MINITAB进行过程能力分析
Minitab教程-过程能力分析

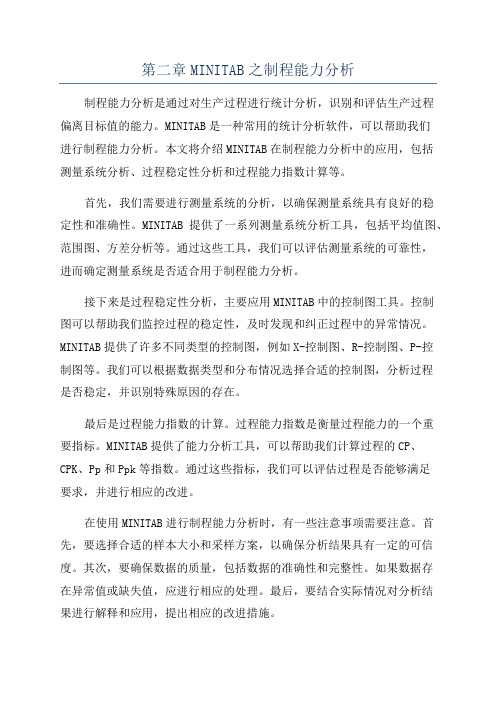
解释结果 所有测量值都位于规格限内。过程Cpm 均大于 1.33(这是 遍接受的对应于有能力过程的最小值)。 因此,工程师得出结论,锻造过程满足对 活塞环直径的要求。
正态能力分析 的数据注意事项
• 数据应当是连续的 • 收集足够的数据以获取过程能力的可靠估计值 • 如果可能,应当采用合理子组的形式收集数据 • 过程必须稳定且受控制 • 数据应该服从正态分布
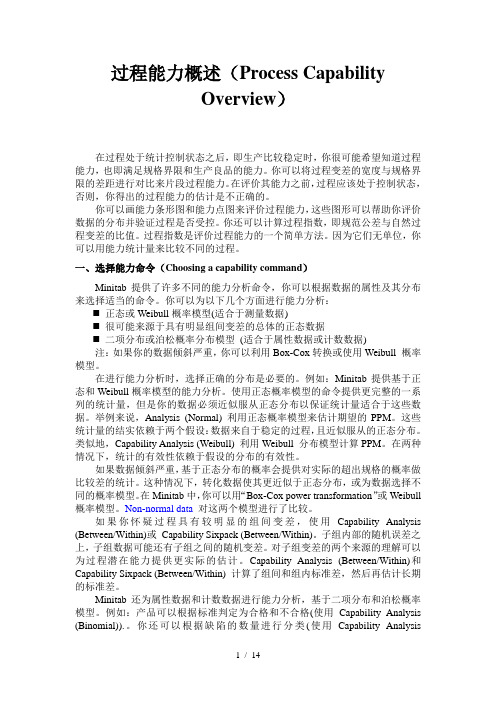
在此直方图中,过程展开宽于规格展开, 这表明能力较差。虽然大部分数据都在 规格限内,但是也一些低于规格下限 (LSL) 或者高于规格上限 (USL) 的不合格 项。
• 步骤 3:评估过程的能力
评估潜在能力
可使用 Cpk 基于过程的位置和展开来评估该过程的潜在能力。潜在能力估计值表示在消除过程偏移 和漂移的情况下可实现的能力。 总体上讲,Cpk 值越高,过程的能力越高。Cpk 值低表明可能需要改进过程。 将 Cpk 与基准值(代表可接受的过程最小值)进行比较。许多行业使用基准值 1.33。如果 Cpk 低于 基准值,则考虑如何改进您的过程,例如减少其变异或改变其位置。 比较 Cp 和 Cpk。如果 Cp 和 Cpk 大致相等,则过程位于两个规格限制之间的中心位置。如果 Cp 和 Cpk 不同,则过程未处于中心位置。
对于这些过程数据,Cpk 为 1.09。因为 Cpk 小于 1.33,所以过程的潜在能力无 法满足要求。过程过于接近规格下限。 过程未处于中心位置,因此 Cpk 值不等 于 Cp (2.76)。
评估整体能力
可使用 Ppk 基于过程位置和过程展开来评估该过程的整体能力。整体能力表示您客户在一段时 间内体验到的实际过程性能。 总体上讲,Ppk 值越高,过程的能力越高。Ppk 值低表明可能需要改进过程。 将 Ppk 与基准值(代表可接受的过程最小值)进行比较。许多行业使用基准值 1.33。如果 Ppk 比基准值低,则考虑如何改进您的过程。 比较 Pp 和 Ppk。如果 Pp 和 Ppk 大致相等,则该过程位于两个规格限之间的中心位置。如果 Pp 和 Ppk 不同,则过程未处于中心位置。 比较 Ppk 和 Cpk。当过程在统计意义上受控制时,Ppk 和 Cpk 大致相等。Ppk 和 Cpk 之间的差异 代表在消除过程偏移和漂移的情况下预期可实现的过程能力提高。
第二章MINITAB之制程能力分析
