AZ31B镁合金激光熔凝层的显微组织
AZ31B镁合金缝焊焊缝微观组织分析
,
作者简介 : 马天风 (9 2 ) 女 , 1 8 , , 河南延津人 , 硕士 , 主要从事焊接工 艺研究 。
5
河南机 电高等专科学校学报
2 1 年 5期 01
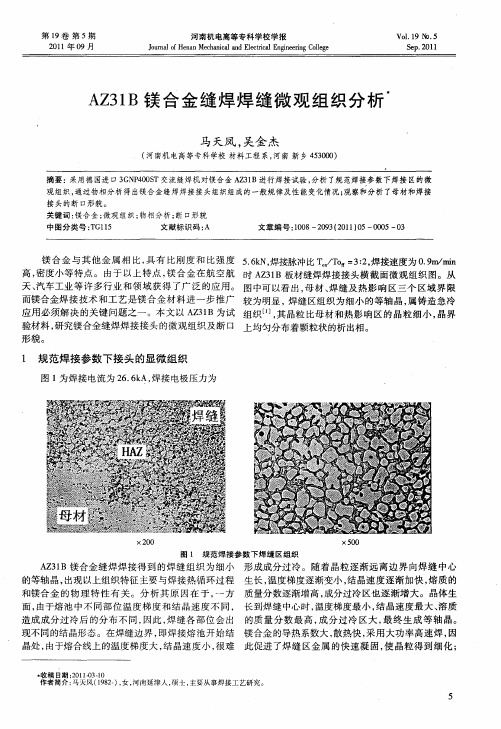
另一方面, 在高速焊接条件下 , 从理论上讲 , 在热源运 异共 晶体 , 即共 晶 组 织 中 的 d—M g依 附 在 原 有 的 先 动方 向 已无 温度梯 度存 在 , 只在 焊缝 轴线 的垂直 方 向 共 晶 0一Mg相 上 , 【 B—Mg 1 则 以不 规 则 的形 状 A 相 且 上有温度梯度存在 。当液相 中温度梯度很小时, 在液 分 布在 晶界 上 。 由于凝 固过 程 中存 在 溶 质再 分 配 , 相 中形 成很 宽 的成 分 过 冷 区。这 时 不 仅 在结 晶前 沿 结 晶有 先 后 , 得 晶 界上 晶格 原子 排 列 杂 乱 , 可 能 使 并 形成等轴晶, 同时也能在液相的内部生核 , 产生新 的 有原子空位、 间隙原子等缺陷, 合金成分 、 杂质含量都 晶粒 , 晶粒的四周不受阻碍同时长大 , 形成等轴晶。 较高, 成为化学成分 、 晶格构造上的薄弱环节。 由于 呈颗粒状的 B相具有硬脆性特性 , 分布在镁基体可 以 2 焊 缝 区物 相 分 析 起到沉 淀 强 化 的作 用 , 分 布 在 晶 界 时 具 有 钉 扎 作 而 可 因此 (相 呈 颗 粒 状 分 布 时 对 ; 采用 D— A I 日 M YI 本理学 x射线衍射仪对焊缝 用 , 以阻碍 晶界滑 移 , A 区进行 x射线衍射分析。首先使用钢锯在试样上切割 合金强 度是 有利 的 。 出待测区域的测试样品, 样品尺寸大小为 7 m× m r 5 m, n 然后利用水砂纸将样 品表面磨平, x射线衍射仪上 在 分析试样得 出结果 如 图 2所示 。由图 2中看 出 , 区 焊缝 存在 M g和 M l两种衍射峰, 中 M l 的衍射 g A : 其 gA: 峰较弱 , 主要是 由于 A 3B合 金 中 A 元 素含 量较 少 , Z1 l 相应生成的 M 1化合物相对基体而言也较少所致。 g A , :
AZ31B镁合金电子束焊接接头组织及性能分析
中大块的白色晶粒是先共晶的 α2Mg 固熔体 ,白色
214 硬度分布规律 图 5 为焊接接头维氏硬度分布曲线 ,位置 0 点
为焊缝中心区 ,硬度测量处焊缝宽为1. 3 mm ,由图 可知 ,从焊缝区到母材维氏硬度分布变化不太大 ,硬 度值在 50~55 HV之间 。对焊缝区和母材区进行分 析 ,焊缝区硬度值略高于母材区 ,均值为54. 7 HV ,母 材区均值为52. 2 HV。这可能是在电子束焊接过程
© 1994-2009 China Academic Journal Electronic Publishing House. All rights reserved.
