QC工程图格式范例
QC工程图范本2

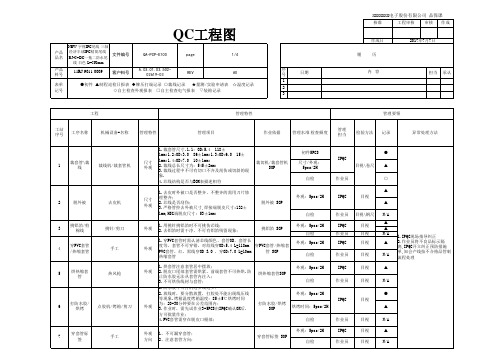
管理NO: I.QA-WI-094 B記号記号担当△No.○●担当10○●IQC20○○倉庫○作業者○40○作業者○无欠品50○作業者○无欠品60○作業者○无欠品70○作業者○无欠品80○作業者○无欠品90○作業者○无欠品100○作業者○无欠品110○作業者○无欠品120○作業者○无欠品130○作業者140○FQC○无装反、划伤150○作業者○无欠品160○ 作業者○无欠品170○作業者○无欠品180○ 作業者○无欠品190○作業者○弹力检查200○ FQC○无欠品210○ 作業者○无欠品220○作業者●组长230○ 作業者○ 240○作業者○无欠品250○作業者●组长260○作業者●组长电批扭力测试仪不具合发生时立即向组长、主管报告不具合发生时立即向组长、主管报告不具合发生时立即向组长、主管报告不具合发生时立即向组长、主管报告不具合发生时立即向组长、主管报告不具合发生时立即向组长、主管报告不具合发生时立即向组长、主管报告扭力確認T=2.5kgfcm±0.1两次/一天电批扭力测试仪有每日电批力矩确认表不具合发生时立即向组长、主管报告不具合发生时立即向组长、主管报告不具合发生时立即向组长、主管报告不具合发生时立即向组长、主管报告不具合发生时立即向组长、主管报告不具合发生时立即向组长、主管报告改定蔡蓉利2008-10-14工程、部品名:UBA-CASH BOX (标准) UBA-CASH BOX (IGT)<对象图番>代表图番:東莞東坑龍泉電子廠制定:2007年9月30日流程全数無全数無卡尺員数:型式:图版外観:寸法注文書:納品書頻度页码: 1/2改定理由改定理由改定担当全数全面修改無工程名、部品名工具·设备检查要图·略图管理項目点検項目管理水準IQC 成型品:板金:平行针部材管理全数無記録卡尺目視有目視記録類关连规格·仕样书·手顺书 及异常时的处理BOM表入出荷日記録先入先出依据作業指導書料件不能有变形,损件,混料等状况不可有左記不良现象每次有来料入库报验单入荷毎来料检查记录表来料入库报验单购入检查基准兼检查表不具合发生时立即向组长、主管报告作業指導書: I·PR-WI-001-01A搬送轴组件装配依据作業指導書组装到位不可有左記不良现象目視滑轮加工作業指導書:I·PR-WI-001-02B左导向加工依据作業指導書组装到位目視作業指導書:I·PR-WI-001-03B左导向投入依据作業指導書组装到位不可有左記不良现象目視作業指導書:I·PR-WI-001-04B齿轮5、右弹簧组装依据作業指導書组装到位不可有左記不良现象全数目視 压入治具無作業指導書:I·PR-WI-001-05AFQC外观检查依据检查基准书组装到位无欠品不可有左記不良现象全数目視 有FQC检查记录表检查基准書: I·QA-WI-078-002B推动轴装配依据作業指導書组装到位不可有左記不良现象全数目視無作業指導書:I·PR-WI-001-06C传送带装置依据作業指導書组装到位不可有左記不良现象全数目視無作業指導書:I·PR-WI-001-07A右导向加工依据作業指導書组装到位不可有左記不良现象作業指導書:I·PR-WI-001-08B全数目視無右导向装置依据作業指導書组装到位不可有左記不良现象全数目視無作業指導書:I·PR-WI-001-09A滑轮装置依据作業指導書组装到位不可有左記不良现象全数目視無作業指導書:I·PR-WI-001-10A机芯检查依据作業指導書要安装到位、无变形、欠品不可有左記不良现象全数 