Fife纠偏系统解决方案
纠偏问题
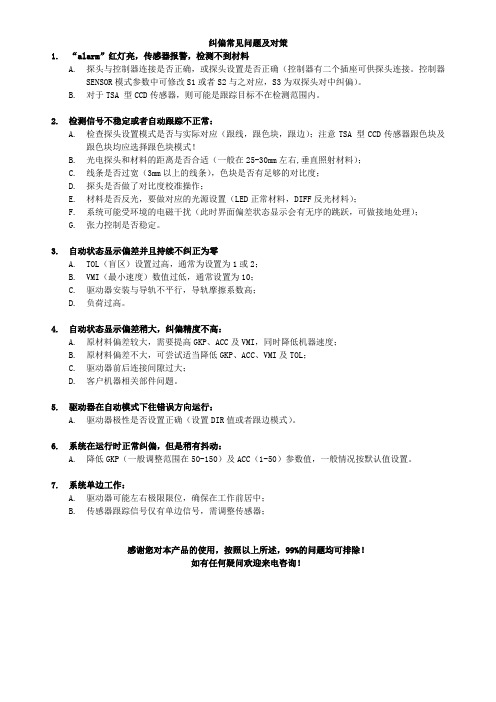
纠偏常见问题及对策1.“alarm”红灯亮,传感器报警,检测不到材料A.探头与控制器连接是否正确,或探头设置是否正确(控制器有二个插座可供探头连接。
控制器SENSOR模式参数中可修改S1或者S2与之对应,S3为双探头对中纠偏)。
B.对于TSA 型CCD传感器,则可能是跟踪目标不在检测范围内。
2.检测信号不稳定或者自动跟踪不正常:A.检查探头设置模式是否与实际对应(跟线,跟色块,跟边);注意TSA 型CCD传感器跟色块及跟色块均应选择跟色块模式!B.光电探头和材料的距离是否合适(一般在25-30mm左右,垂直照射材料);C.线条是否过宽(3mm以上的线条),色块是否有足够的对比度;D.探头是否做了对比度校准操作;E.材料是否反光,要做对应的光源设置(LED正常材料,DIFF反光材料);F.系统可能受环境的电磁干扰(此时界面偏差状态显示会有无序的跳跃,可做接地处理);G.张力控制是否稳定。
3.自动状态显示偏差并且持续不纠正为零A.TOL(盲区)设置过高,通常为设置为1或2;B.VMI(最小速度)数值过低,通常设置为10;C.驱动器安装与导轨不平行,导轨摩擦系数高;D.负荷过高。
4.自动状态显示偏差稍大,纠偏精度不高:A.原材料偏差较大,需要提高GKP、ACC及VMI,同时降低机器速度;B.原材料偏差不大,可尝试适当降低GKP、ACC、VMI及TOL;C.驱动器前后连接间隙过大;D.客户机器相关部件问题。
5.驱动器在自动模式下往错误方向运行:A.驱动器极性是否设置正确(设置DIR值或者跟边模式)。
6.系统在运行时正常纠偏,但是稍有抖动:A.降低GKP(一般调整范围在50-150)及ACC(1-50)参数值,一般情况按默认值设置。
7.系统单边工作:A.驱动器可能左右极限限位,确保在工作前居中;B.传感器跟踪信号仅有单边信号,需调整传感器;感谢您对本产品的使用,按照以上所述,99%的问题均可排除!如有任何疑问欢迎来电咨询!。
E+L纠偏调试手册

成型机E+L-SVS纠偏系统安装调试手册目录:一,纠偏系统的组成二,纠偏系统的安装三,纠偏系统的配线四,纠偏系统的调试方法五,常见故障分析六,纠偏系统的区块图一、纠偏系统介绍成型机SVS定中纠偏系统零件:图1,马达外型图图2,电眼外型图图3,电眼线外型图图4 ,反光板外型图图5,接近开关外型图图6,接近开关固定座外型图图7,控制器外型图图8,电眼安装支架外型图二、纠偏系统安装1、马达安装方法首先将马达(马达料号:NR:230567)延长至机械长度(M=355mm)安装时,确认马达的机械中心与导正架(滑轨)的机械中心重合。
2、接近开关安装方法确认一下两点后再安装接近开关: A, 马达的机械长度M正好处在355mm。
B,导正辊处的滑块位于滑轨的中心处。
,安装方法:在马达机械长度(M=355mm)状态下,安装铁片边缘在接近开关中间位置,安装高度2-3mm 即可目的:在马达行进过程中,只有一次信号切换,通过计算与接近开关的位置,达到快速回中的目的3、系统配线见附件注意PLC输给E+L纠偏的控制信号与E+L纠偏的电源要共用零点三,纠偏的调试步骤检查E+L电源线和信号线是否为24VDC,确认没问题后,上电。
1、根据马达对RK4004 设定参数(按照以下方法进行检查,若参数不对,则修改)首先、安装不松手,按一下,显示。
0,继续按,至显示。
3,然后松开,此时显示0,再按至42,完成解锁功能。
其次----设定参数(1)按住不松手,显示。
