LED灯具成品检验标准
LED灯具成品检验指导书
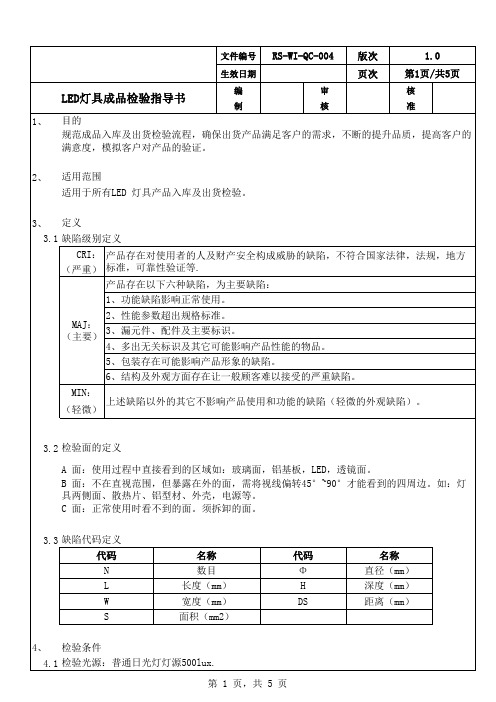
同色点Φ ≤0.5mm N≤2 DS≥20mm
文件编号 生效日期
RS-WI-QC-004
版次 页次
1.0 第4页/共5页
核 准
LED灯具成品检验指导书
检验方法 仪器设备
编 制
审 核
检验项目
标准描述 无感觉划伤/线W≤0.5 L≤3 N≤3 DS≥ 20mm 有感觉划伤/线W≤0.2 L≤2 N≤2 DS≥ 20mm 颗粒,同色点¢≤1mm N≤3 DS≥20mm
● ● ● ● ● ● ● ● ● ● ● ●
●
第 5 页,共 5 页
6.3.6 样品检验以工程部工程师的要求的测试项目为准,标准或特殊要求以工程师的签名为准。 6.4 仓库成品复检 6.4.1 库存成品超过1个月的出货须PMC安排送OQC检验,检验按6.1-6.3执行。 6.4.2 库存超过半年的出货须由PMC安排生产线重新老化、包装,OQC检验流程。 6.5 入库 生产入库仓库收货,核对数量的同时须核对是否有OQC PASS 印章或者‘合格标签’,若无则 6.5.1 不允许入库。 第 2 页,共 5 页
文件编号 生效日期
RS-WI-QC-004
版次 页次
1.0 第1页/共5页
核 准
LED灯具成品检验指导书
1、
编 制
审 核
目的 规范成品入库及出货检验流程,确保出货产品满足客户的需求,不断的提升品质,提高客户的 满意度,模拟客户对产品的验证。 适用范围 适用于所有LED 灯具产品入库及出货检验。
2、
3、
3.1 缺陷级别定义
3.2 检验面的定义 A 面:使用过程中直接看到的区域如:玻璃面,铝基板,LED,透镜面。 B 面:不在直视范围,但暴露在外的面,需将视线偏转45°~90°才能看到的四周边。如:灯 具两侧面、散热片、铝型材、外壳,电源等。 C 面:正常使用时看不到的面。须拆卸的面。 3.3 缺陷代码定义 代码 N L W S 4、 检验条件 名称 数目 长度(mm) 宽度(mm) 面积(mm2) 代码 Φ H DS 名称 直径(mm) 深度(mm) 距离(mm)
LED灯具(照明类)通用检验规范

外箱标识清新,书写工整,外箱内容包括但不局限于:规格型号,品名,日期,数量,重量,环保标识,小心轻放,易碎,防水,防压标志。
√
跌落测试
(1PCS/批
第一次生
产或工艺
变更)
水泥地面
水平自由跌落顺序为一点三棱六面共10次:重量10Kg以下,跌落高度为80cm;重量为10-16Kg,跌落高度为70cm;重量为17-26Kg,跌落高度为50cm;重量为27-46Kg跌落高度为35cm;重量为47-70Kg跌落高度为25cm;重量为70Kg以上跌落高度为15cm。跌落完后外箱无严重破损,产品无变形,碰伤,功能测试正常。
页码
6/6
检验项目
检验方法/
仪器设备
标准描述
判定
CR
MA
MI
包装
目视
产品说明书(订单要求中性包装的用中性说明书)安装要求,接线要求,字体书写,产品规格正确。
√
产品附件有无(与订单要求核对)
√
包装要求,材质,层数符合包装图纸
√
运输包装要求按《产品运输包装操作规范》执行
√
外箱不允许有破损,变形,潮湿
√
箱体脏污,外观以1M可见NG
6.4.2库存超过半年的出货须安排生产线,重新老化,包装,检验流程。
6.5入库
6.5.1生产入库仓库收货,核对数量的同事须核对是否有品质部签字,若无则不允许入库。
