焊接工艺及方法共98页
焊接工艺及方法

焊接工艺及方法点焊方法和工艺。
1、焊点形成过程:(1)预压:(2)通电焊接:(3)锻压阶段:二、点焊工艺参数选择通常是根据工件的材料和厚度,参考该种材料的焊接条件表选取,首先确定电极的端面形状和尺寸。
其次初步选定电极压力和焊接时间,然后调节焊接电流,以不同的电流焊接试样,经检查熔核直径符合要求后,再在适当的范围内调节电极压力,焊接时间和电流,进行试样的焊接和检验,直到焊点质量完全符合技术条件所规定的要求为止。
最常用的检验试样的方法是撕开法,优质焊点的标志是:在撕开试样的一片上有圆孔,另一片上有圆凸台。
厚板或淬火材料有时不能撕出圆孔和凸台,但可通过剪切的断口判断熔核的直径。
必要时,还需进行低倍测量、拉抻试验和X光检验,以判定熔透率、抗剪强度和有无缩孔、裂纹等。
以试样选择工艺参数时,要充分考虑试样和工件在分流、铁磁性物质影响,以及装配间隙方面的差异,并适当加以调整。
三、不等厚度和不同材料的点焊当进行不等厚度或不同材料点焊时,熔核将不对称于其交界面,而是向厚板或导电、导热性差的一边偏移,偏移的结果将使薄件或导电、导热性好的工件焊透率减小,焊点强度降低。
熔核偏移是由两工件产热和散热条件不相同引起的。
厚度不等时,厚件一边电阻大、交界面离电极远,故产热多而散热少,致使熔核偏向厚件;材料不同时,导电、导热性差的材料产热易而散热难,故熔核也偏向这种材料调整熔核偏移的原则是:增加薄板或导电、导热性好的工件的产热而减少其散热。
常用的方法有:(1)采用强条件使工件间接触电阻产热的影响增大,电极散热的影响降低。
电容储能焊机采用大电流和短的通电时间就能焊接厚度比很大的工件就是明显的例证。
(2)采用不同接触表面直径的电极在薄件或导电、导热性好的工件一侧采用较小直径,以增加这一侧的电流密度、并减少电极散热的影响。
(3)采用不同的电极材料薄板或导电、导热性好的工件一侧采用导热性较差的铜合金,以减少这一侧的热损失。
(4)采用工艺垫片在薄件或导电、导热性好的工件一侧垫一块由导热性较差的金属制成的垫片(厚度为0.2-0.3mm),以减少这一侧的散热。
常用焊接工艺课件

contents
目录
• 焊接工艺概述 • 焊接工艺基础 • 常用焊接工艺方法 • 焊接工艺材料 • 焊接工艺实践与案例分析
01
焊接工艺概述
焊接的定义与特点
焊接定义
焊接是通过加热或加压,或两者并用 ,使两个分离的物体产生原子间相互 扩散和联结,形成一个整体的工艺过 程。
焊接特点
焊接具有高效、优质、低成本的优势 ,能够实现金属材料的永久性连接, 广泛应用于航空、航天、石油化工、 船舶等领域。
焊接工艺规程
焊接工艺规程是根据焊接工艺评定结果,结合生产实际情况制定的具体操作规程。它规定 了焊接过程中的各项工艺参数和技术要求,是指导焊接生产的重要文件。
焊接工艺文件的编制
为了确保焊接工艺规程的实施和监督,需要编制详细的焊接工艺文件。这些文件包括焊接 工艺卡、焊接工艺流程图、焊缝质量检验卡等,它们为生产人员提供了明确的操作指导和 质量控制标准。
焊接缺陷与质量控制
常见焊接缺陷
气孔、夹渣、未熔合、未焊透等,这些缺陷对焊接质量有严重影响 。
焊接质量控制
通过选用合适的焊接工艺、焊前准备、焊接操作和焊后处理等措施 ,控制焊接质量。
焊接质量检测与评定
采用无损检测、力学性能试验等方法,对焊接质量进行检测与评定 ,确保满足使用要求。
03
常用焊接工艺方法
使用注意事项
使用保护气体和填充材料时应 注意流量控制、混合比例等环 节,以确保焊接质量。
钎料与钎剂
钎料
钎剂
