汽车用高品质特殊钢的研究与开发
武钢汽车用热轧低合金高强钢的开发进展
2002 年,武钢与东风汽车联合开发 590MPa 级大梁钢 WL590,成功应用于
重卡纵梁、车厢边板中支柱等零部件的制造,使用效果良好。2009 年武钢开发
出 700MPa 级大梁钢 WL700,批量应用于东风商用车、江淮汽车等厂家制造重
卡纵梁。
为应对未来的高强化发展趋势,武钢成功开发出更高级别大梁钢 WL750 和
作的加大以及高速公路计重收费工作的开展,公共物流领域车辆对降低自重的要
求也越来越强烈。车厢厢体用钢也由最初的 Q235、Q345 级别提高至 Q500 强度
级别,少量车型上对更高强度级别的车厢用钢也有需求。在这种市场需求下,并
随着武钢 CSP 产线的投产,武钢车厢用钢于 2011 年逐步投放市场。从最开始的
武钢汽车用热轧低合金高强钢的开发进展
彭 涛 刘永前 赵江涛 刘 斌 梁 文
(武汉钢铁(集团)公司研究院,湖北武汉 430080)
摘 要:回顾了汽车用热轧低合金高强钢在武钢研制开发的历史进程,随着武钢 冶炼和轧钢装备水平的提高,推动了高性能热轧汽车板的品种研发。介绍了武钢 热轧汽车大梁钢、车轮钢、车桥用钢、车厢钢等系列产品的研究应用情况。为应 对汽车工业高强减薄的发展趋势,武钢将于 2014 年底完成 2250 热连轧生产线的 升级改造,因此对武钢未来热轧汽车板的品种研发、生产与应用需求进行了展望。 关键词:低合金高强钢 热轧汽车板 品种研发
进入 21 世纪,随着汽车行业的蓬勃发展和高强减薄的发展趋势,对高性能 热轧汽车板的需求进一步增加,与此同时高性能产品对生产装备工艺要求提出更 高需求,武钢在对 1700mm 热轧机组进行技术改造的同时,新建了当时世界上技 术水平最高的 2250mm 热连轧机组,该机组先进的板形、尺寸控制系统及除磷系 统为生产高表面质量和高尺寸精度的热轧汽车板提供了基础,高精度层流冷却控 制系统和大功率卷取机为生产高强度热轧汽车板以及先进高强钢提供了有力保 障。在此期间,武钢将微合金化技术、洁净钢生产技术以及相变强化等进行了有 机的结合,在热轧汽车板的开发上实现了新的突破。大梁钢 WL590[4]、W610L、 WL650、WL700 和 WL750 获得大批量生产,450~650MPa 级车轮钢成功研发并 批量应用,510MPa 和 590MPa 级热冲压及冷冲压汽车桥壳用钢开发成功,铁素 体马氏体型热轧双相钢 DP600 和铁素体贝氏体型高扩孔钢 FB45、FB60 作为热 轧先进高强钢研制成功,并在汽车行业获得批量应用[5]。武钢 CSP 连铸连轧机组 的投产还为生产薄规格高强度热轧汽车板提供了有利条件,目前已在 CSP 机组 开发了最薄厚度为 1.2mm 的高强度汽车车厢板等汽车结构钢系列品种。
日本高性能特殊钢介绍
为适应冷镦(锻)的高速化和复杂部件的延展变形化,日本神户制钢开发出增加变形能力的KECH系列钢。其特点是:用超低碳化增加变形能量;添加Si和Nb来保证钢的强度。采用KECH系列钢可省略冷镦前的球化退火(CO2减排),并可实现复杂零部件的延展变形化大批量生产。
表1 TNH线材与硬钢线材焊接性评价对比
钢种
焊接区软化热处理
拉伸试验
90°弯曲试验
抗拉强度/MPa
断口位置
熔合线
HAZ
TNH线材
无
1422
HAZ
良好
良好
有
1191
HAZ
良好
良好
硬钢线材
有
1393
HAZ
裂纹
裂纹
有
1152
HAZ
良好
良好
b.抗弹性衰减性用松弛试验(JIS Z2276标准)对TNH钢丝线材的抗弹性衰减性进行评价,常温下TNH线材的钢丝比硬钢线材的抗弹性衰减性约提高40%。
① TNH线材钢的化学成分
通过低碳化(0.12%-0.14%C)提高焊接性和拉拔加工性,添加0.8%-0.9%Si进行固溶强化提高抗弹性衰减性;添加1.5%-2.0%Mn和0.45%-0.60%Cr提高淬透性。此外,为使组织细化和保证焊接区的韧性,还添加了Nb和Ti元素。
②TNH线材的主要特性
a.焊接性TNH线材与硬钢线材相比,见表1数据所示:TNH线材焊接区韧性好,既使焊前不预热,焊后不热处理,焊接区(HAZ、熔合线)也不会产生裂纹。因此,可以提高焊接区的保证强度。
在此之后,日本神户制钢又陆续开发出各种新型钢材,见表2,其中有可降低成本的硼钢,可使零件轻量化的高强度螺栓用钢KNDS系列钢,可降低生产成本并减排CO2的非调质线材KNCH系列钢,可提高模具寿命的KTCH系列钢,可增加变形能力的KECH系列钢等。
汽车用钢产品需求特点及生产技术发展趋势研究
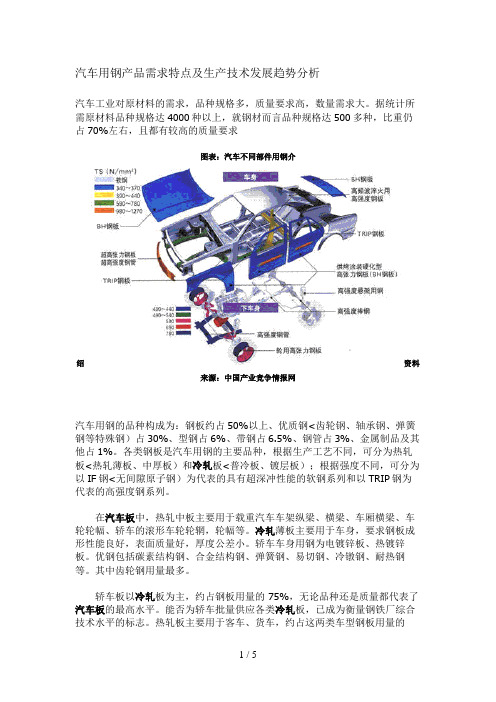
