品质工程图
合集下载
品质工程图

试验室测试人员
流程卡 试验报告
通知部门主管处理
异常料品改善检讨书
焊接
焊接材料
CO2焊机 氩弧焊机 点焊机 打磨机 锉刀
3.焊接尺寸
作业员 全检
流程卡
通知部门主管处理
4.打磨外观 5.平面度 1.螺纹是否攻错
钳工
毛刺刀 锉刀 钻头 丝攻
攻丝机 钻床
2.外观
全检 作业员 流程卡 通知部门主管处理
3.螺纹是否通顺 1.尺寸 2.角度 3.外观 1.外观
执行者
IQC
控制图表
检验记录 材
下料
1.尺寸 2.外观 1.尺寸 2.压铆扭力,推力 1.折弯尺寸,角度 2.外观 1.焊接(点焊)强度 2.外观
LASER QC 作业员
流程卡
通知部门主管处理
冲压
作业员
流程卡
通知部门主管处理
全检 2次/天 依流程卡规定频 率
作业员
规格/标准
白色铬酸盐100H; 黄色铬酸盐168H 依客户要 求为标准 依客户要 求为标准 依客户要 求为标准 180ºC~200ºC 30~60分钟无 裂纹,起泡,剥落现象 依客户标准
检验方法
盐雾试验 目视 膜厚计 盐雾试验 高温箱试验 目视 目视 膜厚计 光泽计 色差计 百格测试 酒精测试 盐雾试验 冲击试验 铅笔测试 卡尺/检具 角度尺 目视 目视 目视 目视 目视 扭力检测仪 目视 目视
搏欧特精密钣金科技有限公司
品质检验流程图
流程图 工序安排
进料检验 剪床 LASER NCT 冲床 压铆机 折弯 折床
使用材料
使用设备
检验项目
1.尺寸 2.外观 3.材质证明
规格/标准
1.依图面; 2.进料检验作业指导书 依客户要求 标准或GB 依展开图面 SOP,图面 SOP,图面 压铆扭力,推力标准 依SOP,图面 依客户要求标准 不得漏焊,虚焊 1.焊道大小符合图面要求 2.焊接位置符合图纸要求 3.焊接尺寸符合图面要求 打磨需平整,无明显手感或凹 凸现象,不得漏打磨 依SOP,图面要求 依图面规格 1.不得漏攻牙 2.表面不得有刮伤 用M6以下用螺纹规检测,通 规通,止规止;M6以上用螺丝 实配检验. 依CHECK LIST 依SOP/SIP 铬化外观检验指导书 <0.9W/㎜
流程卡 试验报告
通知部门主管处理
异常料品改善检讨书
焊接
焊接材料
CO2焊机 氩弧焊机 点焊机 打磨机 锉刀
3.焊接尺寸
作业员 全检
流程卡
通知部门主管处理
4.打磨外观 5.平面度 1.螺纹是否攻错
钳工
毛刺刀 锉刀 钻头 丝攻
攻丝机 钻床
2.外观
全检 作业员 流程卡 通知部门主管处理
3.螺纹是否通顺 1.尺寸 2.角度 3.外观 1.外观
执行者
IQC
控制图表
检验记录 材
下料
1.尺寸 2.外观 1.尺寸 2.压铆扭力,推力 1.折弯尺寸,角度 2.外观 1.焊接(点焊)强度 2.外观
LASER QC 作业员
流程卡
通知部门主管处理
冲压
作业员
流程卡
通知部门主管处理
全检 2次/天 依流程卡规定频 率
作业员
规格/标准
白色铬酸盐100H; 黄色铬酸盐168H 依客户要 求为标准 依客户要 求为标准 依客户要 求为标准 180ºC~200ºC 30~60分钟无 裂纹,起泡,剥落现象 依客户标准
检验方法
盐雾试验 目视 膜厚计 盐雾试验 高温箱试验 目视 目视 膜厚计 光泽计 色差计 百格测试 酒精测试 盐雾试验 冲击试验 铅笔测试 卡尺/检具 角度尺 目视 目视 目视 目视 目视 扭力检测仪 目视 目视
搏欧特精密钣金科技有限公司
品质检验流程图
流程图 工序安排
进料检验 剪床 LASER NCT 冲床 压铆机 折弯 折床
使用材料
使用设备
检验项目
1.尺寸 2.外观 3.材质证明
规格/标准
