NIIGATA(新泻)ZP-31全回转舵桨液压系统管理
智能船舶自动舵系统自适应模糊输出反馈控制
李铁山( 通信作者) ,男,博士,教授,主要
从事非线 性 系 统 智 能 控 制 理 论 与 应 用 研 究.
tieshanli@ 126.com
1 大连海事大学 航海学院,大连,116026
2 电子科技大学 自动化工程学院,成都,611731
控制精度,因此,自动舵系统的控制器设计还应考虑系统的指定性能
中图分类号 TP273 2
文献标志码 A
0 引言
自动舵是智能船舶最重要的操控系统之一,在船舶的航行安全、
能源成本和船员的劳动强度等方面起着重要的作用.智能船舶运动具
有大时滞、大惯性、强非线性等特点,同时由于航行条件变化和环境
干扰等问题使得船舶运动模型具有严重的不确定性. 因此,自动舵算
法设计,即智能船舶航向控制,成为船舶控制领域中的难点和热点问
题 [1⁃2] . 近年来,智能船舶航向控制研究取得了丰富的成果 [3⁃5] . 现有
大多数研究基于状态反馈方法,即控制设计所需的系统状态信息全
部已知.船舶航行中,载况、航速和外扰等变化不仅会带来模型不确定
性问题,同时还给传感器量测造成困难,再加上传感器本身存在测量
噪声,将带来某些状态信息不可测问题,如自动舵系统仅能测量航向
角信息,而很难得到回转角速度信息,这时应引入状态观测器来获得
控制器设计时所需要的回转角速度信息 [6] . 此外,智能船舶的自动舵
系统存在输入饱和现象,而且饱和非线性问题在控制器设计时是不
可避免的,主要表现为舵角受限,这就意味着控制器设计时需要补偿
输入饱和带来的信号不匹配问题.为减少频繁的无效操舵导致舵机过
æ 1ö
系统的输入和输出,f( x 2 ) = ç - ÷ H( x 2 ) 显然是一
KAMAT泵站中文介绍
1 技术概述1.1 乳化液泵站卡玛特乳化液泵站包括四台卡玛特高压泵,两个乳化液箱,一个蓄能器和回流过滤器以及一个电控系统。
其中3台泵运行,1台泵备用。
乳化液泵和泵箱的尺寸能够满足井下工作的要求。
乳化液泵和泵箱可在用于短途运输的泵站列车上进行安装。
高压泵的型号为K35055M,柱塞直径为55mm,每台泵的额定流量为439L/min,额定工作压力为37.5MPa(375bar)并可以连续调节。
乳化液泵站的系统压力和流量能够与液压支架的要求相匹配。
乳化液泵站有两个不锈钢材质的乳化液箱和一个不锈钢材质的乳化油箱。
两个乳化液箱的总有效容积为16000升,乳化油箱的有效容积为800升。
乳化液箱配有自动冲洗装置。
乳化液箱具有自动配液功能,进水通过机械齿轮泵和电磁阀控制实现自动补给。
进水过滤的精度为40μm,高压过滤器和回流过滤器的精度分别为25μm。
所有的过滤器都配有旁路止回阀。
进水管配备有反冲洗过滤器。
进水和回流管的尺寸根据技术联络会中的要求和液压支架相匹配。
乳化液系统具有自动卸载功能,通过电磁阀或机械卸载阀实现。
系统可以长时间在自动或者手动状态下卸载。
乳化液泵的柱塞采用全陶瓷结构,并以聚合材料包覆。
电子监控系统具有故障诊断、自动配液、低油位、低液位、超温、管路失压、润滑油压力和油位、油温等保护功能。
并可以显示压力、液位和所有报警。
同时能够将所显示的数据通过其他设备上传到地面控制中心显示。
乳化液泵安装了压力、流量、温度和液位监控装置。
乳化液泵的油压、油温以及乳化液温都有警报设定。
乳化液位和油位由液位指示器控制。
整台泵站通过一个防爆本安的PLC控制。
每台乳化液泵安装有独立的控制和监控系统,并能左右安装,并能够实现手动和自动运行方式的切换。