6.5.2仓库对库存品须做到先进先出,产品防潮,防水,防撞同一批次,型号,不可混放等。
6.5.3仓库在出货装车时通知品质部去现场确认,并拍照装车状况记录存入电脑。
√
螺丝松脱、滑牙、滑丝、斜高,非不锈钢不允许
√
油墨脱落不允许,缺油墨S≤1 mm2
LED灯系列成品检验标准

聚光杯
任何锋利或对人体造成伤害的披峰
√
检查项目
检验依据文件
材料及规格 型号、材质、颜色、规格错;混料 披峰(胶壳内 数目>1 披峰) 错贴、漏贴或位置贴错 铭牌 铭牌面边翘起,逾越铭牌张贴范围或铭牌 与边缘的间隙宽度>1mm
测量方法
不合格类别 备注 致命 严重 轻微
√ √ √ √ √ √ √
铭牌字唛残 数目>2 宽度>0.1mm 缺 与样品比对>2个色差 铭牌颜色 铭牌字体粗 黑点数目>2 面积>0.1mm2或油污 数目 细、黑点、 >1 杂质、油污 印字 铭牌划伤 刻字 漏印、错印、印字后毛边模糊无法辨认 、印字歪斜角度≥30 ;印字内容与规格 要求不一致 数目>1 直径>0.4mm √ √ √
判定结
客户名称 质量记录 成品检验报告 表单样式 客户要求 要 其它说明
9、 产品质量事故追踪 见附件1
深圳市亿联威科技有限 文件编码 公司 制订部门
标题 LED灯系列成品检验标准
11、 参考文件
NO:YLW-WI- QA-97
版本 A/0
页次 分发号
4/4
√ √ √ √ √
包装多装、少装 包装材料/方法与客户承认书要求不符 尾数箱包装与实际产品重量不相符(出港产品 +/-0.25KG,不出港产品+/-0.5KG) 包装检查 漏盖PASS标章 外箱标识与出货单不符 如果客户有特殊要求,要按客户要求表示。
1、高精度电子称(精度在0.01g) 2、目视
√ √ √ √ √ √
光泽度
DC插头光亮,不应有发黑 1、在正常光线下,光度为 40W-100W的光照下,人眼与 被检查物体的距离为30cm, 时间≤5秒 2、厚薄规 3、角度尺 3、游标卡尺 4、目视 5、透明胶片黑点标准量片 6、色板比对卡
LED灯具成品检验标准
成品检验规范文件编号:版本号:编制:日期:审核:日期:批准:日期:生效日期:受控状态:文件变更记录1、目的规范成品入库及出货检验流程,确保出货产品满足客户的需求,不断的提升品质,提高客户的满意度,模拟客户对产品的验证。
2、适用范围适用于所有LED 灯具产品入库及出货检验。
3、定义3.2 检验面的定义A 面:直接看到的区域如:玻璃面,铝基板,LED,透镜面。
B 面:不在直视范围,但暴露在外的面,如:灯具两侧面、散热片、铝型材、外壳,电源等。
C 面:正常使用时看不到的面。
须拆卸的面。
4、检验条件4.1 检验光源:普通日光灯灯源500lux.4.2 检验角度:如图一所示,产品与水平视线成30°,并在检验时±15°旋转产品。
4.3 外观检验距离:未点亮距眼睛30cm±10cm,与眼睛成一条直线,点亮后距离100cm±10cm.4.4 外观检验时间:10s/每个面。
4.5 测试设备:见测试项目内仪器。
5、引用标准5.1 GB/T 2828.1-2003 Ⅱ级按接受质量限(AQL)检索的逐批检验抽样计划。
5.2 AQL 允收质量水平:MIN=1.5 MAJ=0.65 CRI=0(抽样方案主要以0.65 抽取数量)。
5.3 样本数小于或者等于20PCS 时全检处理。
5.4 样本的抽取原则:抽取为上中下抽取力求均匀/每板,随机性。
6、作业内容6.1 成品送检6.1.1 生产作业完成包装成品,移交待检区,开出【送检单】通知OQC 进行检验。