目視有检查日报表作業指導書:I·PR-WI-001-11B推连板组立依据作業指導書组装到位不可有左記不良现象全数目視無作業指導書:I·PR-WI-001-12B全数目視全数目視目視T=4kgfcm±0.1两次/一天电批扭力测试仪無PU架组立依据作業指導書组装到位不可有左記不良现象推板软胶组立依据作業指導書组装到位不可有左記不良现象作業指導書:I·PR-WI-001-16A全数目視無全数有检查日报表小机芯检查依据作業指導書安装到位、无变形、欠品不可有左記不良现象FQC外观检查依据检查基准书组装到位不可有左記不良现象全数目視有FQC检查记录表目視無作業指導書:I·PR-WI-001-17B不具合发生时立即向组长、主管报告無固定机芯依据作業指導書電批扭力動作確認,无欠品,组装到位不可有左記不良现象变速轮 推动板组装依据作業指導書组装到位不可有左記不良现象全数全数目視无组装到位不可有左記不良现象作業指導書:I·PR-WI-001-18B無全数目視装齿轮依据作業指導書组装到位,无欠品不可有左記不良现象全数目視無全数无固定控制杆依据作業指導書電批扭力動作確認全数无扭力確認T=2kgfcm±0.1两次/一天測定器橡胶轮必须全部装入轮槽30组装到位依据作業指導書装置滑轮盖依据作業指導書電批扭力動作確認控制杆加工依据作業指導書扭力確認有每日电批力矩确认表有每日电批力矩确认表不具合发生时立即向组长、主管报告作業指導書:I·PR-WI-001-13B不具合发生时立即向组长、主管报告不具合发生时立即向组长、主管报告作業指導書:I·PR-WI-001-15C作業指導書:I·PR-WI-001-14C不具合发生时立即向组长、主管报告不具合发生时立即向组长、主管报告不具合发生时立即向组长、主管报告检查基准書:I·QA-WI-078-001B不具合发生时立即向组长、主管报告不具合发生时立即向组长、主管报告不具合发生时立即向组长、主管报告作業指導書:I·PR-WI-001-19B不具合发生时立即向组长、主管报告作業指導書:I·PR-WI-001-22A作業指導書:I·PR-WI-001-20A作業指導書:I·PR-WI-001-21A捺印变更标志无漏盖不可有左記不良现象推连杆装配1QC 工程图承认张桃园蔡容利确认作成。
QC工程图样板格式
2、成型后外观不可有缺料、压伤套管、压伤线材 等不良现象;
成型SR(Y型) SOP
3、尺寸要求:120±2mm
外观:5pcs/2H 自检
外观/功能:
1.打端子铆高/铆宽/拉力需符合标准要求,参照
5pcs/2H
10
比剪芯线/ 半自动打端子机/比剪治 外观 SOP进行确认;
打端子
具/剪刀
尺寸 2.端子前端需平齐;
比剪芯线/打端子 SOP
外观/功能: 5pcs/2H
自检
11
检端子
放大镜
外观
1、打完后的端子必须全检; 2、端子不可有变形/露铜丝/功能区无铜丝/包胶/ 端子刮伤/卡点下陷/压着过高或过低.不良品分开 放置不可流入下工站;
检端子 SOP
外观:5pcs/2H 自检
12
穿套管/穿 HSG
手工
外观 功能
1、穿HSG过程中员工需严格区分芯线颜色顺序, 不可有线序穿错,端子穿不到位等不良现象; 2、端子穿入HSG后员工需检查是否有芯线单根受 力现象;
管 SOP
热缩套管
外观:5pcs/2H 自检
