标准 品质工程图-整板
品质工程图

流程卡 试验报告
通知部门主管处理
异常料品改善检讨书
焊接
焊接材料
CO2焊机 氩弧焊机 点焊机 打磨机 锉刀
3.焊接尺寸
作业员 全检
流程卡
通知部门主管处理
4.打磨外观 5.平面度 1.螺纹是否攻错
钳工
毛刺刀 锉刀 钻头 丝攻
攻丝机 钻床
2.外观
全检 作业员 流程卡 通知部门主管处理
3.螺纹是否通顺 1.尺寸 2.角度 3.外观 1.外观
执行者
IQC
控制图表
检验记录 材
下料
1.尺寸 2.外观 1.尺寸 2.压铆扭力,推力 1.折弯尺寸,角度 2.外观 1.焊接(点焊)强度 2.外观
LASER QC 作业员
流程卡
通知部门主管处理
冲压
作业员
流程卡
通知部门主管处理
全检 2次/天 依流程卡规定频 率
作业员
规格/标准
白色铬酸盐100H; 黄色铬酸盐168H 依客户要 求为标准 依客户要 求为标准 依客户要 求为标准 180ºC~200ºC 30~60分钟无 裂纹,起泡,剥落现象 依客户标准
检验方法
盐雾试验 目视 膜厚计 盐雾试验 高温箱试验 目视 目视 膜厚计 光泽计 色差计 百格测试 酒精测试 盐雾试验 冲击试验 铅笔测试 卡尺/检具 角度尺 目视 目视 目视 目视 目视 扭力检测仪 目视 目视
搏欧特精密钣金科技有限公司
品质检验流程图
流程图 工序安排
进料检验 剪床 LASER NCT 冲床 压铆机 折弯 折床
使用材料
使用设备
检验项目
1.尺寸 2.外观 3.材质证明
规格/标准
1.依图面; 2.进料检验作业指导书 依客户要求 标准或GB 依展开图面 SOP,图面 SOP,图面 压铆扭力,推力标准 依SOP,图面 依客户要求标准 不得漏焊,虚焊 1.焊道大小符合图面要求 2.焊接位置符合图纸要求 3.焊接尺寸符合图面要求 打磨需平整,无明显手感或凹 凸现象,不得漏打磨 依SOP,图面要求 依图面规格 1.不得漏攻牙 2.表面不得有刮伤 用M6以下用螺纹规检测,通 规通,止规止;M6以上用螺丝 实配检验. 依CHECK LIST 依SOP/SIP 铬化外观检验指导书 <0.9W/㎜
PCBA贴片质量QC工程图
/
客户名称
共通
实用状态
试产□ 量产■
文件编号 版次 A 制作部门
生技部
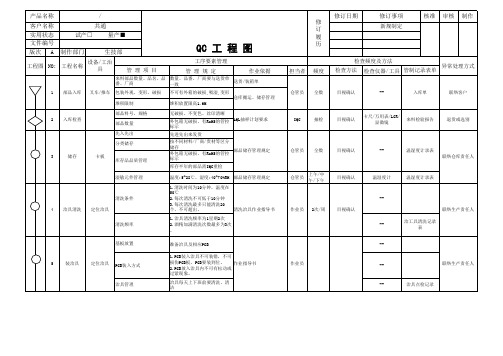
QC 工 程 图
工程图
NO:
工程名称
设备/工治 具
管理项目
工序要素管理 管理规定
作业依据
来料部品数量、品名、品 番、厂商
数量、品番、厂商要与送货单 一致
送货/装箱单
1 部品入库 叉车/推车 包装外观、变形、破损 不可有外箱的破损,吸湿,变形
检查方法 检查仪器/工具 管制记录表单
仓管员 全数
目视确认
--
入库单
联络客户
IQC
抽检
目视确认
卡尺/万用表/LCR/ 显微镜
来料检验报告
退货或选别
仓管员 全数
目视确认
仓管员
上午/中 午/下午
目视确认
作业员 2次/周 目视确认
作业员
--
温湿度计录表
联络仓库责任人
温湿度计
温湿度计录表
-联络生产责任人
--
作业员 全数
目视确认
检查日报表
联络品质责任人
现品票
FQC
全数
目视确认
检查日报表
联络品质责任人
现品票
封箱器、胶纸座
现品票
作业员 全数
目视确认
包装数量记录表 联络生产责任人
--
--
--
--
OQC检查报表 出货现品票
OQC
抽检
目视确认
显微镜
联络品质责任人
产品名称
/
客户名称 实用状态 文件编号 版次 A
共通 试产□ 量产■
修订日期 修 订 履 历
