钢材预处理工艺及设备_张聚才
粮食钢板仓的初清工艺

粮食钢板仓的初清工艺初清设备目前有:单层圆筒初清筛(处理量小,在100t/h之内),双层圆筒初清筛(清理效果好,在250 t/h之内),网袋初清筛(处理量大,在500t/h之内,清理效果不好)。
至于选择何种初清设备,还是取决于功能要求。
在饲料加工行业,初清玉米是指将玉米中的玉米棒、麻绳等大杂清除即可。
在淀粉、酒精等加工行业,初清要求高,不但需要除去以上的大杂,另外,象玉米皮等轻杂同样去除。
而在啤酒行业,不能称为初清工段,而应该为清理工段,需要配备自衡振动筛和比重去石机来完成工艺要求。
随着钢板仓在粮食加工厂、油厂、港口等行业的广泛应用,储粮的安全性也越来越受到关注。
粮食(谷物、油料等)能否安全储存主要受到以下几点因素的影响:1. 粮食的含水率2. 粮食的温度3. 粮食的杂质情况4. 其他因素(如:害虫等)控制以上主要指标,是安全储粮的关键。
但是以上几个指标之间其实是有关联的。
一般地,当粮食的含水率较高时,粮温就容易升高,而升高的粮温又加剧了粮食籽粒的呼吸作用,从而进一步增加粮食的水分,这样形成一个恶性循环,使得储存的粮食迅速升温,最终导致粮食品质严重下降。
另外,如果粮食中的杂质比较多,即使粮食的总体含水率并不高,在杂质集中的部位粮食的含水率仍有可能超标,从而在局部造成粮食升温。
如果升温的部位在粮堆底部,则因为湿热空气上行,从而使整个粮堆迅速升温,造成粮食品质下降。
从我们接触到的钢板仓工程实践来看,对于粮食的含水率问题各生产企业和粮食中转、储运单位都比较重视。
因为粮食水分过高造成储粮损失的情况并不太多。
而粮食中的杂质的影响却比较大。
这是因为钢钢板仓本身的一些特点决定的。
由于钢板仓一般高度较高(对于大型钢板仓,檐高可到26m,总体高度可达到34m以上),同时一般采用中心进料的方式。
这就造成了进料料流受到气流的作用很明显,结果就是严重的粮食分级:从筒仓中心向筒仓边缘,形成多个筒状的杂质聚集区。
这些杂质聚集区易吸收水分、滋生霉菌,从而极易升温霉变,进而影响整个钢板仓内储粮的品质。
钢板预处理讲座PPT课件

采用喷砂、酸洗、磨削等方法进行表面调整。
表面调整效果的检测
通过表面形貌、表面能等参数检测表面调整效果。
磷化
磷化的目的
在钢板表面形成一层磷酸盐膜 ,提高涂装附着力,同时起到 防腐蚀作用。
磷化的方法
采用低温、中温、高温磷化等 方法进行磷化处理。
磷化效果的检测
通过涂装后附着力、耐腐蚀性 等试验检测磷化效果。
钢板预处理技术将向多功能化和个性化方向发展,能够满足不同客户 和不同应用场景的需求。
提高钢板预处理技术水平的措施和建议
加强科研和创新
鼓励科研机构和企业加强合作,推动钢板预处理技术的创新和发 展。
提高技术标准和规范
制定更加严格的技术标准和规范,提高产品的质量和可靠性。
加强人才培养和技术交流
加强人才培养和技术交流,推动钢板预处理技术的普及和提高。
噪声污染
预处理设备运行过程中会产生噪声污染,影响周 围居民的生活和工作。
环保法规与标准
国家环保法规
地方法规
国家制定的环保法规对各类污染源的 排放标准进行了明确规定,要求企业 严格遵守。
地方政府根据当地环境状况制定的环 保法本行业 的生产特点规定了更具体的排放标准 和环保要求。
去除钢板表面的油脂、污垢和其 他杂质,确保涂装前钢板表面清 洁,提高涂装附着力。
100%
脱脂的方法
采用溶剂、洗涤剂、电解脱脂等 方法进行脱脂处理。
80%
脱脂效果的检测
通过目视、划痕试验、油脂检测 等方法检测脱脂效果。
表面调整
02
01
03
表面调整的目的
改善钢板表面的微观粗糙度和极性,提高涂装附着力 。