外观:5pcs/2H
自检
IPQC 作业员
IPQC
作业员
目视 目视 目视
目视
▲
▲
N/A 1.IPQC现场指导纠正
▲ 2.作业员将不良品标示隔 离,IPQC开立纠正预防措施
N/A
单,知会产线按不合格品管制 流程处理
1.烘套管注意套管居中摆放;
外观:5pcs/2H
IPQC
目视
▲
作业员
目视
N/A
IPQC
目视
▲
作业员
目视
N/A
简易版QC工程图范例
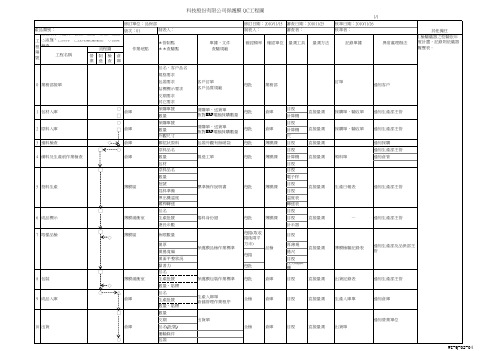
1/1 修訂單位:品保部 產品類别: 工 工程順序(進料、檢查、生產、分裝、檢查、出貨) 程 ○搬運‧△保存‧□品名數量確認‧◇品質檢查 编 流程圖 工程名稱 號 營業 制造 檢查 倉庫 作業地點 *管制點 **查驗點 品名、客戶品名 規格要求 0 業務部接單 包裝要求 貼標標示要求 交期要求 其它要求 1 包材入庫 ○ □ ○ 2 原料入庫 3 進料檢查 □ 4 備料及生產前作業檢查 □ ◇ ○ 倉庫 □ 倉庫 倉庫 倉庫 採購單號 數量 採購單號 數量 外觀尺寸 顆粒狀原料 原料品名 數量 包材 原料品名 數量 5 投料生產 薄膜區 批號 混料準備 押出機溫度 螺桿轉速 □ 6 成品標示 □ ◇ 薄膜緩衝室 品名 生產批號 總長米數 7 取樣品檢 薄膜區 魚眼數量 膜厚 膜捲寬幅 膜面平整狀況 黏著力 □ 8 包裝 ◇ ○ 9 成品入庫 □ 10 出貨 ○ 倉庫 △ 倉庫 薄膜緩衝室 品名 生產批號 數量、貼標 品名 生產批號 數量、貼標 數量 交期 品名(批號) 運輸條件 包裝 出貨單 全檢 倉庫 目視 直接量測 出貨單 通知營業單位 生產入庫單 倉儲管理作業程序 全檢 倉庫 目視 直接量測 生產入庫單 通知倉庫 保護膜包裝作業標準 每批 倉庫 目視 直接量測 出貨記錄表 通知生產部主管 保護膜品檢作業標準 每捲 每批 每捲(取收 捲後兩平 方米) 品檢 捲料身份證 每批 薄膜課 標準操作說明書 每批 薄膜課 製造工單 每批 薄膜課 包裝外觀有無破袋 每批 薄膜課 請購單、送貨單 核對ERP電腦採購數量 請購單、送貨單 核對ERP電腦採購數量 每批 倉庫 目視 計算機 目視 每批 倉庫 計算機 尺 目視 目視 計算機 目視 目視 電子秤 目視 目視 温度表 轉速表 目視 目視 計米器 目視 厚薄規 捲尺 目視 拉力測試機 直接量測 薄膜檢驗記錄表 通知生產部及品保部主 管 直接量測 — 通知生產部主管 直接量測 生產日報表 通知生產部主管 直接量測 領料單 直接量測 通知採購 通知生產部主管 通知倉管 直接量測 採購單、驗收單 通知生產部主管 直接量測 採購單、驗收單 通知生產部主管 客戶訂單 客戶品質規範 每批 業務部 訂單 通知客戶 單據、文件 查驗規範 確認頻率 確認單位 量測工具 量測方法 記錄單據 異常處理辦法 版次:01 制表人: 修訂日期:2010/11/15 審查日期:201011/25 制表人: 審查者: 核準日期:2010/11/26 核準者: 其他備註 1.檢驗儀器之校驗依年 度計畫,記錄則依儀器 履歷表。
QC工程图范本

/
印刷效果
染色
耐温性
纸塑结合力
塑面
定量
宽幅
Ruboff
离型纸
厚度 Coverage
常规离型力
老化离型力
QW-TE-02
±7
厚度仪
QW-TE-02
工艺单
QW-TE-02
≤3g/m2
QW-TE-01
对比样
QW-TE-02 QW-TE-01