1.依图面; 2.进料检验作业指导书 依客户要求 标准或GB 依展开图面 SOP,图面 SOP,图面 压铆扭力,推力标准 依SOP,图面 依客户要求标准 不得漏焊,虚焊 1.焊道大小符合图面要求 2.焊接位置符合图纸要求 3.焊接尺寸符合图面要求 打磨需平整,无明显手感或凹 凸现象,不得漏打磨 依SOP,图面要求 依图面规格 1.不得漏攻牙 2.表面不得有刮伤 用M6以下用螺纹规检测,通 规通,止规止;M6以上用螺丝 实配检验. 依CHECK LIST 依SOP/SIP 铬化外观检验指导书 <0.9W/㎜
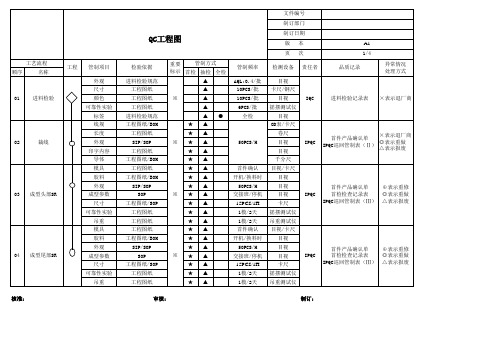
数据线产品品质控制计划样板(QC工程图)
文件编号
制订部门
制订日期
版本
A1
页次
1/4
检测设备 责任者
品质记录
异常情况 处理方式
目视 卡尺/钢尺
目视 摇摆测试仪
目视 OD表/卡尺
卷尺 目视 目视 千分尺 目视/卡尺 目视 目视 目视 卡尺 摇摆测试仪 吊重测试仪 目视/卡尺 目视 目视 目视 卡尺 摇摆测试仪 吊重测试仪
IQC IPQC IPQC IPQC
★▲
★▲
※★▲
★▲
★▲
★▲
★▲
★▲
※★▲
★▲
★▲
★▲
★▲
★▲
★▲
※★▲
★▲
★▲
★▲
管制频率
AQL:0.4/批 10PCS/批 10PCS/批 6PCS/批 全检
50PCS/H
首件确认 开机/换料时
50PCS/H 交接班/停机
15PCS/1H 1模/2天 1模/2天 首件确认 开机/换料时 50PCS/H 交接班/停机 15PCS/1H 1模/2天 1模/2天
★
※
●
★
★▲ ※
★▲
★
※
●
★
★▲
※★▲
★▲
★
※
●
★
★▲
★▲
★▲
★▲
★▲ ※
★▲
★▲
管制频率 50PCS/H 50PCS/H 50PCS/H 50PCS/H 50PCS/H 50PCS/H 3PCS/天 50PCS/H
文件编号
制订部门
制订日期
版本
A1
页次
2/4
检测设备 责任者
品质记录
异常情况 处理方式
PCBA贴片质量QC工程图
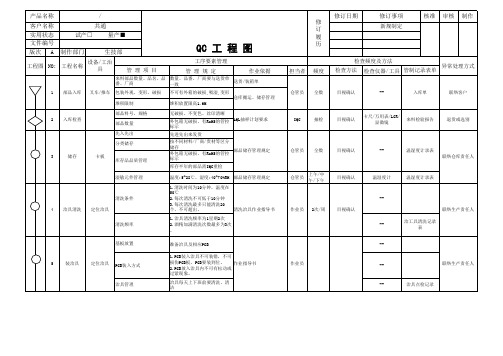
产品名称
/
客户名称
共通
实用状态
试产□ 量产■
文件编号 版次 A 制作部门
生技部
QC 工 程 图
工程图
NO:
工程名称
设备/工治 具
管理项目
工序要素管理 管理规定
作业依据
来料部品数量、品名、品 番、厂商
数量、品番、厂商要与送货单 一致
送货/装箱单
1 部品入库 叉车/推车 包装外观、变形、破损 不可有外箱的破损,吸湿,变形
检查方法 检查仪器/工具 管制记录表单
仓管员 全数
目视确认
--
入库单
联络客户
IQC
抽检
目视确认
卡尺/万用表/LCR/ 显微镜
来料检验报告
退货或选别
仓管员 全数
目视确认
仓管员
上午/中 午/下午
目视确认
作业员 2次/周 目视确认
作业员
--
温湿度计录表
联络仓库责任人
温湿度计
温湿度计录表
-联络生产责任人
--
作业员 全数
目视确认
检查日报表
联络品质责任人
现品票
FQC
全数
目视确认
检查日报表
联络品质责任人
现品票
封箱器、胶纸座
现品票
作业员 全数
目视确认
包装数量记录表 联络生产责任人
--
--
--
--
OQC检查报表 出货现品票
OQC
抽检
目视确认
显微镜
联络品质责任人
产品名称
/
客户名称 实用状态 文件编号 版次 A
共通 试产□ 量产■
修订日期 修 订 履 历
/
客户名称
共通
实用状态
试产□ 量产■
文件编号 版次 A 制作部门
生技部
QC 工 程 图
工程图
NO:
工程名称
设备/工治 具
管理项目
工序要素管理 管理规定