THANK YOU
【doc】转炉炼钢瘤渣操作初探

转炉炼钢瘤渣操作初探24江苏冶金?1991第6期?转炉炼钢留渣操作初探张义才(南京钢铁厂)1.前言氧气顶吹转一的终渣,具有高温,高碱度和较高的含铁量.出钢时,将部分炉渣茸F参与下一炉的炼钢反应,这种不完全的渣钢逆流方式,不仅加速早期成渣,促进脱磷,保护炉衬,而且节约石灰,降低金属料损失,并使废钢比提高.但是,具有高温高氧化性的终渣,在兑铁时,与铁水进行剧烈的碳氧反应,可能产生爆发性喷渣,又使人被迫放卉这种操作.然而,向留渣中兑铁,并非必然发生喷渣现象,只有达到某种条件l【寸才能出现.本文从热力学方面探讨喷渡条件,根据试验制定了适合的处埋方式,从而保证了留渣操作的安全,获得了较好的冶金效果.2.安全留渣操作的热力学条件留渣操作兑铁时发生的喷渣是铁水中的碳与-渣中的FeO反应急烈,产生大量的CO所引起的,只要抑制碳氧反应的进行,就-fI避免喷洒现象的Ⅲ现.2.I影响碳氧反应的热力学条件m留的炉内兑铋时,铁水冲击炉渣.在铁水与渣的接艇界面上,渣中(∑FeO)将铁水中转移并吸热:fFco).=f『0l转移到铁水中的[o],将列铁水中的[c】, :si],[Mn],[P],[sl等反应.枉熔池温度较低时,则[Sil,[Mn]5~q:【c]而氧化,尤其是si劬氧化抑制了脱碳反应的进行:[s+2[0】=(SiO,)△G.=一139300+53.55T(1)[c]+【O{co}.△G.一一5150—9.48Tf2)将(1)与(2)式联立解出:(SiO)+2[c】=2{co}+【Si]△G.128600+72.51Tf3)AG~-AGo+RTl:△G.as.o.'a蚓+RTln(4)a?f?【%c】Slu】南钢高炉铁水[C]≈4.O%,[Si】=O.6-- O.8%(汁算取0.6%),[Mn]=0.11~O.31%,[P]=0.10--029%,[S】=0.015~O.036%,温度为1250-~l35O℃.-计算时忽略Mn,P,S对C,Si活度的影.响:Igrs.=c?[~/osil+~c,?【%c】:0.11×0.6+0.18×4.0=0.786Igrc=《?[%q+姥?[%si]=0.14×4.0+0.08×0.6=0608则△G=128600—78.53T+9—5TIgPc0—4.575Tlga(5)l"2当△G>0时,则兑铁时不会发生[C]一[0】反应.由(5)式可知:影响兑铁时的碳氧反应的因素为渣的a和炉气的l"2CO分2.2渣中SO,的影响南钢转炉终渣成份见表1.将其近似地看作CaO—SiO2-FeO三元渣系,拆合成份为ZFeO:l1.28~31.53%,CaO:49.38~70.35%,SiO一:12.66~24.62%,B1991第6期?江苏冶金,?25?:查得a啪.=.?..~.-.,极少数炉次as一0.03(见图1).转炉终渣成份(%)表1成份EF*O.$io2CaoMgOAl3P205Mn0B捩动lO.28lo4155l691.000.801.0028范围—29瑚一20.0~霓87~58S~4.00~3.20~2.53~4.1 缓.在分压0.01MPa~0.04MPa范围内,临界温度上升速率较块.图JCa-SiOz'Fd01600E下等ag..与渣组成关系按(5)式计算:a=o.oo1$i02/"G=128600—64.81r,+9.15TlgP∞as∞0.0l△G=128600—69.38T+9.15TlgP∞a$io20.03△G128600—71,56T+9.15TIgPco提高炉渣碱度或降低渣温,都将使al2进一步降低,使铁水中[f]对[c】与炉渣间的反应的抑制作用增强,将其热力学的临界温度线提高(图2).2.3炉气中Pc.