_4_2_13m双滑履球磨机传动减速机安装技术_...
减速机安装与使用注意事项
减速机安装与使用注意事项减速机作为一种常见的机械传动设备,广泛应用于各种工业领域。
它能够将高速运动的动力装置减速至所需的输出转速,并提供较大的输出扭矩。
然而,在减速机的安装和使用过程中,需要注意一些重要事项,以确保其正常运行和延长使用寿命。
本文将从几个方面介绍减速机的安装和使用注意事项,以供参考。
首先,选择合适的减速机是安装的前提。
根据实际应用需求选择减速机的型号和规格应当是首要考虑的因素。
要考虑的因素包括所需的减速比、输入功率和转速、输出转矩等。
在选择过程中,要充分了解减速机的技术参数和性能特点,以确保与所需的工况相适应。
其次,准备安装所需的设备和材料。
安装减速机时需要使用一些常见的工具和设备,例如扳手、螺丝刀、支撑架等。
此外,还需要一些辅助材料,如螺栓、螺母、垫圈等。
在安装前要确保这些设备和材料的准备充分,并检查其质量和适用性。
减速机的安装过程中,必须严格按照操作规程进行。
首先,需要对减速机进行检查,确保其外观完好无损,内部零部件没有松动或损坏。
然后,根据实际情况选择安装的位置和方法。
减速机在安装过程中需要保持平稳和水平,避免产生过大的振动和断裂的现象。
在安装减速机时,还需要注意以下几点。
首先,要注意与其他设备的连接。
减速机的输入轴和输出轴需要与动力装置和工作机构进行连接,这些连接必须具有一定的刚度和强度,以保证传动的可靠性。
其次,还要注意减速机和配套设备的对中。
对中不良会导致减速机过早磨损和运行不平稳,因此在安装过程中要严格按照要求进行调整和检查。
最后,还要注意润滑和密封。
减速机在正常运行过程中需要进行润滑,确保各个零部件的正常工作。
同时,减速机的密封装置也需要保持良好的密封性能,以防止渗漏和灰尘污染。
减速机的使用过程中,同样需要注意一些要点。
首先,要进行定期的保养和维护。
定期检查减速机的润滑情况、温度和振动等参数,发现异常情况及时处理,以避免故障的发生。
其次,要按照正常的操作规程进行使用。
4.2×13中心传动双滑履球磨机安装记录

球磨机安装报验申请表设备安装检测记录磨检NO.01 工程名称:唐山六九水泥有限公司2500t/d特种水泥技改工程设备安装检测记录磨检NO.02工程名称:唐山六九水泥有限公司2500t/d特种水泥技改工程磨检NO.03工程名称:唐山六九水泥有限公司2500t/d特种水泥技改工程施工单位:河北建工集团有限责任公司车间工艺流程编号设备名称规格型号数量(台) 水泥粉磨15.18 球磨机Φ4.2×13m 1质量标准JCJ03-90《水泥机械设备安装工程施工及验收规范》磨机基础垫铁示意图序号隐蔽工程名称规格(mm)单位数量质量情况1 斜垫铁组250×150 组32 位置正确,接触紧密2 地脚螺栓AM64×2000 组16 孔内杂物、积水清理干净,螺栓垂直底座拧紧总包单位代表(章)监理单位代表(章)施工单位(章)磨检NO.04工程名称:唐山六九水泥有限公司2500t/d特种水泥技改工程施工单位:河北建工集团有限责任公司车间工艺流程编号设备名称规格型号数量(台) 水泥粉磨15.18 主减速机JGF355A 1质量标准JCJ03-90《水泥机械设备安装工程施工及验收规范》减速机垫铁位置示意图序号隐蔽工程名称规格(mm)单位数量质量情况1 斜垫铁组200×250 组28 位置正确,接触紧密2 地脚螺栓M48×1900 组14 