钎料是一种熔点低于母材的金属材料,通 过钎焊将母材连接在一起。常用的钎料有 铜基钎料、银基钎料等。
钎剂是一种辅助材料,用于去除母材表面 的氧化膜,降低钎料的熔点,增强钎料的 润湿性。常用的钎剂有硼砂、氯化锌等。
各类焊接方法及工艺
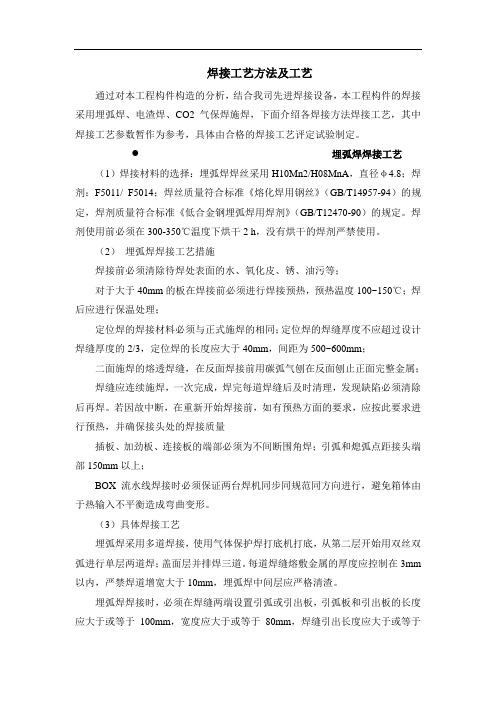
焊接工艺方法及工艺通过对本工程构件构造的分析,结合我司先进焊接设备,本工程构件的焊接采用埋弧焊、电渣焊、CO2气保焊施焊,下面介绍各焊接方法焊接工艺,其中焊接工艺参数暂作为参考,具体由合格的焊接工艺评定试验制定。
埋弧焊焊接工艺(1)焊接材料的选择:埋弧焊焊丝采用H10Mn2/H08MnA,直径φ4.8;焊剂:F5011/ F5014;焊丝质量符合标准《熔化焊用钢丝》(GB/T14957-94)的规定,焊剂质量符合标准《低合金钢埋弧焊用焊剂》(GB/T12470-90)的规定。
焊剂使用前必须在300-350℃温度下烘干2 h,没有烘干的焊剂严禁使用。
(2)埋弧焊焊接工艺措施焊接前必须清除待焊处表面的水、氧化皮、锈、油污等;对于大于40mm的板在焊接前必须进行焊接预热,预热温度100~150℃;焊后应进行保温处理;定位焊的焊接材料必须与正式施焊的相同;定位焊的焊缝厚度不应超过设计焊缝厚度的2/3,定位焊的长度应大于40mm,间距为500~600mm;二面施焊的熔透焊缝,在反面焊接前用碳弧气刨在反面刨止正面完整金属;焊缝应连续施焊,一次完成,焊完每道焊缝后及时清理,发现缺陷必须清除后再焊。
若因故中断,在重新开始焊接前,如有预热方面的要求,应按此要求进行预热,并确保接头处的焊接质量插板、加劲板、连接板的端部必须为不间断围角焊;引弧和熄弧点距接头端部150mm以上;BOX流水线焊接时必须保证两台焊机同步同规范同方向进行,避免箱体由于热输入不平衡造成弯曲变形。
(3)具体焊接工艺埋弧焊采用多道焊接,使用气体保护焊打底机打底,从第二层开始用双丝双弧进行单层两道焊;盖面层并排焊三道。
每道焊缝熔敷金属的厚度应控制在3mm 以内,严禁焊道增宽大于10mm,埋弧焊中间层应严格清渣。
埋弧焊焊接时,必须在焊缝两端设置引弧或引出板,引弧板和引出板的长度应大于或等于100mm,宽度应大于或等于80mm,焊缝引出长度应大于或等于60mm,保证引弧及收弧处质量,防止引弧及收弧处焊接缺陷。
焊接工艺方法有哪些

焊接工艺方法有哪些
焊接工艺方法是指在焊接过程中所采用的技术手段和操作方法。
随着科技的不断发展,焊接工艺方法也在不断地更新和改进。
本文将介绍几种常见的焊接工艺方法。
1.手工电弧焊接
手工电弧焊接是一种常见的焊接工艺方法。
它是通过电弧的热量将焊接材料熔化并连接在一起的。
手工电弧焊接的优点是操作简单,适用于各种材料的焊接,但是需要熟练的技术和经验。
2.气体保护焊接
气体保护焊接是一种利用惰性气体或活性气体来保护焊接区域的焊接工艺方法。
它可以有效地防止氧化和污染,从而提高焊接质量。
气体保护焊接适用于焊接不锈钢、铝合金等材料。
3.电阻焊接
电阻焊接是一种利用电流通过接触面产生热量将焊接材料熔化并连接在一起的焊接工艺方法。
它适用于焊接薄板、线材等材料,具有焊接速度快、成本低等优点。
4.激光焊接
激光焊接是一种利用激光束将焊接材料熔化并连接在一起的焊接工
艺方法。
它具有焊接速度快、热影响区小、焊缝质量高等优点,适用于焊接高强度、高精度的材料。
5.等离子焊接
等离子焊接是一种利用等离子体产生的高温将焊接材料熔化并连接在一起的焊接工艺方法。
它适用于焊接高熔点材料、厚板等材料,具有焊接速度快、焊缝质量高等优点。
6.摩擦焊接