的影响按式(5)计算绘制的[c卜[0】反应临界温度图(图2).炉气的Pco每增加0.01MPa,其临界温度增加1O~50"C,随着Pc0的增加,其临界温度上升速率减M-囤2妒气.∞对[c卜[0】反应临界温度的影响3.留渣处理效果分析根据热力学计算,对留渣采用焦碳(煤粉)预还原加石灰(自云石),先加废钢的提高炉气Pc0.降低炉渣温度的处理方式. 3.1留渣处理试验的工艺过程上炉出钢过程中取渣样,测温一出钢毕,炉内加焦碳粒一炉体前后45.晃动一取炉气样,取渣样一加石灰(或白云石)一炉体前后45.晃动一取渣样一加废钢一缓慢兑铁水一吹炼前期每隔2分钟倒炉取渣样,测温,取钢样一常规冶炼.3.2加焦碳处理的炉气Pco变化转炉出钢后,炉气的Po0≈0.01MPa;对留渣加焦碳处理时,它与渣中∑FeO反应生成CO,使炉气中Pc0提高.分组试验表明:炉内加入20~30Kg焦碳粒,0,5~1分钟后取炉气分析,Po0:0.0750.085MPa,再增加焦碳,只起到炉渣稠化-1991第6期-江苏冶金?27?形成好的熔渣;处理留渣的石灰,在留渣中被预热,并为FenOm浸蚀,在冶炼初期提前熔化,使早期炉渣B在l~2rain内即达到2以上,前期炉渣的泡沫稳定性降低,从而避免了碳强烈氧化开始时发生的低温喷渣现象:而对采用石灰生烧较严重的南钢转炉,未留渣炉次通常采用很软吹的铁质成渣路线以促使石灰早化,而吹至脱sj基本完成时,B仍低于1.5(表1).FeO/SiO2高达1.9(平均),使脱碳开始时的低温喷渣现象较为严重.初期成渣效果表2操作韧期碱度BfE—v—,o一前期米方式2min4jnISiO2喷趋卑t.不留渣1.叫5l41—9一~39.5%I1—5~2?2留渣2.01.,o}04.2前期脱磷及终点情况开吹就具有较高碱度的熔渣和石灰的提前熔化,冶炼前期去磷效果比不留渣炉次有显着提高.从图5看出:未留遗炉次,吹炼4rain时,[P】绔为0.080%;至6分钟时仍太于0.06%:而留渣炉次吹炼4rain时[P】约为0.039%,至6min时为0.030%左右.由于留渣炉次的前期有效去P,使冶炼后期完全能够做到脱P 保碳,避免拉后吹造成的钢水过氧化现象同时使倒炉次数减少,从开吹至终点的总时间缩短1~2min.rain图5前期熔化的变化43石友用量减少高碱度的留渣参与下炉冶炼,显着地降低了石灰,萤石等散状料用量.留渣量一般为总渣量的l/2左右.实际石灰节约l/3左右,即石灰吨钢用量减少30~35Kg(采用石灰作冷却荆炉次除外).4.4减少热支出,有利提高废钢比留渣量每炉约1.5t,石灰节约600Kg/炉则其节支的热耗为4952290KJ,可多吃废钢3000Kg,即在同等条件下吨钢废钢比比不留渣炉次提高130Kg左右.4.5金属收得率提高未倒出的留渣其TF~在冶炼时得到回收:因石灰用量减少而进一步降低的渣量及喷溅(特别是碳强烈氧化开始时的低温喷渣)的明显减少,使金属损失减少.计算及实际统计表明.留钢操作可使吨钢金属料消耗减少20Kg左右. 4.6炉衬浸蚀翦期炉渣的高碱度,特别是采用白云石处理留渣炉次的较高MgO 含量,将减少前期炉渣对炉村的谩蚀:高温熔液在炉内停留时间的缩短及氧化性降低, 减轻炉衬损失:但在实际生产中,炉龄并无明显提高,其原因有等进一步探索.s.结论5.1采用高炉铁水的转炉炼钢,安全留渣操作的热力学临界温度为l36O℃:降低口.或提高,c0可使I临界温度提高.5.2安全留渣操作的工艺方法:向留渣中加入20~30Kg/炉焦碳粒提高Pco.石灰200250Kg/t渣,先加废钢冷却捌化炉渣.5.3留渣渣操作促进快速成渣,消除前期末的低温喷渣现象,做到脱磷保碳.避免终点钢水过氧化,5.4节约石灰30kg/t?钢.降低金属料耗20kg/t-钢.可使废钢比显着提高.。