每台泵都配有自己的电机,电机的额定功率为315kw,为国产电机并提供国产电缆插头插座。
供电电源为1140V,50Hz。
电机的绝缘等级为F,电机外壳的防护等级为IP55。
电机装有SKF轴承。
NIIGATA(新泻)ZP31全回转舵桨液压系统管理
C W T 中国水运 2019·02 35NIIGATA(新泻)ZP-31全回转舵桨液压系统管理张晓亮(宁波舟山港股份有限公司油港轮驳分公司,浙江 宁波 315000)摘 要:随着航运船舶大型化的发展,大型船舶安全靠离码头需要港作拖轮的协助。
港作拖轮本来船型较小就具有操纵性好、机动性强的特点。
随着全回转舵桨装置的应用,港作拖轮能够实现原地掉头,十分灵活,能够有效地保障大型船舶安全且快速靠离泊。
全回转舵桨装置的安全可靠工作不仅关系到拖轮自身安全,还关系到被协助大型轮船的安全。
本文对全回转舵桨装置进行研究分析,以日本NIIGATA(新泻)ZP-31为例,讲述其液压系统工作原理,结合工作实践遇到的故障案例加以分析,谈谈全回转舵桨管理要点,以促进全回转舵桨装置的安全管理工作。
关键词:港作拖轮;全回转舵桨;液压系统管理中图分类号:U664 文献标识码:A 文章编号:1006—7973(2019)02-0035-03DOI 编码:10.13646/ki.42-1395/u.2019.02.012目前,国内港作拖轮上的全回转舵桨装置主要选用有芬兰ROUS-ROYCE(罗罗)Aquamaster US、日本川崎重工(Kawasaki)、德国SCHOTTEL(肖特尔)SRP、挪威的博格(BERG)、日本NIIGATA(新泻)ZP、日本ISC(石川岛)DP 等厂商生产的产品。
各设备厂商的产品结构上虽有差异化,但液压系统原理基本相同。
公司所属拖轮的全回转舵桨装置使用日本NIIGATA(新泻)ZP 系列产品最多,本文将以ZP-31为例讲述。
1 全回转舵桨液压系统ZP-31全回转舵桨装置有正常操作和辅助操作两种操作模式。
正常操作模式全回转舵桨装置是由主机(ME)动力带动主转舵泵(1)产生压力油驱动液压马达(14)转动从而带动Z 型舵桨作360°旋转。
辅助操作模式是由电动机(M)带动小液压泵(16)产生压力油驱动液压马达(14)转动。
大型箱船HATLAPA舵机简介与管理探讨
大型箱船HATLAPA舵机简介与管理探讨中海国际广州分公司轮机长—陈建云大型箱船的机舱离船艉较远,与舵机房完全隔离,而且它们之间的距离比较远,海上航行风浪大时,轮机员很难做到经常检查舵机系统,一般都由大管轮和电机员每天早晚检查一次。
HATLAPA舵机系统与老式舵机系统最大的区别是增加了一套“SAFEMATIC ”舵机安全装置,这套安全装置是根据最近IMO规则的最高要求来设计的。
该安全装置的作用是:当舵机液压管路有泄漏故障时能自动诊断并自动隔离和停止有故障的正在工作的舵机系统,自动转到正常的舵机系统工作,所以HATLAPA舵机系统工作比较安全可靠。
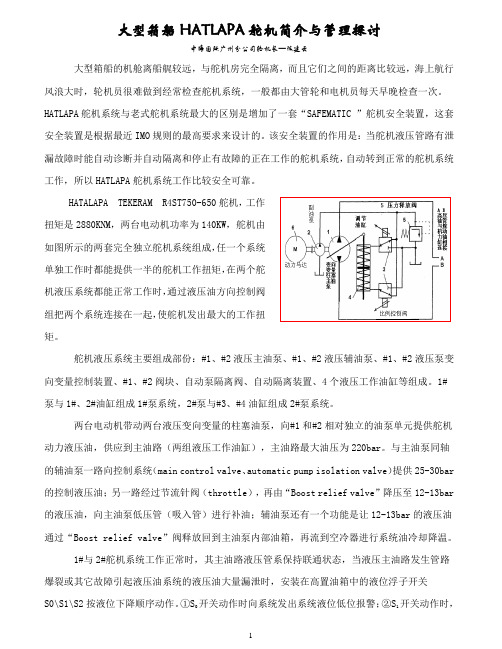
HATALAPA TEKERAM R4ST750-650舵机,工作扭矩是2880KNM,两台电动机功率为140KW,舵机由如图所示的两套完全独立舵机系统组成,任一个系统单独工作时都能提供一半的舵机工作扭矩,在两个舵机液压系统都能正常工作时,通过液压油方向控制阀组把两个系统连接在一起,使舵机发出最大的工作扭矩。
舵机液压系统主要组成部份:#1、#2液压主油泵、#1、#2液压辅油泵、#1、#2液压泵变向变量控制装置、#1、#2阀块、自动泵隔离阀、自动隔离装置、4个液压工作油缸等组成。
1#泵与1#、2#油缸组成1#泵系统,2#泵与#3、#4油缸组成2#泵系统。