汽车用钢产品需求特点及生产技术发展趋势分析汽车工业对原材料的需求,品种规格多,质量要求高,数量需求大。
据统计所需原材料品种规格达4000种以上,就钢材而言品种规格达500多种,比重仍占70%左右,且都有较高的质量要求图表:汽车不同部件用钢介绍资料来源:中国产业竞争情报网汽车用钢的品种构成为:钢板约占50%以上、优质钢<齿轮钢、轴承钢、弹簧钢等特殊钢)占30%、型钢占6%、带钢占6.5%、钢管占3%、金属制品及其他占1%。
各类钢板是汽车用钢的主要品种,根据生产工艺不同,可分为热轧板<热轧薄板、中厚板)和冷轧板<普冷板、镀层板);根据强度不同,可分为以IF钢<无间隙原子钢)为代表的具有超深冲性能的软钢系列和以TRIP钢为代表的高强度钢系列。
在汽车板中,热轧中板主要用于载重汽车车架纵梁、横梁、车厢横梁、车轮轮幅、轿车的滚形车轮轮辋,轮幅等。
冷轧薄板主要用于车身,要求钢板成形性能良好,表面质量好,厚度公差小。
轿车车身用钢为电镀锌板、热镀锌板。
优钢包括碳素结构钢、合金结构钢、弹簧钢、易切钢、冷镦钢、耐热钢等。
其中齿轮钢用量最多。
轿车板以冷轧板为主,约占钢板用量的 75%,无论品种还是质量都代表了汽车板的最高水平。
能否为轿车批量供应各类冷轧板,已成为衡量钢铁厂综合技术水平的标志。
热轧板主要用于客车、货车,约占这两类车型钢板用量的60%-70%,且高强度的热轧板应用越来越广泛。
但受厚度规格、强度和表面质量的局限,热轧板在轿车上用量不大。
1、汽车用冷轧钢板生产工艺汽车用冷轧产品尺寸精度高、表面光滑、内部各项性能良好,其主要原因是排除了热轧中温度这一工艺因素的影响。
利用钢在高温时变形抗力低和塑性好的特点,在高温的状态下进行加工变形,有利于节约能量,容易获得各种形状,但高温加工变形过程中的温度并不是固定不变的,如果加工过程中钢的温度不均匀,则影响加工精确度;而高温状态的氧化,使得热轧钢板表面质量较差。
现代汽车用高强度钢热成型技术分析
现代汽车用高强度钢热成型技术分析摘要作为汽车行业发展的一个重大方向和未来前景,汽车逐渐向高质量和轻量化方向不断迈进,在经济全球化的浪潮指引下,世界各国都在汽车钢铁企业的开发方面进行了有关高强度钢材和相关技术的探索和初尝,并且也在不同层次上取得了一定的成果和建树。
针对于此,本文重点分析了汽车用热成型高强度钢的重要地位、相关技术研究以及弊端。
关键词高强度钢;汽车行业;热成型技术1 汽车用热成型高强度钢的重要地位在整個汽车的发展历史中,钢铁作为汽车制造的重要材料,一直贯穿于整个汽车工业的全过程中。
尽管在汽车制造中不断涌现出铝合金等复合材料,但是由于高强度钢的高减重性能、高碰撞吸收能以及高疲劳强度等一系列突出优势,使得其在整个汽车制造工业不断向轻量化、高质化的方向迈进的历程中,一直作为轻量化的重要材料被制造商所青睐。
随着21世纪对于汽车行业的环保要求更为严苛,汽车生产已经越来越趋于燃料消耗最低化、污染气体排放减量化等高标准环保现象。
在这个转变和跃升的过程中,高强度钢板处于一个极其重要的地位,并且钢铁业正在极力研制和开发出不同种类的高强度钢板。
在整个汽车制造行业对于高强度钢板的旺盛需求和极力青睐,充分协调好轻量化和器械安全性能的热成型高强度技术以及相关工艺不断地突破原有发展层面不断发展和更新,并且为汽车行业不断注入了新鲜的血液和前进发展的动力,该阶段,相关技术人员依然在探索和实践中,不断地进行技术质量和产品效果的再次升级[1]。
2 高强度钢热成型加工技术研究2.1 理论基础与冷成型加工技术相比,热成型加工技术的实施建立在一个不断变化的温度场之上。
随着板料上的温度场的变化和改变,其基体组织和力学相关性能也在不断地发生一系列的变化,这会带来应力场变化的结果。
在这种情况之下,变化了的板料应力场又会施加反作用于温度场,综合上述现象看来,热成型技术实质上就是板料内部的温度场和应力场相互影响相互作用的一个过程。
基于以上结论,热成形的钢板成分就要与整个过程的热循环相匹配。
汽车用特殊钢的现状及发展趋势
作者简介 : 李艳青( 9 9一) 女, 16 , 山东平原 县人 ,9 2年毕业 于 山东 19
Ke r y wo ds:t e ra ts; p c a t e se lf u o s e ilse l o
1 前 言
近几 年 , 国汽车行 业增 长逐 步加快’ 国汽 车 我 , 中
需求 。
汽 车零部 件 占整车生 产 成 本 7 % 以上 , 汽车 0 是
产业的基础和支撑。近年来 , 中国汽车零部件行业 近年引进技术和利用外资均大幅增加 , 现有汽车零 部件 企业 已超 过 10 0 0家 。 我 国汽 车 零 部 件工 业 在 确保国产化率的同时 , 部分关键零部件生产企业要 进入 国 际市场 , 参与 国际 分工 , 有条 件的企 业要进 入 国际汽车配套市场。预计到 2 1 , 00年 中国汽车零部 件国内产值将达到 70 00亿元左右。汽车零部件潜