钢材预处理工艺
任务三:钢材预处理流水线
钢材预处理线简介:
二、表面清洁 表面清洁主要有升降刮板、吹扫机构、室体、除尘系统
等组成。 工作原理:钢板上料运行中,刮板可将钢板表面的块状
物及粉状废料分流至钢板两侧,从废料口进入废料桶收集, 钢板表面经刮扫后进入吹扫段,经喷吹后的钢板表面干净无 粉尘,达到钢板平前的清洁要求。喷吹过移产生的废气经除 尘器处理后达到环保排放标准要求。
覆盖层一般应满足下列基本要求:结构紧 密,完整无孔,不透电解质,附着力强,高强 度,耐磨,分布均匀。
任务三:钢材预处理流水线
任务三:钢材预处理流水线
任务三:钢材预处理流水线
加工厂把钢材输送、矫正、除锈、涂车间 底漆和烘干等工序所使用的机械装置,按工艺 流程用传送道连接起来,组成钢材预处理自动 流水线。
旋输送器、弹丸吹扫系统、供丸系统等组成。
任务三:钢材预处理流水线
钢材预处理线简介:
四、抛丸清理机 1、抛丸器 抛丸器是关键部件,对钢材清理质量及使用寿命,维护
都有很大影响。该系列机采用多台世界上先进的单园盘曲线 叶片高效抛丸器,弹丸由导入管流入,经分丸轮、定向套、 叶片抛出射出的高速密集弹丸,打击在工件的表面上,使工 件表面上的锈蚀层及其污物迅速脱落,获得一定粗糙度的光 洁表面,提高了漆膜与材料表面的附着力,提高了材料的抗 疲劳强度和抗腐蚀能力。该部件主要由叶轮、主轴及主轴承 座、分丸轮、定向套、护板、传动机构等组成。
任务三:钢材预处理流水线
钢材预处理线简介:
六、烘干室 烘干室是薄板箱形结构,它与喷漆室连接贯通。喷漆后的
工件在烘干室室内由板链输送进行烘干,由于工件与板链输送 辊之间没有相对运动,从而保证了工件下表面漆膜的完好。
烘干室上方设有通风除尘系统,被加热到40-50℃的热空气 管道闸门调节风量后送入烘干室内部,使被处理的工件达到漆 膜指干的要求。
工作研究方法在某炼钢厂预处理工序中的应用

对象 , 对现场布置及产品和作业者 的移动路线进
行 分析 , 常使 用 物 流线 路 图及 设 备 布 置 简 图来 进
行 分析 . “5 W1 H”提 问技术 是指 针对 研究 工作 以及
每项 活动 , 从 目的 、 原因、 时间 、 地点 、 人员 、 方法 上 进行 提 问. 为 了清楚 地 发 现 问题 可 以 连续 几 次 提 问, 根据 提 问的 答 案 , 弄 清 问题 所 在 , 并 进一 步 探
1 理 论 基 础
工作研究是运用系统分析的方法把工作中不 合理 、 不经济、 混乱的因素排除掉 , 寻求更好 、 更经
收稿 日期 : 2 0 1 2 . 1 2 . 1 4
简化 ” . 取消是改 善的最佳效果 , 如 取 消 目的 、 取
消不必要的工序、 作业和动作等 , 以及取消不需要 的投资等 , 它是改善的最高原则. 对于无法取消而 又必要 的工序 , 考虑能否合并 , 以达到省时简化的
讨 改进 的可 能性 . 一般 隋况 下 , 前两 次提 问, 节约成本 , 提高 了 预处理工序的生产能力 , 为企业带来了实际效益.
清 问题现状 , 第 三 次 提 问 在 于研 究 和探 讨 改 进 的
可能 性 .
“E C R s”4大原 则 即 “取 消 , 合并 , 重排 ,
等多 种形 式 的浪 费 . 工 作 研 究 主要 包 括 方 法 研究
和作业测定 . 工作 研 究 常用 的方法有 : 程序分 析法 、 “5 W1 H” 提 问法 , “E C R S” 4大 原
则等.