品质工程图系列
物料编号、代码 物料编号、代码 作业指导书 胶水使用标准 作业指导书
目视 目视 目视 目视 目视
作业指导书 物料编号、代码 作业指导书 胶水使用标准 见作业指导书
▼
目视 目视 目视 目视
防尘布
29 30 31
初版发行 记 事
支架涂防尘布胶 贴防尘布
布胶机或注射 作业指导书、巡检记录表、浓 器 度卡、胶水使用标准 镊子 作业指导书、巡检记录表 结构清单 记 作业指导书、巡检记录表 作业指导书、巡检记录表、
组长、助理 作业员 组长、 QC 检查员 组长、 QC 检查员 组长、 QC 检查员 组长、 QC 作业员 组长、 QC 检查员 组长、 QC 检查员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 组长、 QC
收货及自然干燥 托盘或吸塑盒 初版发行 记 事 年月 担当 记 事
年月日
担当
图
作业员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 组长、助理 作业员 组长、 QC
万用表 剪刀目视 卡尺 直流电源 目视 万用表 剪刀目视 卡尺 直流电源 目视 目视 电子秤 浓度卡 目视
5~ 10Pcs
作业始 1次 /2H 每批
隔离、全检
作业员 组长、 QC 作业员 组长 作业员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 组长、助理
标准a4工程图模版

标准a4工程图模版在工程图纸设计中,标准A4工程图模板是非常重要的。
它不仅可以规范工程图纸的格式,还可以提高工作效率,减少错误发生的可能性。
因此,设计一个符合标准的A4工程图模板是非常有必要的。
首先,A4纸张的尺寸是210mm×297mm,这是一个标准的国际尺寸,因此在设计工程图模板时,我们可以直接使用A4纸张作为基准。
在绘制工程图时,我们可以将A4纸张分为若干等分,比如将其分为4等分或8等分,这样可以使得工程图的布局更加清晰,方便阅读和使用。
其次,在A4工程图模板中,我们需要考虑到工程图的标题、图例、尺寸标注、图纸编号等内容的布局。
标题通常位于工程图的顶部居中位置,而图例则可以放置在工程图的左侧或右侧,以便工程师和施工人员快速找到所需信息。
尺寸标注是工程图中非常重要的一部分,它需要清晰、准确地标注出各个构件的尺寸,以便在实际施工中可以准确测量和安装。
而图纸编号则可以放置在工程图的右下角,用于标识该工程图的唯一编号,方便查找和管理。
另外,在A4工程图模板中,我们还需要考虑到边框和图框的设计。
边框可以用于界定工程图的范围,使得工程图看起来更加整洁、规范。
而图框则可以用于标识工程图的名称、编制人、审核人、日期等信息,使得工程图更加完整、规范。
除此之外,A4工程图模板还需要考虑到图形的比例和比例尺的设计。
在绘制工程图时,我们需要保持图形的比例不变,以保证工程图的准确性。
而比例尺则可以用于标识工程图中各个构件的实际尺寸,方便实际施工时的测量和安装。
总的来说,设计一个符合标准的A4工程图模板是非常重要的。
它可以规范工程图的格式,提高工作效率,减少错误发生的可能性。
因此,在设计A4工程图模板时,我们需要考虑到纸张尺寸、布局、标题、图例、尺寸标注、图纸编号、边框、图框、比例和比例尺等内容,以确保工程图的准确性和规范性。
产品品质工程图

instruction
3.缺件
Missing parts
Placement defect
1.100 个全数 2.PPK
4☆Mark.