孔内杂物、积水清理干净,螺栓垂直底座拧紧总包单位代表(章)监理单位代表(章)施工单位(章)磨检NO.05工程名称:唐山六九水泥有限公司2500t/d特种水泥技改工程施工单位:河北建工集团有限责任公司车间工艺流程编号设备名称规格型号数量(台) 水泥粉磨15.18 主电机YRKK1000-8 1质量标准JCJ03-90《水泥机械设备安装工程施工及验收规范》主电机砂墩及垫铁位置示意图序号隐蔽工程名称规格(mm)单位数量质量情况1 斜垫铁组200×350 组8 位置正确,接触紧密2 地脚螺栓M48×1900 组 4 孔内杂物、积水清理干净,螺栓垂直底座拧紧总包单位代表(章)监理单位代表(章)施工单位(章)磨检NO.06工程名称:唐山六九水泥有限公司2500t/d特种水泥技改工程施工单位:河北建工集团有限责任公司车间工艺流程编号设备名称规格型号数量(台) 水泥粉磨15.18 慢驱装置MJ4E 1质量标准JCJ03-90《水泥机械设备安装工程施工及验收规范》慢驱装置垫铁位置示意图序号隐蔽工程名称规格单位数量质量情况1 斜垫铁组120×180 组12 位置正确,接触紧密2 地脚螺栓M42×1000 组12 孔内杂物、积水清理干净,螺栓垂直底座拧紧总包单位代表(章)监理单位代表(章)施工单位(章)磨检NO.07工程名称:唐山六九水泥有限公司2500t/d特种水泥技改工程施工单位:河北建工集团有限责任公司车间工艺流程编号设备名称规格型号数量(台) 水泥粉磨15.18 球磨机Φ4.2×13m 1质量标准JCJ03-90《水泥机械设备安装工程施工及验收规范》实测数(附图或表):滑履轴承刮研检测记录(侧间隙)A瓦检查项目检查结果(mm)0.05塞入深度2700.15塞入深度2210.25塞入深度1640.60塞入深度109B瓦检查项目检查结果0.05塞入深度2690.15塞入深度2210.25塞入深度1660.60塞入深度111总包单位代表(章)监理单位代表(章)施工单位(章)磨检NO.08工程名称:唐山六九水泥有限公司2500t/d特种水泥技改工程施工单位:河北建工集团有限责任公司车间工艺流程编号设备名称规格型号数量(台) 水泥粉磨15.18 球磨机Φ4.2×13m 1质量标准JCJ03-90《水泥机械设备安装工程施工及验收规范》实测数(附图或表):滑履轴承刮研检测记录(侧间隙)A瓦检查项目检查结果(mm)0.05塞入深度2710.15塞入深度2190.25塞入深度1630.60塞入深度108B瓦检查项目检查结果0.05塞入深度2700.15塞入深度2210.25塞入深度1620.60塞入深度107总包单位代表(章)监理单位代表(章)施工单位(章)工程名称:唐山六九水泥有限公司2500t/d特种水泥技改工程磨检NO.09工程名称:唐山六九水泥有限公司2500t/d特种水泥技改工程磨检NO.10工程名称:唐山六九水泥有限公司2500t/d特种水泥技改工程磨检NO.11工程名称:唐山六九水泥有限公司2500t/d特种水泥技改工程磨检NO.12设备安装检测记录工程名称:唐山六九水泥有限公司2500t/d特种水泥技改工程磨检NO.13球磨机安装分项工程质量检验评定表磨检NO.14。
减速机与滚筒的安装方法

减速机与滚筒的安装方法一、减速机的安装方法减速机是一种常用的机械传动装置,用于减小输出轴的转速和增大输出轴的扭矩。
在进行减速机的安装时,需要注意以下几个步骤:1. 确定安装位置:首先需要确定减速机的安装位置,确保其与其他机械设备的配合良好,并且方便维护和修理。
2. 准备安装基础:在安装减速机之前,需要准备好安装基础。
