正三轮摩托车零部件设计及整车装配--未完
电动三轮车装配工艺作业指导书
5、安装过程中注意对零部件的防护,不要
划伤。
备注
编制
校对
审核
会签
批准
适用车型
三轮车
车型编号
CT500HET-4A
序号
3 装配名称 预安装仪表总成
装配级别 A1 工位 F3 人数 2 工时(分钟)
日期
2013-5-28
工具、工装及辅料 十 字 螺 丝 刀 , 十 字 槽 盘 头 自 攻 螺 丝 零部件内六方、
干净湿抹布、
操作内容
标准要求
仪表罩 1、五大开关 1 套、仪表、车吧、刹把、把套(1 套)
检测方法
备注
1、安装五大开关:将喇叭开关(2 个)、转向开
关、远近光开关、前大灯开关依次安装在仪表罩
相应安装孔上。
2、预安装刹把:将刹把套入车把,调整到合适位
检测方法
1、将外胎胎线以内均匀涂抹硅油。
1、在工作台上应铺护毯以防零部件的损 目视、压力表
2、将内外胎安装到轮圈上。
伤。
3、用充气压表充气少许、用手轻轻敲打轮胎一圈、 2、胎花方向安装正确
然后充气至规定气压值。
3、胎线与轮圈边缘平行,不能外凸或凹陷、
4、将充气嘴护罩拧入充气嘴并拧紧。
压胎现象。
4、胎压符合规定要求 240-280kpa。
1、注意泥板左右支架不要装反。 2、安装过程中注意对零部件的防护,不要 划伤。安装前鼓刹和前叉时,注意限位装 置。 3、力矩要求:50-80 N·m,力矩扳,听 到咔嚓声结束,用力矩标笔作标识。
目视、检査 扭力搬手: 0-100N
编制
校对
审核
会签
批准
适用车型
三轮车
车型编号
CT500HET-4A
电动三轮车结构设计说明书

单位代码学号分类号密级毕业设计(论文)电动三轮摩托车结构设计院(系)名称工学院机械系专业名称机械设计制造及其自动化学生姓名魏华瑞指导教师曲伟石2009年5月5日电动三轮车结构设计摘要本文简要介绍了电动三轮车的分类、用途以及各个类型的电动三轮车的优缺点。
并根据我对电动三轮车的市场调查的情况进行分析研究,并对电动三轮车的某些结构做了简要的介绍、改进和整合。
首先,就电动车的发展过程发展前景以及电动车在发展过程中存在的问题做了简要的介绍和分析,并对世界上其它国家电动车的发展状况做了简要的叙述。
其次,本文对目前市场上的所具有的电动三轮车的类型做了一个详细的介绍,并对各个类型的电动三轮车的配置、用途、适用人群、优缺点做了简要的介绍。
最后,经过认真总结和对市场的分析并利用四年来所学的知识,在指导老师和任课老师的指导和其他同学的帮助下,对电动三轮车的整车参数、外形尺寸、前叉结构、驱动系统和制动系统做了简单的设计和改进。
关键词:电动三轮车,前叉结构,驱动系统,制动系统The structural design of electric tricycleAuthor:weihuaruiTutor:quweishiAbstractThis paper introduces the classification of electric tricycle, uses various types of electrical as well as the advantages and disadvantages of tricycles. And according to my electric tricycle for market research analysis of the situation, and some of the structure of electric tricycle a brief introduction, improvement and integration.First of all, on the development of electric vehicles and electric vehicle development prospects in the development of problems in the course of a brief description and analysis, and other countries in the world, the development of electric cars a brief description.Secondly, this article on the current market has the type of electric tricycle has made a detailed