程 序分 析 主要 包 括 :1 ) 工艺程序分析. 以生 产 系统 为研 究对 象 , 利用 工艺 程 序 图对 生 产全 过 程 进行 分 析. 2 ) 生产流程程序分析. 利 用 流 程 程 序 图对 产 品或材 料 的流程 或人 员 活动 的全过 程进 行 系统 分 析. 3 ) 布置与经路分析. 以作 业 现 场 为
钢材堆放及预处理
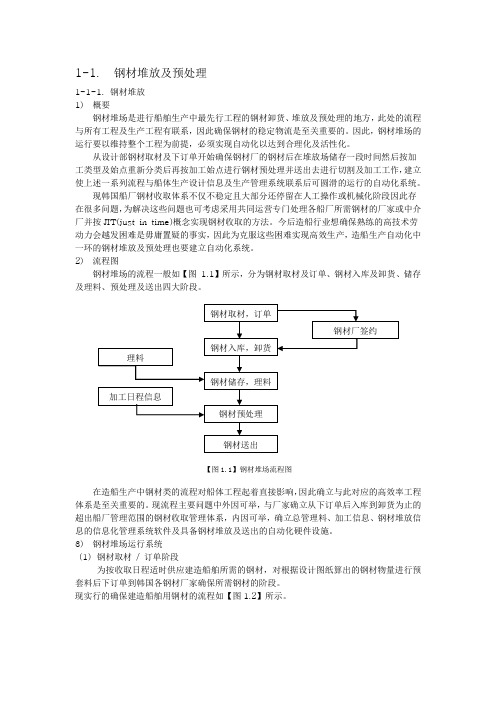
1-1.钢材堆放及预处理1-1-1.钢材堆放1)概要钢材堆场是进行船舶生产中最先行工程的钢材卸货、堆放及预处理的地方,此处的流程与所有工程及生产工程有联系,因此确保钢材的稳定物流是至关重要的。
因此,钢材堆场的运行要以维持整个工程为前提,必须实现自动化以达到合理化及活性化。
从设计部钢材取材及下订单开始确保钢材厂的钢材后在堆放场储存一段时间然后按加工类型及始点重新分类后再按加工始点进行钢材预处理并送出去进行切割及加工工作,建立使上述一系列流程与船体生产设计信息及生产管理系统联系后可圆滑的运行的自动化系统。
现韩国船厂钢材收取体系不仅不稳定且大部分还停留在人工操作或机械化阶段因此存在很多问题,为解决这些问题也可考虑采用共同运营专门处理各船厂所需钢材的厂家或中介厂并按JIT(just in time)概念实现钢材收取的方法。
今后造船行业想确保熟练的高技术劳动力会越发困难是毋庸置疑的事实,因此为克服这些困难实现高效生产,造船生产自动化中一环的钢材堆放及预处理也要建立自动化系统。
2)流程图钢材堆场的流程一般如【图 1.1】所示,分为钢材取材及订单、钢材入库及卸货、储存及理料、预处理及送出四大阶段。
【图1.1】钢材堆场流程图在造船生产中钢材类的流程对船体工程起着直接影响,因此确立与此对应的高效率工程体系是至关重要的。
现流程主要问题中外因可举,与厂家确立从下订单后入库到卸货为止的超出船厂管理范围的钢材收取管理体系,内因可举,确立总管理料、加工信息、钢材堆放信息的信息化管理系统软件及具备钢材堆放及送出的自动化硬件设施。
3)钢材堆场运行系统(1)钢材取材/ 订单阶段为按收取日程适时供应建造船舶所需的钢材,对根据设计图纸算出的钢材物量进行预套料后下订单到韩国各钢材厂家确保所需钢材的阶段。
现实行的确保建造船舶用钢材的流程如【图1.2】所示。
【图1.2】确保建造船舶用钢材流程如【图1.3】所示,船厂与钢材厂间的钢材收取要在开工105~130天前下发POR,签合同后从开工60天前开始最初纳期到开工30天前的30天为纳期。
无缝钢管精整知识

第一章预精整加工工艺第一节预精整区工艺概述一、预精整区工艺过程简介钢管经过减机后进入冷床冷却,冷却后温度小于100℃。
钢管经冷床下料装置实现管排收集和向两条锯切线平辊辊道供料,平辊辊道将收集成排后的钢管送至4台管排锯分别进行切头、切尾和切定尺,锯切后的钢管经链式横移装置分别进入三台矫直机进行矫直,矫直后的钢管由吹吸灰装置除掉钢管氧化铁皮,吹灰后钢管在链式横移台架上进行人工检查,人工检查后钢管由V型辊道送至涡流探伤装置进行钢管的表面缺陷检查,探伤合格后的钢管由喷印装置进行喷标,然后钢管拨入收集料筐并由天车吊运至中间仓库存放。
同时完成每炉钢管的取样和缺陷管的修磨。