两台电动机带动两台液压变向变量的柱塞油泵,向#1和#2相对独立的油泵单元提供舵机动力液压油,供应到主油路(两组液压工作油缸),主油路最大油压为220bar。
与主油泵同轴的辅油泵一路向控制系统(main control valve、automatic pump isolation valve)提供25-30bar 的控制液压油;另一路经过节流针阀(throttle),再由“Boost relief valve”降压至12-13bar 的液压油,向主油泵低压管(吸入管)进行补油;辅油泵还有一个功能是让12-13bar的液压油通过“Boost relief valve”阀释放回到主油泵内部油箱,再流到空冷器进行系统油冷却降温。
新泻舵桨zp-21电路版故障处理

新泻舵桨zp-21电路版故障处理
新泻舵桨ZP-21电路板是控制舵桨转动的关键组件之一,如果出现故障,会影响船只的航行安全。
以下是针对该电路板故障处理的解释和建议:
1. 故障表现:一些常见的故障可能包括舵桨无法转动、转速异常、电机发热等等。
2. 检查电源:首先,需要检查电源是否正常。
可以使用数字万用表测量电源电压是否达到标准值,同时检查电源线和插头是否接触良好。
如果电源有问题,建议更换或修理电源。
3. 检查电机:如果电源正常,下一步需要检查电机是否正常。
可以使用万用表测量电机的电阻值是否在正常范围内,检查电机转子是否卡住或受损。
如果电机有问题,建议更换或修理电机。
4. 检查驱动电路:如果电源和电机都正常,那么可能是驱动电路出了问题。
可以使用数字万用表测量驱动电路的电压和信号波形是否正常,检查驱动电路中的元器件是否损坏或短路。
如果驱动电路有问题,建议更换或修理电路板。
5. 检查传感器:在某些情况下,故障可能是由传感器引起的。
可以使用数字万用表测量传感器的电压和信号波形是否正常,检查传感器是否损坏或失效。
如果
传感器有问题,建议更换或修理传感器。
总之,对于舵桨ZP-21电路板的故障处理,需要仔细检查每个组件,并逐一排除故障。
如果您不具备相关的维修技能,建议寻求专业的技术支持和维修服务。
诺尔轮胎式集装箱龙门起重机吊具纠偏液压系统优化

吊’不3 mm i 纠1果:1诏不轮胎吊巾具纠偏液U i系统故陴分析宁波北仑第三集装箱码头有限公司(以下简称 “北三集司”)共有诺尔轮胎吊96台,其采用由液压 油缸推动的吊具纠偏形式,在使用过程中经常因齿 轮杲和齿轮泵出油管破裂、液压油污染乳化等而发 生吊具纠偏液压系统故障。
由表1可见,2019年北 三集司诺尔轮胎吊吊具纠偏故障频次为24次/月,吊具纠偏故障占当年诺尔轮胎吊机械故障的比例 为19.8%。
轮胎吊吊具纠偏故障频发不仅导致设备 维修成本增加,而且加大维修人员工作量和劳动强 度,影响轮胎吊作业效率。
为了解决诺尔轮胎吊吊 具纠偏液压系统故障,创建安全型、创新型、效益 型、顺畅型、环保型码头,有必要分析诺尔轮胎吊吊 具纠偏液压系统故障表现及原因(见表2)。
故障表现故障原因齿轮泵破裂系统预设压力过大,纠偏油缸受载时对齿轮泵冲击较大油管破裂出油管压力(系统压力)不断冲击油管纠偏动作慢流量调节阀操作不当液压油乳化油箱上盖螺钉过多,容易渗入雨水电机罩壳腐蚀电机罩壳在日晒雨淋的环境下老化2诺尔轮胎吊吊具纠偏液系统优化//案2.1调整溢流阀预设压力诺尔轮胎吊吊具纠偏液压原理如图1所示。
分 析诺尔轮胎吊吊具纠偏液压系统,重新计算系统 所需压力值。