第9期
谭 兵 ,等 :AZ31B 镁合金电子束焊接接头组织及性能分析
77
比较严重 ;而铝的沸点为2 056 ℃,并且它的含量也 较低 ,因此蒸发的量较少 ,由于焊缝中镁的蒸发损失 引起铝的相对含量升高 ;同样锰也是由于沸点高 、含 量低 ,因此焊后百分含量增加 ;而锌的沸点比镁的更 低 ,因此在焊接过程中更易蒸发 ,但因为它的含量 低 ,并且镁的蒸气量大 ,会有一定程度的抑制锌的蒸 发 ,因此焊后在焊缝中的相对含量会有一定的减少 , 但减少的比例并不多 。
AZ31镁合金热变形时的显微组织与断口分析
AZ3 1镁 合 金 热 变 形 时 的 显 微 组 织 与 断 口 分 析
曹 晓卿 - 。郭 继 祥 ,张 登 峰 ,池 成 忠 ,李 黎 忱
(. 原理 工 学 材料 科 学与工程 学 院 , 西 太 原 0 02 1太 山 3 0 4;
DNS 0 2 0微 机 控 制 电
子 万 能 试 验 机 上 进 行 ,拉 伸 温 度 范 围 为
2 0 5 3 温 度 间 隔 为 5  ̄ 试 件 装 夹 好 后 开 始 升 9 K~ 7 K, 0C。
展 开 变 形 镁 合 金 板 材 的 制 备 16 其 热 冲 压 成 形 等 方 5吸 , 面 8 研 究 工 作 正 方 兴 未 艾 。 文 献 [1 为 限 制 变 1 的 9认 形 镁 合 金 材 料 发 展 的 关 键 因 素 是 对 镁 及 镁 合 金 的 塑
用 j M一 4 0 S 6 0 F扫 描 电 镜 观 察 。
镁 合 金 的 变 形 能 力 ,改 进 现 有 的 塑 性 变 形 二 乃 至 艺
开 发新 的塑性 变形技 术 缺乏理 论指 导 。 以 , 合 金 所 镁
塑 性 变 形 机 制 的 研 究 和 成 形 工 艺 的 开 发 已受 到 国 内 外 材 料 工 作 者 的 高 度 重 视 , 已 经 成 为 世 界 镁 工 业 发
性 变 形 机 理 的 认 识 还 不 够 全 面 和 深 人 ,未 能 建 立 起 完善 的塑性 变形 理论体 系 。如何 从根本 上 改善 镁及
温 , 温 后 保 温 1 mi , 量 点 温 度 偏 差 为 ± ℃ 。 拉 到 0 n测 5 伸 时 的 初 始 应 变 速 率 为 00 1 ~ 00 s 显 微 组 织 .0 s  ̄ .5 ~。 观 察 采 用 尼 康 MS 2 0 A一 1 0金 相 显 微 镜 , 断 口形 貌 采
AZ31B镁合金表面激光合金化Al-SiC涂层制备及其性能研究

AZ31B镁合金表面激光合金化Al-SiC涂层制备及其性能研究AZ31B镁合金是一种轻质、高强度、高塑性的金属材料,工业应用领域广泛。
然而,由于其在空气中易于氧化,并且易于发生腐蚀、磨损等问题,限制了其进一步应用。
因此,研究AZ31B镁合金表面涂层具有重要的意义。
本文采用激光合金化方法在AZ31B镁合金表面制备了Al-SiC 复合涂层。
该涂层具有较高的硬度和耐磨性,并且能够提高材料的耐腐蚀性能。
制备过程中使用了激光将金属基材和添加剂同时加热到高温,然后将涂层材料熔融在基材表面形成涂层。
研究发现,合金化过程中的反应参数对涂层质量和性能有重要影响,其中激光功率和扫描速度是关键因素。
当激光功率为2.5 kW、扫描速度为600 mm/min时,制备出的涂层具有最佳的硬度和耐磨性。
经过一系列的性能测试,Al-SiC复合涂层具有较好的力学性能和耐蚀性。
在三氯化铁溶液中的腐蚀试验中,可以看到涂层表面出现了少量的氧化物,但仍能保持较好的耐蚀性。