在的 市场空 间很 大 。 随着汽 车产 量 的快 速增 长及 在汽车 零部 件市场 的拉 动下 , 国特 殊钢 正处 于 良性 增 长期 , 中 汽车用特 殊 钢产 量逐 年上 升 , 品种结 构进一 步优化 , 产品研 新
市场近 5年来平均年增长 2 .% ,, 应用 于高附加值产 品的研 发 , 有 品 种 的 质 量 控 制 , 量 事 故 技 术 分 现 质 析, 多相组织综合控制, 特别是应用于微合金化钢的
维普资讯
莱钢 科 技
20 0 7年 6月
“高品质模具钢锻材关键技术研究”项目取得重大进展
材质控 制 、 造热 加工 、 织超 细化技 术等 多项关 锻 组 键 技术 , 克服 了装备 设施 方面 的不足 , 成功地 研制 出 国产 大直径 芯棒 ( 图 1 。20 见 ) 09年 7月 , 中国
钢 铁工业 协会组 织 召 开 了“ 口径 连轧 管 机 芯棒 大
大 口径钢管 生产 线 , 主 要耗 材 大 直 径 芯棒 完 全 其 依赖进 口。仅攀 钢 集 团成 都 钢 铁有 限公 司 一 家 ,
20 0 7年就进 口了价 值 近 2亿 元 的芯 棒 。 大 直 径 芯棒技 术含量 高 、 造难 度大 , 制 目前 只有法 国奥 伯 杜瓦 、 大利 因西 公 司等少 数 厂 家具 有 生 产 制造 意
国产化研 究 ” 目鉴定 会 。专 家 委员 会 一 致认 为 项 该项 目“ 功试 制 了 大 直 径 芯 棒 , 组 织 、 能 、 成 其 性 寿命 均达 到 了 国际先 进 水平 , 形成 了大 口径 连 轧
前 国内轿车保险杠模具材料基本是从德国布德鲁 斯、 葛利 兹 , 国 阿赛 洛 , 国科 芬 等外 国公 司 进 法 美
口。这不 仅严重 制 约 了我 国汽 车行 业 的 发展 , 而 且 提高 了产 品制 造成本 , 降低 了竞争 力 。
项 目组针对 国 内汽 车 行业 的迫 切 需 求 , 根据
直径 芯棒 制造 能力 , 国产芯棒 完 全顶替 进 口, 满足 国内钢管行 业 的需求 。 该项 目的组 织 实施 和J N 完成 , I b  ̄ , 突破 关 键 技
6 2
上
海
金
属
第3 2卷
块。
物检 测分 析 、 计算 机辅 助成分设 计 和工艺模 拟 、 实 验室 中试 的过 程 中 , 握 了高淬 透 塑 料模 具 钢 的 掌 成分设 计 、 大铸锭 质量控 制 、 钢锭锻 造及其 缺 陷 大
罗扬-河钢集团汽车用钢轻量化及特殊钢定制化产品应用
目录CONTENTS汽车用钢概述1车身轻量化解决方案24展望特殊钢定制化产品应用3目录CONTENTS汽车用钢概述1车身轻量化解决方案24展望特殊钢定制化产品应用3承德唐山石家庄邯郸生产基地及产线u 河钢集团总部位于河北省石家庄市,拥有20余家子分公司,具备5000万吨世界先进水平的优质钢铁产能,集团连续八年跻身世界500强u 集团拥有唐山、邯郸、承德、宣化和石家庄5大汽车用钢生产基地,生产线30余条,国内外研发平台20余个,主供的客户遍布全球100余家主机厂及零配件厂。
宣化2010汽车用钢产量得到用户初步认可,总产量30万吨获得用户肯定,总产量达到50万吨2012汽车用钢产量产量突飞猛进,总产量达到200万吨2014汽车用钢产量新产线建成稳定生产,总产量达到450万吨2016汽车用钢产量2018汽车用钢产量市场拓展,总产量达到725万吨汽车用钢产量情况19923445257072501002003004005006007008002014年2015年2016年2017年2018年河钢集团2010-2018年汽车用钢产销量趋势量比例研发平台——开发、合作、共赢国内技术合作平台国际技术合作平台集团研发平台•2个省级产业技术研究院•9个CNAS认可理化实验室•3个国家认定企业技术中心•5个省级认定企业技术中心已运营5个客户研发中心•河钢—国能汽车•河钢—海尔等•正在建立3个客户研发中心•河钢—山桥轨道用钢•河钢—河北先进金属材料等客户研发中心河钢产品•汽车钢生产装备技术•汽车钢产品质量技术•汽车钢应用技术研究河钢市场•计算机模拟仿真技术•轻量化用户服务技术•零件/整车性能评价技术支撑技术服务冷轧及涂镀汽车板进展汽车板产品包括7个系列,牌号全覆盖7/10071020304050HFHF IF 钢BH 钢DQ C-Mn C-Mn HSLA HSLAHSLA DP DP DPDPDPTRIP TRIPDPMs Ms Ms Ms Q&PQ&PTWIP中MnFB