4 , E+L(2)按住不松手,按至13(纠偏灵敏度),松开,按将其至3.0(3)按住不松手,按至16(自动速度),松开,按至20(4) 17参数为回中速度(5)按住不松手,按至24(电机方向),松开,按至1(6)按住不松手,按至25(电机总行程),松开,按至100(7)按住不松手,按至26(电机正行程),松开,按至30(8)按住不松手,按至27(电机负行程),松开,按至-30(9)按住不松手,按至34(编码器解析度),松开,按至8(10)按住不松手,按至35(减速比),松开,按至8(11)按住不松手,按至36(螺杆牙距),松开,按至5(12)按住不松手,按至48(最大电机转速),松开,按至2750(13)按住不松手,按至50(速度_P),松开,按至2.0(14)按住不松手,按至51(速度_I),松开,按至0.1(15)56 电流 4A(2.9时报警Err3)(16)按住不松手,按至57(电机电流),松开,按至2.9(17)按住不松手,按至81(马达极限信号),松开,按至2(18)按住不松手,按至83(回中开关信号),松开,按至-3(19)按住不松手,按至84(自动信号),松开,按至14(20)按住不松手,按至85(对中信号),松开,按至11(更改为15)(21)按住不松手,按至86(手动信号),松开,按至15(更改为11)(22)97#参数0801(23)按住不松手,按至99(选择双电眼工作),松开,按至1(24)按住不松手,按至3,松开,按至10(给电机做初始化)(25)按住不松手,按此时,执行马达初始化,初始化后,按照上述方法,检查30,31号是否为0。
E+L莱默尔纠偏产品培训
材料运行中产生的位置偏差
在实际生产中,材料在运行过程 中由于,机械结 构、温度、湿度、 气流等影响使材 料位置出现偏差
二、E+L 纠偏工作原理及系统组成
Actuator
Web position Sensors
传感器:检测物料的当前位置 控制器:计算对比当前材料位置与材料目标
位置,驱动纠偏电机 电机:移动改变物料位置 物料: 移动到目标位置
FS 4101 (mm)
4201(mm)
1 81
117
2 209
245
3 337
373
4 465
501
5 593
629
6 721
757
7 849
885
8 977
1013
9 1105
1141
10 1233
1269
11 1361
1397
12 1489
1525
13 1617
1653
14 1745
1781
15 1873
Controller
Operator panel
Seite 9
04.03.2020
Interface
二、E+L纠偏系统工作原理
纠偏系系统信号处理
Page 10
05.03.2013
E+L 纠偏系统组成
标准EPC纠偏 主要零部件
Sensor Can 专用EL信号线
E+L CAN
三芯屏蔽 电缆线*1.5²
材料与电眼必须成90°夹角 反光板必须与电眼保持平行 电眼必须与反光板成10-15度夹角
Page 18
3/4/2020
SCH-FR_50..-010-EN-01
10大纠偏法则
如果使用纠偏来精确的纠正卷材位置, 卷材必须禁止在纠偏辊上出现滑动。 随着卷材速度的增加,纠偏辊对卷材 的牵引力将降低。
卷材速度
纠偏法则 5
张力 (后置力)是一个必要 条件:没有张力,将不可 能获得精确的卷材纠偏
卷材方向
12
纠偏法则 6
收卷纠偏不是卷材 的横向控制,而是 收卷机去追踪卷材
卷材方向
也可以表示为 -
• 卷材总是会正常进入它所接近的辊
5
纠偏法则 2
卷材移动方向
进入的卷材垂 直于辊的旋转 轴
进入的卷材将移 动,以使自身与 辊的旋转轴垂直
偏离角度
注意: 卷材的横向移动速度是由卷材的偏离角度和纵向的卷材 速度共同决定的。
6
纠偏法则 3
Offset Pivot Guide
感应器必须放置于 靠近纠偏辊出口端 处,或至少位于靠 近纠偏辊的出口跨 距1/3处
Fife Training 纠偏
纲要
• • • • • • 理论(10 大法则) 概述(收卷机,过程纠偏,收卷机) 产品 专用产品 复查(收卷机,过程纠偏,收卷机) 应用
2
卷材纠偏法则
卷材纠偏10大法则
3
纠偏法则 1
世界上没有完美的卷材和设备
4
纠偏法则 2
• 卷材总是会尝试与它接近的辊保持垂直
13
纠偏法则 7
L
Offset Pivot Guide
D1
入口跨距 出口跨距 纠偏跨距
D2
D1 = D2 = L=