电子天平 电子天平
目视 红色染料
首件
①通知生产调
整 ②通知QA主
《首件检验报 管 ③下一卷继
QW-TE-01
红色染料
AR1000拉力 仪
AR1000拉力 仪
每班2~3卷
/
通知QA主管请
成品检验 /
印刷效果
QW-TE-01
对比样
目视
定量 /
厚度
纸塑结合力
QW-TE-02
±5g/m2
电子天平
QW-TE-02
±7
厚度仪
QW-TE-02 QW-TE-01 拉力测试仪
通知QA主管请
《成品检验报 示上级 QP-TE-
±5/全幅偏差≤ 10g/m2
±7/全幅偏差≤ 14μm
电子天平 厚度仪
QW-TE-02 6±2/4±2 水分测试仪
通知QA主管
每10卷抽1卷
《进料检验报 表》
/
QW-TE-02
0
金属尺
暂无
拉伸强度
QW-TE-02
厂商COA
抗张测试仪
无
撕裂度
QW-TE-02
厂商COA 撕裂度测试仪
主剂
涂硅面 外观
QW-TE-02
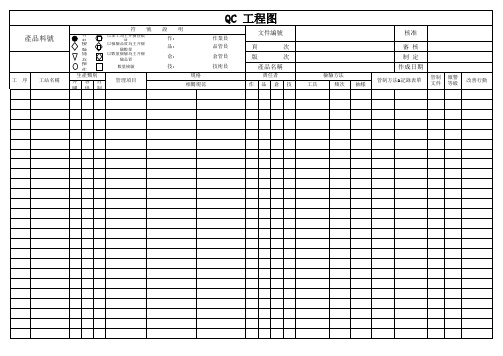
QC 工程图(模版)
工 序 工站名稱
材 料檢 驗儲 存操 作 生產類別 外客自 購供制
符號
以加工為主并檢查數 量
以檢驗品質為主并檢 驗數量
以數量檢驗為主并檢 驗品質
數量檢驗
管理項目
QC 工程图
說明 作: 品:
作業員 品管員
文件編號
頁
次
倉:
倉管員
版
次
技:
技術員
規格
相關規范
產品名稱
責任者 作品倉技
核准ห้องสมุดไป่ตู้
審核
制定
作成日期
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
工 序 工站名稱
生產類別 外客自
購供制
管理項目
規格 相關規范
責任者 作品倉技
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
CTQ
備 注:報警等級 1-通知主管﹐ 2-通知IPQC﹐工程師﹐生
產經理﹐3-通知總經理或總監
文
件
修
訂
履
歷
版本 1.0
修訂內容 新版發行
修訂者
日期
QC工程图 质量标准 文件格式

使用设备
贴
合 平
A车 B车 制糊间 贴合机
板
压 线 修 边
压 线 修边机
品 质 基 准 管理项目 管理基准 材质 依COR排程指定材质要求 6-11.5kg/cm2 A 楞楞高:4.5~5.0mm 空 气 2 楞型 B 楞楞高:2.5~3.0mm 6-8kg/cm 压 力 AB楞楞高:7.0~8.0mm 20± 10秒 纸色 每笔订单面纸纸色一致 粘 A.B车 度 贴合 面、底纸无起泡 25± 10秒 贴合 浆 A楞、B楞无贴合不良 胶化温度 59± 2℃ 糊 倍水率 3.0-3.6 三层弯曲度:≤12mm/m 糊温 35± 8℃ 平整度 五层弯曲度:≤18mm/m 段辘间隙 依不同材质而定 依作业单要求进行 类型 压线轮 压 深浅 依作业单要求进行,不可破裂 度 及压线不可过浅 1.0mm A、B 折片误差:± 楞 高度误差:± 2.0mm 依不同楞别进 线 尺寸 折片误差:± 1.5mm 行设定 AB楞 高度误差:± 2.0mm 修边刀 不可毛边 未压线一材对边不齐≤-10mm 修边 未压线多材对边不齐≤-6mm 有压线禁止修边不齐 多材修边修裁宽尺寸误差≤3mm
检查频率 测定方法
记 录
首件检查 依制程检 验管制程 序抽样计 划执行 目 视 卷 尺