在磨损试验中,使用球盘式磨损试验仪对涂层进行磨损性能测试,结果表明涂层的磨损体积损失率在0.124×10-5 mm3/N·m左右,远低于未涂覆AZ31B镁合金的磨损体积损失率0.526×10-5 mm3/N·m,说明涂层可以有效提高材料的耐磨性能。
综上所述,AZ31B镁合金表面激光合金化Al-SiC涂层制备具有一定的优越性,并且具有广泛的工业应用前景。
未来可以进一步探究其在汽车、航空、航天等领域中的应用,实现该涂层技术的工业化应用。
本文阐述了AZ31B镁合金表面激光合金化Al-SiC涂层的制备方法及其性能研究。
下面列出一些相关数据并进行分析:1. 涂层硬度经过显微硬度测试,Al-SiC复合涂层的硬度达到了480 Hv,明显高于未涂覆AZ31B镁合金的约40 Hv,表明涂层可以有效提高材料的硬度。
2. 腐蚀试验使用三氯化铁溶液进行腐蚀试验,发现在涂层表面出现了少量的氧化物,但是涂层的耐蚀性仍然较好。
AZ31B变形镁合金激光-MIG复合焊焊接组织和性能分析

T 0 0的 C : 流 激 光 器 , 大 焊 接 功 率 为 5 W , R5 O 轴 最 k 激光头光 路经 四块 平 面 反射 镜 后 反 射 聚焦 , 焦距 为 2 0 m, 斑 直 径 为 0 6 8m 光 . mm。 两 热 源 采 用 旁 轴 复
合, 激光 垂直 焊接工 件 , G焊 枪 与工件 之间 的交角 MI 为 6 。焊 接过 程 中采 用 激 光 在 前 电弧 在 后 的复 合 5, 方式 , 验装置 示 意图如 图 1 示 , 热源 问隙 。 试 所 a为
弥补 了单 热源 焊 接工 艺 的 不 足 。具 有 焊 接熔 深 大 、
加工 速度快 、 件变 形 小 、 池搭 桥 能 力强 、 焊 接 工 熔 可
高 反 射 率 材 料 、 于 集 成 等 特 点 ’ 。 白 17 易 7 _ 9 6年
W. t n首次提 出激 光 电弧 复合 焊 接 之 后 , 十年 Se e 几
摩擦焊 和激 光一I TG复合 焊 等方 法 的研 究 , 没 但 有 关 于镁 合金 激光一 G复合 焊的报 道 。 MI
1 试 验 方 法和 装 置
1 1 试 验 装 置 .
AZ31B可降解镁合金的研究

能形成有效 的稳定保护膜; 另一方面是 由于第二相或杂质 元素引起 的电偶腐蚀 【 在潮湿环境及 c。 的条件 下, 】 捌。 1 存在
镁及镁合金更容易发生腐蚀, 其腐蚀 问题成为制约其进一 步应用 的瓶颈 , 但却为其作为医用可降解植入材料提供 了 依据。目前 , 镁及镁合金作为硬组织植入材料的应用研究
生成 物质进行分析 。
23 植 入 实 验 .
植入样品为 A 3B镁合金骨折 内固定系统 ( Z1 接骨板
及配套螺钉 ) 接骨板板尺寸为 1m : 8 mX5 mmX 1 m ( 5 m 长 .
的形成和生长【 7 】 。但对于长骨骨折的固定,力学性能要求
较高, 植入材料稳定固定的时间也较长 , 以镁合金用于 所 重载荷的植入器件存在 问题较多, 且其不断降解更将加速 破坏长骨骨折后的稳定 固定。 而对 于下颌骨 等承力较小的 部位, 骨折后植入可降解镁合金材料可 以在植入初期满足
研究选用铸 态 、挤压态 及 固溶+ 时效 ( 6 T )处理 后 的 A 3 B镁合金作为研 究材料 ,其化 学成分见表 I Z 1 。 表 I 实验用镁合 金的化学成 分
牌 号 A1
2 5~3 0 . .
zl l
0. 14 6— .