安装基础应具备足够的强度和稳定性,以确保减速机的正常运行。
3. 安装法兰:根据减速机的型号和安装要求,在安装基础上焊接或螺栓固定法兰,以便将减速机与其他设备连接起来。
4. 安装减速机:将减速机安装在法兰上,并使用合适的工具和方法进行固定。
在安装过程中,需要确保减速机的输入轴与动力源的输出轴相连接,并且轴向间隙适当。
5. 调整减速机位置:在安装减速机后,需要进行位置调整,确保减速机的输入轴与输出轴的对中程度达到要求。
可以使用测量工具进行检测,并通过调整法兰固定螺栓来实现。
6. 安装附件:根据需要,安装减速机的附件,如传感器、冷却装置等。
在安装附件时,需要遵循附件的安装说明和要求。
7. 连接动力源:在减速机安装完成后,需要将减速机与动力源进行连接。
根据具体情况,可以采用皮带传动、联轴器等方式进行连接。
连接时需要确保连接牢固,并且传动效率高。
8. 检查和调试:在安装完成后,需要对减速机进行全面检查和调试。
检查内容包括法兰固定是否牢固、轴向间隙是否适当、传动装置是否正常等。
如果发现问题,需要及时进行调整和修理。
二、滚筒的安装方法滚筒是一种用于输送物料的装置,广泛应用于矿山、港口、化工等行业。
在进行滚筒的安装时,需要注意以下几个步骤:1. 确定安装位置:首先需要确定滚筒的安装位置,确保其与输送线的配合良好,并且方便维护和修理。
2. 准备安装基础:在安装滚筒之前,需要准备好安装基础。
安装基础应具备足够的强度和稳定性,以确保滚筒的正常运行。
3. 安装滚筒架:根据滚筒的型号和安装要求,在安装基础上安装滚筒架。
φ4.2×13m 球磨机安装、维护规程供参习
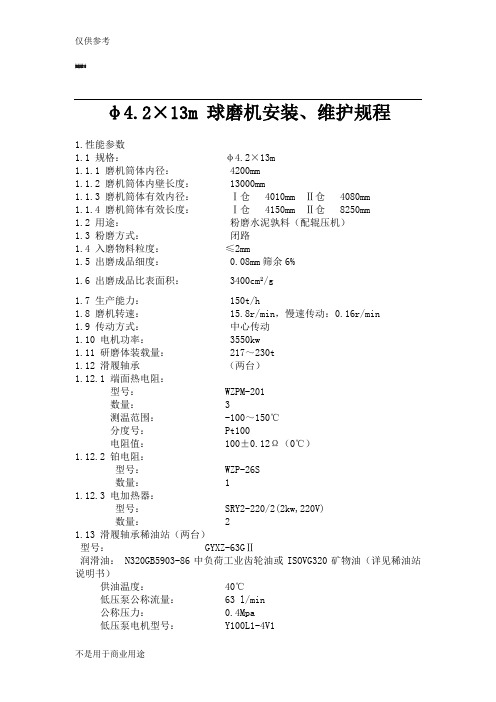
F o r p e s n a u s e o n y s u d y a n d r e s a c h n o f r c m me r c a u s eφ4.2×13m 球磨机安装、维护规程1.性能参数1.1 规格:φ4.2×13m1.1.1 磨机筒体内径: 4200mm1.1.2 磨机筒体内壁长度: 13000mm1.1.3 磨机筒体有效内径:Ⅰ仓 4010mm Ⅱ仓 4080mm1.1.4 磨机筒体有效长度:Ⅰ仓 4150mm Ⅱ仓 8250mm1.2 用途:粉磨水泥孰料(配辊压机)1.3 粉磨方式:闭路1.4 入磨物料粒度:≤2mm1.5 出磨成品细度: 0.08mm筛余6%1.6 出磨成品比表面积: 3400cm²/g1.7 生产能力: 150t/h1.8 磨机转速: 15.8r/min,慢速传动:0.16r/min1.9 传动方式:中心传动1.10 电机功率: 3550kw1.11 研磨体装载量: 217~230t1.12 滑履轴承(两台)1.12.1 端面热电阻:型号: WZPM-201数量: 3测温范围: -100~150℃分度号: Pt100电阻值: 100±0.12Ω(0℃)1.12.2 铂电阻:型号: WZP-26S数量: 11.12.3 电加热器:型号: SRY2-220/2(2kw,220V)数量: 21.13 滑履轴承稀油站(两台)型号: GYXZ-63GⅡ润滑油: N320GB5903-86中负荷工业齿轮油或ISOVG320矿物油(详见稀油站说明书)供油温度: 40℃低压泵公称流量: 63 l/min公称压力: 0.4Mpa低压泵电机型号: Y100L1-4V1功率: 2.2×2(台)=4.4(一备一用)转速: 