对于位移式纠偏,入口(D1)和出口(D2) 跨距最小值为卷材宽度 的1/2,最大值为卷材宽度的3-7倍
14
纠偏法则 8
L
E+L EPC纠偏系统说明书

E+L-EPC纠偏系统说明书本说明适用于德国E+L纠偏常规产品目录E+L-EPC纠偏系统说明书 (1)一、E+L-EPC纠偏系统总体说明 (3)二、E+L-EPC纠偏系统所需零件说明 (4)三、E+L-EPC纠偏系统机械安装说明 (5)3.1、控制器的安装 (5)3.2、电眼的安装 (5)3.2.1、通过EPC纠偏应用场合确认电眼安装位置 (5)3.2.2电眼的安装要求 (6)3.3、电机的安装 (6)3.3.1、确定电机型号 (6)3.3.2、确定电机机械中心 (7)3.3.3、调整电机机械中心 (7)3.3.4、安装电机 (7)3.4接近开关的安装 (7)3.4.1、接近开关感应片 (7)3.4.2、接近开关安装位置 (7)四、E+L-EPC纠偏系统配线说明 (10)4.1确认电压 (10)4.2、电机线布线要求 (10)4.3、E+L布线要求 (10)五、E+L-EPC纠偏面板说明 (10)六、E+L-EPC纠偏系统参数设定 (11)6.1、CAN网络群组地址设定 (11)6.1.1、RK4004地址设定 (11)6.1.2、FR5001电眼地址设定 (12)6.2、RK4004参数设定 (13)七、E+L-EPC纠偏系统试车 (15)八、E+L-EPC纠偏系统维护及故障说明 (15)8.1、EPC纠偏系统日常维护 (15)8.2、通过RK4004错误码信息来解决故障 (15)8.3、通过FR5001电眼错误码信息来解决故障 (16)九、附件 (17)附件一、电机尺寸图附件二、电机参数值附件三、EPC标准接线图纸附件四、RK4004控制板参数设定手册一、E+L-EPC纠偏系统总体说明我们将用一个电眼检测材料边缘来纠偏的纠偏系统称为EPC(Edge psoition control),以下简称EPC。
我们将用两个电眼检测材料中心来纠偏的纠偏系统成为CPC(Center position control),以下简称CPC。
美塞斯纠偏系统
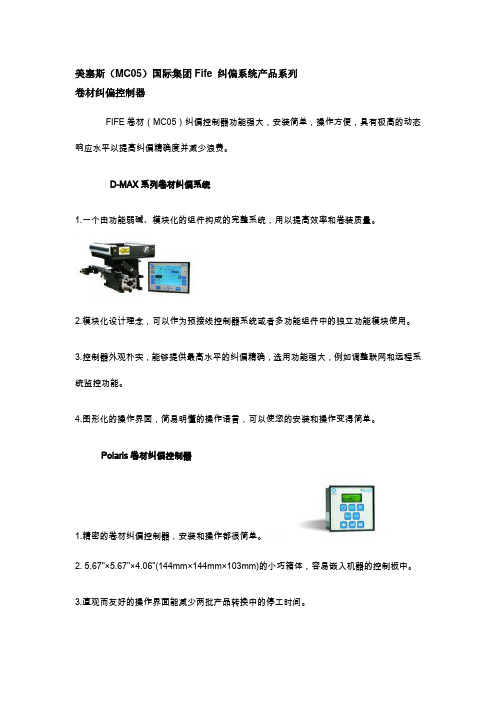
美塞斯(MC05)国际集团Fife 纠偏系统产品系列卷材纠偏控制器FIFE卷材(MC05)纠偏控制器功能强大,安装简单,操作方便,具有极高的动态响应水平以提高纠偏精确度并减少浪费。
D-MAX系列卷材纠偏系统1.一个由功能弱碱、模块化的组件构成的完整系统,用以提高效率和卷装质量。
2.模块化设计理念,可以作为预接线控制器系统或者多功能组件中的独立功能模块使用。
3.控制器外观朴实,能够提供最高水平的纠偏精确,选用功能强大,例如调整联网和远程系统监控功能。
4.图形化的操作界面,简易明懂的操作语言,可以使您的安装和操作变得简单。
Polaris卷材纠偏控制器1.精密的卷材纠偏控制器,安装和操作都很简单。
2. 5.67"×5.67"×4.06"(144mm×144mm×103mm)的小巧箱体,容易嵌入机器的控制板中。
3.直观而友好的操作界面能减少两批产品转换中的停工时间。
4.高动态响应性能,确保恒定、优质的卷装。
CDP-01纠偏卷材控制器1.具有高品质的动态响应性能,能够驱动单个、两个或者三个纠偏器同时使用。
2.内置信号放大器,专门用于红外感应器在检测透明卷材时将信号放大,提高检测精确。
3.不需要PLC也可以同时控制多达3套纠偏系统。
网络通讯可选的串行总线通讯协议转换器,使您可以通过现有的ContrklNet,DeviceNet,InterBus,Profi-Bus,ModBus/TCP ErtherNet,或EtherNet IP获得纠偏数据。
动力装置不管您选用什么样的控制系统,FIFE动力装置都肯有足够的灵活性来满足任何卷材和载荷方面的要求。
1.适合于承受较大载荷的放卷?收卷电气液压式或气动液压式纠偏系统。
2.紧凑、模块化的结构是完全独立可用的。
3.几乎不需要维护。
感应器一种规格的感应器无法满足所有需要,正是基于这个原因,FIFE研发了各种的感应器来满足每一个纠偏应用要求。
