FANUC的通讯参数设置
FANUC 常用的系统参数

这一类参数用于设定各种插补方式下的启动停止时的加减速的方式, 以及在程序路径发生变化时(如出现转角、过渡等)进给速度的变化。 6、与程序编制相关的参数:参数号:3401~3460; 用于设置编程时的数据格式,设置使用的 G 指令格式、设置系统缺 省的有效指令模态等等和程序编制有关的状态。 7、与螺距误差补偿相关的参数:参数号:3620~3627; 我们知道,数控机床具有对螺距误差进行电气补偿的功能。在使用这 样的功能时,系统要求对补偿的方式、补偿的点数、补偿的起始位置、 补偿的间隔等等参数进行设置。 ADFT 1:进行自动漂移补偿。
76543210
TCW、CWM:S 模拟输出时输出符号,见附表 7。
附表 7 S 模拟输出时的输出符号
TCW CWM 输 出 的 符 号 0 0 M03,M04 均为正输出 0 1 M03,M04 均为负输出 1 0 M03 为正输出,M04 为
11
负输出 M03 为负输出,M04 为 正输出
ORCW 1:定向停车时 S 模拟输出 为负值。 0:定向停车时 S 模拟输出 为正值。 INHMN 1:带有菜单编辑功能时, 不显示菜单。 0:带有菜单编辑功能时,显示菜单。 (※此项功能在 OT—Mate 中无效) GOFC 1:指令刀补号为 0 时,刀具形状补偿也被取消。 0:指令刀补号为 0 时,刀具形状补偿不被取消。 GMOFS 1:刀具形状补偿用矢量处理,即随着刀具的移动进行。 0:刀具形状补偿通过坐标系的偏移进行补偿。 GOFU2 1:刀具形状补偿号 T 代码的上二位指定。 0:刀具形状补偿号 T 代码的下二位指定。 JHD 1:JOG 方式下手摇脉冲发生器有效。 0:JOG 方式下手摇脉冲发生器无效。
DOFSI 1:可进行刀具位置补偿量的直接输入。 0:不进行刀具位置补偿量的直接输入。 PRG9 1:程序号为 9000~9999 的子程序被保护,不能进行以下 编辑操作: ① 程序的清除。即使消除所有程序,9000 号以后的程序仍被保 留。 ② 程序的穿孔输出。即使所有的程序都穿孔输出,9000 号以后 的程序也不穿孔输出。 ③ 程序号的检索。 ④ 程序存储后的编辑。 ⑤ 程序的存储。程序不能通过 MDI 方式和纸带存入。 ⑥ 程序的比较。 0:程序号为 9000~9999 的子程序能被编辑。 OFFVY 1:即使 VRDY 信号先于 PRDY 信号输出,亦无伺服报 警。 0:如果 VRDY 信号先于 PRDY 信号输出,出现伺服报警。 EBCL 1:显示内存中的程序时,EOB 码用“*”表示。 0:显示内存中的程序时,EOB 码用“;”表示。 ISOT 1:通电后,即使不返回参考点,快移亦有效。 0:通电后,即使不返回参考点,快移才有效。
PLC配置Fanuc机器人-Profinet-R834通讯指南

R834板卡Profinet通讯设置FANUC机器人使用Profinet与PLC和外围设备通讯时,以前在机器人内配置的是西门子CP1616板卡,现在机器人基本上都是配置FANUC自身的R834板卡。
本文就R834板卡的Profinet通讯设置进行详细说明。
一、 概述硬件选项:双通道Profinet板卡1、Fanuc mini-slot Profinet carrier board;规格号:A05B-2600-J076;备件号:A20B-8101-0930。
2、Molex F104 dual channel Profinet;规格号:PCB-A05B-2600-J083;备件号:A15L-0001-0150。
板卡拨码开关设置状态为:ON,ON,OFF,ON,OFF,ON。