诺尔轮胎吊吊具纠偏液压系统参数如 下:按吊具下质量偏载10%计算,活塞杆所受最大外10.13340/j.cont. 2021.02.004诺尔轮胎式集装箱龙门起重机吊具纠偏液压系统优化〒波北仑第三集装箱码头有限公司吴士杰诺尔轮胎式集装箱龙门起重机(以下简称“轮胎 ')吊具纠偏系统在集装箱码头的应用较为广泛,il,由于其液压系统设计过于保守,在实际使用 程中存在液压元件使用寿命偏短、纠偏故障频发、玉油容易乳化等问题。
本文分析诺尔轮胎吊吊具 扁液压系统存在的预设压力偏高、液压站密封效 f佳等问题,并提出吊具纠偏液压系统优化方案。
表12019年北三集司诺尔轮胎吊机械故障统计故障类型故障频次/(次/月}故障占比/%起升故障1210.0小车故障3024.8大车故障2520.7发动机故障1814.7吊具纠偏故障2419.8其他故障1210.0表2诺尔轮胎吊吊具纠偏液压系统故障表现及原因16CuniulfikrHunun /Vol.32 No. 2 General Serial No. 354moUIPMENT斧TmnHzoroGY作者简介:吴世杰(1981 —),男,工程师,从事港口设备维护管理工作2021年第2期总第354期Coniah^rHuHun /部负载45 843 N,以活塞杆受拉力为正,受压 力为负;油缸规格为缸径80 mm,杆径40 mm,行程 460 mm;无杆腔面积= 5 024 mm2;有杆腔面积 &= 3 768 mm2;软管最大工作压力为29.3 MPa;阀的额定工作压力为35.0 MPa;溢流阀的设定压力 />〇= 18.0 MPa。
niigatapowersystems简介

niigatapowersystems是一家总部位于日本的公司,该公司专注于发电机组和相关设备的制造和销售。
成立于1919年,niigatapowersystems拥有几十年的丰富经验和技术积累,是市场上领先的发电机组制造商之一。
niigatapowersystems的产品包括柴油发电机组、汽油发电机组、天然气发电机组等多种类型,广泛应用于工业、建筑、农业、医疗等领域。
其产品质量稳定可靠,性能优良,深受客户好评。
niigatapowersystems注重科研技术创新和产品研发,拥有一支专业的研发团队和先进的生产设备。
公司致力于为客户提供高效节能的发电解决方案,不断推动发电技术的发展和进步。
niigatapowersystems秉承“质量第一,客户至上”的经营理念,严格执行国际质量管理体系标准,确保产品质量和性能达到或超过客户的期望。
公司还拥有完善的售后服务体系,为客户提供及时有效的技术支持和维护服务。
niigatapowersystems在全球范围内建立了完善的销售网络和服务体系,产品远销欧美、亚洲、非洲等多个国家和地区。
公司的业务规模不断扩大,市场占有率不断提高,逐渐成为国际知名的发电机组制造商和供应商。
niigatapowersystems作为一家具有悠久历史和丰富经验的发电机组制造商,始终致力于为客户提供高品质、高性能的发电产品和解决方案,赢得了广泛的市场认可和客户信赖。
随着公司不断发展壮大,相信niigatapowersystems将进一步拓展市场,开拓创新,为全球客户提供更多更好的能源解决方案。
尊敬的读者,接下来我将继续为您介绍niigatapowersystems的产品特点、市场地位和未来发展规划。
1. 产品特点niigatapowersystems的产品具有多项突出特点,包括但不限于:- 高可靠性:公司所生产的发电机组装备着可靠的引擎和发电机,保证了其长期稳定的运行。
对于客户来说,高可靠性的产品能够降低停工时间和维护成本,提高设备的可用性。
甲板机械-3掌握液压甲板机械管理要点概要
1.叙述对液压油的基本要求?其中什么叫做 粘度指数?