摩擦焊接是一种利用摩擦产生的热量将焊接材料熔化并连接在一起的焊接工艺方法。
它适用于焊接铝合金、镁合金等材料,具有焊接速度快、成本低等优点。
不同的焊接工艺方法适用于不同的材料和焊接要求。
在实际应用中,需要根据具体情况选择合适的焊接工艺方法,以确保焊接质量和效率。
第二节焊接方法及工艺优秀课件

第 18 页
2021年3月5日星期五
(2)焊缝的空间位置
第4页
2021年3月5日星期五
焊条型号与牌号
焊条型号是国家标准中的焊条代号(GB/T 5117-1995)
E 表示焊条药皮类型及采用的电源类型
表示焊条适用的焊条位置 表示熔敷金属抗拉强度MPa的最小值 表示焊条 如E4303、E5015
焊条牌号是焊条行业统一的焊条代号
第5页
2021年3月5日星期五
填角焊
搭接接头
开槽焊
开槽焊
塞焊
第 16 页
2021年3月5日星期五
T形接头
填角焊
双面开坡口
单面开坡口
注意:使用中尽量避免单面角焊缝
M P
M P
第 17 页
2021年3月5日星期五
角接头
种 类
特 简单,但强度低 点
强度较大
种 类
强度大,美观
强度大,美观
特 点
易装配,经济
易装配,经济 有准确直角,刚度大 焊缝多,不合理
第 10 页
2021年3月5日星期五
例1:某构件受力一般,用Q235(抗拉强度400MPa)焊接而成, 在下列焊条中选用哪一种?
J422
J427
J502
J507
例2:某构件受力较复杂,用Q235(抗拉强度400MPa)焊接而 成,在下列焊条中选用哪一种?
J422
J427
J502
J507
例3:某构件受力一般,用09Mn2(抗拉强度450MPa)焊接而成, 在下列焊条中选用哪一种?
具体牌号表示:
“2”表示“钛钙型药皮, 交直流两用”
“7”表示“低氢型药皮, 直流电源”
焊接技术和常见方法
冷裂纹产生原因:
焊接接头存在淬硬组织,性能脆化; 扩散氢含量较高,使接头性能脆化,并聚集在焊接缺陷处形成大量氢分子, 造成非常大的局部压力; 存在较大的焊接拉应力。 冷裂纹的预防措施: 用碱性焊条,减少焊缝金属中氢含量、提高焊缝金属塑性; 减少氢来源,焊材要烘干,接头要清洁(无油、锈、水); 避免产生淬硬组织,焊前预热、焊后缓冷; 降低焊接应力,采用合理的工艺规范,焊后热处理等; 焊后立即进行消氢处理(即加热到250℃左右,保温,使焊缝金属中的扩散 氢逸出金属表面)。
特点 ◦ 几乎可焊接所有金属,尤其适合铝、铜及其合金以及不锈钢等材料 ◦ 焊接时几乎没有氧化烧损,只有少量的蒸发损失,冶金过程比较简单 ◦ 劳动生产率高 ◦ MIG焊可直流反接,焊接铝、镁等金属时有良好的阴极雾化作用 ◦ 成本比TIG焊低 ◦ 有可能取代TIG焊 ◦ MIG焊焊接铝及铝合金时,可以采取亚射流熔滴过渡方式提高接头质量 ◦ 对焊丝及母材表面的油污、铁锈等较为敏感,容易产生气孔
气体保护电弧焊
熔化极氩弧焊 以焊丝为一电极(正极),
工件为另一电极(负极), 焊丝熔滴通常呈很细颗粒的 “喷射过渡”进入熔池,所 用电流比较大,生产率高。 板厚8mm以上的铝容器。为 使电弧稳定,熔化极氩弧焊 通常采用直流反接,这对于 焊铝工件正好有“阴极破碎” 作用。
熔化极氩弧焊(MIG)
二、温差大 焊接是局部加热,从冷态开始至加热熔化,熔池的温 度可达1700℃以上,其周围又是冷态金属,两者温度差巨大,从而 使构件产生较大的内应力和变形,严重者可能产生裂纹,以至断裂。
焊接过程的特点