1430r/min电压: 380V高压泵公称流量: 2.5 l/min公称压力: 31.5Mpa高压泵电机型号: Y112M-6,B35功率: 2.2×2(台)=4.4kw转速: 970rr/min电压: 380V电加热器:型号: HRY4-380/4功率: 3×4=12kw电压: 220V油流信号器:数量3,型号 YXQ-25Ⅱ(220v,0.2A)1.14 传动装置及润滑油站《主减速机润滑油站安装、维护规程》1.15 冷却水用量滑履轴承: 3.5×2(台)=7 m³/h滑履轴承润滑装置: 6×2(台)=12 m³/h主电机润滑油站:详见《主电机润滑油站安装、维护规程》主减速机润滑油站:详见《主减速机润滑油站安装、维护规程》1.16 总重量: 249400kg(不含传动装置和研磨体的重量)2、主要特点及其工作原理2.1 主要特点2.1.1本磨机采用中心传动,两端采用滑履轴承支承。
减速机的安装方法
减速机的安装方法减速机是一种非常重要的工业设备,广泛应用于各种各样的领域,如工厂、矿山、化工、建材等行业。
在这些领域中,减速机的作用非常关键,可以在工业生产过程中减少转速,提高转矩,并且可靠耐用。
为了确保减速机的正常运作,我们必须要正确地进行安装。
下面是关于减速机的安装方法的详细介绍。
1. 准备工作在安装减速机之前,需要进行准备工作:1.检查减速机是否有损伤:减速机在运输或储存过程中很可能受到损伤,因此需要对减速机进行彻底检查。
如有发现缺陷,立刻通知生产厂家或供应商。
2.检查减速机的安装位置:减速机需要安装在平稳的基础上,基础应该能够承受减速机的重量和运转时的惯性负载。
基础的高度、水平和水平度应满足设计要求。
3.检查减速机的传动部件:在安装减速机之前,需要检查减速机的传动部件是否适当,传动链是否牢固可靠,传动带是否正确。
4.检查减速机及其附件的完整性和一致性:减速机及其附件应是同一批次。
附件的品质应与减速机的品质相当。
2. 安装减速机减速机安装主要包括两个步骤:一是减速机本身的安装,二是安装减速机的附件。
具体安装步骤如下:步骤一:安装减速机本身1.首先,需要将减速机固定在基础上,根据厂家提供的安装方法,按照正确的顺序组合各个部件。
2.在将减速机安装到基础上时,需要预留出基础和减速机之间的间隙,以便附着物不会影响减速机定位。
3.最后,通过校准减速机的轴线来保证减速机的平衡性和精度。
步骤二:安装减速机的附件1.把减速机的附件安装到减速机上,按照附件的安装图进行安装。
2.检查附件的位置和方向是否正确,然后确认附件的紧固度是否足够,是否需要使用定位键、轴承座和活动连接器等特殊的配件。
3.确认传动轴的弯曲程度,以便在附件的安装和调整过程中考虑到接头和传动轴的定位。
3. 安装后的检查和测试1.确保减速机的固定螺栓和紧固件得到足够的紧固;不应出现松动情况。
2.确认传动链、皮带是否符合要求,并调整它们的张力。
3.在装好的减速机上检查各个附件的安装位置和方向是否正确。
磨机、滑履磨安装作业指导书
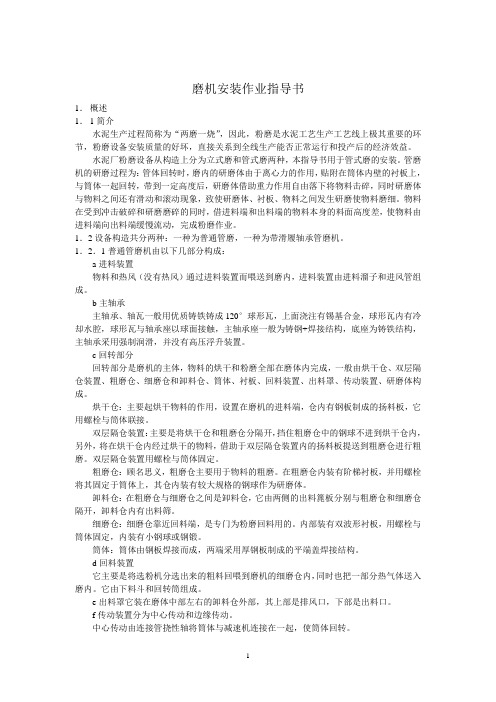
磨机安装作业指导书1.概述1.1简介水泥生产过程简称为“两磨一烧”,因此,粉磨是水泥工艺生产工艺线上极其重要的环节,粉磨设备安装质量的好坏,直接关系到全线生产能否正常运行和投产后的经济效益。
水泥厂粉磨设备从构造上分为立式磨和管式磨两种,本指导书用于管式磨的安装。
