导电材料,广泛应用于电气设备、通讯设备、汽车等领域。
铜铝复合材料评测方法

铜铝复合材料评测方法宝子们,今天咱们来唠唠铜铝复合材料的评测方法呀。
一、外观评测。
咱先从最直观的外观说起。
拿到铜铝复合材料,就像挑水果一样,先打量打量。
看看表面有没有明显的坑洼、划痕或者裂缝啥的。
要是表面坑坑洼洼的,就像脸上长满了麻子,那肯定是有点问题的。
而且呢,铜和铝的结合处得平滑自然,要是有那种很突兀的接口,就像两个人强行凑一块儿,看着就别扭,这也可能表示它在加工的时候不太精细哦。
二、厚度测量。
这厚度也很关键呢。
就像咱们买衣服,布料薄厚得合适。
用专门的量具去量一量铜层和铝层的厚度。
要是厚度不均匀,有的地方厚得像棉袄,有的地方薄得像纱巾,那在使用的时候就可能出现各种状况。
比如说薄的地方可能就不那么耐用,容易损坏呢。
三、导电性测试。
铜铝复合材料嘛,导电性可是很重要的一个指标。
咱们可以简单地用个小仪器测一测它的电阻。
如果电阻小得像个乖宝宝,那导电性就不错,就像电流在里面跑步的时候畅通无阻。
要是电阻大得像个拦路虎,那这材料在一些需要良好导电的地方可就不太好使啦,就像堵车一样,电流走得磕磕绊绊的。
四、结合强度检测。
铜和铝结合得牢不牢呢?这可关系到材料的质量。
可以试着做一些简单的拉力测试。
要是轻轻一拉,铜和铝就像两个闹别扭的小伙伴分开了,那这结合强度肯定不行。
好的铜铝复合材料,应该是紧紧抱在一起的,就像一对恩爱的小情侣,不管怎么折腾都不分开。
五、耐腐蚀性评测。
这个也不能忽视哦。
把材料放在一些有腐蚀性的环境里,像有点酸性或者碱性的溶液里泡一泡,当然是模拟那种比较恶劣的使用环境啦。
过一段时间拿出来看看,如果它还能保持原来的样子,或者只有一点点小变化,就像化了个淡淡的妆,那它的耐腐蚀性就不错。
要是变得面目全非,像被妖怪施了法一样,那这材料的耐腐蚀性可就太差劲啦。
宝子们,通过这些简单又有趣的评测方法,咱就能大概知道铜铝复合材料的好坏啦。
这样在使用或者选择的时候,心里就有底咯。
铜铝设备线夹产品的改进与应用——基于爆炸焊接新技术新工艺的应用
铜铝设备线夹产品的改进与应用——基于爆炸焊接新技术新工艺的应用温开元【摘要】铜铝设备线夹在输变电线路设备中应用较多,目前,铜铝设备线夹生产工艺主要是由铜铝棒料或板料经过摩擦焊或闪光焊接等多道工序完成,工序多且繁杂,生产效率低,原材料用量大,特别是铜的用量多,其中最突出的问题是焊接不牢固,容易出现断裂现象.为此,将铜铝设备线夹焊接工艺作进一步改进,这里主要讨论爆炸焊铜铝设备线夹的应用及优缺点.以摩擦焊SLG-4A本体和爆炸焊SLGB-4A本体为例,对材料的成型和焊接进行改进,对不同工艺进行分析比较,使改进后的工艺能提高焊接强度和生产效率以及节约原材料.%The copper and aluminum terminal connector equipment has been widely used in power transmission transformation lines, at present , copper and aluminum terminal connector production process mainly finished by the copper and aluminum sheet metal bar or through the flash welding, friction welding or the completion of several processes, procedures and more complicated,low productivity,large amount of raw materials. Particularly, the amount of copper more than one of the most prominent problem was not firmly welded, which was prone to breakage, and we will make copper and aluminum welding terminal connector further improves, where copper and aluminum equipment focused on explosive welding clamp application and advantages and disadvantages. Taking friction welding SLG-4A bulk and bulk explosive welding SLGB-4A for example,forming and welding of materials were improved, different processes were analyzed and compared,so that improved technology can increase the weld strength, production efficiency and conservation of raw materials.【期刊名称】《新技术新工艺》【年(卷),期】2011(000)007【总页数】3页(P100-102)【关键词】电力金具;爆炸焊铜铝设备线夹;改进与应用【作者】温开元【作者单位】浙江风凰科技集团公司技术部,浙江,乐清,325604【正文语种】中文【中图分类】TG41 铜铝过渡设备线夹存在的问题1.1 焊接性能差铜铝过渡设备线夹生产工艺一般采用闪光焊或摩擦焊,铜、铝(特别是铝)的焊接性能较差。