作业依据
来料部品数量、品名、品 番、厂商
数量、品番、厂商要与送货单 一致
送货/装箱单
1 部品入库 叉车/推车 包装外观、变形、破损 不可有外箱的破损,吸湿,变形
检查方法 检查仪器/工具 管制记录表单
仓管员 全数
目视确认
--
入库单
联络客户
IQC
抽检
目视确认
卡尺/万用表/LCR/ 显微镜
来料检验报告
退货或选别
仓管员 全数
目视确认
仓管员
上午/中 午/下午
目视确认
作业员 2次/周 目视确认
作业员
--
温湿度计录表
联络仓库责任人
温湿度计
温湿度计录表
-联络生产责任人
--
作业员 全数
目视确认
检查日报表
联络品质责任人
现品票
FQC
全数
目视确认
检查日报表
联络品质责任人
现品票
封箱器、胶纸座
现品票
作业员 全数
目视确认
包装数量记录表 联络生产责任人
--
--
--
--
OQC检查报表 出货现品票
OQC
抽检
目视确认
显微镜
联络品质责任人
产品名称
/
客户名称 实用状态 文件编号 版次 A
共通 试产□ 量产■
修订日期 修 订 履 历
品质保证工程图
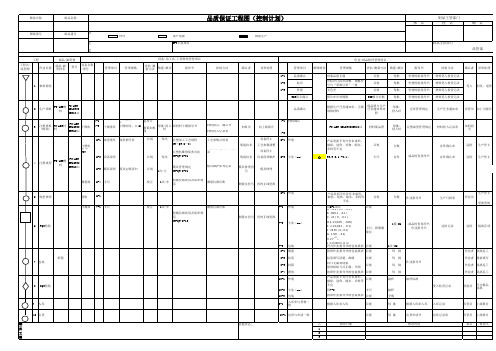
8-1 数量 纸箱 7 包装 8-3 封箱 8-4 摆放 10-1 8 OQC检验 10-2 10-3 9 入库 9-1 寸法(mm) 包装 入库单与货物一 致 外观 8-2 标签
按照作业指导书的包装要求 目视 产品表面不允许有未成形, 目视 破损,划伤、缩水、多料等 不良 同7-2 卡尺 按照作业指导书的包装要求 目视 根据入库单入库 目视
承
认
制品主管部门 检 认
确
认
图纸番号
制品番号
制品主管部门
品管部
工程 工程名/ 流程图 作业名称
部品/副资材 部品/副 资材名 型号
控制方法 材料受入检查记录 材料受入检查记录 材料受入检查记录 材料受入检查记录
确认者
异常处理
1
来料检验
1-2 1-3
受入
拒收、退货
2
生产领料
PC/ABS PC/ABS材 GELG900 料 0BK1044 4-1 4-2 干燥条件 干燥温度:≧100 温度计 ℃ 干燥时间:≧4H 最低加料 每批/投入 原材料干燥指导书 时 线 成型条件表 目视 每次 注塑加工工艺规程 YR—QW/G—04 注塑机维修保养办法 YR-QW/G-21
模具修理
测量器
5-4 卡尺
校正
1次/年
测量仪器台账
测量室担当
再校正或更换 6-1 外观 产品表面不允许有未成形, 破损,划伤、缩水、多料等 不良 同6-1项目
A. 39.9(0.1,-0.1) B 30(0.1,-0.1) C. 23(0,-0.1)
5
料把修理
剪钳 计测器
6-1
生产停止 目视 目视 全数 作业指导书 生产日报表 作业员 更换剪钳
品质工程图系列
物料编号、代码 物料编号、代码 作业指导书 胶水使用标准 作业指导书
目视 目视 目视 目视 目视
作业指导书 物料编号、代码 作业指导书 胶水使用标准 见作业指导书
▼
目视 目视 目视 目视
防尘布
29 30 31
初版发行 记 事
支架涂防尘布胶 贴防尘布
布胶机或注射 作业指导书、巡检记录表、浓 器 度卡、胶水使用标准 镊子 作业指导书、巡检记录表 结构清单 记 作业指导书、巡检记录表 作业指导书、巡检记录表、
组长、助理 作业员 组长、 QC 检查员 组长、 QC 检查员 组长、 QC 检查员 组长、 QC 作业员 组长、 QC 检查员 组长、 QC 检查员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 组长、 QC
收货及自然干燥 托盘或吸塑盒 初版发行 记 事 年月 担当 记 事