拨码开关LED灯上方下方板卡器人当机软件在进1、2、3、方两个JR45方两个JR45卡可以外部人断电时,机器人做主件选项:1、 R 8342、 如果进行系统配 机器人内双 GSDML 文 Profinet Co 该软件可以5接口为通道5接口为通道部接入24V 电PLC 通讯网主站时,IO 模4 Dual Chan 果带有Profin 配置之前,需双通道通讯件,机器人onfiguration 以在机器人道2机器人道1机器人电源(板卡网络不会因为模块的24V nel Profinet net Safety 功需要对以下讯板卡硬件确人做从站时n Tool (PFN 人软件(ROB 人做从站接人组主站接卡上有0V ,为机器人断V 电源无法从t Interface 。
功能,还需下进行确认:确认;时的GSD 文件N ‐CT ),机器BOT 8.3\pro 口; 口;24V 标记),断电而出现网从机器人处。
不能与J9需要添加J93 件,以及IO 器人做主站时oduct\r834\,给通讯板网络连接异处获取。
930同时加31 Profinet S O 模块的G 时进行硬件\setuppct.e 板卡供电,当异常。
Fanuc机器人IO配置和UIUO配置
Fanuc机器人IO配置和UI/UO配置说明:这几天直接跳转发送Fanuc部分内容知识,以供大家阅读借鉴。
这里主要给大家分享Fanuc机器人的IO分类以及CRMA15、CRMA16的IO分配,UI/UO的分配。
一、Fanuc机器人IO种类1、Fanuc机器人IO分类I/O (输入/输出信号),是机器人与末端执行器、外部装置等系统的外围设备进行通信的电信号。
有通用 I/O 和专用 I/O 。
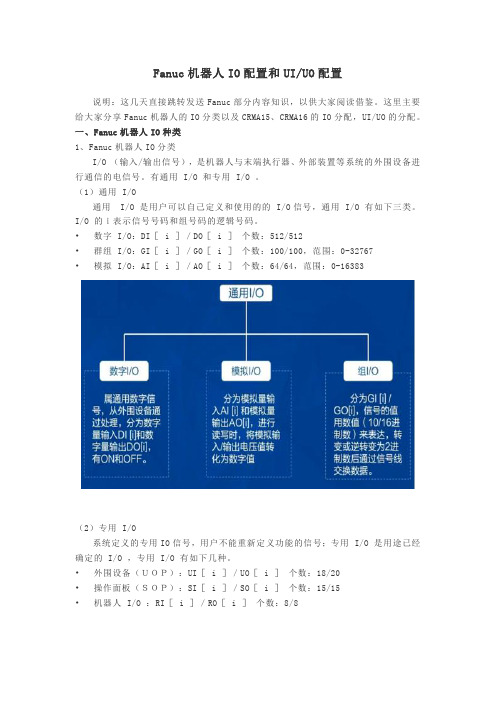
(1)通用 I/O通用I/O 是用户可以自己定义和使用的的 I/O信号,通用 I/O 有如下三类。
I/O 的i表示信号号码和组号码的逻辑号码。
•数字 I/O:DI[ i ]/DO[ i ]个数:512/512•群组 I/O:GI[ i ]/GO[ i ]个数:100/100,范围:0-32767•模拟 I/O:AI[ i ]/AO[ i ]个数:64/64,范围:0-16383(2)专用 I/O系统定义的专用IO信号,用户不能重新定义功能的信号;专用 I/O 是用途已经确定的 I/O ,专用 I/O 有如下几种。
•外围设备(UOP):UI[ i ]/UO[ i ]个数:18/20•操作面板(SOP):SI[ i ]/SO[ i ]个数:15/15•机器人 I/O :RI[ i ]/RO[ i ]个数:8/83、Fanuc机器人图片(图片来自百度网络)二、Fanuc机器人通讯IO模块1、Fanuc机器人硬件种类和机架号机架系指构成I/O 模块的硬件的种类。
•0 =处理 I/O 印刷电路板•1~16=I/O 单元 MODELA/B•32 =I/O LINK 从动装置•48 =外围设备控制接口(CRMA15、CRMA16)2、Fanuc机器人CRMA15、CRMA16插槽插槽系指构成机架的I/O 模块部件的号码。
•使用处理 I/O 印刷电路板的情况下,按所连接的印刷电路板顺序分别为插槽1、2...。
•使用 I/O 单元 MODEL A/B的情况下,则为用来识别所连接模块的号码。
FANUC数控系统参数设定
FANUC数控系统参数设定
FANUC数控系统是市场上非常常见的一种数控系统,其具有广泛的应用领域和强大的功能。
在使用FANUC数控系统时,我们可以根据需要对其参数进行设定和调整,以满足不同加工需求。
下面是关于FANUC数控系统参数设定的详细说明。
1.通用参数设定
FANUC数控系统的通用参数设定包括一些与机床性能和操作方式相关的参数。
通过调整这些参数,可以适应不同机床的需求。
例如,手轮倍率参数可以调整手轮转动对机床的影响程度,传动比参数可以调整伺服电机运动的速度和精度。
通用参数设定一般由设备厂家根据机床具体情况进行调整。