6.1.2 送检原则:生产按4H 的产量或者4H 内生产完的订单进行送检。
6.1.3 产线送检验时须经过IPQC 在【送检单】签字确认,确认是否完成所有生产工序。
6.2 OQC 检验6.2.1 OQC 抽样按5.1-5.4 执行。
6.2.2 OQC 核对订单要求、工程技术测试要求、检验规范、检验作业指导、图纸、客户要求进行检验。
led及灯具产品检验标准
XXX产品检验标准(试验版)1.管理规章2.检验规章3.外观检验与标准4.功能测试与标准5.材料检查与标准6.包装7.附录.<LED标准和认证>,<LED光电性能测试的主要方面>,<照明基础参数简介>,<普通照明用安规><常用灯头形状><常用安规标志>,1.管理规章1.1 目的1) 本规范,系预防JBT生产的LED Lamp产品出现不良现象,确保LED Lamp的质量,以满足JBT需求。
2) 作为JBT内部与协力厂之间质量沟通桥梁。
3) 提供质量规范订定之参考。
1.2 范围适用于JBT所出货的LED lamp产品与零件,但设计图面或承认书有另行标定规格者,应优先采用该标定规格。
2. 检验规章2.1 目的1)抽样检验的目的,系决定可能被退货的任何状况。
2)抽样检验并非用以发现产品或系统的所有不良,而是确保送到客户的产品或系统可被接受。
2.2 定义1)批次:每次进料 / 出货的数量2)取样数:每批次取样的检验数。
3)严重缺点:产品的功能性缺点。
4)主要缺点:产品的组装或机构性缺点。
5)次要缺点:不影响产品之功能 / 组装 / 机构的缺点及外观缺点。
2.3抽样计划1)成品的抽样计划依据”抽样计划作业细则”规定执行。
2)采用『分批检查,分批验退』的方式。
3.外观检验与标准3.1 方法光源视线m-1.5m1.灯脚材料为铜镀镍,铆压在电源上盖.检查时注意灯脚本身是否有污痕,划伤,砸伤,利边锐角,电镀层是否有磨损,压花. 检查灯脚和电源上盖铆压后是否不垂直于上盖端面,灯脚之间是否平行,灯脚的脚距是否合格,可用灯头量具检查. 检查经过灌胶后,灯脚顶部被快压夹具压住后会否出现上述不良.可用灯头量具检查或按图纸检验.2.电源上下盖为塑胶PC,表面光面,颜色为象牙白,灌胶后结合在一起.检查时注意胶件本身是否有缩水,批锋,拉白,拖花,污痕等不良.塑胶颜色上下盖是否有色差,同一批货是否有色差.检查灌胶后是否有污痕,划伤,电源上下盖接合处是否有缝隙,是否对平.3.铝合金灯杯材料为铝合金,喷砂后上银色烤漆.检查时注意灯杯本身是否有污痕, 划伤,砸伤,利边锐角,漆层是否有磨损,压花..同一批货是否有色差.4.铝合金装饰环材料为锌合金,电镀银色.要特别注意其是否有起泡,拖花,划伤,变形,利边锐角. 同一批货是否有色差.5.透镜材料为透明PMMA,注意检查透镜本身是否有气泡,异物,刮伤,缩水,夹水纹,污痕.组装后是否会松动,透镜表面和灯杯表面装饰环是否对齐3.3.外观检查:3-3-1烤漆/喷漆测试:(此项主要用于铝合金灯杯和铝基板上的烤漆)1、百格测试:1)在100mm2之区域以美工刀每隔1mm划一条线(深度须见底材),交叉刻画100个方格,以3M#600 Scotch胶布或与其兼容的胶布粘贴于刻画测试区, 将胶带以垂直方向瞬间并快速撕离,测试面上的漆不可有5%以上的脱落(不含)。
LED灯具检验标准及灯具安全检测要求图文精
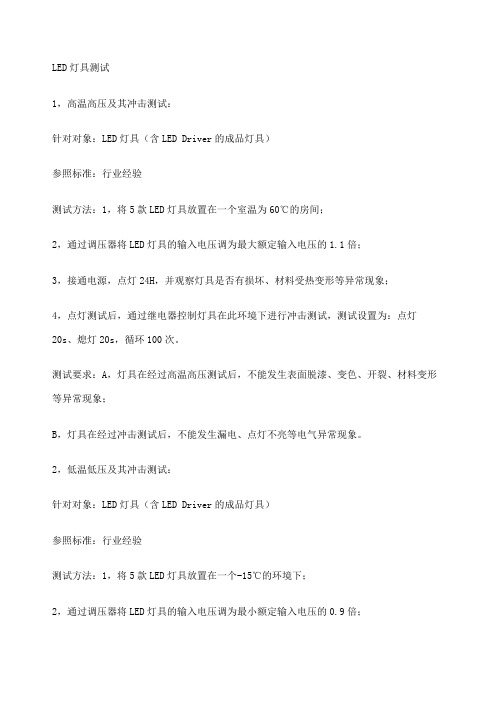