管磨机的研磨过程为:管体回转时,磨内的研磨体由于离心力的作用,贴附在筒体内壁的衬板上,与筒体一起回转,带到一定高度后,研磨体借助重力作用自由落下将物料击碎,同时研磨体与物料之间还有滑动和滚动现象,致使研磨体、衬板、物料之间发生研磨使物料磨细。
物料在受到冲击破碎和研磨磨碎的同时,借进料端和出料端的物料本身的料面高度差,使物料由进料端向出料端缓慢流动,完成粉磨作业。
1.2设备构造共分两种:一种为普通管磨,一种为带滑履轴承管磨机。
1.2.1普通管磨机由以下几部分构成:a进料装置物料和热风(没有热风)通过进料装置而喂送到磨内,进料装置由进料溜子和进风管组成。
b主轴承主轴承、轴瓦一般用优质铸铁铸成120°球形瓦,上面浇注有锡基合金,球形瓦内有冷却水腔,球形瓦与轴承座以球面接触,主轴承座一般为铸钢+焊接结构,底座为铸铁结构,主轴承采用强制润滑,并没有高压浮升装置。
c回转部分回转部分是磨机的主体,物料的烘干和粉磨全部在磨体内完成,一般由烘干仓、双层隔仓装置、粗磨仓、细磨仓和卸料仓、筒体、衬板、回料装置、出料罩、传动装置、研磨体构成。
烘干仓:主要起烘干物料的作用,设置在磨机的进料端,仓内有钢板制成的扬料板,它用螺栓与筒体联接。
双层隔仓装置:主要是将烘干仓和粗磨仓分隔开,挡住粗磨仓中的钢球不进到烘干仓内,另外,将在烘干仓内经过烘干的物料,借助于双层隔仓装置内的扬料板提送到粗磨仓进行粗磨。
双层隔仓装置用螺栓与筒体固定。
粗磨仓:顾名思义,粗磨仓主要用于物料的粗磨。
在粗磨仓内装有阶梯衬板,并用螺栓将其固定于筒体上,其仓内装有较大规格的钢球作为研磨体。
卸料仓:在粗磨仓与细磨仓之间是卸料仓,它由两侧的出料篦板分别与粗磨仓和细磨仓隔开,卸料仓内有出料筛。
减速机技术表

kN/mm2
kN/mm2
1500
1500
材料小齿轮
大齿轮
轴
壳体
20CrNi2MoA
20CrNi2MoA
42CrMoA
ZG25+Q235-A
热处理方式小齿轮
大齿轮
渗碳
渗碳
表面处理方式小齿轮
大齿轮
淬火
淬火
处理后矫正小齿轮
大齿轮
是/否
是/否
磨齿
磨齿
福泉立磨减速机技术参数
主减速机
型号
MLX280
传递功率
心部硬度
HRC
28-30
精度等级
5
2.5
传动轴
材料
42CrMoA
热处理
调质
硬度
HRC
28-32
探伤
有
2.6
扭力轴
材料
42CrMoA
热处理
调质
硬度
HRC
28-32
探伤
有
2.7
轴瓦
数量
16
材料
15+zchSnsb11-6
润滑方式
强制润滑
许可最高工作温度
℃
70
2.8
膜片联轴器
型号:
MFY280L
2.9
稀油站
β
8°
修正系数
0.437
齿面负载压力
KH
1.2
压力角
αn
20°
材料
20CrMnMoA
热处理方式
渗碳淬火
齿面硬度
HRC
58-63
心部硬度
HRC
28-30
精度等级
5
2.5
滑履磨安装技术方案
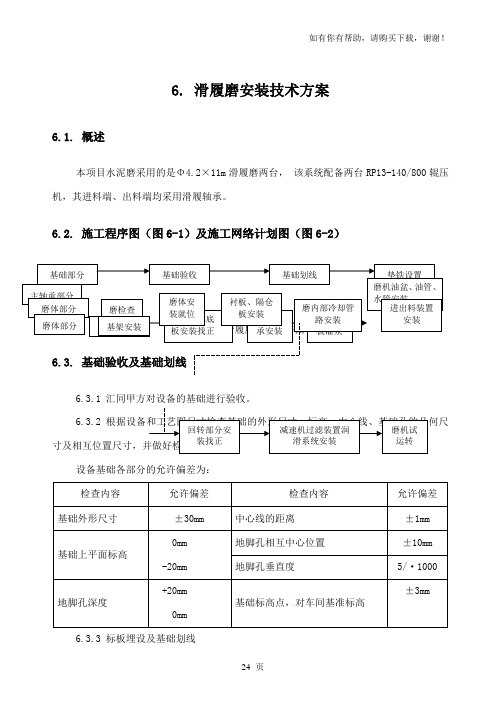
6. 滑履磨安装技术方案6.1. 概述本项目水泥磨采用的是Φ4.2×11m 滑履磨两台, 该系统配备两台RP13-140/800辊压机,其进料端、出料端均采用滑履轴承。
6.2. 施工程序图(图6-1)及施工网络计划图(图6-2)6.3.1 汇同甲方对设备的基础进行验收。
6.3.2设备基础各部分的允许偏差为:6.3.3 标板埋设及基础划线参考已验收基础上土建提供的纵横中心线,埋设中心板,每条主要中心线都要设置中心标板,每个基础设置一个基准点及设置沉降观察点。