2.插补参数设定
FANUC数控系统的插补参数设定是用来控制数控系统的插补运算和插补算法的参数。
这些参数可以调整机床对复杂轮廓的处理能力和精度。
插补参数设定包括加速度和减速度参数、滤波参数、线性插补误差补偿参数等。
通过调整这些参数,可以提高机床的加工精度和效率。
3.工具补偿参数设定
FANUC数控系统的工具补偿参数设定是用来控制工具半径补偿和工具长度补偿的参数。
工具补偿参数设定包括刀具半径、工具长度、刀具补偿向量方向等参数。
通过调整这些参数,可以实现对不同工具的补偿,提高加工精度。
4.程序保护参数设定
5.通讯参数设定
总之,FANUC数控系统的参数设定可以根据实际加工需求进行灵活的
调整和配置,使数控系统更加适应不同的加工任务。
通过合理的参数设定,可以提高机床的加工精度和效率,保证加工质量。
同时,设定好的参数也
可以提高操作的安全性,保护程序的机密性。
FANUC机器人CC-link通讯设定中文版

FANUC>系列R-30*A/R-30*A配对控制器CC-Link接口(从机)操作员手册B-82654EN/03安全性B-82654EN/031.安全注意事项1安全注意事项本手册包含防止伤害和财产损坏的安全预防措施。
这些预防措施根据重要性的不同,被标记为“警告”或“小心”。
在开始使用机器人之前,请仔细阅读“警告”,“注意事项”和“注意事项”。
警告不按照“警告”下的指示操作,会对使用者造成致命或严重伤害。
这些信息在一个方框中用黑体字标明,以便于与本手册的主体相区别。
谨慎如果不按照“注意”下的指示操作,可能会对使用者造成伤害或财产损失。
这些信息在一个方框中标明,以便于与本手册的主体相区别。
注“说明”项下给出的信息是补充说明,既不是警告,也不是告诫。
仔细阅读并保存本手册。
1.1工人一个机器人不能单独做任何事情。
机器人只有在配备一只手或其他装置,并与外围设备连接成系统后,才能进行操作。
不仅要考虑机器人的安全性,还要考虑整个系统的安全性。
使用机器人时,提供安全围栏等安全措施。
发那科对系统人员的定义如下所示。
检查哪个工人应该接受专门机器人课程的培训。
操作员操作员的工作包括:打开和关闭系统机器人程序的启动和停止从报警状态恢复系统操作员不得进入安全围栏围起的区域工作。
程序员或教学操作员程序员或示教操作员的工作包括操作员的工作和以下工作:机器人的教学,外围设备的调整,以及其他必须在安全栅栏所包围的区域内完成的工作程序员或教学操作员应接受专门机器人课程的培训。
维修工程师维护工程师的工作包括程序员的工作和以下工作:机器人的维修和保养维修工程师应接受专门机器人课程的培训。
-三-1.安全措施SB-82654EN/031.2一般安全注意事项本节列出一般安全防范措施。
在开始使用机器人之前,先阅读注意事项。
本手册的后续章节说明了其他注意事项。
采取每一项预防措施。
一般规则警告1 使用机器人时,应注意以下事项。
否则,机器人和周边设备会受到不利影响,或者工人会受到严重伤害。
FANUC通讯说明
FANUC通讯说明(DNC)
一、通讯线路的连接
通讯电缆的二头分别连接到PC和CNC二端。
注意:当使用RS232进行DNC通讯时,必须使用2.5平方毫米的导线将计算机外壳与机床的地线可靠地相连,否则会造成计算机与机床的损坏。
必须在计算机和机床均关闭的情况下才能连接和断开通讯电缆,否则会造成计算机与机床的损坏。
二、软件说明
FANUC可以使用的传输软件大致有PCIN、AIC、WINPCIN、MASTERCAM、NCSentry、WINCOMM六种传输软件,其中AIC、PCIN只能在WINDOWS98下运行。
由于操作系统的版本关系和计算机硬件的原因上述某些软件在和NC通讯时可能会出现异常情况。
经过实验MASTERCAM在各种平台上运行都比较可靠。