LED灯具测试1,高温高压及其冲击测试:针对对象:LED灯具(含LED Driver的成品灯具)参照标准:行业经验测试方法:1,将5款LED灯具放置在一个室温为60℃的房间;2,通过调压器将LED灯具的输入电压调为最大额定输入电压的1.1倍;3,接通电源,点灯24H,并观察灯具是否有损坏、材料受热变形等异常现象;4,点灯测试后,通过继电器控制灯具在此环境下进行冲击测试,测试设置为:点灯20s、熄灯20s,循环100次。
测试要求:A,灯具在经过高温高压测试后,不能发生表面脱漆、变色、开裂、材料变形等异常现象;B,灯具在经过冲击测试后,不能发生漏电、点灯不亮等电气异常现象。
2,低温低压及其冲击测试:针对对象:LED灯具(含LED Driver的成品灯具)参照标准:行业经验测试方法:1,将5款LED灯具放置在一个-15℃的环境下;2,通过调压器将LED灯具的输入电压调为最小额定输入电压的0.9倍;3,接通电源,点灯24H,并观察灯具是否有损坏、材料受热变形等异常现象;4,点灯测试后,通过继电器控制灯具在此环境下进行冲击测试,测试设置为:点灯20s、熄灯20s,循环100次。
测试要求:A,灯具在经过低温低压测试后,不能发生表面脱漆、变色、开裂、材料变形等异常现象;B,灯具在经过冲击测试后,不能发生漏电、点灯不亮等电气异常现象。
3,常温常压冲击测试:针对对象:LED灯具(含LED Driver的成品灯具)参照标准:行业经验测试方法:1,将5款LED灯具放置在一个室温为25℃的环境下;2,按LED灯具的额定输入电压接通电源点灯;3,通过继电器控制灯具在常温常压下进行冲击测试,测试设置为:点灯30s、熄灯30s,循环10000次。
测试要求:灯具在经过常温常压冲击测试后,不能发生漏电、点灯不亮等电气异常现象。
4,温度循环测试:针对对象:LED灯具(含LED Driver的成品灯具)参照标准:行业经验测试方法:1,将5款LED灯具放置在一个测试箱,测试箱的温度可以调节温度变化速率;2,按LED灯具的额定输入电压接通电源点灯;3,测试箱的温度变化范围设置为从-10℃到50℃,温变速率为:大于1℃/min,但小于5℃/min;4,测试箱在高温和低温各保持0.5H,循环8次。
【企业-标准规范】LED灯具成品检验标准(WORD档)共9页

文件名称:成品检验标准制订者/日期:文件编号:审查者/日期:版本:核准者/日期:成品检验规范成品检验规范1、目的规范成品入库及出货检验流程,确保出货产品满足客户的需求,不断的提升品质,提高客户的满意度,模拟客户对产品的验证。
2、范围适用于所有LED 灯具产品出货检验。
3、定义3.1 缺陷级别定义3.2 检验面的定义A 面:直接看到的区域如:玻璃面,铝基板,LED,透镜面。
B 面:不在直视范围,但暴露在外的面,如:灯具两侧面、散热片、铝型材、外壳,电源等。
C 面:正常使用时看不到的面。
须拆卸的面。
3.3 缺陷代码定义4、职责4.1 品管部:负责所有成品检验及出货品质检验,汇报品质异常的处理跟踪。
4.2 客户支持部:提供客户订单,客户资料信息要求。
4.3 生产部:负责产品的制造,送检,返工,不良品具体方案执行。
4.4 仓储物流部:负责成品储存,出货,先进先出,运送的管理。
4.5 工程部:负责技术资料的提供,异常的分析、检验,技术/测试方案的提出。
4.6 PMC 部门:负责出货计划的安排与追踪。
5、检验条件5.1 检验光源:普通日光灯灯源 500lux.5.2 检验角度:如图一所示,产品与水平视线成 30°,并在检验时±15°旋转产品。