中心标板采用100×50×10钢板制作,基准点及沉降观察点用圆钢制作,表面磨平。
根据工艺图及磨机实测尺寸,在基础上划出磨机的纵横中心线,并确定基准点的标高,在标板上打样冲眼作标记。
基础划线技术要求中心标板上所指示的纵向中心线与设计图纸上的纵向中心线的偏差不得大于±3mm。
两基础上横向中心线距离偏差不得大于±0.5mm,对角线偏差不得大于1mm。
同一中心线各标板的中心线±0.5mm。
基准点标高偏差不得大于±0.5mm。
注意:由于磨机基础有30°斜坡,基础划线难度较大,但在施工中务必保证其精度。
做好划线记录。
6.4. 设备出库在计划安装某工序前,应先对该工序需要安装的设备进行出库。
6.4.1 设备开箱时清点零部件的数量,检查设备外观质量,并做好开箱记录。
6.4.2 设备运往现场后,应合理安放,妥善保管。
图6-2施工网络计划图6.5. 滑履轴承底板安置6.5.1 清理底板,检查底板的尺寸,并查出其纵横中心线。
6.5.2 制作辅助找正工具(见图6-3)。
6.5.3 在辅助找正架上,用钢丝线拉出横向中心线,钢丝线与中心标板偏差为±0.5mm。
6.5.4 利用辅助找正工具,找正底板:将底板置于辅助找正工具中(注意:检查底板相对于轴承防护板罩螺钉的螺纹孔定位是否正确)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
吊装大小基轨, 置于垫铁组上, 并将地脚 螺栓挂在基轨地脚孔内, 用斜垫铁调整基轨标 高和水平度。 2.2 减速机下箱体的安装 2.2.1 吊装就位
下箱体是钢板焊接件, 吊装时要防止变形, 应采取对称或四角吊装, 使其平稳安放在基轨 上。 同时, 吊装时下箱体不得碰动基轨, 因为
下 箱 体 平 台 表 面 水 平 度 为 0.04 mm / m。 经 全面检测调整合格后, 进行地脚螺栓一次灌浆。 2.2.3 精调找正
收稿日期: 2011-11-16 作者简介: 谢 斌, 男, 工程师, 主要从事项目监管工作。
2012 年第 1 期
谢 斌: φ4.2 × 13 m 双滑履球磨机传动减速机安装技术
41
装配和大型工件的安装必须按照出厂标记并符 合检测数据要求; 减速机的零部件单件质量可 达 10 ~ 20 t, 安 装 减 速 机 前 , 应 做 好 吊 装 的 准 备。 大型减速机多用于中心传动球磨机, 安装 时应以磨机纵向中心线为基准, 使减速机输出 轴中心线与磨机中心线严格保持一致。
检测下箱体水平度, 用水平尺在下箱体表 面 (见图 2) 位置进行多点测量。 为了准确测量 两传动轴轴承座位置的水平度, 采用制造厂供 给的测量平尺支架进行两点测量。
图 2 下箱体水平度测量示意
1-下箱体; 2-测量平尺支架; 3-水平尺
图 1 可调垫铁4-联接螺栓; 5-减速机下箱体
2 大型减速机设备的安装工艺
2.1 安放垫铁组和基轨 依据设计说明书或图纸要求, 按大小基轨
布置安放垫铁组, 垫铁形式为组合式可调垫铁 (见图 1), 由制造厂随设备供货。
基轨地脚螺栓未灌浆, 要防止基轨移动。 2.2.2 一次找正
用线坠法找正下箱体纵横向中心线, 使箱 体上平面纵横向中心线与基础中心标板纵横中 心线重合, 套上并拧紧下箱体与基轨的联接螺 栓 (见图 1)。
Installation Technique of φ4.2 × 13 m Double Sliding Shoe Mill Drive Reducer
XIE Bin