平板制 程检验 记录表 平板检 验记录 表
首件 检查
卷 尺
平板制 程检验 记录样计 划执行
目 视
反 折
瓦楞包装 QC工程图
□ 管制文件 □ 非管制文件 工 程 制造工程流程 名 平 板 组
作
业
标
准
管
书
理 办 法
名称:QC工程表 设 备 管理项目 蒸汽压力
文件编号 版 次 页 数
QC工程图(模版)

管制频率
100%
管制方法
管制/检验表单
改善措施
相关规程
2
IQC
分光仪、抛光机
品管
材质 ,材料成分
抽检
按原料抽检计 划
如有不符,仓管员将该信息即 将物料请购单与送货单及入库单 <进料检验和试验控制程序> <请购单>,<送货单> 时反馈至计划部,由采购员通 进行核对物料暂收,存放规划 、<仓库管理程序> 知供方进行更改 <进料检验记录表> 如来料品质异常,IQC即开出 、 <进料检验管理程序>、<不 依据进料检验规范、物料技术规 品质异常处理单,并交由计划 <光谱分析测试报告 合格品管理程序>、<标识与 范书对来料进行检验和验证 部/采购,通知供方提出纠正与 > 可追溯性管理程序> 预防措施 <不合格评审单> 依据<仓库管理程序>对库存物料 进行管理,如防潮/火/水/盗,并做 账、物、卡管理, 库存期、库存量 控制 按领料单对原材料进行必要的核 对 如有不符,仓管员将该信息即 <仓库管理程序>、<标识与 时反馈至计划部,由采购员通 可追溯性管理程序> 知供方进行更改 如有单据不齐不给予领料作 业,并及时提报相关主管协助 解决
*****有限公司
QC工程图(铸造本体全工序)
文件编号 JL-Q-** 版次 A.0
制订日期
2015/11/18
修订日期
2015/12/20
流程图
项 次
1
品质工程管制
权责 重点管制特性 / 管制 单位 项目 类别
仓管 物料请购清单/BOM 称量 目视
QC工程图范本

IQC
抽样检验按 YLN-WI-008-A0 抽样计划作业 指导书
1.测试仪器 2.游标卡尺 3.目视
1.将不良品留样 2.发《进料异常处 理单》给相关部门 3.跟踪处理结果
五金件进料→暂放→检验
进料检验
1.外观 2.尺寸 3.包装/标示 4.适配
《进料检验作业 规范》 零件规格书
1.进料检验记录 2.尺寸原始记录
抽样检验按IQC来自YLN-WI-008-A0 1.游标卡尺 抽样计划作业 2.目视
指导书
1.将不良品留样 2.发《进料异常处 理单》给相关部门 3.跟踪处理结果
流程图
工序名称
管制重点
作业标准
记录方法
责任人员
检验频率
检验方式
异常处理
生产领料→核对物料→材 料上线
领料
1.标识 2.包装
依照《BOM》表 领料记录表单
表》
SMT组长/工艺
序)
3.贴片效果确认
4.机器保养记录
1.核对8段炉温设置
SMT
值/实际值是否与 SOP相符 2.炉温曲线是否与 产品型号相符
《作业指导书》 《炉温曲线》 《回流焊保养作 业指导书》
《巡检记录报告》 《回流焊保养记录 表》
作业员 IPQC SMT组长/工艺
3.机器保养记录
1.核对机器贴片程
作业员 IPQC 工艺
3.机器保养记录
作业员全检 IPQC.2H/510Pcs
自检 巡检 监管
作业员全检 PQC.2H/510Pcs
自检 巡检 监管
IPQC.2H/510Pcs
自检 巡检 监管
1.将不良品区分 2.指导员工作业 3.发《品质异常处 理单》给相关部门