5.3 外观检验距离:未点亮距眼睛30cm±10cm,与眼睛成一条直线,点亮后距离100cm±10cm.5.4 外观检验时间:10s/每个面。
5.5 测试设备:见测试项目内仪器。
6、引用标准6.1 GB/T 2828.1-2003 Ⅱ级按接受质量限(AQL)检索的逐批检验抽样计划。
6.2 AQL 允收质量水平:MIN=1.5 MAJ=0.65 CRI=0 (抽样方案主要以0.65 抽取数量)。
6.3 样本数小于或者等于20PCS 时全检处理。
6.4 样本的抽取原则:抽取为上中下抽取力求均匀/每板,随机性。
7、作业内容7.1 成品送检7.1.1 生产作业完成包装成品,移交待检区,开出【送检单】通知OQC 进行检验。
LED灯成品检验标准

定位
测试位置具体描述
1
角
面5—7—10相交的角
2
边
由面5—7—10相交角延伸的最短边
3
边
由面5—7—10相交角延伸的第二长边
4
边
由面5—7—10相交角延伸的最长边
5
面
最小面之一
6
面
最小面之一的相对面
7
面
第二大面之一
8
面
第二大面的相对面
9
面
最大面之一
10
面
最大面之一的相对面
3)跌落试验后产品不得有影响到产品使用安全、不工作、损伤的现象。
5.2灯的配合
灯的结构各部位不应有明显松动,整灯内不应存在导电杂物。
5.3灯的包装和存放
5.3.1包装要求
每个灯应有整洁、无破损的独立小包装,小包装盒外有商标、产品名称、型号、规格及额定电压频率等标记。
大包装箱应无破损,箱表面应有与落货单要求一致的唛头及符合GB191《包装储运图示标志》中有关标志的要求。
25
电镀层脱落
E26/E27:¢2.0mm以下允许1处;E17/E14/E12:¢1.5mm以下允许1处。
26
包装缺陷
次要缺陷
灯的各种包装物(外、内、套箱、彩盒/挂卡、标贴、吸塑、头垫/管垫、收缩膜、说明书、合格证等)应整齐无缺陷、少装、脱胶,印刷清晰无模糊、缺字、少字。
27
吸塑大小边
同一产品上热合处两边偏差大于1.5MM
2.0参考标准
所有标准都会被修订,使用本标准的各方应探讨使用下列最新版本的可能性。
GB2828.1《计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划》
GB191《包装储运图示标志》
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
L E D灯具成品检验标准 Document serial number【NL89WT-NY98YT-NC8CB-NNUUT-NUT108】
成品检验规范
文件编号: QD-2012002 版本号:
编制:魏征日期: 2012-07-30 审核:胡佳日期: 2012-07-30 批准:段琪日期: 2012-07- 生效日期: 2012-08-01 受控状态:受控
文件变更记录
1、目的
规范成品入库及出货检验流程,确保出货产品满足客户的需求,不断的提升品质,提高
客户的满意度,模拟客户对产品的验证。
2、适用范围
适用于所有LED 灯具产品入库及出货检验。
3、定义
检验面的定义
A 面:直接看到的区域如:玻璃面,铝基板,LED,透镜面。
B 面:不在直视范围,但暴露在外的面,如:灯具两侧面、散热片、铝型材、外壳,电
源等。
C 面:正常使用时看不到的面。
须拆卸的面。
检验光源:普通日光灯灯源500lux.