introduction to the various types of electric tricycle configuration, usage, the application of people, the advantages and disadvantages of doing a brief introduction.Finally, after a careful summary and analysis of the market and take advantage of four years of knowledge, in the guidance of teachers and classroom teachers and other students with the help of the whole of the electric tricycle parameters, dimensions, front fork structure, drive system and the braking system to do a simple design and improvement.Keywords: electric tricycle, fork, drive system, brake system目录1绪论 (1)1.1 课题背景及目的 (1)1.2 国内外研究状况 (1)1.3 课题研究方法 (2)1.4 论文构成及研究内容 (2)2 电动三轮车结构设计方案对比分析 (3)2.1 目前国内外常见的电动三轮车后桥的结构样式 (3)2.1.1 单侧电机、外置车架型 (3)2.1.2 中置电机带大轴型 (4)2.2 电动三轮车根据用途不同的分类 (4)2.2.1 休闲型电动三轮车 (4)2.2.2 客运型电动三轮车 (5)2.2.3 客货两用型电动三轮车 (6)2.2.4 货运型电动三轮车 (6)2.3 电动三轮车设计方案的确定 (7)3 电动三轮车整车设计简介 (9)3.1 电动三轮车的参数选择 (9)3.2 电动三轮车外形简介 (9)4电动三轮车前叉设计 (11)4.1 前叉转向轴设计 (12)4.2 前叉连扳设计 (12)4.3 前叉筒管设计 (12)5电动三轮车驱动系统的设计 (14)5.1 电动三轮车后桥设计.................................. .. (14)5.2 电动三轮车后桥半轴的设计 (22)5.2.1 后桥半轴的材料和最小直径的选择 (23)5.2.2 后桥半轴各段长度的确定................... (24)6 电动三轮车制动系统的设计 (25)6.1 电动三轮车前轮制动系统的设计 (25)6.2 电动三轮车后轮制动系统的设计 (26)6.3 电动三轮车驻车系统的设计 (27)结论 (28)致谢 (29)参考文献 (30)附录 (31)附录A 有刷和无刷电机的区别 (31)附录B 我国电动自行车的发展史 (32)1 绪论1.1课题背景及目的目前电动车已经成为城乡主要的交通工具之一,为了顺应时代的潮流和人民生活的需要,我早已想对电动车做进一步的开发,通过和指导老师讨论决定对电动三轮车进行进一步的研究和改进,设计出一款更为实用经济的电动三轮车产品。
摩托车零部件制图通用技术要求
YJS.B01.B05—2006
前言
本标准主要是结合企业摩托车整车产品设计绘制CAD图纸的实际情况,并参照有关材料及各组件、部件的通用的技术要求。
本标准由浙江钱江摩托股份有限公司整车研究所提出。 本标准由浙江钱江摩托股份有限公司整车研究所归口。 本标准负责起草单位:浙江钱江摩托股份有限公司整车研究所。 本标准主要起草人:丁维新,叶建军,杨伟军,朱宏远。
1、零件表面无锈蚀、伤痕、毛刺、裂纹、皱褶、凹凸等缺陷. 2、各圆弧之间应光滑过渡,未注圆角(R2). 3、零件成型后,最薄处壁厚不小于(0.5). (零件最薄处的壁厚依据零件材料、壁厚、工艺等参数确定) 4、未注冲切表面粗糙度为(Ra12.5μm). 5、未注尺寸公差按 GB/T15055-(m).
4 一般零件通用技术要求
4.1 冲压件通用技术要求 1、成形无起皱,表面无锈蚀、裂纹等缺陷. 2、去毛刺. (对于对毛刺高度要求不是很高的零件可要求为:毛刺高度应符合JB/T 4129-(m).) 3、冲切(裁)表面粗糙度(Ra12.5).
5
YJS.B01.B05—2006 4、未注圆角(R0.5~R2).