其中WINPCIN、MASTERCAM须按照说明安装后才能运行,其他软件拷贝后便可运行。
在某些情况下因操作系统和传输软件的版本关系,需将PC侧的RS232的缓冲区关闭,否则可能会造成数控系统在DNC方式运行过程中产生87号报警。
A、PCIN:SIEMENS数据通讯软件包
1、配制台式计算机或笔记本电脑。
WINDOWS98操作系统。
2、设置PC机PCIN软件的通讯协议。
FANUC Mitsubishi Yasnac数控系统通讯参数设置

FANUC/Mitsubishi/Yasnac数控系统通讯参数设置Fanuc(日本:发那科)Fanuc i(M/T)P arameter 参数 V alue 数值C omments 注释0000 0000 00100020 00100 0010 10000101 1000 10010102 00103 11 9 = 2400,10 = 4800,11 = 9600* (recommended)01381000 0000T V Check 0 0 = TV Check OFF (1= TV Check ON - Never enable TV Check)P unch Code 1 1 = ISO (0=EIA Never use EIA)I/O Channel 0P WE 1D rip Feed ? S elect Auto (DNC) mode on the control - Press Cycle Start.选择自动(DNC)控制状态,按(循环启动)。
T hen go to the computer, prepare the program and click 'Send'. W hen data begins to flowthe machine will start moving.然后去电脑,准备程序,点击“发送”,当数据开始传送时,机床就会开始移动。
Fanuc 0(M/T)Parameter V alue C omments0002 1000 000100380100 00000552 11 9 = 2400,10 = 4800,11 = 9600* (recommended)T V On/Off 00 = TV Check OFF (1= TV Check ON - Never enable TV Check)I SO 11 = ISO (0=EIA Never use EIA)I/O 0P WE1T APEF0D rip Feed ? T o drip feed enable para G127.5使G127.5 DNC操作信号动作。
[电气]FANUC机器人的通讯
![[电气]FANUC机器人的通讯](https://img.taocdn.com/s3/m/32a38427647d27284b73513d.png)
FANUC机器人的通讯通讯板卡处连接如下图所示。
2.软件设置a)站号分配b)I/O地址分配:采用默认的8Byte Out 10Byte In,起始地址无重复占用即可(2)机器人示教盒设置a)站地址设置进入菜单-6设置-1PROFIBUS-ENTER。
将3站地址设置成与PLC组态时的地址一致,并将6单次报错设为禁用。
注:在未进行DP通讯前,若要使机器人动作,6单次报错应设为启用。
b)波特率设置按下F3进入[其他]-选择总站参数参数中的波特率应与PLC组态中的传输速度一致,若需修改,可通过F4[选择]进行更改。
c)I/O分配设置进入菜单-I/O-数字-ENTERPLC从站组态时地址分配为8 Byte Out,因此机器人中只需使用DI[1-64],将机架设置为67,插槽为1,开始为1。
注:PLC的输出(OUT)相当于机器人的输入(IN),插槽67代表PROFIBUS-DP 通讯。
按F3 IN/OUT切换至DO设置,同理,PLC从站组态时地址分配为10 Byte In,因此机器人中只需使用DO[1-80]。