年月日
担当
图
作业员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 组长、助理 作业员 组长、 QC
万用表 剪刀目视 卡尺 直流电源 目视 万用表 剪刀目视 卡尺 直流电源 目视 目视 电子秤 浓度卡 目视
5~ 10Pcs
作业始 1次 /2H 每批
隔离、全检
作业员 组长、 QC 作业员 组长 作业员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 作业员 组长、 QC 组长、助理
电镀制程质量QC工程图

电镀制程质量流程图(QC FLOW CHART)
产品 名称
全金/半金镍
工程 名称 管理项目
核准 规格设定值
审核
生产 设备
检验项目
1 素材标示 1 素材是否与标示单内容相符
1 料号
01
素
2
包装确认 2
包装无破损,数量无短少, 方向是否正确
材
投 入
3
素材外观 3
是否有压伤、歪针、S形、 污脏、严重氧化及毛边
1 清洁 水
洗 2 水刀
1 水质是否清洁 2 水刀口是否对准导电棒
1水洗槽 1 清洁 2水刀 2 水刀
水质清洁
1次/2Hr
水刀口对准导电棒进行清洁 1次/2Hr
目视
1.技术员 《电镀作业指导书》
2.技术员
生产管理/生产 日报
自主检查表
更换 水洗
1 温度
1 60±10℃
03 电 2 浓度
解 脱 3 比重 脂 4 电压
检验 频率
检验 设备
检验规范
责任者
E化路径
记录窗体
异常 处理
素材品名、规格正确、无混 料,有合格标示
1次/1R
包装无破损,数量无短少, 方向正确
1次/1R
无压伤、歪针、S形、污脏、 严重氧化及毛边
1次/1R
依生管排配作业
确实执行设备保养并如实填 写记录
1次/4Hr
《过程检验作业程序 》
1.作业员
生产管理/生产
自主检查表 生产派工单
《过程检验作业程序 》
2.作业员
日报 仓库管理/客户
PQC质量异常处理单
目视 投影机 《过程检验作业程序
》
来料登记
产品 名称
全金/半金镍
工程 名称 管理项目
核准 规格设定值
审核
生产 设备
检验项目
1 素材标示 1 素材是否与标示单内容相符
1 料号
01
素
2
包装确认 2
包装无破损,数量无短少, 方向是否正确
材
投 入
3
素材外观 3
是否有压伤、歪针、S形、 污脏、严重氧化及毛边
1 清洁 水
洗 2 水刀
1 水质是否清洁 2 水刀口是否对准导电棒
1水洗槽 1 清洁 2水刀 2 水刀
水质清洁
1次/2Hr
水刀口对准导电棒进行清洁 1次/2Hr
目视
1.技术员 《电镀作业指导书》
2.技术员
生产管理/生产 日报
自主检查表
更换 水洗
1 温度
1 60±10℃
03 电 2 浓度
解 脱 3 比重 脂 4 电压
检验 频率
检验 设备
检验规范
责任者
E化路径
记录窗体
异常 处理
素材品名、规格正确、无混 料,有合格标示
1次/1R
包装无破损,数量无短少, 方向正确
1次/1R
无压伤、歪针、S形、污脏、 严重氧化及毛边
1次/1R
依生管排配作业
确实执行设备保养并如实填 写记录
1次/4Hr
《过程检验作业程序 》
1.作业员
生产管理/生产
自主检查表 生产派工单
《过程检验作业程序 》
2.作业员
日报 仓库管理/客户
PQC质量异常处理单
目视 投影机 《过程检验作业程序
》
来料登记
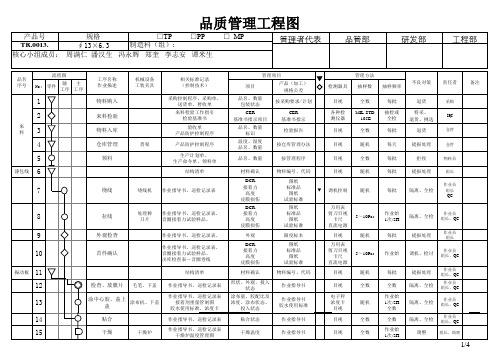
产品品质工程图
instruction
3.缺件
Missing parts
Placement defect
1.100 个全数 2.PPK
4☆Mark.