1.1 个 1.100 个连续
1. 目视 Visual
1.锡膏测厚
1.首件记录表
IPQC
仪
1.锡膏测厚 仪
2.VARIABLE CAPABILITY
IPQC
1.贴片作业
1. 目视 Visual 2.套版 Sleeve sheet
1.10 倍放大 1.PCBA 检查作业指 1. SMT 目检记录表 1.在线检验员
镜
导书
SMT inspection Inspector
10X
PCBA workmanship record
2.QC 巡检员
magnifier standard
样本数 Sampling Plan
质量管理 Quality Control
检验方式 使用设备 Insp. Method Use.facility
检验依据 Insp. std
检验记录 Insp. Record
NO.10
收料 Receiving
1.原物料成品收发储存保管程 式
Material &product receive storage control procedure
4.钢板编号
Solder paste No. 5.钢板厚度
Solder paste 6.钢板版本:
Steel screen Version:
7.刮刀压力:
Squeegee pressure:
8.刮刀速度:
Squeegee speed:
1.锡膏测 厚仪 Solder thickness measure machine
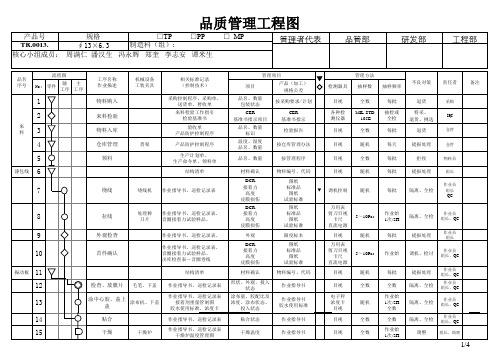
品质工程图

每个最小包装
需真空包的物料有真空包
装
ESD设施点检 表
IQC
ESD设施点检 表
QE
ESD设施点检 表
QE
收料单
仓管员
产品防护管理程序 产品防护管理程序 产品防护管理程序
仓库管理程序
与收料单数量相符
目视、计数器
每个最小包装 收料单
仓管员 仓库管理程序
与BOM一致
目视
每个最小包装
进料检验记录 表
IQC
IQC来料作业指导书
入库单
仓管员/ 物料员
锡膏管制作业指导书 锡膏管制作业指导书
入库标签
物料员 锡膏管制作业指导书
锡膏搅拌记录 表
产线组长
锡膏管制作业指导书
锡膏搅拌记录 表
产线组长
锡膏管制作业指导书
编号、厚度 外观检查
与SOP要求一致 如变形、破损
目视 目视
每张 每张
钢网验收标 钢网验收标
SMT工程 钢网管理作业指导书 SMT工程 钢网管理作业指导书
2连片/2小时
2连片/2小时 2连片/2小时 2连片/2小时 2连片/2小时 每班 每班
炉后目检报表 /IPQA巡检报 表
生产目检 /IPQA
炉后作业指导书/IPQA作 业规范
炉后目检报表 /IPQA巡检报 表炉后目检报表 /IPQA巡检报 表炉后目检报表 /IPQA巡检报 表
生产目检 /IPQA
生产目检 /IPQA
目视
电源电压
按下载作业指导书要求 目视
夹具验证
按下载作业指导书要求 目视
23
写号/蓝牙、 WIFI地址
写号工具版本
对应工单信息表
号段、地址是否有 误
施工质量标准化图册
施工质量标准化图册(土建、安装、样板)施工质量标准化图册,第一部分土建内容包括钢筋工程、模板工程、混凝土工程、砌筑工程、防水工程;第二部分安装内容包括给排水及水暖工程、建筑电气工程;第三部分为样板展示,三维做法照片丰富.第一部分土建1、钢筋下料要求端部平整,不得有马蹄形或挠曲,不得用气割下料,可现场用砂轮锯或无齿锯下料。
2、加工钢筋螺纹时,应采用水溶性切削润滑液;不得用机油润滑液或不加润滑液套丝.3、自检合格的丝头,应由质检员随机抽样进行检验,以一个工作班加工的丝头为一个验收批,随机抽检10%,当合格率小于95%时,应加倍抽检,复检中合格率仍小于95%时,应对全部丝头进行逐个检验。
合格者方可使用。