5.在恶劣气候中,如何启动液压甲板机械?
2.如何判断液压油氧化变质?变质后如何处
理?
7 返回
情景任务三
掌握液压甲板机械的管理要点
一、对液压油性能的要求和选择 作用:传递液压能、润滑、散热、防锈。 1.对液压油的要求 液压油使用矿物油。 (1)粘度适宜,粘度指数较高。粘度高阻力大,粘度低V低。 粘度指数应>90,越大越好。天然矿物油VI约115,加添加 剂可>170。
19
情境任务
掌握液压甲板机械管理要点
冬季防寒、夏季防暑。 (★★★)
工作油温的控制: 最合适工作温度:30-50C <-10C,不允许启动,加热升温 <10C,空载循环升温至10C以上加载工作。
>50C,冷却器工作。
>55C,每升高9C寿命降低一半。
20
情境任务
掌握液压甲板机械管理要点
22
情境任务
掌握液压甲板机械管理要点
五、防止装臵超负荷 液压装臵的负荷(功率)可由液压泵的工作电流衡量。有载时 的负荷包括:执行机构承担的工作负荷,液压泵的机械摩擦损 失、管路(包括滤油器)流动损失、执行机构的机械摩擦损失。
最重要参数:电流、油压。
23
情境任务
掌握液压甲板机械管理要点
六、液压装臵的维护管理
13
情境任务
掌握液压甲板机械管理要点
2.防止污染物侵入系统 1)防止固体杂质侵入工作油 预防措施: (1)在油箱呼吸孔处装设高效能的空气滤清器。 (2)采用性能可靠的液压缸柱塞(或活塞杆)密封装臵。 (3)新加油的污染度应比液压系统要求低1~2级(-/16/13)。 (4)拆修液压元件时注意保洁。清洗过的元件和拆开的管口用 清洁的塑料布包盖。用溶剂清洗元件后应用压缩空气吹干。 (5)定期清洗油箱。不准使用易残留纤维的织物和易破碎的泡 沫塑料等擦拭箱壁。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
NIIGATA(新泻)ZP-31全回转舵桨液压系统管理张晓亮【摘要】随着航运船舶大型化的发展,大型船舶安全靠离码头需要港作拖轮的协助.港作拖轮本来船型较小就具有操纵性好、机动性强的特点.随着全回转舵桨装置的应用,港作拖轮能够实现原地掉头,十分灵活,能够有效地保障大型船舶安全且快速靠离泊.全回转舵桨装置的安全可靠工作不仅关系到拖轮自身安全,还关系到被协助大型轮船的安全.本文对全回转舵桨装置进行研究分析,以日本NIIGATA(新泻)ZP-31为例,讲述其液压系统工作原理,结合工作实践遇到的故障案例加以分析,谈谈全回转舵桨管理要点,以促进全回转舵桨装置的安全管理工作.【期刊名称】《中国水运(上半月)》【年(卷),期】2019(000)002【总页数】3页(P35-37)【关键词】港作拖轮;全回转舵桨;液压系统管理【作者】张晓亮【作者单位】宁波舟山港股份有限公司油港轮驳分公司,浙江宁波 315000【正文语种】中文【中图分类】U664目前,国内港作拖轮上的全回转舵桨装置主要选用有芬兰ROUS-ROYCE(罗罗)Aquamaster US、日本川崎重工(Kawasaki)、德国SCHOTTEL(肖特尔)SRP、挪威的博格(BERG)、日本NIIGATA(新泻)ZP、日本ISC(石川岛)DP等厂商生产的产品。