1.1 个 1.100 个连续
1. 目视 Visual
1.锡膏测厚
1.首件记录表
IPQC
仪
1.锡膏测厚 仪
2.VARIABLE CAPABILITY
IPQC
1.贴片作业
1. 目视 Visual 2.套版 Sleeve sheet
1.10 倍放大 1.PCBA 检查作业指 1. SMT 目检记录表 1.在线检验员
镜
导书
SMT inspection Inspector
10X
PCBA workmanship record
2.QC 巡检员
magnifier standard
样本数 Sampling Plan
质量管理 Quality Control
检验方式 使用设备 Insp. Method Use.facility
检验依据 Insp. std
检验记录 Insp. Record
NO.10
收料 Receiving
1.原物料成品收发储存保管程 式
Material &product receive storage control procedure
4.钢板编号
Solder paste No. 5.钢板厚度
Solder paste 6.钢板版本:
Steel screen Version:
7.刮刀压力:
Squeegee pressure:
8.刮刀速度:
Squeegee speed:
1.锡膏测 厚仪 Solder thickness measure machine
品质工程图
每个最小包装
需真空包的物料有真空包
装
ESD设施点检 表
IQC
ESD设施点检 表
QE
ESD设施点检 表
QE
收料单
仓管员
产品防护管理程序 产品防护管理程序 产品防护管理程序
仓库管理程序
与收料单数量相符
目视、计数器
每个最小包装 收料单
仓管员 仓库管理程序
与BOM一致
目视
每个最小包装
进料检验记录 表
IQC
IQC来料作业指导书
入库单
仓管员/ 物料员
锡膏管制作业指导书 锡膏管制作业指导书
入库标签
物料员 锡膏管制作业指导书
锡膏搅拌记录 表
产线组长
锡膏管制作业指导书
锡膏搅拌记录 表
产线组长
锡膏管制作业指导书
编号、厚度 外观检查
与SOP要求一致 如变形、破损
目视 目视
每张 每张
钢网验收标 钢网验收标
SMT工程 钢网管理作业指导书 SMT工程 钢网管理作业指导书
2连片/2小时
2连片/2小时 2连片/2小时 2连片/2小时 2连片/2小时 每班 每班
炉后目检报表 /IPQA巡检报 表
生产目检 /IPQA
炉后作业指导书/IPQA作 业规范
炉后目检报表 /IPQA巡检报 表炉后目检报表 /IPQA巡检报 表炉后目检报表 /IPQA巡检报 表
生产目检 /IPQA
生产目检 /IPQA
目视
电源电压
按下载作业指导书要求 目视
夹具验证
按下载作业指导书要求 目视
23
写号/蓝牙、 WIFI地址
写号工具版本
对应工单信息表
号段、地址是否有 误
品质工程图
QC工程图
品質特性規範 Quality Character
Standards
檢驗方法或量具 Inspection Method
表示溫度
Sampling
頻度
Frequency 1回/每次進出材料時
管理方法
判定 Criteria
MD3040 Shown Temp.
Once/When material out and in
Oven
生產設備 Equipment
管理區分 Management
Devision
管理點 點檢項目 Checking
工程管理标准
烤箱
Engineering Management
oven 清洁烤箱
管理項目 Managing
FU JIAN FU SHUN SEMICONDUCTOR MANUFACTURE CO.,LTD
如有不良该片进行全检
5 Area×5PCS=25PCS
If NG, must Insp. All
目視(5-90倍显微镜)
1回/Lot
Visual Insp.
Per Lot
(Amp. microscope× 5~90)
1.2~1.5MΩ 1.2~1.5MΩ 0:1
0收1退
目视 Visual Insp.
实务担当者 person
in charge QA工程師 QA. Eng.
设备工程师 Equip. Eng.