FB 第二代汽车用钢第三代汽车用钢TWIP伸长率/%抗拉强度/MPa8特殊钢包括10个系列,1000余个牌号特殊用产品进展10/10009汽车用钢认证及市场情况9Ø汽车板材Ø汽车特殊钢目录CONTENTS汽车用钢概述1车身轻量化解决方案24展望特殊钢定制化产品应用3车身轻量化实施路线车身轻量化路径材料轻量化工艺轻量化结构轻量化框架轻量化边界轻量化高强钢铝合金镁合金复合材料拼焊冷/热成形辊压链模截面优化形状优化零件数量传力路径环状结构接头优化车型尺寸车型配置车型性能轻量化服务合作机制轻量化要求与原则成本性能重量l 节能、环保、安全、法规l 合适的材料用到合适的地方l 平衡重量、成本与整车性能白车身轻量化材料-河钢超高强钢方案上车体下车体高强热轧酸洗系列热冲压成形系列冷弯成形系列冷冲压成形系列l DP450-DP1180l TRIP600-1180l MS980、MS1180l第三代汽车钢l HSLA(CR340-800LA)l 高屈服DP780-DP1180l MS980-1500l 第三代汽车钢l 22MnB5l 30MnB5l 27MnCrB5l Al-Si镀层l 扩孔钢HB590-780l 大梁钢420-710Ll 结构钢QSTE340-690白车身轻量化材料-河钢深冲钢方案覆盖件烘烤硬化钢高强IF钢l CR180BH、HC180BD+Zl CR220BH、HC220BD+Zl CR260BH、HC260BD+Zl CR300BH、HC300BD+Zl CR180IF、HC180YD+Zl CR220IF、HC220YD+Zl CR260IF、HC260YD+Zl CR300IF、HC300YD+Z深冲钢系列l DC01、DX51D+Zl DC03、DX52D+Zl DC04、DX53D+Zl DC05、DX54D+Zl DC06、DX55D+Zl DC07、DX56D+Z替换轻量化轻量化思路高表面质量板l表面质量控制技术l精细涂层控制技术l现场质量管理体系双相钢l CR250/450DPl HC250/450DPD+Z开发应用白车身轻量化材料-铝硅热冲压镀层方案轻量化部位:防撞梁、A/B柱、上边梁等•抗高温氧化:950℃保持5min •冷/热成形镀层不开裂•耐高温与热成形性有机统一•具有较好的耐腐蚀性自主专利技术材料方案牌号轻量化目标优势铝硅镀层产品TS1500HS+AS10-30%•回弹小•尺寸精度高•表面质量好被替代用材1GPa DP/MS钢l T1500HS+AS l T1800HS+AS l T2000HS+AS白车身轻量化材料-高耐蚀镀层钢板方案汽车用Zn-Al-Mg产品技术•Al%≤3%,Mg%≤2%,适合成形与焊接•耐蚀性能是热镀锌板的5倍以上•切口保护性•良好焊接性能•成形性能优于GI、GA推广应用的零部件:面板、结构件等DC51D+ZM DC52D+ZM DC53D+ZM深冲系列S250GD+ZMS350GD+ZMS450GD+ZM S550GD+ZMHC260LAD+ZM HC300LAD+ZM HC340LAD+ZM高强度低合金HCT450X+ZM HCT500X+ZM HCT590X+ZM双相钢方案汽车面板汽车内板结构件优势锌铝镁DC51D+ZM ~DC53D+ZM HC180YD+ZM ~HC260YD+ZM S250GD+ZM ~S550GD+ZMHC260LAD+ZM ~HC340LAD+ZM HCT450X+ZM ~HCT590X+ZM •耐蚀性提高5倍以上•降低封蜡、涂漆要求被替换材料DC51D+Z ~DC53D+Z HC180YD+Z ~HC260YD+ZS250GD+Z ~S550GD+ZHC260LAD+Z ~HC340LAD+Z HCT450X+Z ~HC590X+Z高强IF钢结构钢HC180YD+ZM HC220YD+ZM HC260YD+ZMl 轻量化选材依据l 结构轻量化支撑l 框架轻量化支撑l边界轻量化支撑轻量化应用技术-材料数据库方案轻量化设计工艺轻量化模具开发轻量化评估l 成形性能评估l 成形方案选择l 成形设备选型l成形工艺优化l 模具截面设计l 模具校核l 模具试模l 碰撞l 压溃l 疲劳l 轻量化系数l减排效果基本性能力学性能、大生产数据使用性能成形极限、焊接、涂装服役性能动态力学、疲劳Ø河钢唐钢仿真实验室Ø河钢邯钢仿真实验室Ø河钢钢研仿真实验室仿真实验室Ø中国汽车技术研究中心Ø天津国家超算中心Ø燕山大学Ø昆士兰大学Ø伍伦贡大学仿真平台建设合作单位逆向重构冲压仿真轻量化应用技术-仿真平台建设轻量化应用技术-材料连接技术方案目标:优化超高强钢、异种材料、镀层钢板的连接工艺,满足连接接口、零件以及整车性能要求。
王宏斌:勇于创新的专业带头人