3 产品图样技术要求的基本要求
1) 技术要求标题及其内容,位于标题栏的上方或左方; 2) 技术要求的条文应编顺序号,仅有一条时,不写顺序号。 3) 技术要求的内容应简明扼要,通顺易懂,一般包括以下内容:
(1)、对材料、毛坯、热处理的要求(如化学成分、硬度、金相等). (2)、对有关结构要素的统一要求(如圆角、倒角、尺寸等). (3)、视图中难以表述的尺寸公差、形状和位置公差,表面粗糙度等. (4)、对零、部件表面质量的要求(如镀覆、喷涂等). (5)、对配合及个别结构要素的特殊要求. (6)、对校准、调整及密封的要求. (7)、对产品的性能和质量的要求(如噪声、振动、制动及安全等). (8)、试验条件和方法. (9)、其它说明. 4) 技术要求中引用的相关标准、法规等文件,应该注明引用文件的编号和名称,在不至于引起 辨认困难时,允许只标注编号;对于强制性标准应标注年份,非强制性标准可不标注年份。 5) 技术要求中列举明细栏内的零部件时,一般写序号或图样代号(也可写序号和零部件名称的 组合,如:件2车头管)。 6) 需要在焊接后加工的零件,在零件图和装配图的技术要求内容中都应该注明。
正三轮车车架结构的改进
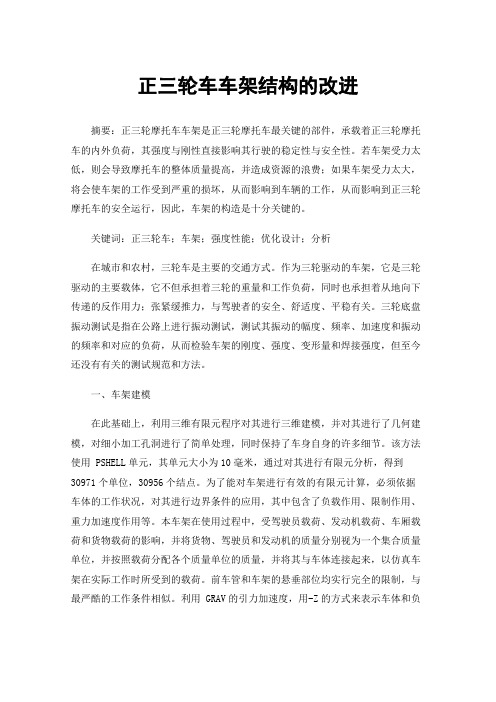
正三轮车车架结构的改进摘要:正三轮摩托车车架是正三轮摩托车最关键的部件,承载着正三轮摩托车的内外负荷,其强度与刚性直接影响其行驶的稳定性与安全性。
若车架受力太低,则会导致摩托车的整体质量提高,并造成资源的浪费;如果车架受力太大,将会使车架的工作受到严重的损坏,从而影响到车辆的工作,从而影响到正三轮摩托车的安全运行,因此,车架的构造是十分关键的。
关键词:正三轮车;车架;强度性能;优化设计;分析在城市和农村,三轮车是主要的交通方式。
作为三轮驱动的车架,它是三轮驱动的主要载体,它不但承担着三轮的重量和工作负荷,同时也承担着从地向下传递的反作用力;张紧缓推力,与驾驶者的安全、舒适度、平稳有关。
三轮底盘振动测试是指在公路上进行振动测试,测试其振动的幅度、频率、加速度和振动的频率和对应的负荷,从而检验车架的刚度、强度、变形量和焊接强度,但至今还没有有关的测试规范和方法。
一、车架建模在此基础上,利用三维有限元程序对其进行三维建模,并对其进行了几何建模,对细小加工孔洞进行了简单处理,同时保持了车身自身的许多细节。
该方法使用 PSHELL单元,其单元大小为10毫米,通过对其进行有限元分析,得到30971个单位,30956个结点。
为了能对车架进行有效的有限元计算,必须依据车体的工作状况,对其进行边界条件的应用,其中包含了负载作用、限制作用、重力加速度作用等。
本车架在使用过程中,受驾驶员载荷、发动机载荷、车厢载荷和货物载荷的影响,并将货物、驾驶员和发动机的质量分别视为一个集合质量单位,并按照载荷分配各个质量单位的质量,并将其与车体连接起来,以仿真车架在实际工作时所受到的载荷。
前车管和车架的悬垂部位均实行完全的限制,与最严酷的工作条件相似。
利用 GRAV的引力加速度,用-Z的方式来表示车体和负载的重量,从而模拟车辆、驾驶员和发动机对车体的负荷。
在相应的工作条件下,采用了各种加速度,模拟了制动、驱动、转弯和爬坡等不同的驾驶性能。
电动三轮车装配工艺卡片

xx电动车有限公司装配工艺过程卡产品型号产品代号产品名称第1页牛头倒装款通用通用电动三轮车共46页工序号W0001 工序名称漆后件周转车间整车工段工序类别关键工序序号图号名称单位数量工步号操作内容工序工作质量标准工辅具辅料检验内容备注1 按照生产计划及上线顺序,确认漆后件,只周转检验合格分拣不合格品,品管部评审。
周转车、毛毡布互检:漆面有无橘皮、流的漆后件。
有漆面接触的部位就有防护挂、残渣、针孔、色差等2 周转过程中,摞放时要采取防护措施,避免漆面磕碰损伤。
摞放高度不超过4个缺陷以及磕碰、变形、划3 车架摞放,采取前后交错的方式;摞放高度不超过4个伤等4 车厢摞放,采取底—底、面—面相对的方式;自检:磕碰、变形、划伤编制审核会签A 赵彬编制 审核 会签A B 工序号 W0001 工序名称漆后件周转 车间 整车工段工序类别关键工序序号 车型 车架货厢座桶护杠备注 图号 说明 图号 说明图号说明 图号 说明 1 BV504DQZKB 504DQZK-2801010B1 504DQZK-8500010B 800×880 折叠车厢 504DQZK-2802010B1 专用座桶 2 BV504DQZKC 504DQZK-2801010C1 504DQZK-6800100C 830×740折叠车厢 504DQZK-2802010C专用座桶 3 BV504DQZKD 504DQZK-2801010D 加宽车架504DQZK-8500010D 830×910折叠车厢专用座桶5 BV504DQZK-2B BV504DQZK-2-2800001BBV504DQZK-2-8500001B 1.2m×0.85m 504DQZK-2-2802010B小方座桶 504DQZK-2-8500020B 1090×800×425单开高护 5 BV504DQZK-2C BV504DQZK-2-8500001C 1.2m×0.85m 小方座桶 504DQZK-2-8500020C/21C 330×800×425 前后双护栏 6 BV504DQZK-4A BV504DQZK-4-2800001A BV504DQZK-4-8500001A 1.0m×0.8m 小方座桶 504DQZK-4-8500020A 880×755×425单开高护 7 BV504DQZK-4C BV504DQZK-4-8500001 1.1m×0.8m 小方座桶504DQZK-4-8500020C 980×755×425单开高护 8 BV504DQZK-4D BV504DQZK-4-8500001D 1.1m×0.8m小方座桶 504DQZK-4-2801030D/40D 280×755×425前后双护栏 9 BV505DQZK-4A BV504DQZK-2-2800001BBV504DQZK-2-8500001B 1.2m×0.85m 小方座桶 504DQZK-2-8500020B 1090×800×425单开高护 10 BV505DQZK-4B BV504DQZK-2-8500001C 1.2m×0.85m 小方座桶 504DQZK-2-8500020C/21C 