各设备厂商的产品结构上虽有差异化,但液压系统原理基本相同。
公司所属拖轮的全回转舵桨装置使用日本NIIGATA(新泻)ZP系列产品最多,本文将以ZP-31为例讲述。
1 全回转舵桨液压系统ZP-31全回转舵桨装置有正常操作和辅助操作两种操作模式。
正常操作模式全回转舵桨装置是由主机(ME)动力带动主转舵泵(1)产生压力油驱动液压马达(14)转动从而带动Z型舵桨作360°旋转。
辅助操作模式是由电动机(M)带动小液压泵(16)产生压力油驱动液压马达(14)转动。
除非正常操作模式发生故障或者系统检修时会用到辅助操作模式,一般情况下工作在正常模式。
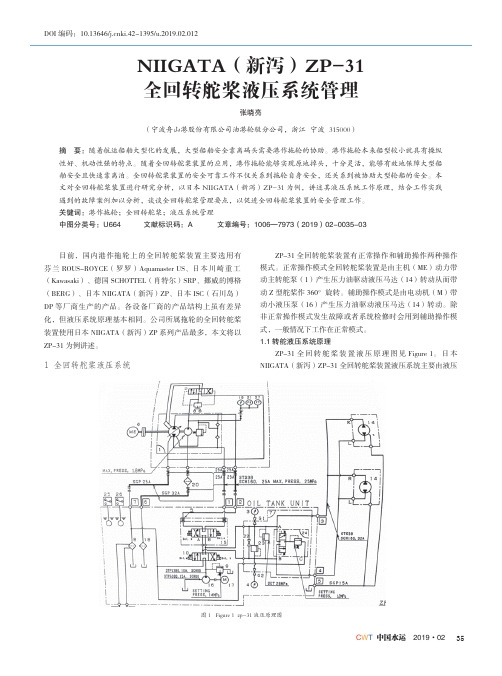
1.1 转舵液压系统原理图1 Figure 1 zp-31液压原理图ZP-31全回转舵桨装置液压原理图见Figure 1。
日本NIIGATA(新泻)ZP-31全回转舵桨装置液压系统主要由液压泵、控制阀件、液压马达和液压辅件(油箱、管路、滤器、冷却器等)组成。
正常操作时,电液换向阀(15)一直位于左位通,电磁换向阀(10)处于失电状态位于中位。
主转舵泵(1)为斜盘式轴向柱塞泵,由电液换向阀(2)控制斜盘倾角来实现泵的变量变向。
补油泵(30)与主转舵泵同轴安装,其作用有:(1)作为主转舵泵的斜盘控制油。
(2)为高压油路补油。
补油泵出口压力油由溢流阀(31)设定为1.8MPA,通过单向阀向高压油管低压侧补油。
(3)冷却和润滑主转舵泵。
溢流阀(31)的溢油进入主转舵泵壳体内再流回油箱,以便对主转舵泵起冷却和润滑作用。
主转舵泵的高压液压油经电液换向阀(15)后分两路各控制一个液压马达(14)。
高压液压油管路上设有两个安全阀(23)设定压力28MPA,同时还设有一个液控换向阀(24)。
安全阀(23)起限压保护作用,当压力超过设定值时向低压管路泄压。
液控换向阀(24)后设有一个溢流阀(32)设定压力1.2MPA,其作用是置换出部分高压液压油,液压油经冷却后重新回油箱,防止液压油温度升高。
高压液压油管路上的截止阀(22)是起旁通作用,在停用设备时防止海浪或者外力冲击舵而导致管路油压过高时开启,以保护管路和设备的安全。
辅助模式时,电动液压泵自动运行,电液换向阀(15)断电位于中位,电磁换向阀(10)根据驾驶员操作指令左或右位通来旋转Z型舵桨。
1.2 转舵液压系统监测报警ZP-31全回转舵桨装置液压系统设有液压油滤器堵塞、液压油油压低、液压油温度高和液压油液位低位监测报警。
(1)滤器脏堵报警。
当系统发生异常磨损或者液压油脏污造成滤器堵塞时,补油泵吸口滤器上安装的压差指示器开关,不仅能够指示当前反映出滤芯前后的压差值,而且能够在压差值超过设定值时动作产生报警。
(2)油压低压报警。
当发生液压油泵磨损、液压阀元件失效或者管路泄漏造成液压系统油压降低至设定值以下时发出报警。
(3)油压高温报警。
当系统由于冷却不良或者异常严重磨损时液压油温度升高,当温度超过设定温度值时,温度继电器开关动作发出报警信号。
(4)油位低报警。
液压油箱上安装有一干簧管式浮球液位开关,当系统发生漏泄,油箱液位低于设定高度时,监测系统发出报警。