制造领班 Prod. Leader
Die切割分离 Die Saw Isolation
自主检验 Self Insp.
Die Saw 管理 Die Saw Management 纯水纯度 D.I Water
品质工程图QCP
GET-ED-CP036
文件编号 版 次 A 反应计划
退料重领 《原材料裁切首件确认单》 《制程巡检报记录表》 重新开料/封版印刷 隔离/挑选/报废 换料 返工/隔离/挑选/ 报废 重新设置 《电容屏印刷首件确认表》 《制程巡检报记录表》 重新设置 重新调整印刷参数 重新调整烘拷时间 对设备进行检修 换料 返工/隔离/挑选/ 报废 更换灯管 《电容屏印刷首件确认表》 《制程巡检报记录表》
外观 外观 尺寸
目测 目测 卡尺 功率 速度 时间 目测 目测 计时器
5PCS 5pcs 5pcs NA NA
《电容屏组合首件确认单》 《制程巡检报记录表》
裁 切
19
下外形
镭射机
自检/首件/巡 检
《电容屏镭射首件确认单》 《制程巡检报记录表》
脱 泡
20
半成品脱泡
脱泡机
温度
温度控制器
NA
自检/巡检
《电容屏产品脱泡记录表》
文件编号 版 次 A 反应计划
重新设定酸槽温度 重新配置酸液 重新设定酸槽速度 重新设定压力 重新设定压力 返工/隔离/挑选/ 报废 重新调整蚀刻参数 重新调整蚀刻参数 退料重领 《电容屏印刷首件确认表》 《制程巡检报记录表》 隔离/挑选/修补/ 报废 隔离/挑选/报废 重新烘烤/报废 重新烘烤/报废 重新调整烘拷时间 对设备进行检修 重新调整印刷参数
时间 设定温度 压力 外观 恒温时间 实际温度 压力 压头大小 拉力
产品、过程规范、公差
控制方法 评价测量 抽样 检验频率 技术 数量
计时器 温度控制器 压力表 放大镜 计时器 温度测试仪 压力表 卡尺 拉力计 5PCS NA NA NA 每批 次 5PCS 自检、首件 自检 首件 NA 自检、首件/ 巡检
文件编号 版 次 A 反应计划
退料重领 《原材料裁切首件确认单》 《制程巡检报记录表》 重新开料/封版印刷 隔离/挑选/报废 换料 返工/隔离/挑选/ 报废 重新设置 《电容屏印刷首件确认表》 《制程巡检报记录表》 重新设置 重新调整印刷参数 重新调整烘拷时间 对设备进行检修 换料 返工/隔离/挑选/ 报废 更换灯管 《电容屏印刷首件确认表》 《制程巡检报记录表》
外观 外观 尺寸
目测 目测 卡尺 功率 速度 时间 目测 目测 计时器
5PCS 5pcs 5pcs NA NA
《电容屏组合首件确认单》 《制程巡检报记录表》
裁 切
19
下外形
镭射机
自检/首件/巡 检
《电容屏镭射首件确认单》 《制程巡检报记录表》
脱 泡
20
半成品脱泡
脱泡机
温度
温度控制器
NA
自检/巡检
《电容屏产品脱泡记录表》
文件编号 版 次 A 反应计划
重新设定酸槽温度 重新配置酸液 重新设定酸槽速度 重新设定压力 重新设定压力 返工/隔离/挑选/ 报废 重新调整蚀刻参数 重新调整蚀刻参数 退料重领 《电容屏印刷首件确认表》 《制程巡检报记录表》 隔离/挑选/修补/ 报废 隔离/挑选/报废 重新烘烤/报废 重新烘烤/报废 重新调整烘拷时间 对设备进行检修 重新调整印刷参数
时间 设定温度 压力 外观 恒温时间 实际温度 压力 压头大小 拉力
产品、过程规范、公差
控制方法 评价测量 抽样 检验频率 技术 数量
计时器 温度控制器 压力表 放大镜 计时器 温度测试仪 压力表 卡尺 拉力计 5PCS NA NA NA 每批 次 5PCS 自检、首件 自检 首件 NA 自检、首件/ 巡检
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电源
底部焊接元件偏移 度、反向、漏印、 按X-RAY作业指导书要求 少锡等检测
X-RAY
风枪、烙铁温度 按外观维修作业规范要求 测温仪
锡丝型号
按外观维修作业规范要求 目视