重新设置I/O地址后图中状态一栏显示PEN表明设置正确为可用状态,此时应重启控制器,激活设置。
状态栏显示ACTIV时为可用并已激活,UNASG为不可用。
至此PROFIBUS-DP通讯设置完成,可通过STEP7读取查看是否通讯成功。
控制器D-NET板的24V供电可从外部引入,也可从控制器内的24V接入。
另外焊机D-NET板还需给其他模块供电,如下图所示。
12345b)拨码i)机器人控制器D-NET板拨码拨码开关总共6位,各位置可选拨码情况如下表所示,本文采用的是地址81的拨码方式。
ii)焊机D-NET板拨码根据实际需要对下图拨码旋钮进行拨码,S520旋钮为个位,S521旋钮为十位,如图拨码地址为11。
2.软件设置1)同时按住前一页、后一页,并开机,进入3控制启动。
进入控制启动之后的画面如下:2)修改1 F编号,可任意命名。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FANUC的通讯参数设置机床通迅参数包括以下几个方面:0MD为1 波特率 48002 数据位 73 停止位 24 奇偶校验偶5 ASCII码或EIA码选定 ASCII6 握手协议software18M为0MD为1 波特率96002 数据位 73 停止位 24 奇偶校验偶5 ASCII码或EIA码选定 ASCII6 握手协议software法兰科接口参数设置现在DNC机床联网已成一个大的潮流,可是仍然有很多人对此知之甚少。
尤其是对于一些机床数据通信参数的设定一无所知。
一般而言,机床通迅参数包括以下几个方面:1 波特率2 数据位3 停止位4 奇偶校验5 ASCII码或EIA码选定6 握手协议家多了解0M系统波特率: 552,553,250,251(I/O为0,1,2,3)停止位:02#0,12#0,50#0,51#0(I/O为0,1,2,3)EIA码和ASCII码的选定 :02#3,12#3,50#3,51#3(I/O为0,1,2,3) 51#4:是否使用CD载波信号55#2:通信协议B/A奇偶校验一般都为偶校验机床通迅参数包括以下几个方面:0MD为1 波特率 48002 数据位 73 停止位 24 奇偶校验偶5 ASCII码或EIA码选定 ASCII6 握手协议software18M为2 数据位 73 停止位 24 奇偶校验偶5 ASCII码或EIA码选定 ASCII6 握手协议software发那克900以后参数意义-------------------------------------------------------------------------------- 900 #5 公英制转换; 1,公制#4 主轴模拟/串行输出; 1,用离合器#3 手摇轮; 1,用901 #7 复合固定循环; 1,有#5 倒方角C,倒圆角R; 1,有902 #6 用户宏程序A; 1,有#5 丝杠螺距误差补偿; 1,有#2 恒速切削控制; 1,有903 #7 背景编辑; 1,有#3 偏置量测定直接输入B; 1,有#1 实际主轴转速输出; 1,有904 #2 中文显示; 1,中文(P23 #3设1)906 #7 外部刀具补偿; 0,有#6 自动刀具补偿; 0,有#5 刀具形状损失补偿; 1,有907 #6 刀尖补偿; 1;有#4 加工时间加工品数; 1,有909 #1 外部信息; 1,有#0 图形显示; 1,有911 #3 时间功能; 1,有932 #7 MDI—B; 1,有#6 表面恒速; 1,有#3 用户宏程序B; 1,有#2 用户宏程序A; 1,有(#2、#3不能同时选择)934 #4 特殊G代码输入; 1,有935 #5 出现600号参数; 1,有#2 加工复循环; 1,有#1 工件坐标系; 1,有#0 刀具寿命管理; 1,有该参数仅供参考,请谨慎修改!Fanuc 0 系列数控系统数控系统与WinDNC的电缆连线表:数控系统计算机1 保护地保护地3 2 32 3 27 7 54-5短接 4-5短接 7-8短接6-8-20短接 6-8-20短接 1-4-6短接数控系统注意事项1.在0系统中,如果你要修改某一参数,你必须设PWE参数为off,当你这样做时,系统将处于报警状态,这时请不要理会其报警,修改参数完后,PWE参数为on,按Reset键以消除报警。