2 舵桨液压系统故障案例ZP系列全回转舵桨装置在公司港作拖轮上已经运行快20年了,该装置液压系统工作安全可靠性还是非常高的。
根据本公司现用ZP-31全回转舵桨装置拖轮液压系统故障统计数据发现,ZP-31全回转舵桨装置液压系统除去管路法兰螺丝松动、O型圈失效引起液压油泄漏和冷却器芯破损造成液压油被污染外,该装置液压系统发生过的几例故障主要都集中在全回转舵桨装置液压系统心脏——液压泵上。
下面介绍一下液压泵发生过的几种故障。
2.1 补油泵转子齿合面磨损图1 补油泵磨损对比图故障现象:舵桨液压油压力会降低,严重时会产生低压报警;滤器可能会产生堵塞报警;转舵稍有迟滞但不明显。
故障演变:缓慢,有渐进性。
磨损产物:金属粉末。
2.2 补油泵轴承磨损故障现象:舵桨液压油压力会降低,会产生低压报警;滤器会产生堵塞报警;转舵稍有迟滞。
故障演变:初期缓慢,后期突发。
磨损产物:金属颗粒1~2mm。
2.3 斜盘式轴向柱塞泵球形导向装置(球头)磨损图2 柱塞泵球形导向装置磨损对比图故障现象:舵桨液压油压力正常;滤器会产生堵塞报警;转舵正常。
故障演变:初期缓慢,后期加剧。
磨损产物:金属粉末。
2.4 斜盘式轴向柱塞泵球形导向装置(球头)破损故障现象:舵桨液压油压力正常;滤器不堵塞报警;转舵非常迟滞或故障。
故障演变:突发性。
磨损产物:金属块状。
3 舵桨液压系统故障分析ZP-31全回转舵桨装置液压系统液压油泄漏常常发生在新造船或者刚刚修理过的液压系统上。
这类故障的原因主要有:管路上的法兰固定螺栓上紧不到位;管路上的法兰垫片或O型圈选择、安装不恰当;振动造成法兰固定螺栓松脱或疲劳损坏。
液压油被污染主要是因为冷却器芯破损或者O型圈密封性失效海水进入后造成液压油乳化。
冷却器芯破损原因不外乎是:流体的冲刷;海水的腐蚀;振动或者疏通时被破坏。
O型圈密封性失效主要是O型圈老化失去弹性、O型圈尺寸选择不恰当或安装不到位。
下面重点对ZP-31全回转舵桨装置液压系统中的液压泵故障进行分析。
ZP-31全回转舵桨装置液压系统中的液压泵选用伊顿EATON7620重型斜盘式轴向柱塞泵。
3.1 伊顿EATON7620重型斜盘式轴向柱塞泵简述图3 伊顿 7620重型斜盘式轴向柱塞泵外观及内部结构图泵内的旋转缸筒(柱塞、回程盘)与球形导向装置与轴齿连,并同轴一起旋转。
斜盘的倾角大小和方向是由两个伺服油缸来控制的,通过改变斜盘倾角和方向来控制泵变量和变向。
定心弹簧的张力通过6枚顶针作用在球形导向装置上,再通过球形导向装置顶在回程盘上使与柱塞铰链的滑履抵压在承磨盘斜盘上。
回程盘是一直顶住球形导向装置并绕其摆动。
泵工作时,排出侧的回程盘在斜盘的作用下偏向缸体,同时吸入侧回程盘以球形导向装置为支点摆动远离缸体从而将吸入侧的柱塞从油缸中拉出。
补油泵是一摆线定转子泵,泵体全部为铸铁结构,用螺栓安装在主泵(柱塞泵)上,而且补油泵上还装有一个插装式溢流阀。
3.2 补油泵故障分析摆线转子泵的特点:内外转子同向旋转,两个转子相对滑动速度小,且只相差一个齿,故磨损少、运行平稳、寿命长。
补油泵在正常情况下转子齿合面发生磨损的几率小,齿合面发生磨损多数是因其他原因造成的。