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
/
/ 目视
/
生产WI WI-KOD-420
◎
ORB A
生产
内
△
按作业WI要求操作,各部 依据 全 品外观良好.组装正确 生产WI 数
/
/ 目视
/
生产WI WI-KOD-420
◎
ORB A
说明:A---废弃物 B---清洁污水 C---噪音 D---废气 E---废油料
MMQP-1002-08 [ A ]
/
/ 目视
/
生产WI WI-KOD-420
◎
ORB A
16
组装梯形
件
电批
17
组装长弹弓 (二)
夹具
生产
内
△
按作业WI要求操作,各部 品外观良好.组装正确
依据 生产WI
全数
/
电批扭 / 目视 力记录 生产WI WI-KOD-420
表
◎
QC Process Chart
顾客名 Kodak
Product name
变更日期 22-Apr-10
记号 1
FG19-CGB24-00
Processing (加工) 变更内容
新订
文件编号
Issue number(版本)
A
Method of presentation(方法介绍)
Assembly (组装)
环境 因素
担当 方法
◎
ORB /
说明:A---废弃物 B---清洁污水 C---噪音 D---废气 E---废油料
MMQP-1002-08 [ A ]
第1页、共9页
品名 机械工程图 工程名
工程
使用设备
区分 生产
内/外 内
品质管理项目
品质特性(Ⅱ)
规格
品质管理方式
检查间隔
初期(Ⅰ)
定期
测定方 法和量
依据 生产WI
全数
/
/ 目视
/
生产WI WI-KOD-420
◎
ORB A
生产
内
△
按作业WI要求操作,各部 品外观良好.组装正确
依据 生产WI
全数
/
/ 目视
生产WI WI-KOD-420
◎
ORB A
生产
内
△
按作业WI要求操作,各部 品外观良好.组装正确
依据 生产WI
全数
/
电批扭 / 目视 力记录 生产WI WI-KOD-420
担当
Inspection (检查)
确认
承认
责任者
2
3
责任者
4
◎
5
责任者
6
区分
内/外
IQC 检查
内
7
品质管理项目
品质特性(Ⅱ)
规格
外观 尺寸 功能 RoHS检测
依据 IQC WI / 检验
标准 RoHS检测 依据KOD
标准
品质管理方式
检查间隔
初期(Ⅰ)
定期
n 者(Ⅲ)
n/间隔
者 (Ⅲ)
○ ANSI/ASQC
Product name 作成 生产确认
FG,Dental Arm(B24)
工程确认
承认
注意: (1)作业开始时 、治具工具交换时 、作业员交代时。 (2)重要管制项 目用" "特别指 出。
制造部门 品质部门
工程部门
作业者 △
作业者 ○
作业者
工程
品名 机械工程图 工程名
使用设备
1
IQC检查
IQC检验台
介子嵌
生产
内
△
按作业WI要求操作,各部 依据 全 品外观良好.组装正确 生产WI 数
/
/ 目视
/
生产WI WI-KOD-420
◎
ORB A
生产
内
△
按作业WI要求操作,各部 依据 全 品外观良好.组装正确 生产WI 数
/
/ 目视
/
生产WI WI-KOD-420
◎
ORB A
生产
内
△
按作业WI要求操作,各部 依据 全 品外观良好.组装正确 生产WI 数
Z1.4 G=II
AQL0.65(外
观)C=0
smpling
/
/
plansAQL4.0 (其它)