二、精整区工艺流程图(如图1.1)图 1.1 精整区工艺流程图第二节冷床下料装置冷床为步进梁式,宽100米,长27米;137个齿距,齿间距200毫米,齿高42毫米,动、静梁错齿距40毫米。
钢管的滚动侧斜度为16°。
冷床最大承载能力270吨。
接料臂由液压缸控制, 长1.78米,接料臂头为圆弧形,可更换,侧圆弧半径150mm。
翻板由液压缸控制,可实现向两侧集料台架分料, 翻板倾斜度为25°。
集料台架宽960mm,倾斜度5°,靠翻板侧镶有300mm可更换的耐磨衬板。
集料台架下面装有手动控制的副翻板。
(用于推动不能自行滚动的弯管)锯切线辊道为平辊,方便管排运输,冷床下方辊道分为两段控制,以实现冷床双排布料方式时管排的运输。
辊道间距1.5米,辊道宽1060毫米,两条锯切线辊道中心距4660mm。
辊道超出冷床东侧1.5米,为接料臂放下钢管留出空间。
辊道速度0.5~2.5米/秒。
第三节管排锯管排锯型号为HK1500L—132型,是高功率的立式冷圆盘锯。
钢管收集成排后,由辊道送至四台圆盘冷锯机进行切头、切尾和切定尺。
热轧区生产的钢管较长(可达100m),需要切成6~15米定尺长的钢管,并切除钢管的头尾,以满足用户的需要。
工艺顺序:1#、2#锯切头和切倍尺,3#、4#锯切定尺、切尾(可视生产情况进行调整)。
钢材预处理
集装箱制造中钢板的预处理工艺,包括抛丸的工作原理、工件要求;车间底漆的特点和作用,喷涂的工艺条件;烘干时的温度控制.预处理工艺的质量要求与检测办法.<<上海涂料>>2001年04期李敏风抛丸机工作原理:将工件放入橡胶履带滚筒中,操作人员按下“运行”按钮,抛丸室门气动关闭,抛丸清理开始,履带向前运行,工件不断地进行翻滚,高效强力抛丸器将抛丸高速抛射到正在翻滚的工件表面上,工件可完全均匀地得到清理。
钢丸通过履带上的溜孔流入螺旋输送机,再将钢丸输送到斗式提升机,经斗式提升机提升到分离器,被分离后存储待用。
抛丸结束后,抛丸室门自动开启,履带反转,将工件卸出。
用途是将开箱后的铸件冷却到30℃以下放到台车上利用大抛丸量高速旋转的抛丸器将弹丸加速到80米/秒左右的速度,抛射到铸件表面上,清理不到的内腔可用喷枪补充清理,清理下的型芯砂,由于受到高速弹丸的打击,再经分离和除尘而得到再生,磁选后仍可使用。
抛丸技术是目前国际上对各种机械零部件进行表面清理、强化、光饰、去毛刺的一种先进工艺之一,该设备主要由抛丸器、耐磨橡胶环带、绞龙、提升、分离器、进料输送、除尘机、清理机械组合而成。
目前已被很多行业广泛采用。
本机功能技术含量较高,可设计pc控制及电器自动控制,具有自动监控,自动保护及无级变频调速等装置。
可达到一机多用的目的。
其主要原理摒弃了压缩空气作动力作法,采用抛丸器、离心力的抛射,对工件表面进行高速投射特别对工件的内腔死角进行抛丸清理,从而达到所需的光亮度、清洁度、粗糙度和强化工件表面的目的,大大提高零件的使用寿命和美观性。
抛丸清理机的使用技巧1、在抛丸清理机过程中应尽量在抛射区内多放工件,这样既可提高清理效率又可降低护板的磨损,增长其使用寿命。
2、在工件无法增加的情况下,应调整定向套,使抛射的钢丸尽最多量的抛射在工件上,这样也可增加护板寿命,降低其磨损。
3、①除尘系统应调整支管各处闸门,使其风力分配合理,可增强除尘效果。