2.在0系统中,只有波特率及停止位可设置,其通信协议参数一般应设置为:Even Parity,7 Data Bits,2 Stop Bits.3.数控系数必须有纸带阅读机才能进行DNC加工。
在DNC方式,让WinDNC处在发送状态,在机床方面,进入tape mode,将进给倍率(Feedrate Override)打到0%,按Cycle start键。
建议数控系统参数 Set Page#0002 设置D0位为1(2 Stop bits) I/O=1(不能肯定)设置D2位为0(RS-232输入) ISO Format=1#552-10(4800波特率)WinDNC波特率(Baud Rate):4800(推荐)奇偶校验(Parity):Even数据位(Word Length):7停止位(Stop bits):2握手信号(Handshake):Soft(XON-XOFF)行结束符转换(Line End Symbol Translation):None当是DNC状态时,应设置Start wait for XON 为ON。
如下RS-232C 串行通信简介:§1.4.1 异步通信控制规程串行通信是指通信的发送方和接收方之间数据信息的传输是在单根数据线上,以每次一个二进制的01为最小单位进行传输。
为实现串行通信并保证数据的正确传输,要求通信双方遵循某种约定的规程。
目前在PC机及数控系统中最简单最常用的规程是异步通信控制规程,或称异步通信协议,其特点是通信双方以一帧作为数据传输单位。
每一帧从起始位开始、后跟数据位(位长度可选)、奇偶位(奇偶检验可选),最后以停止位结束。
1帧的数据格式一帧的传输经过大致有一下几个步骤:(1)无传输通信线路上处于逻辑‘1’状态,或称传号,表明线路无数据传输。
(2)起始传输发送方在任何时刻将通信线路上的逻辑‘1’状态拉至逻辑‘0’状态,发出一个空号,表明发送方要开始传输数据。
接收方在接收到空号后,开始与发送方同步,并希望收到随后的数据。
(3)数据传输起始位跟着要发送或接收的一串位序列,即表示一个字符代码(5、6、7或8位不等,由双方协议确定并保持不变)。
数据位传输规定最低位在前,最高位在后。
数据位的确定是根据实际需求以获得最佳传输速度。
(4)奇偶传输数据位之后是可选择的奇偶位发送或接收。
奇偶位的逻辑状态取决于奇偶校验的类型。
必须保证在同一次传输过程中,每帧选择的奇偶校验类型是一致的。
(5)停止传输奇偶位之后是发送或接收的停止位,其逻辑状态恒为‘1’,位时间可在1、1.5或2位选择,且必须保证在每帧传输其间均为相同。
发送方在发送完1帧后,可连续发送下1帧,也可随机发送下1帧。
在这两种情况下,当接收方收到传号后,双方取得同步。
通信双方除遵循相同的数据传输帧格式外,为确保传输数据的正确性,双方还要具有相同的数据传输率:每秒传输的二进制位数。
在不使用调制解调器的通信线路上,就是所谓的波特率(Baud Rate)。
常用的波特率为300、600、1200、2400、4800、9600、19200、38400等。
§1.4.2 RS-232C 接口在远距离的串行通信中,为了利用现有的电话线,必须将上述的每一帧的数字信号载波到电话线上,为此在实际的超长距离通讯中要有调制解调器设备,如下图所示:为了使PC机与调制解调器之间的连接信号有一统一标准,为此由美国电子工业协会推荐的并经国际电报电话咨询委员会(CCITT)审定的RS-232C接口是应用于异步通信线路的一种通用标准接口,也称EIA标准。