4、加工的钢筋丝头的直径和长度应用螺纹量规检查,已检验合格的丝头,应戴上保护帽加以保护。
标准型接头的丝头有效螺纹长度应不小于1/2 连接套筒长度,且允许误差为+2P。
5、钢筋规格与连接套筒的规格一致,钢筋螺纹的型式、螺距、螺纹外经应与连接套筒匹配。
并确保钢筋连接套筒的丝扣干净、完好无损。
6、连接钢筋时应对准轴线将钢筋拧入连接套筒,接头拼接完成后,应使两个丝头在套筒中央位置互相顶紧,两端外露丝扣不超过2 个完整丝扣。
7、为了防止接头漏拧,每个接头拧紧之后,一定要在接头上做红漆标记,不合格的做白色标记以便检查。
1、据图纸及规范要求,绘制梯形定位筋、柱钢筋定位框、马镫、水泥撑等加工图,由技术负责人审核后加工制作或购置成品.2、钢筋绑扎前,应先对竖向钢筋进行调直、校正到位。
墙体钢筋与梯形筋的梯档筋需绑扎固定,竖向梯形筋设置间距不大于2 米且每段墙不少于2 个,梯形筋位置宜避开钢筋搭接长度范围内。
3、墙体钢筋网片绑扎完毕后,即可加设水泥撑和保护层垫块,水泥撑与墙体钢筋用绑丝绑牢,间距不宜超过80cm,梅花形布置(或设水平梯子筋,间距不大于2 米且每段墙不少于2 个);保护层垫块均匀固定在钢筋网片上,间距不超过100cm.4、框架柱钢筋绑扎关键在于控制纵向主筋垂直和相对位置,在高出楼板顶面5cm 处和50cm 处分别加设一道钢筋定位框,在箍筋绑扎前利用定距框来限制立筋位置,定距框与脚手架间临时进行固定,保证定距框水平及与柱边线对应.5、现浇板底层钢筋铺设完放置马镫,其间距不大于500mm,与上层板筋绑扎牢固。
施工现场质量标准化图册共24页文档

11、不为五斗米折腰。 12、芳菊开林耀,青松冠岩列。怀此 贞秀姿 ,卓为 霜下杰 。
13、归去来兮,田蜀将芜胡不归。 14、酒能祛百虑,菊为制颓龄。 15、春蚕收长丝,秋熟靡王税。
56、书不仅是生活,而且是现在、过 去和未 来文化 生活的 源泉。 ——库 法耶夫 57、生命不可能有两次,但许多人连一 次也不 善于度 过。— —吕凯 特 58、问渠哪得清如许,为有源头活水来 。—— 朱熹 59、我的努力求学没有得到别的好处, 只不过 是愈来 愈发觉 自己的 无知。 ——笛 卡儿
拉
60、生活的道路一旦选定,就要勇敢地 走到底 ,决不 回头。 ——左
Hale Waihona Puke
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
單位:品保部 1 OF 3
作業流程:雙面製程 文件編號 :QA-W-0103-6
工 程 管 制
工作
現場
生產備料1.生產備料倉庫1.數量1.生产作业程序1.料架製造製令1.制令領料單1.糾正預防管理程序
領料2.領料作業SMT2.品名規格2.BOM表資材2.补损/领料单2.不合格品管理程序
3.溫濕度管控3.環境溫度18~28℃;30%~60%3.环境管理作业程序
前置作業1.材料分類分批放置SMT1.料號,製令,類別1.BOM表1.料架製造随时1.生產使用時1.制令領料單1.糾正預防管理程序
2.錫膏存放2.錫膏回溫溫度 (18~28℃)2.錫膏管理規範2.冰箱品保1次/2H2.隨機抽樣2.补损/领料单2.不合格品管理程序
3.鍚膏回溫管制(TLM2~4H)3.扫描枪3.退料单
4.錫膏攪拌管制(5min)4.电脑4.溫濕度記錄表
5.錫膏使用管制先進先出5.配重器5.无铅锡膏管制表
6.錫膏規格: TLF-204-111 (TAMURA)6.7#测试头6.粘度测试记录表
7.黏度測試棒深度:16.5~18.5mm;錫膏粘度:175~215Pa.S;7.首件檢查記錄表
8.鋼板張力30N以上,五點間相差不可大於5N
钢网清洗1.確保鋼網清潔度SMT1.上機前須確保鋼網乾淨才可上機1.作业指导书1.搅拌刀/气枪工程随时1.用完立即清洗1.钢网清洗记录表1.糾正預防管理程序