330×800×425 前后双护栏 11 BV505DQZK-5A BV504DQZK-4-2800001ABV504DQZK-4-8500001A 1.0m×0.8m 小方座桶 504DQZK-4-8500020A 880×755×425单开高护BV505DQZK-5CBV504DQZK-4-8500001 1.1m×0.8m小方座桶504DQZK-4-8500020C980×755×425单开高护编制 审核 会签A B BV505DQZK-5DBV504DQZK-4-8500001D1.1m×0.8m 小方座桶504DQZK-4-2801030D/40D 280×755×425前后双护栏 工序号 W0001 工序名称漆后件周转车间 整车 工段工序类别关键工序序号 车型 车架货厢座桶护杠备注 图号 说明 图号 说明图号说明 图号 说明 12 BV505DQZK-6A504DQZK-2801010B1504DQZK-8500010B800×880 折叠车厢 504DQZK-2802010B1专用座桶13 14 15 16工序号B0101 工序名称电机后桥部装车间整车工段工序类别关键工序序号图号名称单位数量1 电机只 12 后桥左半管只 13 后桥右半管只 14 GB/T70.1-2008 内六角螺栓M8*12 个125 GB/T83-87 弹垫Φ8 个12工步号操作内容工序工作质量标准工辅具辅料检验内容备注1 按车型确认物料车型电机半管长度BV504DQZKB 48V 350W 270mm, 后桥总长670,支架390*15下置,无拉杆支架BV504DQZKC 48V 350W 295mm, 后桥总长720,支架385*15下置,BV504DQZKD 48V 350W 350mm, 后桥总长830,支架540*15下置BV504DQZK-2B/2C 48V 350W 295mm, 后桥总长720,支架385*15下置,BV504DQZK-4A/4C/4D 48V 350W 270mm, 后桥总长670,支架390*15下置,BV505DQZK-4A/4B 48V 500W 295mm, 后桥总长720,支架385*15下置,BV505DQZK-5A/5C/5D 48V 500W 270mm, 后桥总长670,支架390*15下置,BV505DQZK-6A 48V 500W 270mm, 后桥总长670,支架390*15下置,编制审核会签A B工序号B0101 工序名称电机后桥部装车间整车工段工序类别关键工序序号图号名称单位数量1 电机只 12 后桥左半管只 13 后桥右半管只 14 GB/T70.1-2008 内六角螺栓M8*12 个125 GB/T83-87 弹垫Φ8 个12工步号操作内容工序工作质量标准工辅具辅料检验内容备注2 将电机放置到装配台架上,如图1示,把左半桥配装到电目测弹垫压平气扳机目视电机轴向与后桥轴机上(电机加油口与后桥板簧座反向),用6颗M8*12的内向平行高度无明显偏斜六角螺丝加6颗Φ8弹垫连接,先如图2用气扳机(带六角紧固扭力矩值:16-21N.m旋具头)打紧,再用9mm六角扳手复紧。
摩托车发动机装配工艺知识课件

失衡的发动机容易导致振动、噪音、部件磨损等问题, 影响摩托车的舒适性和使用寿命。
发动机平衡的调整方法与步骤
将发动机固定在平 衡机上,选择合适 的支撑点和固定方式。
根据测量结果,调 整各个部件的质量 分布和位置,使其 达到平衡状态。
选择合适的工具和 仪器,如百分表、 扭力扳手、平衡机等。
使用百分表测量发 动机各个运动部件 的偏移量和振动量。
模块化与定制化
为了满足消费者对个性化 的需求,发动机装配工艺 将越来越模块化和定制化。
绿色制造与环保
随着环保意识的提高,发 动机装配工艺将越来越注 重绿色制造和环保,减少 对环境的污染。
THANKS
感
气缸盖的装配
气缸盖是发动机的上部组件,主 要作用是封闭气缸并保护活塞。
气缸盖通常由气门、气门弹簧、 气缸垫等组成,这些部件需要精 确加工以确保与其他零部件的配
合精度。
气缸盖的装配过程中,需要确保 气缸垫的质量和密封性能,以防
止漏气和水的进入。
配气机构的装配
配气机构是发动机的进排气系统,它的作用是控制气门的开启和关闭。
降低发动机装配成本的方法与措施
优化生产线布局
合理规划生产线布局,减少物料搬运距离,降低生产成本。
引入精益生产理念
通过消除浪费、减少不良品率等手段,降低生产成本。
采用高效工装与工具
采用高效工装与工具可以大幅提高生产效率,减少人力成本。
发动机装配工艺的发展趋势与展望
01
02
03
自动化与智能化
随着技术的发展,发动机 装配工艺将越来越自动化 和智能化,提高生产效率 和产品质量。
配气机构通常由凸轮轴、气门挺杆、摇臂等组成,这些部件需要精确加 工以确保与其他零部件的配合精度。
摩托车及零配件制造工艺流程
摩托车及零配件制造工艺流程英文回答:Motorcycle and Motorcycle Parts Manufacturing Process.Motorcycle manufacturing involves several steps and processes to ensure the production of high-quality motorcycles and their parts. Let me walk you through the process.1. Design and Development:The first step in the manufacturing process is the design and development of the motorcycle and its parts. Engineers and designers work together to create the blueprint and specifications for the motorcycle. They consider factors such as performance, aesthetics, and safety.For example, when designing the frame for a motorcycle,engineers must ensure that it is sturdy enough to