RS-232C接口的正规名称是数据终端设备与数据通信设备之间串行二进制数据交换的接口。
这里首先明确两个术语:数据终端设备其英文为Data Terminal Equipment,简称DTE。
数据通信设备其英文为Data Communication Equipment,简称DCE。
通常,将通信线路的终端一侧计算机称为DTE,而把调制解调器称为DCE。
RS-232C接口是一个25条引线的D型连接器。
它定义了20条可同外界通信设备连续的信号线(1条为保护地,4条没有定义),并对传输信号电平作了明确规定。
⑴RS-232C引腿定义在下表中信号线的方向是从DTE的角度出发而给出的。
表1-1引腿信号名称简称方向说明1 保护地接设备外壳,安全地线2 发送数据 TXD →DCE DTE发送串行数据3 接收数据 RXD DTE← DTE接收串行数据4 请求发送 RTS →DCE DTE请求切换到发送方式5 清除发送 CTS DTE← DCE已切换到准备接收6 数传设备就绪 DSR DTE← DCE准备就绪,可以接收7 信号地8 载波检测 DCD DTE← DCE已接收到远程信号22 振铃指示 RI DTE←通知DTE通信线路已接通23 数据信号速率选择 DSRD 双向选择较高的速率,双向通知⑵RS-232C实际插头引腿定义在PC系列机中,实际的RS-232C接口有25针和9针两种,现将它们的引腿定义介绍如下:表1-2 标准RS-232C 25针D型插头引腿信号名称简称方向1 保护地 CGD2 发送数据 TXD 输出3 接收数据 RXD 输入4 请求发送 RTS 输出5 清除发送 CTS 输入6 数传设备就绪 DSR 输入7 信号地 SGD8 载波检测 DCD 输入20 数据终端就绪 DTR 输出22 振铃指示 RI 输入表1-3 标准RS-232C 9针D型插头引腿信号名称简称方向1 载波检测 DCD 输入2 接收数据 RXD 输入5 信号地 SGD6 数传设备就绪 DSR 输入7 请求发送 RTS 输出8 清除发送 CTS 输入9 振铃指示 RI 输入§1.4.3 RS-232通信的电缆连接在两台PC间,或PC与CNC控制器及其它外设间的近距离通信,可省略调制解调器(DCE),在两个DTE可直接连接,这时的接法称‘空MODEM’接法,也称双交叉环回接法。
下图所示即为空‘MODEM’接法。
它具有良好的握手功能。
双方的DTE仍以为与自己的一侧的DCE在通信,实际上已跳过DCE,使两个DTE实现透明的传输。
么是DNC术语DNC最早是指分布式数控系统(Distributed Numerical Control),其含义是用一台大型计算机同时控制几台数控机床。
后来随着科学技术的进步,数控系统由NC (Numerical Control)发展为CNC (Computer Numerical Control 计算机数控系统),每一台数控机床由一台计算机(CNC系统)来控制,所以过去的DNC概念已失去意义。
大部分CNC系统都支持RS-232C通信功能,即通过RS-232口接收或发送加工程序,有很多CNC系统可实现一边接收NC程序一边进行切削加工,这就是所谓的DNC (Direct Numerical Control),但不是所有的CNC系统都支持这一功能,有一些系统只是先将接收的加工程序存储在系统内存(Memory)里,而不能同时进行切削加工,这种传输形式一般叫块(BLOCK)传输。
随着CAD/CAM的普及,如何将CAD/CAM生成的NC代码输入到CNC机床将成为一个问题,这时用DNC进行传送加工最为经济和有效,用RS-232串口对车间中的NC机床进行联网是目前用好NC机床的一个重要手段。