不同工艺的铜铝复合材料之生产方法分析
不同工艺的铜铝复合材料之生产方法分析一、冷轧复合工艺(板、带):利用高分子材料(胶)把两种金属粘合在一起。
二、热轧复合工艺(板、带):两种金属材料表面拉毛,把坯料通过感应炉在线感应加热,然后通过小轧机(轧钢轧机)轧制复合,利用轧制所产生的能量转化,使两种金属复合在一起。
(这种方法主要做钢与钢之间的复合材料。
三、镀铜工艺: 通过化学反应对金属实施镀铜表面处理!不同的素材上镀铜工艺会有不同,铁件上镀铜须经过:化学除油,电解除油,预镀镍或铜,加厚硫酸铜,后处理。
不锈钢电镀,表面铜厚度一般在30µm-40µm,不能用在导电行业,只能用在铜装饰行业,易破损,不易维修。
四、固液(浇铸)复合工艺(排):将铜管制成外膜,然后将待复合的铝金属熔成液注入膜内,在铸膜内完成两者的复合,复合完毕冷却后,通过拉伸机控制产品规格。
五、固固复合1.生产工艺:制作中先把铜管、铝棒表面打毛,然后通过拉伸机在拉力下把铝棒和铜管复合在一起,通过机械力能转化为热量,靠表面凹凸交错镶嵌式复合在一起。
其中铜带要求很薄,一般为0.3-0.5mm左右。
六、爆炸复合生产工艺:它是以炸药为能源,铜板与铝板之间的炸药被引爆后,经过自加速转变为稳定的爆轰,并以一定的速度向前推移,铜板在爆炸冲击波和爆轰产物压力作用下以一定角度与铝板发生碰撞,从而在基板和复合之间实现冶金结合。
爆炸复合可以达到无氧状态下复合。
这种制做方法对板型没有要求,以做厚板材为主,并且上下两层厚度要接近,如:50%:50%,40%:60%。
目前国内只能做到厚度20mm以上的材料,无法做卷、无法做薄板,成本高,不适合大规模工业化生产。
七、热熔复合生产工艺:上海鹏尧铜铝复合板采用半熔态连续轧制复合工艺,铜铝处在无氧状态下,通过8000吨压力下轧制而成的,后续通过冷轧、真空退火、在线清洗、成品剪切等多项加工,真正实现了无氧冶金复合。
为代替纯铜而专门设计的新型产品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铜铝复合设备线夹不同加工工艺的区别
目前,市场上的铜铝过渡设备线夹按其生产工艺可分为四种:爆炸焊线夹、闪光焊线夹、摩擦焊线夹和钎焊线夹。
前三种都是用生产好的铜铝复合板冲压而成,只有钎焊线夹是先进行冲压成型而后再进行铜铝焊接复合。
爆炸焊线夹:爆炸焊是很早就出现的铜铝复合方法,经过多年的实践,目前工艺已经很成熟,这种方法生产的铜铝复合板具有很高的结合强度,所以爆炸焊的线夹具有很好的力学性能,在折弯、钻孔、冲孔等深加工时很少出现问题,而且导电和耐热等方面性能也都很好。
但是,爆炸焊的工艺在生产复合板的时候并不是工业化的连续生产,而是只能单块板生产,而且还受着地理、天气、爆炸后探伤补伤等诸多方面的影响,所以生产效率很低,交货周期很长,生产成本也很高,随之而来的,用这种材料生产设备线夹时效率也就很低,成本非常之高。
闪光焊线夹:在人们需要降低设备线夹的成本时,用闪光焊生产铜铝复合过渡板的工艺出现了。
这种工艺是将铜板和铝板的各一端经过高温熔化后对接使之结合在一起。
这种工艺的成本较爆炸焊的成本降低了很多,但是,生产效率也不高,而且这种工艺生产的复合板中间结合处较脆,必须经过热处理,即使是这样,受力后也极易断裂,而且中间结合处的导电性能极差。
摩擦焊线夹:为了弥补闪光焊工艺的不足,又出现了摩擦焊的工艺。
简单来说,这种工艺是将铜棒和铝棒经过高速反向旋转对接结合到一起,然后冲压成板,最后进行冲压成型。
这种工艺成本与闪光焊差不多,性能要优于闪光焊产品,但不适合生产较厚
的产品,基本上都用在6.0mm厚度以下产品的生产加工。
钎焊线夹:钎焊线夹的工艺是先用铝板冲压成型,然后再用钎料将铜片焊在其上。
这种工艺的成本较前面三种再一次下降了,但是这种工艺有一些很严重的缺陷,1不耐高温,当温度达到170度左右的时候就会出现铜片脱落现象,直到现在,在实际应用中铜片脱落的现象也经常发生;2铜铝结合率不高,批量生产时复合率只能达到80%左右,3由于结合层处存在钎料,导致其导电性能下降;4结合强度不高,产品在深加工时容易出现剥离现象。
综上所述,市场上现在急需一种新的工艺来取代这几种工艺,而我公司生产的铜铝复合板恰恰适合于此,集结了前几种工艺产品的优势,又补足了他们的劣势。
我公司所生产的铜铝复合板具有以下优点:
1.结合强度高,我公司的生产工艺为半溶态连续轧制工艺,产品在高温高压下连续生产,产品质量稳定可靠,结合率大于97%,结合强度接近爆炸复合,远远大于钎焊等其他工艺;
2.机械强度高,由于是高温无氧复合,铜板与铝板之间没有氧化层,相对于钎焊、闪光焊、摩擦焊等加工工艺,外观更美观,机械强度更高,产品在折弯、冲孔(钻孔)、剪切等均不会分层;
3.导电率高,铜材符合国标T2材料,铝材达到国标1060以上,且铜铝之间没有其它介质,所以导电率远远超于钎焊、摩擦焊、闪光焊等焊接工艺。
4.综合成本最低,在已知的四种加工工艺中,钎焊的材料成本最低,但工序最为繁多,成品率较低,质量最不稳定,产品性能较差(不耐高温);摩擦焊的材料成本比钎焊稍高,工序较为复杂,但材料利用率较低,产品具有一定的局限性;闪光焊的材料成本比摩擦焊稍高,由于铜铝在焊接时产生过度金属(脆向层),故产品焊接中产生的废品率最多,成本大于前两种;爆炸焊的产品质量较为稳定,工序较为简单,但材料成本远远大于其它加工工艺,市场难以接受。
我公司的产品加工工序最少,产品综合成品率最高,可以节约大量的工序、设备、人力、质量稳定可靠,导电率、耐热性能优秀,综合成本最低。