withstand the stresses of riding, while also being lightweight for better maneuverability.2. Material Selection:Once the design is finalized, the next step is to select the appropriate materials for manufacturing. Various materials like steel, aluminum, and plastics are used depending on the component and its function. For example, the engine block may be made of aluminum for itslightweight properties, while the handlebars may be made of steel for strength.3. Manufacturing Processes:Motorcycle parts are manufactured using various processes such as casting, forging, machining, and molding. These processes help shape the raw materials into the desired components.For instance, casting is used to create complex shapeslike engine blocks. The molten metal is poured into a mold and allowed to cool, forming the desired shape. Machining processes, on the other hand, involve cutting, drilling, and shaping the components to achieve the required dimensions.4. Assembly:Once all the individual components are manufactured, they are assembled to create the final motorcycle. Skilled technicians work on the assembly line, fitting the parts together and ensuring proper alignment and functionality.For example, the engine, frame, wheels, and other components are assembled to create a complete motorcycle. The electrical system, brakes, and other accessories are also installed during this stage.5. Quality Control:Quality control is an essential part of the manufacturing process. Each motorcycle and its partsundergo rigorous testing to ensure they meet the required standards and specifications. This includes performance testing, durability testing, and safety testing.For instance, motorcycles may be tested on a dynamometer to measure their horsepower and torque. They may also undergo endurance testing to simulate real-world riding conditions and ensure their reliability.中文回答:摩托车及零配件制造工艺流程。
摩托车及零配件制造工艺流程

摩托车及零配件制造工艺流程英文回答:Manufacturing Process of Motorcycles and Spare Parts.Motorcycle manufacturing involves a series of processes that ensure the production of high-quality motorcycles and their spare parts. These processes include design, material selection, fabrication, assembly, and quality control.The first step in the manufacturing process is the design phase. This is where engineers and designers create the blueprint for the motorcycle and its components. They consider factors such as ergonomics, aesthetics, and functionality to ensure the final product meets customer expectations.Once the design is finalized, the next step is material selection. Various materials, such as steel, aluminum, and plastics, are chosen based on their strength, durability,and weight. For example, the frame of