(China MCC17 Engineering Service Company, Maanshan 243000, China)
ABSTRACT: Based on installation process requirements of φ4.2 ×13 m mill center drive reducer and installation distinguishing feature of large mill center drive equipment, elaborates the main points of installation technique and corresponding installation procedure for drive reducer and summarizes the installation rules. It can provide certain experience in similar equipment installation for the future. KEY WORDS: ball mill; drive reducer; installation
摘 要: 根 据 φ4.2 × 13 m 中 心 传 动 球 磨 机 减 速 机 的 安 装 工 艺 要 求 和 大 型 中 心 传 动 球 磨 机 设 备 的 安 装 特
点, 阐述了传动减速机的安装技术要领及相应的安装程序, 并总结了其规律, 为今后同类设备的安装提供 了一定的经验。
关键词: 球磨机; 传动减速机; 安装 中图分类号: TH703.61 文献标识码: A 文章编号: 1005 - 6084 (2012) 01- 0040 - 04
根据大型球磨机的设计要求, 总结出其规律并 介绍了安装过程中传动减速机部件的安装技术 要领及相应的安装程序。
1 大型减速机设备传动方式
中心传动球磨机, 动力通过大型减速机联 接轴与磨机出料导管相联接, 驱动磨机回转部 分旋转。 大型减速机多为解体进入工地, 现场 组合安装, 因此安装时必须严格遵循技术文件 的要求, 按工序有步骤地进行安装。 零部件的
当一次灌浆达到配制强度 75% 后, 即可进 行精调找正。 测量高速轴侧横向水平度, 边测 边拧紧小基轨和高速侧大基轨地脚螺栓。 再沿 两传动轴轴线测量两轴纵向水平度, 用测量平 尺支架和水平尺组合测量。 先将测量平尺支架 放在平台上, 校正、 紧固调整螺钉, 然后分别 置于两传动轴两轴承座处, 边测边拧紧地脚螺 栓。 下箱体经精调后, 拧紧地脚螺栓。 2.3 高速轴传动小齿轮安装
第 40 卷 第 1 期 2012 年 2 月
金属材料与冶金工程 METAL MATERIALS AND METALLURGY ENGINEERING
Vol.40 No.1 Feb 2012
φ4.2 × 13 m 双滑履球磨机 传动减速机安装技术
谢斌
(中国十七冶工程技术服务公司, 安徽 马鞍山 243000)
随着水泥、 钢铁工业的发展需要, 目前球 磨机不断向大型化方向发展。 磨用减速机是低 速、 重载、 高精度的关键设备, 采用中心传动 双路双级同轴对称平衡轮式的大型大速比高精 度减速机, 具有很高的传动效率和承载能力, 使其运转时处于最佳状态是十分必要的。 由于 结构、 功能上的改进, 传动方式及技术条件的 改变, 相应的安装工艺条件和技术要求也有所 不同。 同时, 球磨机的安装精度要求越来越高 等因素的影响都给安装工作带来了一定的难度。