Mn
0 2— 1 . . 0
包含 a一 ,而且还存在无机盐及有机物,并且体 内植入部 位的改变也会影响到腐蚀过程嘲,所以镁及镁合金作为可
样 。H n ’溶液主要 由下列物质组成 :8 g N C ,0 g a ks . a1 . O 4 K 101g a l 03 g H O , . 6 2 6 C , . C 2 . C 3 1 g H1 ( 4 C , 5 Na 0 C 0 葡萄糖) ,
AZ31B镁合金激光焊接接头组织和性能的研究

图1 1 D L - H L - T 5 0 0 0激 光 焊机
2 . 2 试验 材料
试 验 材料 采 用 A Z 3 1 B变形 镁 合 金板 材 ( 9 0 mm ×4 0 mm ×4 m m) , 其抗拉强度为 2 5 5 MP a , 母 材 化 学成 分 如表 1 所示 。采用 C O 激光 焊接试 件 。焊 接 前 对试 样 进 行 处 理 , 油 污 用 丙 酮 清洗 来 去 除 , 凉 干 后用 钢 丝刷清 理 以去 除表 面的氧化 膜层 。
[ 7 J M. D i v a n d a r i , J a m li a nd a S . G . S h a b e s t a r i . E f e c t o f s t i r p s s i z e
试验采用 C O 气保激光平板对接焊 , 单面焊双 面成 型 。焊接 示意 图如 图 2 所示。
2 . 4 试样 的制备
作者简介 : 孔海 旺( 1 9 5 8 一) , 男, 汉族 , 工程师 , 主要从 事焊接技术 的 研究 。
对 于易 变形 、 不利 于加 工 处 理或 本 身 不易 夹 持
F o ma r t i o n i n L o s t F o m a C st a i n g o f A l u mi n u m A l l o y s【 J ] .J Ma t e r
S c i , 2 0 0 6, 41 : 2 3 7 3 — 2 3 7 9.
孔海 旺 , 王学锋
( 太原 科技 大学 , 山西 太原
摘
0 3 0 0 2 4 )
要: 以A Z 3 1 B变形镁合金 为研究对 象, 采用 C O : 气保激光焊接技术 , 对A Z 3 1 B镁 合金 激光焊接接 头的
AZ31B镁合金搅拌摩擦焊组织性能研究及工艺优化

AZ31B镁合金搅拌摩擦焊组织性能研究及工艺优化搅拌摩擦焊(Friction Stir Welding,FSW)是一种无焊条,无熔化和减少热输入的固态焊接方法,被广泛应用于镁合金的焊接领域。
AZ31B镁合金是一种常用的镁合金材料,具有良好的强度和塑性,但由于其高反应性,使得传统的焊接方法难以实现。
搅拌摩擦焊作为一种新兴的焊接技术,为AZ31B镁合金的焊接提供了一种有效的解决方案。
本文旨在研究AZ31B镁合金搅拌摩擦焊的组织性能,并通过工艺优化提高焊接接头的性能。
首先,通过对AZ31B镁合金搅拌摩擦焊接头的显微组织观察发现,焊缝区域呈现出均匀细小的晶粒结构,晶粒尺寸比母材小。
这种组织结构的形成是由于搅拌摩擦焊的工艺特点,焊接过程中通过搅拌针的作用使得晶粒结构发生再结晶,从而提高了焊接接头的强度和塑性。
其次,通过拉伸试验和硬度测试对焊接接头的力学性能进行了评价。
结果表明,搅拌摩擦焊接头的拉伸强度和硬度均高于母材,接近母材强度的70%~90%。
这表明搅拌摩擦焊接头对AZ31B镁合金材料具有优良的焊接性能。
最后,通过对焊接参数的优化实验,发现搅拌摩擦焊转速和进给速度对焊接接头性能的影响较大。
较高的焊接转速和较低的进给速度有利于提高焊接接头的强度和硬度。
因此,在实际焊接过程中,应根据具体情况选择合适的焊接参数,以确保焊接接头具有良好的性能。
综上所述,AZ31B镁合金搅拌摩擦焊具有优异的组织性能和力学性能,在实际工程中具有广泛的应用前景。
通过对焊接参数的优化,可以进一步提高焊接接头的性能,为镁合金材料的应用提供更加可靠的焊接解决方案。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
AZ31B镁合金激光熔凝层的显微组织.txt爱情是艺术,结婚是技术,离婚是算术。
这年头女孩们都在争做小“腰”精,谁还稀罕小“腹”婆呀?高职不如高薪,高薪不如高寿,高寿不如高兴。
Welding and Joining of Magnesium AlloysFrank CzerwinskiBolton, OntarioCanada1. IntroductionWelding and joining of magnesium alloys exert a profound effect on magnesium application expansion, especially in ground and air transportations where large-size, complex components are required. This applies to joints between different grades of cast and wrought magnesium alloys and to dissimilar joints with other materials, most frequently with aluminum and steel.Due to specific physical properties of magnesium, its welding requires low and well controlled power input. Moreover, very high affinity of magnesium alloys to oxygen requires shielding gases which protect the liquid weld from an environment. To magnify complexity, also solid state reaction with oxygen, which forms a thermo dynamically stable natural oxide layer on magnesium surface, is an inherent deficiency of joining (Czerwinski, 2008). Both the conventional and novel welding techniques were adapted to satisfy these requirements, including arc welding, resistance spot welding, electromagnetic welding, friction stir welding, electron beam and laser welding. Since fusion welding has a tendency to generate porosities and part distortion, many alternative joining practices were implemented. These include soldering, brazing, adhesive bonding and mechanical fastening. However, also the latter techniques have disadvantages associated, for example, with stress induced by drilling holes during mechanical fastening, preheating during clinching or extensive surface preparation in adhesive bonding. Hence, experiments are in progress with completely novel ideas of magnesium joining.镁合金的焊接和连接弗兰克Czerwinski博尔顿,安大略省加拿大1。