检验角度:如图一所示,产品与水平视线成30°,并在检验时±15°旋转产品。
外观检验距离:未点亮距眼睛30cm±10cm,与眼睛成一条直线,点亮后距离
100cm±10cm.
外观检验时间:10s/每个面。
测试设备:见测试项目内仪器。
5、引用标准
GB/T Ⅱ级按接受质量限(AQL)检索的逐批检验抽样计划。
AQL 允收质量水平:MIN= MAJ= CRI=0(抽样方案主要以抽取数量)。
样本数小于或者等于20PCS 时全检处理。
样本的抽取原则:抽取为上中下抽取力求均匀/每板,随机性。
6、作业内容
成品送检
生产作业完成包装成品,移交待检区,开出【送检单】通知OQC 进行检验。
送检原则:生产按4H 的产量或者4H 内生产完的订单进行送检。
产线送检验时须经过IPQC 在【送检单】签字确认,确认是否完成所有生产工序。
OQC 检验
OQC 抽样按执行。
OQC 核对订单要求、工程技术测试要求、检验规范、检验作业指导、图纸、客户要
求进行检验。
检验项目与判定标准按7检验内容执行,检验完毕在【送检单】备注后知会生产入
库。
检验标识记录
检验后如实填写【出货检验报告】
检验不合格在送验批上标识不合格标签,并开出【返工通知单】性能/结构问题给工程
给出返工方案生产执行,外观问题直接返工重检,若对品质判定有疑义则由工程,品质进行评
估会签,达成一致放行,若达不成一致则由事业部负责人裁决,【返工通知单】一式三联,第一
联品质部保留,第二联PMC 保留,第三联责任部门。
生产返工完毕在【送检单】备注复检OK 经IPQC 确认后送OQC 重新抽验,连续出现
3 批检验不合格在开出【品质异常报告】给相关部门/人员责任到人,并给出处理意见。
检验合格每箱盖OQC PASS 印章,若订单上有要求中性包装的盖无公司LOGO 标志的
印章。
若急需出货,因检验,老化,测试,时间不够则由PMC 提出特采申请,技术,品质进
行评估会签,达成一致放行,若达不成一致则由生产部负责人裁决。
样品检验以工程部工程师的要求的测试项目为准,标准或特殊要求以工程师的签名为
准。
仓库复检
库存超过1 个月的出货须PMC 安排仓库送OQC 检验,检验按执行。
库存超过半年的出货须PMC 安排生产线,重新老化,包装,OQC 检验流程。
入库
生产入库仓库收货,核对数量的同事须核对是否有OQC PASS 印章,若无则不允许入库。
仓库对库存品须做到先进先出,产品防潮,防水,防撞同一批次,型号,不可混放等。
仓库在出货装车时通知OQC 去现场确认,并拍照装车状况记录存入电脑。
抽样检验转移规则(加严、正常、放宽)
从正常检验到放宽检验:必须同时满足以下两个条件,缺一不可:
A. 生产稳定,连续一周检验无异常。
B. 品质部门认为放宽检验可取。
从放宽检验到正常检验:进行放宽检验时,如果出现下面任何一种情况,就必须转回
正常检验:
A、有一批检验不被接收。
B、生产不稳定或延迟。
C、品质部门认为有必要恢复正常检验。
加严检验以下有其中一条则进行加严检验。
A. 有客户投诉。
B. 同一型号连续3 批检验不合格。
C. 品质部门认为需要加严检验。
暂停检验
加严检验开始,累计5 批加严检验不被接收时,原则上应停止检验,只有在采取了改进
产品质量的措施后,并经负责部门同意,才能恢复检验,恢复时从加严检验开始。
《送检单》
《出货检验报告》
《返工通知单》
《质量异常报告》
9、附件
附件一《流程图》
附件二《送检单》
附件三《出货检验报告》
附件四《返工通知单》
10、附则
本文件的起草、修订、废止等均由品质部负责;本文件的解释权属品质部;
本文件自发布之日起施行生效。
附件二送检单
送检单
附件三出货检验报告
出货检验报告
附件四返工通知单
返工通知单。