待补物料的正确性 要有相应的物料料号、规
确认
格标识识别
目视
20
点胶(针对需 要点胶产品)
点胶位置,胶量覆 盖要求
参照客户文件要求及样板 说明
2连片/2小时
2连片/2小时 报表 /IPQA巡检报 表
生产目检 /IPQA
炉后作业指导书/IPQA作 业规范
炉后目检报表 /IPQA巡检报 表炉后目检报表 /IPQA巡检报 表炉后目检报表 /IPQA巡检报 表
生产目检 /IPQA
生产目检 /IPQA
生产目检 /IPQA
炉后作业指导书/IPQA作 业规范
炉后作业指导书/IPQA作 业规范
炉后作业指导书/IPQA作 业规范
X-RAY检查记 录表
IPQA
IPQA作业指导书
维修日报表 维修日报表
维修员 维修员
外观维修作业规范 外观维修作业规范
每班
维修日报表 维修员 外观维修作业规范
每片 每班
炉后目检报表 生产目检 炉后作业指导书
按SPI作业指导书要求
SPI
PCB供应商及版本
烘烤(针对过 期物料或使用 9 超过湿敏时间 要求的物料或 PCB)
烘考温度及时间
与BOM一致 按烘烤作业指导书要求
目视 烤箱
每张 每个机型切换
钢网验收标 SMT工程 钢网管理作业指导书
喷码确认记录 喷码员
表
/IPQA
喷码作业指导书
每片
喷码员 喷码作业指导书
入库单
仓管员/ 物料员
锡膏管制作业指导书 锡膏管制作业指导书
入库标签
物料员 锡膏管制作业指导书
锡膏搅拌记录 表
产线组长
锡膏管制作业指导书
锡膏搅拌记录 表
产线组长
锡膏管制作业指导书
编号、厚度 外观检查
与SOP要求一致 如变形、破损
目视 目视
每张 每张
钢网验收标 钢网验收标
SMT工程 钢网管理作业指导书 SMT工程 钢网管理作业指导书
弹片、顶针的脱落 检查
按客户要求文件作业
按客户要求文件作业 按IPC-610D、PCBA检验规 范及产品生产注意事项要 求
符合焊接标准
目视 目视 目视
手工拨动
按键弹性检查
按键手感良好,有弹性 手工按动
18 X-RAY检测 19 外观维修
拨动开关的拨动检 查
能正常拨动
手工拨动
LED灯的点亮检测
能点亮,且颜色与BOM要求 一致
表
/IPQA
IPQA巡检记录 员工
表
/IPQA
喷码确认记录 喷码员
表
/IPQA
印刷检查记录 表
员工
锡膏厚度检查 记录表
IPQA
锡膏印刷作业指导书
产品注意事项/IPQA作业 指导书
产品注意事项/IPQA作业 指导书
喷码作业指导书
产品注意事项/锡膏印刷 作业指导书 锡膏厚度测试仪作业指 导书
每片
机器存储
在BOM要求范围内
LCR电桥量测
每批抽3盘,每
盘测3个;当1批 进料检验记录 次小于三盘时每 表
IQC
盘都检3PCS
IQC来料作业指导书
备注
点亮测试(针对LED 灯类)
与BOM一致
直流电源、万用表
每批抽3盘,每
盘测3个;当1批 进料检验记录 次小于三盘时每 表
IQC
盘都检3PCS
IQC来料作业指导书
每个最小包装
需真空包的物料有真空包
装
ESD设施点检 表
IQC
ESD设施点检 表
QE
ESD设施点检 表
QE
收料单
仓管员
产品防护管理程序 产品防护管理程序 产品防护管理程序
仓库管理程序
与收料单数量相符
目视、计数器
每个最小包装 收料单
仓管员 仓库管理程序
与BOM一致
目视
每个最小包装
进料检验记录 表
IQC
IQC来料作业指导书
目视
目视 目视 目视
2连片/8连片
分板员 自动分板机操作指导书
2连片/8连片
分板员 自动分板机操作指导书
2连片/8连片
分板员 自动分板机操作指导书
1次/4小时 1次/4小时 每班 每班 1次/4小时
每班 每班 每班 1次/4小时 每班 每班 每班 每班
每班
软件核对记录 表
IPQA
软件核对记录 表
IPQA
QC工程图(全流程版)
工程 代码
工程名称
1 静电防护管理
2 收料作业 3 来料检验
管理项目 静电腕带 静电服、鞋 静电接地 静电台布