a motorcycle is often made from steel for its strength, while the body panels may be made from lightweight plastics to reduce the overall weight of the motorcycle.After material selection, the fabrication process begins. This involves cutting, bending, and shaping the chosen materials into the desired components. For instance, the frame tubes are cut and welded together to form the frame, while the body panels are molded or stamped into shape. Precision is crucial in this stage to ensure the components fit together properly during assembly.Once all the components are fabricated, the assembly process begins. This is where the various parts of the motorcycle are put together to create the final product. Skilled technicians use specialized tools and equipment to assemble the engine, transmission, suspension, brakes, and other components. The assembly process requires attention to detail and adherence to strict quality control standards to ensure the motorcycle functions properly and meets safety regulations.After assembly, the motorcycles undergo thoroughquality control inspections. This involves testing the functionality of various components, checking for any defects or malfunctions, and ensuring the overall performance of the motorcycle. Any issues identified during the inspection are addressed and corrected before the motorcycles are ready for sale.In conclusion, the manufacturing process of motorcycles and their spare parts involves several stages, including design, material selection, fabrication, assembly, and quality control. Each stage plays a crucial role in ensuring the production of high-quality motorcycles that meet customer expectations. By following these processes, manufacturers can create reliable and safe motorcycles that provide an enjoyable riding experience.中文回答:摩托车及其零配件的制造工艺流程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
本参赛作品,整车及零部件全程使用CAXA2013试用版设计,从概念到定型一气呵成,设计与装配同步进行,边设计边装配,及时验证设计准确性,其中大多数零部件都是多次修正的结果……
整车外观颜色以金黄为主色调,华贵而稳重,银白色为辅、并以少量线条增添飘逸灵动之气。
所谓设计,要素之一,就是唯一性,不可雷同,可以有相似的地方。
这款三轮摩托车,从外观造型上开始,就做到了与众不同。
他线条凸显、流畅,
特别是机罩的设计,更是充满动感与野性,彰显英雄气概,机罩两侧的线条喻意雄鹰展翅翱翔,
在高空中翩翩起舞;而挡风板则体现出柔美的线条,匀称曲线婉若美妙少女妖娆的舞姿……
整车动力方面解决国内三轮摩托车目前没有专用发动机的问题,不再是两轮摩托车的那种侧轴动力输出,而是后中轴输出动力,这样便可节省一部分动力中转部件,且实现了后桥受力平衡从而减少能耗,提高能效比。
发动机悬挂装置采用独创的结构与柔性连接,提高驾乘舒适度。
对整车生产制造厂来说,可优化生产工艺、降低成本提高效益,因为此车结构为多配置设计,
车体可选装1.4*1.0米,1.5*1.0米和1.5*1.1米的货箱,而其它配件基本不受影响;
动力可选电动机、燃油发动机;真正实现电动、汽动多规格、多配置的结构设计。
声明:
本作品为作者zhouya(论坛网名)独自设计,
其中偶有某特征或与某公司产品相似者纯属巧合,绝非抄袭!
严正声明:
本作品(产品)外观、造型、结构等各项设计图纸(各种版本包括电子版、纸版)、制造、修改权由作者zhouya(论坛网名)所有,任何非经本人zhouya (论坛网名)授权的图纸交易、产品生产等各种交易行为
均属侵权行为!否则由此造成的任何后果自负!
2013.2.25日整车装配情况:
今天太费劲了,整整一上午的时间就装了个座垫,跟蜗牛爬似的,太慢了…
现在所有文件已经超过了500M。
零部件数量大概已经有6、7百个了,看来发动机只能做概念的的了,不然的话,跟本没法做下去!…。