王宏斌:勇于创新的专业带头人作者:庞贝来源:《科技创新与品牌》2014年第11期1994年7月,王宏斌走出北京科技大学校门,成了一名普通的炼钢炉前工。
二十个春夏秋冬,他脚踏实地,勇于创新,一步一个脚印,完成了从车间一线职工到河北省钢结构用钢工程技术研究中心负责人的角色转换,成为宣化钢铁集团技术系统专业带头人。
这一段路说长不长,说短也不短。
时间记录着王宏斌矢志不渝的创新之路。
王宏斌主要从事冶金工艺关键技术研究、新品种钢开发、工艺及技术创新和应用、质量管理等工作。
多年来,他先后承担了省科研项目“非调质高强度链条钢开发”、“优质深冲带钢的开发”、“优质带钢08LZ的开发”、“低合金带钢的开发”等多项科研项目,身先士卒,屡立新功。
他组织实施的张家口市重点科技成果推广项目“H08A焊条钢生产技术开发”,在对原料条件及终点控制全程跟踪统计的基础上,采集了大量数据,经反复试验,不断调整优化生产工艺,合理采用脱氧剂,建立AL-Mn加入量与终点w[c]的对应关系,量化操作,精确控制钢水氧含量,成功解决了H08A的生产难题。
目前,H08A焊条钢各项技术措施已日臻成熟,性能指标满足了用户要求,成为宣钢主要创效品种之一。
他根据品种材的市场调研和用户跟踪情况,了解到钢材在拉拔过程的脆断及中型圆钢、槽、角钢产生的质量问题,对炼钢和轧制生产工艺逐个环节进行工艺参数优化,寻求最佳的解决方案。
攻关改进后的线材投放市场后,用户普遍反映拉拔性能明显改善,通条质量稳定性显著提高,焊接用钢、钢绞线用钢、机械用钢等已成为宣钢精品战略的主要创效品种。
他坚持将提升品质作为提升企业核心竞争力的重要手段,组织带领技术人员深入生产现场,根据实际情况制定落实开发方案及生产工艺流程,跟踪调整工艺控制方案,有效解决了品种钢质量不稳定、成本高、市场占有率低等难题,成功开发生产了焊接用钢、钢绞线用钢、冷镦钢等40多个品种。
其中,SWRH77B、82B盘条及优质碳结圆钢等产品已实现规模化稳定生产。
高品质特殊钢绿色高效电渣重熔关键技术的开发和应用
高品质特殊钢绿色高效电渣重熔关键技术的开发和应用
为了满足现代工业高品质钢材生产的需求,特殊钢的电渣重熔技术逐渐成为了钢材生产领域的研究热点。
然而,传统的电渣重熔技术存在较多的问题,如能源消耗大、设备投资高、环境污染等,因此对于该技术进行改进和创新,提高其经济和环保效益具有重要意义。
本文将介绍一种绿色高效的电渣重熔关键技术,其开发和应用对于特殊钢的生产将起到一定的推动作用。
一、技术原理
该技术采用的是新型高压电弧电源,可靠性高、电弧稳定耐用、能量损失少、导电性能好,同时配合高频水冷孔,使得渣池稳定,温度控制更加精确。
另外,该技术将电渣重熔与真空冶炼相结合,使得钢水中的不良元素被彻底去除,并减少了钢水在再次冷却后的气孔产生。
此外,通过对炉体进行特殊的防护处理,增加了炉体的使用寿命和稳定性,从而减少了维护和更换的成本。
二、关键技术
1.高压电弧电源技术
改变了传统电弧电源中的变压器结构,采用了新颖的强场构造,使得电弧能够在更小电流下稳定工作,同时将弧气进行高效冷却,减少了能量损失,能够作为电渣重熔的能源供应。
2.真空冶炼技术
通过在电渣重熔的过程中加入真空冶炼工艺,彻底去除钢水中的不良元素,从而提高了钢材的质量和使用寿命。
3.倍增孔设计技术
新型的电渣重熔设备中采用了特殊的倍增孔设计,使得渣池稳定,温度更易控制,进一步提高了钢材的质量。
三、应用前景
新型的电渣重熔技术不仅能够提高特殊钢材的质量,同时还具有较高的经济效益和环保效益。
该技术可应用于航空、航天、核电等高端领域,提高了产品的安全性、可靠性和使用寿命,拓展了特殊钢市场的应用范围,具有较广的市场前景和应用潜力。
高强度非调质冷镦钢研究和开发现状
Maeil n e N nQ e ce n e prdC l H aigSel hm clC m oio , t cue tra I dx o— unh dadT m ee o edn te,C e i o psin Sr tr,Meh n a d a t u cai l c
能 获 得 良好 的 组织 和力 学 性 能 。 关键词 非调 质冷 镦 钢 成分 组织 力学性能 研 究 和 开 发
Pr s n t t so s a c n v lp e to ih S r ng h e e tS a u fRe e r h a d De eo m n fH g te t
摘
要 根据 国内外高强度非调质冷镦钢的研究 和开发 现状 , 分析和讨论了 80—1 0 P 0 0M a高强度非 调质冷 2
ห้องสมุดไป่ตู้