2.使用完毕立即清洗,清洗完毕后放到钢网架储存品保1次/2H2.首件檢查記錄表
3.轻拿轻放,不可碰撞以免损坏
放板作業1.自動放板SMT1.放板數量.1.自動送板機操作規範1.送板機製造每批1.全檢1.首件檢查記錄表1.糾正預防管理程序
2.大板条码贴附,板边标示机种,刷系统2.自动吸板机2.不合格品管理程序
3.放板方向3.扫描枪
印錫作業1.印錫條件SMT1.刮刀有無變形1.自動錫膏印刷機操作規範1.錫膏印刷機製造隨時1.隨機抽樣1.首件檢查記錄表1.糾正預防管理程序
2.印刷錫膏2.刮刀壓力A:(1.6~1.8)*0.1MPa;B:(1.6~1.8)*0.1MPa2.BOM表2.電腦一套品保1次/2H2.制程巡检检查表2.機台調整
3.刮刀速度:A:20~30mm/s;B:20~30mm/s3.作業指導書 3.錫厚測試儀3.钢网履历表
4.鋼網擦拭頻率:每印刷3大片自動擦拭一次,手動為每40Panel4.零件位置圖4.刮刀
PCB手动擦拭一次
5.鋼網抽離速度:0.4~0.5mm/s
6.機種程式核對
锡膏厚度测试1.印錫位置檢驗SMT1.錫膏厚度:鋼網厚度的正60負10μm1.PCBA檢驗規範1.放大鏡製造2PCS/1H1.隨機抽樣1.首件檢查記錄表1.糾正預防管理程序
2.印錫厚度檢驗2.錫膏位置2.作業指導書2.錫厚測試儀品保1次/2H2.制程巡检检查表2.維修作業指導書
3.印錫外觀檢驗3.不良品的區隔3.制程檢查記錄表3.不合格品管理程序
貼片作業1.貼裝作業SMT1.材料規格,位置核對1.BOM1.貼片機製造隨時1.隨機抽樣1.首件檢查記錄表1.糾正預防管理程序
2.料架管制2.換料核對2.替代料管理規範2.電腦一套品保1次/2H2.制程巡检检查表2.機台調整
3.替代料管控3.程式核對3.手擺件管理規範3.材料確認記錄表
4.手擺件管控4.拋料分析4.程式管理規範
5.替代料數量,手擺件序號管控
5.零件位置圖
異常處理權責單位檢驗時機檢驗計劃及標準管制表單[ 品 質 工 程 圖 ] 工 程 別工程圖號工程名稱工程內容說明管制項目相關程序.規範
使用設備.
儀器
產品類別: PCBA 出货方式:整板出货 文件版本: 1.3 修改日期: 10/07/10
1
6
2
3
4
5
7
單位:品保部 2 OF 3
作業流程:雙面製程 文件編號 :QA-W-0103-6
工 程 管 制
工作現場貼片檢查1.零件規格檢驗SMT1.材料規格核對1.PCBA檢驗規範1.鑷子製造隨時1.隨機抽樣1.首件檢查記錄表1.糾正預防管理程序2.零件外觀檢驗2.极性反,漏件,錯件,立碑,空焊,反面,破損,偏移等2.作業指導書品保1次/2H2.制程巡检检查表2.維修作業指導書3.不良品的區隔3.BOM表3.材料確認記錄表3.不合格品管理程序4.检验区照度值需达到600LUX4.零件位置圖 回焊炉作業1.回流焊接SMT1.預熱區升温速度(℃/S),小于3.0℃/S (40~150)℃1.回焊爐操作規範1.回焊爐製造1次/班1.首件1.回焊爐溫度曲線圖1.糾正預防管理程序2.炉温测试2.恒温时间(S):60~120sec(150~200)℃2.作業指導書2.電腦一套品保1次/2H2.隨機抽樣2.首件檢查記錄表2.機台調整3.回流时间(S):220℃以上维持(30~60)sec3.炉温参数对照表3.KIC炉温测试仪3.炉温使用记录表4.峰值温度(℃):最高温度(230~245)℃5.冷却斜率:1~5℃/S6.217~240℃升温斜率:0~1.5℃/S收板作業1.手动收板DIP1.機種標示(依SOP要求作業)1.收板作业规范1.静电筐/盒製造每批1.全檢1.制程巡检检查表1.糾正預防管理程序品保1次/2H2.随机抽样AOI檢測1.AOI自動檢查SMT1.AOI檢查程式1.