根据伊顿EATON7620产品的相关技术资料,轴承设计寿命10000小时,转速4510转/分。
补油泵轴承损坏主要因轴承超期服役或者泵发生断油引起的干磨损。
一旦轴承发生损坏,补油泵又因泵体为铸铁材料,在高转速和磨损产物一起作用下,磨损快速演变,就会发生轴承安装座孔、泵轴、泵壳端面以及转子齿合面磨损。
3.3 斜盘式轴向柱塞泵球形导向装置故障分析在驱动全回转舵桨旋转时,回程盘在斜盘作用下以球形导向装置为支点摆动,同时还承担着将吸入侧的柱塞从油缸中拉出力。
回程盘与球形导向装置的接触力因为回程盘与球形导向装置都是圆弧面、接触面很窄所以大。
回程盘与球形导向装置长期磨擦下,回程盘的孔径变大而球形导向装置球面变成锥面,最后导致回程盘与球形导向装置的接触面更接近球形导向装置根部。
一旦下沉量超过顶针的最大伸出量时,定心弹簧的张力就不能够将球形导向装置顶住回程盘。
回程盘与球形导向装置之间就会有间隙。
在斜盘的作用下,回程盘与球形导向装置就会形成敲击。
敲击作用会加大回程盘的摆幅,由于摆幅增大会导致回程盘的上沿与旧磨痕的台阶形成撞击而加剧磨损。
同时球形导向装置的壁厚由于磨损变薄,球形导向装置的强度变差最终可能会被敲击破裂。
4 ZP-31全回转舵桨装置液压系统管理港作拖轮的全回转舵桨装置液压系统故障不仅影响到自身安全,而且还涉及被协助大轮安全。
为了保证全回转舵桨装置液压系统的运行处于受控状态并保持良好的技术状况,管理人员要切实做好液压系统管理工作。
4.1 日常管理(1)合理规范操作全回转舵桨装置液压系统,避免粗暴操作。
(2)每日做好静态和动态点检。
静态点检主要检查系统油箱液位、外泄漏、液压油质;动态点检主要检查系统各运行参数(油压、油温、滤器压差)、运转状态(运行平稳无异响、各主要设备振动温升正常等)。
(3)定期规范做好全回转舵桨装置液压系统监测报警效用试验。
主要效验项目包括:液位低位、油压低、油温高及滤器脏堵报警。
(4)定期检修。
定期检修很重要,能够提前发现问题,提前处理,防止问题扩大。
可以根据产品维护保养周期表要求,结合实际同型产品已经发生过的故障,确定液压系统的定期检修部位,项目,内容,方法,周期,判定标准。
(5)定期油品化验。
定期取样对液压油进行各项指标的检验,判别液压油被污染的程度、理化性能。
(6)备件储备。
关键部件可结合实际同型产品使用寿命合理提前储备,当发生故障时可以及时更换,缩短停航时间。
(7)提高管理人员业务水平。
加强管理人员知识的培养,在紧急情况下能够正确地做出判断,不能因小问题处理不当造成大问题!4.2 维修后管理(1)系统维修后确保不要混进杂质。
油箱及管路清洁避免用回丝拭擦,清洁后检查正常及时封盖或保护包扎好。
管路检修及时换新O型圈或垫片,并加强维修后检查,法兰对接螺栓最后采用双螺母固定。
(2)维修过的液压油泵和马达安装到位后要灌满干净液压油。
(3)系统维修后可以采用分段式排气方法排除系统中的空气。
首先松开滤器盖螺栓,开启滤器上开关检查油流出是否连续;其次拆下插装式溢流阀观察油流出情况;再次通过盘车让主泵吸排管冲入液压油,盘车时间长些更可靠;最后可以开启压缩空气冲车,观察油压力表指针是否偏转,一旦压力表偏转表示系统建压成功,系统空气基本排尽。