镦钢 的化学成分 、 工艺特点 、 组织 和力学性 能。高强度非调质冷镦钢应具有高的强度 和有 良好 的冷 成形性 , 热轧 其 材 的强度和硬度应控制在一个合适 的范围内。采用低碳 高锰及微 合金化 的成分 系列 , 过热机 轧制工艺 , 通 该钢种
Ab ta t Ac o d n o t e p e e tsau fr s a c n e e o me to ih s e gh n n q e c e n e e e sr c c r ig t h r s n tt s o e e rh a d d v l p n fh g t n t o — u n h d a d tmp r d r c l e d n te t h me a d a r a , t e c e c l c mp s in,c a a tr t s o r c s , s u t r n c a ia o d h a i g s la o n b o d h h mia o o i o e t h r ce si fp o e s t cu e a d me h n c l i c r p o e t s o 0 —12 0 MP i h s e gh n n q e c e n e e e od h a i g se l r n lz d a d d s u s d rp r e f8 0 i 0 a h g t n t o — u n h d a d t mp r d c l e d n tes ae a ay e n i s e . r c
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关键词汽车特殊钢研发
随着我国汽车工业的高速发展,汽车工业己成为我国的支柱产业之一,2012 年我国汽车产量为1927.18万辆,居世界第一位。同时,随着乘用车比例的不断 增加(2012年,乘用车产量为1552.37万辆,同比增长7.2%,商用车产量为374.81 万辆,同比下降4.7%。),对汽车用高品质特殊钢的需求量逐渐增大,对钢材的 各项质量指标要求也进一步提高。例如,内部质量要求为:纯净度高,夹杂物少, 低气体含量低,淬透性带窄,晶粒细小,组织均匀等。外观质量要求为:尺寸精 度高,表面无缺陷,表面无脱碳,或表面经过100%剥皮或磨光等。 为达到上述质量要求,汽车用高品质特殊钢多采用国际先进的冶金生产工艺, 即“高炉铁水+转炉初炼+LF精炼+RH真空脱气+连铸+连轧+成品自动探伤”的 生产工艺,辅以精炼工艺模型应用、加热过程计算机控制,轧制过程在线自动调 整以及钢坯火焰清理等先进技术,保证汽车用高品质特殊钢的内外观质量达到国 际先进水平。 东北特钢集团以汽车钢、轴承钢、工模具钢、不锈钢、特种合金(高温合金、 精密合金、钛合金)作为五大主导产品。汽车用钢作为东北特钢集团的五大主导 产品之一,经过多年来的设备升级改造及产品研究开发,己形成具有国际先进水 平的五条汽车用高品质特殊钢专业化生产线,以及具有国际先进水平的、完整的 汽车用高品质特殊钢产品系列。 1、汽车钢生产设备及工艺 经过多年来的升级改造,东北特钢集团形成五条汽车用钢专业化生产线,其 中,抚顺基地“四位一体”短流程生产线一条,北满基地“北兴高洁净钢”生产 线一条,大连基地“线材生产线(产品规格:①4。5—25mm)、小型材生产线(产
13.65mm,抛丸一矫直一倒角一涡流一超声一打包。 1-3_3、大型材生产线 该生产线主要包括110吨转炉/电炉炼钢系统和大棒材连轧机系统。采用转 炉/电炉+LF+RH/VD+连铸+连轧生产工艺。 110吨转炉/电炉炼钢系统主要设备包括:110吨项底复吹转炉1台、德国西 门子奥钢联公司ii0吨超高功率电炉、ii0吨VD/VOD炉各1台、西安广大电炉 有限公司110吨LF炉1台、瑞士康卡斯特公司在国内同行业最大断面的3机3 流大方坯连铸机(380 X 490mm)及世界最大断面的2机2流大圆坯连铸机(a600、 700、800mm)各1台。 合金钢大棒材连轧机系统主要设备包括:意大利pomini公司 91000mm/⑦850mm×4/囝750mm×5世界先进的新型开放式“红圈轧机”一套 (最后一架0750mm轧机为减定径机组)。配套步进式加热炉、均热炉、高压水 除鳞装置、火焰清理机、热剪机、热锯机、激光测径仪、飞剪、无齿锯、打标机、 步进冷床等。 后部精整配套矫直机、抛丸机、倒棱机、探伤机、贴标机、修磨机、打捆机 等,形成大棒材精整生产线。 配套汽车钢探伤线:065.180mm:南非ROHLOFF自动化红外探伤+德国GE 旋转水腔超声探伤;f2j65.360mm:南非ROH LOFF自动化红外探伤+德国GE水膜 法超声探伤。 2、汽车钢应用技术研究 结合设备升级对工艺技术的要求,东北特钢集团与钢铁研究总院、北京科技 大学、东北大学、大连理工大学及中科院金属研究所等国内冶金行业知名的科研 院校开展多种形式的科研合作,同时,引进国外行业知名专家,共同开展汽车钢 冶金应用技术研究工作,在很多领域取得了长足的进步。 2.1、洁净钢冶炼工艺研究 针对汽车用高品质特殊钢仍存在钢中夹杂物评级偏高,钢中仍存在>,50Bm 的大型氧化物复合夹杂和较高的TiN夹杂,影响钢材的性能和疲劳寿命等技术问 题,通过对大型氧化物夹杂起源的调查,以及对LF和RH精炼工艺的优化,进一 步降低钢中-r.o含量,减小钢中大型氧化物夹杂尺寸。目前,以齿轮钢为例:T.O