作業指導書1.AOI製造每批1.全檢1.制程檢查記錄表1.糾正預防管理程序2.不良品管控2.零件位置圖2.条码扫描枪品保1次/2H2.隨機抽樣2.首件檢查記錄表2.維修作業指導書3.检验区照度值需达到600LUX3.静电筐3.制程巡检检查表3.不合格品管理程序4.参照不良样板4.放大镜Lable貼附1.Lable貼附位置DIP1.Lable內容核對1.作業指導書1.刀片製造每批1.全檢1.首件檢查記錄表1.糾正預防管理程序作業2.Lable外觀檢查2.Lable貼附位置確認2.標籤編碼原則品保1次/2H2.制程巡检检查表3.數量管控3.Lable是否有破損,翹起, 字跡不清等現象3.產品檢驗規範外观检验1.成品外觀檢查DIP1.外觀不良贓污,變形,零件破損,浮高,歪斜1.作業指導書1.放大鏡製造每批1.全檢1.首件檢查記錄表1.糾正預防管理程序2.成品錫面檢查2.LABEL外觀2.PCBA檢驗規範2.万用表品保1次/2H2.隨機抽樣2.制程巡检检查表2.維修作業指導書3.不良品的區隔3.罩板3.不合格品管理程序4.检验区照度值需达到600LUXFQC檢驗1.成品品質檢驗DIP1.成品檢驗1.作業指導書1.放大鏡品保每批1.成品檢驗程序1.成品檢驗報告1.糾正預防管理程序2.成品不良區隔與對策之擬定2.PCBA檢驗規範2.电脑 MIL-STD-105E2.重工單2.維修作業指導書3.機種履歷表3.成品檢驗程序3.条码扫描枪 LEVEL II3.产品标示卡3.不合格品管理程序4.序號管控4.罩板 Critical→ 0 5.检验区照度值需达到600LUX Major→0.4 Minor→0.65包裝作業1.成品包裝作業DIP1.機種名稱1.作業指導書1.纸箱製造每批1.糾正預防管理程序2.包裝方式,數量2.气泡袋3.外箱標示作業單位:品保部 3 OF 3異常處理[ 品 質 工 程 圖 ]相關程序.規範使用設備.儀器權責單位檢驗時機注:双面板作业先BOT面后TOP面,SMT流程相同(重复Step1-11)工程圖號工程名稱工程內容說明管制項目檢驗計劃
及標準
管制表單
[ 品 質 工 程 圖 ]
工 程 別
產品類別: PCBA 出货方式:整板出货 文件版本: 1.3 修改日期: 10/07/10
8
9
11
13
14
10
12
15
作業流程:雙面製程 文件編號 :QA-W-0103-6
工 程 管 制
工作
現場
成品入庫1.合格成品入庫作業倉庫1.機種,數量1.生產管理程序1.油壓車製造每批1.成品入庫單1.糾正預防管理程序
2.先進先出2.手推車2.产品标示卡
OQC檢驗1.成品品質抽樣檢驗SMT1.成品檢驗1.作業指導書1.放大鏡品保每批1.成品檢驗程序1.出貨檢驗報告1.糾正預防管理程序
2.成品不良區隔與對策之擬定2.PCBA檢驗規範2.电脑 MIL-STD-105E2.重工單2.維修作業指導書
3.成品庫存管理3.成品檢驗程序3.条码扫描枪 LEVEL II3.产品标示卡3.不合格品管理程序
4.機種履歷表 Critical→ 0
5.检验区照度值需达到600LUX Major→0.4
Minor→0.65
成品出貨1.成品出貨倉庫1.機種,數量1.成品出貨管理程序1.油壓車資材訂單1.销貨單1.糾正預防管理程序
2.出貨檢驗報告2.手推車2.出貨檢驗報告
3.出貨資料3.貨車
備注:
核准:林金宏
產品類別: PCBA 出货方式:整板出货 文件版本: 1.3 修改日期: 10/07/10
□:符號表示動作,處理,▽ :符號表示結束,◇:符號表示審查,檢驗 ,○:符號表示連接
审核:王俊民制定:袁柏
檢驗時機檢驗計劃及標準管制表單異常處理管制項目相關程序.規範使用設備.儀器權責單位 工 程 別工程
圖號
工程名稱工程內容說明
1
16
17