简介镁合金的焊接和连接对镁的广泛应用产生了重大影响,特别是在地面和空中的大尺寸,复杂部件的运输方面。
适用于不同牌号的铸造和锻造镁合金接头以及镁与其他不同金属之间的连接,最常见的材料有铝和钢。
由于镁特殊的物理性能,其焊接要求低并且具有良好的控制电源输入。
此外,镁合金与氧非常高的亲和力,使得它需要保护气体将熔池从环境中隔离。
要放大的复杂性,也与氧气,从而形成了热力学稳定的镁合金表面自然氧化层的固相反应,是一个连接(Czerwinski,2008年)的固有缺陷。
无论是传统的和新的焊接技术进行了调整,以满足这些要求,包括电弧焊,点焊,电磁焊接,搅拌摩擦焊,电子束和激光焊接。
自熔焊有一种倾向,产生孔隙度和部分失真,许多其他加盟的做法得到实施。
这些措施包括焊接,钎焊,粘接和机械固定。
不过,后者也有相关的技术,例如与钻孔应力引起的机械紧固期间,劣势,在冲压或广泛的粘接表面处理预热。
因此,在实验进展与镁完全新颖的想法加入。
An application of magnesium is often in multi-material structures, requiring dissimilar joints, involving magnesium alloys as one side where on another end there are alloys with drastically different properties. How to weld dissimilar materials is one of the most difficult problems in welding. A difference in physicochemical properties of dissimilar joint components creates challenges for mechanically bolted assemblies as well. Due to its very low electronegative potential, magnesium is susceptible to galvanic corrosion thus affecting performance of mechanical joints in conductive environments.This chapter covers key aspects of magnesium welding and joining along with engineering applications, challenges and still existing limitations. For each technique, the typical joint characteristics and possible defects are outlined with particular attention paid to weld metallurgy and its relationship with weld strength, ductility and corrosion resistance. Although fundamentals for each technique are provided, the primary focus is on recent global activities.应用的镁往往是多种材料的结构,需要不同的关节,作为一个涉及面凡在另一端有不同的属性与大幅合金镁合金。
如何在不同的材料焊接焊接是最困难的问题之一。
一个共同的组件在不同的物理化学性质的差异造成的,以及机械螺栓装配的挑战。
由于它具有低电负电位,镁是易受电偶腐蚀而影响机械接头的导电性能的环境。
本章涵盖了镁焊接的主要方面,加入与工程应用,挑战和限制,同时仍然存在。
对于每一个技术,典型的共同特点和可能存在的缺陷与支付概述焊接冶金与焊接,其强度,韧性和耐腐蚀性的关系特别关注。
虽然每种技术提供了基础,主要焦点是最近的全球活动。
2. Arc weldingThere are two basic methods of arc welding. In an inert gas tungsten arc welding (TIG), an arc is generated between a non-consumable tungsten electrode and the welded metal. The electrode and welded metal are shielded with an inert gas, typically argon. In general, weld can be made with or without filler. In case the filler is used, it has a form of wire, provided to the weld. For magnesium alloys, filler rods may be of the same chemistry as welded part or lower melting range. The latter allows the weld to remain liquid until other parts of the weld are solid, thus reducing the probability of cracking. During an inert gas metal arc welding (MIG), the arc is formed between the consumable electrode and the part to be welded. The electrode is continuously provided from the spool. Both the welded area andthe arc zone are protected by a gas shield. The specific heat of magnesium is around 1 Jg-1oC-1 but due to lower density of magnesium, its heat capacity is lower than aluminum or steel (Table 1). Due to similar melting ranges of Mg and Al alloys and the lower latent heat of fusion of magnesium alloys the heat required to melt magnesium is two third of that required for melting the same volume of aluminum alloys. Relatively high coefficient of thermal expansion of magnesium alloys of 26 μm m-1 oC-1 and high thermal conductivity of51 Wm-1K-1 make it susceptible to distortion during welding.2。