包装、标识
数量 料号、规格 物料值测量(针对 电阻、电容类物 料)
管理基准 设备内设标准
监控方案
抽样频率
静电腕带测试仪监测 每天上班前
记录方法
落实责任 人
作业指导书
静电测试记录 表
作业者
静电腕带测试作业指导 书
1x103Ω≦表面电阻率≦1x106 Ω
表面阻抗测试仪监测 购买时抽样
<5Ω
表面阻抗测试仪监测 每半年测试
1x106Ω≦表面电阻率≦1x109 Ω
表面阻抗测试仪监测 每半年测试
要符合生产要求,不能有
颗粒状散料或过短的散袋
状物料;包装能清晰识别 物料种类;包装无破损,
目视
每班开班
上料记录表
每工单转线时 机器存储
每工单转线时 机器存储
操作员 上料作业指导书 SMT工程 SMT程序管理规范 SMT工程 SMT程序管理规范
每工单转线时 机器存储
SMT工程 SMT程序管理规范
次/半小时 每片 每班及转线 每班及转线 每班及转线 每班及转线 每班及转线 每班及转线 每机型
FLUX厚度测试 记录表
目视
电源电压
按下载作业指导书要求 目视
夹具验证
按下载作业指导书要求 目视
23
写号/蓝牙、 WIFI地址
写号工具版本
对应工单信息表
号段、地址是否有 误
号段、地址分配表
电源电压
按写号作业指导书要求
目视 目视 目视
夹具验证
按写号作业指导书要求 目视
24 校准、综测 校准项目 线损确认 电源电压
按客户提供的校准截图选 项核对
条码打印记录 表
测试工程 \IPQA
测试部条码打印指引
碳带 条码内容
按客户要求及内部条码规 则打印
按条码打印申请单及客户 文件要求
目视 目视
15 条码张贴
条码张贴位置
按客户要求文件作业
目视
16 外观检查
特殊元件的贴
17
装效果检查 (针对特殊元
件)
条码张贴方向 条码张贴位置及方 向 元件贴装效果检查
印刷员 SPI作业指导书
2连片/6小时 巡检记录表 IPQA
IPQA作业指导书
每个最小包装 烘烤记录表 物料员 烘烤作业指导书
10 上料
站位
与上料表一致
料号、规格
与上料表一致
物料方向(针对有 极性的物料)
与位号图一致
目视 目视 目视
物料丝印核对(针 对有丝印的物料)
与首件板一致
目视
11 贴装
程序名称核对
每个最小包装
包装、标识
要符合生产要求,不能有 颗粒状散料或过短的散袋 状物料;包装能清晰识别 物料种类;包装无破损, 需真空包的物料有真空包 装
目视
每个最小包装
温湿度
温度:18-30℃ 湿度:35%-70%
温湿度计
每天两次
先进先出
按先进先出要求摆放
月度标
每个最小包装
标识及包装
包装能清晰识别物料种 类;包装无破损,需真空 目视 包的物料有真空包装
与上料表一致
目视
坐标
符合焊接标准
目视
方向
与位号图一致
目视
特殊元件贴装(针 对特殊元件)
按贴片生产注意事项记录 内容执行,如特殊吸嘴选 择等
目视
POP工艺贴装
按POP要求管控FLUX厚度及 添加方式
专用厚度测试规
12
AOI检测(针对 有AOI线体)
偏移度、方向、元 件丝印
按AOI作业指导书要求
13 回流 14 条码打印
测试日报表 测试员
IPQA作业指导书 IPQA作业指导书 下载作业指导书
测试日报表 测试员 下载作业指导书
软件核对记录 表
IPQA
IPQA作业指导书
号段、地址分 配表
IPQA、测 试工程
写号作业指导书
测试日报表 测试员 写号作业指导书
堆放高度(针对成 品)
不得超过1.5M
温度
0~10℃
保质期
厂家有效内期限
回温时间要求
4H≦锡膏回温时间≦24H
搅拌
1-3Min
标识线
温湿度计 目视 目视 搅拌机
手动搅拌(针对二 次使用锡膏)
2-3Min
搅拌机
每个栈板
无
仓管员 仓库管理程序
每天两次 每个最小包装 每瓶 每瓶
每瓶
温湿度记录表
仓管员/ 物料员
每个最小包装
物料分类及数量进 出管控
1、按客户别、物料类别进 行分类摆放 2、每种物料有进出数量记 录
目视
每个最小包装