4
≤12ppm;夹杂物A类夹杂物≤1级,B类夹杂物≤1.5级,c、D夹杂物≤o.5级。 2.2、窄淬透性带控制技术 结合齿轮钢窄淬透性带要求,开展精炼工艺模型建立及应用研究工作,在理 论研究的基础上,对实际生产中的关键数据统计、分析,制定出优化的工艺操作 过程,不仅减小了人工计算的负担,而且大幅度提高了化学成分的精准度。通过 精炼模型建立、精炼过程工艺优化及模型推广应用,目前,高品质齿轮钢淬透性 带可控制≤4HRC。 2.3、钢中硫化物形态控制技术 汽车用高品质特殊钢中,各品种对钢中的硫含量及硫化物形态、分布的要求 也不同。在齿轮钢中,硫化物不仅改善切削性能,还有改善氧化物影响的作用, 硫含量多要求40.035%,硫化物形态要求呈纺锤状;在非调质钢中,硫化物主要 是改善切削性能,硫含量多要求≤o.070%,硫化物形态要求细小、弥散分布;在 易切钢中,含硫量甚至超过o.30%,对硫化物形态要求多为短粗、弥散分布。针 对不同品种对硫化物的要求,开展了硫化物的形状、大小、分布控制技术研究, 并取得了一定的成果,9SMn28(11SMn30)钢中硫化物达到德国标准要求。 2.4、曲轴磁痕控制技术 汽车曲轴磁痕有的是钢材冶炼过程中产生,如法纹、成分偏析、带状组织等, 有的是在钢材加工或曲轴锻造、热处理、车削过程中产生,如裂纹、划伤等。通 过疲劳寿命试验,只有部分“法纹”类缺陷能够引进曲轴的失效。法纹在冶炼及 凝固过程中产生,主要包括氧化物、气泡及疏松三大类。通过分析造成法纹缺陷 的根本原因,在冶炼过程形成具有针对性的控制工艺要点,使曲轴法纹出现率降 低到0.5%以下。 3、汽车钢产品及认证 汽车用高品质特殊钢主要用于生产制造发动机系统、动力传动系统、转向系 统、制动系统、悬架减震系统、供油系统等。汽车制造厂家对于汽车用高品质特 殊钢的性能要求主要有:材料性能的稳定性和可靠性;材料的可加工性(工艺性); 材料良好的性价比。汽车用高品质特殊钢按钢种分类为:齿轮钢、弹簧钢、合金 结构钢、优质碳素结构钢、易切钢、非调质钢、冷镦钢和气阀钢等。 目前,东北特钢集团可以按照国际先进标准,向汽车制造及零部件生产厂家
汽车用高品质特殊钢的研究与开发
乔兵 (东北特殊钢集团有限责任公司特钢研究院,大连116105)
摘
要
从上世纪九十年代起,东北特殊钢集团有限责任公司围绕着汽车工业用高品质
特殊钢的需求,在设备升级改造、应用技术研究及产品研究开发等方面开展工作。目前,已
形成五条具有国际先进水平的汽车用高品质特殊钢专业化生产线,以及具有国际先进水平的、 完整的汽车用高品质特殊钢产品系列。
用当今世界最先进的特殊钢冶炼和轧制技术,产品技术性能全部达到当今世界领 先水平或替代进口同类产品标准。 1.3.1、线材生产线 该生产线主要包括50吨电炉炼钢系统和高速线材连轧机系统两部分。采用 电炉+LF+VD+连铸+连轧生产工艺。 50吨电炉炼钢系统主要设备包括:意大利达涅利公司50吨超高功率电炉1 台、长春电炉厂50吨LF炉1台、达涅利公司50吨VD/VOD炉1台、美国北美 冶金公司50吨AOD炉1台,达涅利公司3机3流合金钢小方坯连铸机1台(180
提供品种及规格齐全、高标准水平的特殊钢产品。东北特钢集团汽车用高品质特 殊钢产品质量水平,主要体现在以下四个方面: (1)、高纯净的钢水:通过采用高炉铁水+转炉+LF+RH/VD炼钢工艺,可以 生产化学成分均一稳定、高纯净度的钢水。 (2)、高致密的成材:用380mmx490mm连铸坯生产<、(D180mm棒材,加 工比≥7。用(1)800mm连铸坯生产、<(1)300mm棒材,加工比≥7;生产≤(D360mm 棒材,加工比达到5。特殊用途>,(D300mm棒材,可使用模注锭生产。 (3)、高标准的外观:通过KOCKS精轧机组,9架连轧机组+在线激光测径 仪,以及高压水除鳞、在线火焰清理等设备,可以去除钢材的表面缺陷、皮下夹 杂、脱碳层等,并保证尺寸公差及表面公差等达到国际先进标准。 (4)、100%的检测:通过后续精整,可以对成品钢材100%进行内、外探伤, 保证出厂成品100%达到标准要求。 