RoHS测试:
按《环保物
料抽样指引
》规定之周
期。
测定方 法和量
具
记录 方式
目视 卡尺 投影仪 角度规 高度规 塞尺 牙规 XRF
IQC 检 验报告 RoHS检 测报告
关联规定类
名称
番号
IQC WI
/
异常处理
表
◎
ORB
A D
说明:A---废弃物 B---清洁污水 C---噪音 D---废气 E---废油料
MMQP-1002-08 [ A ]
第2页、共9页
品名 机械工程图 工程名
工程
使用设备
6
碑轴杯
士
碑机
区分 生产
内/外 内
品质管理项目
品质特性(Ⅱ)
规格
品质管理方式
检查间隔
初期(Ⅰ)
定期
测定方 法和量
n 者(Ⅲ) n/间隔
/
/ 目视
/
生产WI WI-KOD-420
◎
ORB A
生产
内
△
按作业WI要求操作,各部 依据 全 品外观良好.组装正确 生产WI 数
/
目视 /
/
生产WI WI-KOD-420
◎
ORB A
说明:A---废弃物 B---清洁污水 C---噪音 D---废气 E---废油料
MMQP-1002-08 [ A ]
第3页、共9页
品名 机械工程图 工程名
工程
使用设备
长弹弓
11
涂油
涂油设备
12
组装长弹弓
(一)
夹具
区分 生产
内/外 内
品质管理项目
品质特性(Ⅱ)
规格
品质管理方式
检查间隔
初期(Ⅰ)
定期
测定方 法和量
n 者(Ⅲ) n/间隔
者 (Ⅲ)
具
记录 方式
△
按作业WI要求操作,各部 依据 全 品外观良好.组装正确 生产WI 数
第4页、共9页
品名 机械工程图 工程名
工程
使用设备
锁螺丝
15
(1)
六角螺丝 批
区分 生产
内/外 内
品质管理项目
品质特性(Ⅱ)
规格
品质管理方式
检查间隔
初期(Ⅰ)
定期
测定方 法和量
n 者(Ⅲ) n/间隔
者 (Ⅲ)
具
△
记录 方式
关联规定类
名称
番号
异常处理
环境 因素
担当 方法
按作业WI要求操作,各部 依据 全 品外观良好.组装正确 生产WI 数
/
/ 目视
/
关联规定类
名称
番号
生产WI WI-KOD-420
异常处理
环境 因素
担当 方法
◎
ORB A
生产
内
△
按作业WI要求操作,各部 依据 全 品外观良好.组装正确 生产WI 数
/
目视 /
/
生产WI WI-KOD-420
◎
ORB A
组装弹簧调
13
节件
马达
(一)
14
组装弹弓
胶座
涂油笔
生产
内
△
按作业WI要求操作,各部 依据 全 品外观良好.组装正确 生产WI 数
者 (Ⅲ)
具
△
记录 方式
关联规定类
名称
番号
异常处理
环境 因素
担当 方法
按作业WI要求操作,各部 依据 全 品外观良好.组装正确 生产WI 数
/
/ 目视
/
生产WI WI-KOD-420
◎
ORB A
焊接手臂A上 螺丝
手工
7
铝铸件B刻字
8
及测试螺丝 孔
刻字笔 电批
组装右后手臂
9
组件
介子嵌
10
组装三角珍 组件
n 者(Ⅲ) n/间隔
者 (Ⅲ)
具
△
记录 方式
关联规定类
名称
番号
异常处理
环境 因素
担当 方法
碑轴承套
碑机
2
按作业WI要求操作,各部 品外观良好.组装正确
依据 生产WI
全数
/
/ 目视
/
生产WI WI-KOD-420
◎
ORB A
大轴组件
3
组装1
介子嵌
4
大轴组件
组装2
介子嵌
5
组装梯形
组件
电批
生产
内
△
按作业WI要求操作,各部 品外观良好.组装正确