三、熔池小,冷却快 由于熔池休积小,手工电弧焊只有8~l 0mm3,自动焊大一些,也不过9—30mm3,焊缝金属从熔化到凝固只 有几秒钟,平均冷却速度约在4~100℃/秒,比铸锭冷却速高1000倍, 在这样短的时间内,冶金反应是不平衡,也就是说是不完善的。因 而,焊缝金属的成份分布不均匀,偏析较大。
焊接工艺及方法共98页
▪
26、要使整个人生都过得舒适、愉快,这是不可能的,因为人类必须具备一种能应付逆境的态度。——卢梭
▪
27、只有把抱怨环境的心情,化为上进的力量,才是成功的保证。——罗曼·罗兰
焊接工艺及方法
31、别人笑我太疯癫,我笑他人看不 穿。(名 言网) 32、我不想听失意者的哭泣,抱怨者 的牢骚 ,这是 羊群中 的瘟疫 ,我不 能被它 传染。 我要尽 量避免 绝望, 辛勤耕 耘,忍 受苦楚 。我一 试再试 ,争取 每天的 成功, 避免以 失败收 常在别 人停滞 不前时 ,我继 续拼搏 。
▪
28、知之者不如好之者,好之者不如乐之者。——孔子
▪
29、勇猛、大胆和坚定的决心能够抵得上武器的精良。——达·芬奇
▪
30、意志是一个强壮的盲人,倚靠在明眼的跛子肩上。——叔本华
谢谢!98Fra bibliotek33、如果惧怕前面跌宕的山岩,生命 就永远 只能是 死水一 潭。 34、当你眼泪忍不住要流出来的时候 ,睁大 眼睛, 千万别 眨眼!你会看到 世界由 清晰变 模糊的 全过程 ,心会 在你泪 水落下 的那一 刻变得 清澈明 晰。盐 。注定 要融化 的,也 许是用 眼泪的 方式。
35、不要以为自己成功一次就可以了 ,也不 要以为 过去的 光荣可 以被永 远肯定 。
焊接工艺及方法上课讲义共98页文档

39、没有不老的誓言,没有不变的承 诺,踏 上旅途 ,义无 反顾。 40、对时间的价值没有没有深切认识 的人, 决不会 坚韧勤 勉。
31、只有永远躺在泥坑里的人,才不会再掉进坑里。——黑格尔 32、希望的灯一旦熄灭,生活刹那间变成了一片黑暗。——普列姆昌德 33、希望是人生的乳母。——科策布 34、形成天才的决定因素应该是勤奋。——郭沫若 35、学到很多东西的诀窍,就是一下子不要学很多。——洛克焊接工艺 Nhomakorabea方法上课讲义
36、“不可能”这个字(法语是一个字 ),只 在愚人 的字典 中找得 到。--拿 破仑。 37、不要生气要争气,不要看破要突 破,不 要嫉妒 要欣赏 ,不要 托延要 积极, 不要心 动要行 动。 38、勤奋,机会,乐观是成功的三要 素。(注 意:传 统观念 认为勤 奋和机 会是成 功的要 素,但 是经过 统计学 和成功 人士的 分析得 出,乐 观是成 功的第 三要素 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接工艺及方法
6
、
露
凝
无
游
氛
,
天
高
风
景
澈
。
7、翩翩新 来燕,双双入我庐 ,先巢故尚在,相 将还旧居。
8
、
吁
嗟
身
后
名
,
于
我
若
浮
烟
。
9、 陶渊 明( 约 365年 —427年 ),字 元亮, (又 一说名 潜,字 渊明 )号五 柳先生 ,私 谥“靖 节”, 东晋 末期南 朝宋初 期诗 人、文 学家、 辞赋 家、散
拉
60、生活的道路一旦选定,就要勇敢地 走到底 ,决不 回头。 ——左
1
0
、
倚
南
窗
以
寄
傲
,
审
容
膝
之
易
安ห้องสมุดไป่ตู้
。
56、书不仅是生活,而且是现在、过 去和未 来文化 生活的 源泉。 ——库 法耶夫 57、生命不可能有两次,但许多人连一 次也不 善于度 过。— —吕凯 特 58、问渠哪得清如许,为有源头活水来 。—— 朱熹 59、我的努力求学没有得到别的好处, 只不过 是愈来 愈发觉 自己的 无知。 ——笛 卡儿