3.1、变速箱及后桥齿轮用钢 主要用于生产制造汽车变速箱轴、齿类零件;汽车驱动桥差速器主从动齿、 星形齿、半轴齿轮;转向器蜗轮、蜗杆、齿条;发动机正时齿轮等。主要性能要 求:零件要求具有良好的抗弯曲疲劳、接触疲劳性能;良好的抗冲击载荷的能力; 表面有良好的抗高面压和耐磨性能。 东北特钢集团生产的齿轮钢代表品种有: (1)、Cr系歹IJ:SCr420H、20CrH、SCr420HB、SCr420H1等; (2)、Mn—Cr系列:16MnCr5、20MnCr5、25MnCr5、28MnCr5等; (3)、Cr—Mo系列:SCM420H、SCM822H、20CrMoH、22CrMoH、SAE4130RH、 SCM920HVSI、SCM419H等; (4)、c卜Ni—Mo系列:8620RH(H)、8627RH(H)、87280mm)。
连轧机系统主要设备包括:德国LOI公司步进梁式加热炉1台,意大利达涅 利公司6架初轧机组、12架中轧机组、4架预精轧机组,美国摩根公司10架精 轧机组、4架减定径机组。 后部精整配套系统,引进奥地利艾伯纳公司罩式退火炉,新建离线固熔炉等 热处理设备;引进1条特殊钢线材表面处理生产线、1条不锈钢线材表面处理生 产线。 1.3.2、小型材生产线 该生产线主要包括40吨电炉炼钢系统和小棒材连轧机系统两部分。采用电 炉+LF+VD+连铸+连轧生产工艺。 40吨电炉炼钢系统主要设备包括:搬迁老厂区原有2台40吨高功率电炉, 2台40吨LF炉,1台40吨VD炉,引进意大利达涅利公司1台3机3流合金钢 小方坯连铸机(180×180mm)。 连轧机系统主要设备包括:由意大利达涅利公司提供生产工艺和技术,对老 厂区原有高精度合金钢棒线材连轧机生产线进行搬迁改造,增加引进意大利达涅 利公司先进的控轧控冷系统、德国COCKS三辊减定径机组,配备步进梁式加热 炉、在线测径仪、在线探伤机、热床冷床、打包机等。 后部配套退火炉、固溶炉、调质炉等热处理设施,1条棒材自动酸洗生产线。 配套4条汽车钢探伤精整线:A线:m 13.40mm,抛丸一矫直一倒角一漏磁 一超声波一打包;B线:m 13.40mm,抛丸一矫直一倒角一漏磁一超声一打包: c线:西13—60mm,抛丸一矫直一倒角一涡流/漏磁一超声一打包;D线:①
品规格:@13—65mm)和大型材生产线(产品规格:@70—360ram)”三条。 1.1、抚顺基地汽车钢生产线(产品规格:@12.90mm) 抚顺基地从上世纪90年代开始,进行汽车品种结构调整及设备改造,形成 了以汽车用高品质特殊钢为主导产品的“四位一体短流程生产线”,即:UHP(EBT) 50t超高功率电弧炉+LF炉外精炼/VD真空脱气处理+CC连铸(200)+CR连轧短 流程生产线。同时,通过技术攻关及产学研合作等方式,在汽车用钢的冶炼、加 工等技术领域形成了一定的技术优势。 配套汽车钢探伤精整生产线两条:1抖线:德国GE公司(USN60)超声+德国 FOERSTER涡流;涡流探伤精度,o.2—0.3mm;产品规格:西30.90mm。2{I}线:英 国声纳(SONATESTPLC)公司超声+德国FOERSTER涡流;涡流探伤精度,o.2mm: 产品规格:①15—55mm。 1.2、北满基地汽车钢生产线(产品规格:@20.120mm) 2003年,北满基地采用引进国外先进技术、关键设备和工艺与国内制造相 结合的方式,主体设备有为:瑞士康卡斯特公司90吨交流超高功率偏心炉底出 钢电弧炉一座,同时采用了碳氧枪和余热锅炉技术;国内制造的LF钢包精炼炉 和VD真空双工位各一座:瑞士康卡斯特公司240×240/180×180四流弧型连铸 机一座;国内制造的步进式加热炉一座;意大利波米尼公司23架连轧机组一套 等,后续改造后,增加了“高炉+转炉”的炼钢生产工艺,形成了以高品质汽车 钢及高品质轴承钢为主的专业化生产线。 配套汽车钢探伤精整生产线两条:1{If探伤线:意大利达涅利DANIELI公司负 责设计,漏磁由德国FOERSTER公司生产,超声由德国K.K公司生产;主体设备 由抛丸机、矫直机、倒棱机、漏磁探伤机、超声波探伤机、自动标签机、手动打 包机等组成。2#探伤线:加拿大RD-TECH公司负责设计,主体设备由涡流探伤 机、超声波探伤机组成,规格覆盖@30--一120mm,全线采用二级自动化设备控 制和管理,控制系统采用西门子公司和ABB公司的技术。 1.3、大连基地汽车钢生产线 2011年7月,大连基地保搬迁升级改造竣工,总投资160亿元,建成九条 专业化精品生产线,其中,小型材生产线及大型材生产线为汽车用高品质特殊钢 生产线,主体设备全部来自德国、意大利等当今最先进的冶金设备制造厂家,应