F5-LC链路负载均衡解决方案

F5 Link Controller 多链路接入解决方案北京华胜天成科技股份有限公司服务交付中心目录1. 问题的提出 (4)1.1 链路单点故障 (4)1.2 Internet用户访问快慢差异 (4)2. F5提供的最佳解决方案 (5)2.1 使用F5公司的LinkControl多链路设计结构图: (5)2.2 网络出口结构建议 (5)2.3 技术实现原理 (6)2.4 技术实现原理讲解 (7)2.4.1 链路的健康检查 (7)2.4.2 依据链路健康状态和流量来均衡处理DNS 解析 (7)2.4.3 系统切换时间 (7)2.4.4 LinkController替代现有的DNS服务器 (7)2.4.5 注册多一个NS记录 (8)2.4.6 服务器负载均衡 (8)2.4.7 强大而且免费的安全防护功能 (8)2.4.8 有效解决防火墙的处理能力瓶颈 (9)2.4.9 F5 i–Control开放的API接口介绍 (11)3. 方案优势阐述 (13)3.1.1 设备及拓扑结构的优点 (13)3.1.2 安全机制方面 (13)3.1.3 与应用的结合方面 (14)3.1.4 投资回报方面 (14)4. 相关产品介绍 (15)可靠的网络连接 (15)最大带宽和投资回报 (16)高级WAN 链路管理 (16)配置和管理 (17)IPv6 网关 (18)强化的安全性能 (18)简单、安全的管理 (18)订购信息 (19)最低系统要求: (19)物理规范 (19)1.问题的提出通常用户系统结构设计图如下:1.1链路单点故障在系统原有系统结构中,采用单条链路接入,一个或多个DNS服务器,这些服务器对于同一个域名均解析为同一个地址。
在该种网络结构之中,无论主机系统、网络系统的规划有多么完美, 完全的排除了应用瓶颈和单点故障, 都还存在一个非常明显的单点故障, 就是国际网络接入部分的方案不够完整, 一旦国际网络接入部分出现中断就直接意味着所有应用的中断。
E+L EPC纠偏系统说明书 2013

E+L-EPC纠偏系统说明书本说明适用于德国E+L纠偏常规产品目录E+L-EPC纠偏系统说明书 (1)一、E+L-EPC纠偏系统总体说明 (3)二、E+L-EPC纠偏系统所需零件说明 (4)三、E+L-EPC纠偏系统机械安装说明 (5)3.1、控制器的安装 (5)3.2、电眼的安装 (5)3.2.1、通过EPC纠偏应用场合确认电眼安装位置 (5)3.2.2电眼的安装要求 (6)3.3、电机的安装 (6)3.3.1、确定电机型号 (6)3.3.2、确定电机机械中心 (7)3.3.3、调整电机机械中心 (7)3.3.4、安装电机 (7)3.4接近开关的安装 (7)3.4.1、接近开关感应片 (7)3.4.2、接近开关安装位置 (7)四、E+L-EPC纠偏系统配线说明 (10)4.1确认电压 (10)4.2、电机线布线要求 (10)4.3、E+L布线要求 (10)五、E+L-EPC纠偏面板说明 (10)六、E+L-EPC纠偏系统参数设定 (11)6.1、CAN网络群组地址设定 (11)6.1.1、RK4004地址设定 (11)6.1.2、FR5001电眼地址设定 (12)6.2、RK4004参数设定 (13)七、E+L-EPC纠偏系统试车 (15)八、E+L-EPC纠偏系统维护及故障说明 (15)8.1、EPC纠偏系统日常维护 (15)8.2、通过RK4004错误码信息来解决故障 (15)8.3、通过FR5001电眼错误码信息来解决故障 (16)九、附件 (17)附件一、电机尺寸图附件二、电机参数值附件三、EPC标准接线图纸附件四、RK4004控制板参数设定手册一、E+L-EPC纠偏系统总体说明我们将用一个电眼检测材料边缘来纠偏的纠偏系统称为EPC(Edge psoition control),以下简称EPC。
我们将用两个电眼检测材料中心来纠偏的纠偏系统成为CPC(Center position control),以下简称CPC。