第二章MINITAB之制程能力分析制程能力分析是通过对生产过程进行统计分析,识别和评估生产过程偏离目标值的能力。
MINITAB是一种常用的统计分析软件,可以帮助我们进行制程能力分析。
本文将介绍MINITAB在制程能力分析中的应用,包括测量系统分析、过程稳定性分析和过程能力指数计算等。
首先,我们需要进行测量系统的分析,以确保测量系统具有良好的稳定性和准确性。
MINITAB提供了一系列测量系统分析工具,包括平均值图、范围图、方差分析等。
通过这些工具,我们可以评估测量系统的可靠性,进而确定测量系统是否适合用于制程能力分析。
接下来是过程稳定性分析,主要应用MINITAB中的控制图工具。
控制图可以帮助我们监控过程的稳定性,及时发现和纠正过程中的异常情况。
MINITAB提供了许多不同类型的控制图,例如X-控制图、R-控制图、P-控制图等。
我们可以根据数据类型和分布情况选择合适的控制图,分析过程是否稳定,并识别特殊原因的存在。
最后是过程能力指数的计算。
过程能力指数是衡量过程能力的一个重要指标。
MINITAB提供了能力分析工具,可以帮助我们计算过程的CP、CPK、Pp和Ppk等指数。
通过这些指标,我们可以评估过程是否能够满足要求,并进行相应的改进。
在使用MINITAB进行制程能力分析时,有一些注意事项需要注意。
首先,要选择合适的样本大小和采样方案,以确保分析结果具有一定的可信度。
其次,要确保数据的质量,包括数据的准确性和完整性。
如果数据存在异常值或缺失值,应进行相应的处理。
最后,要结合实际情况对分析结果进行解释和应用,提出相应的改进措施。
综上所述,MINITAB是一种功能强大的统计分析软件,在制程能力分析中有着广泛的应用。
通过MINITAB的测量系统分析、过程稳定性分析和过程能力指数计算等功能,我们可以全面评估和改进生产过程,提高产品质量和生产效率。
Minitab教程-过程能力分析
• 比较组内曲线和整体曲线
将整体实曲线与组内虚曲线进行比较,确定它们的对齐紧 密程度。如果曲线之间存在很大差异,则表明过程可能不 稳定,或者子组间可能存在明显变异。在执行能力分析之 前使用控制图验证过程是否稳定。
如果您所分析的过程(如批量过程)自然地显示子组间 存在较大变异,而且该变异并非由特殊原因造成,则考 虑使用组间/组内能力分析。
性能所对应的 PPM < LSL
性能所对应的 PPM > USL
PPM 66807 6210 233 3.4
不合格部件 % 6.807% 0.621% 0.0233% 0.00034%
合格部件 % 93.193% 99.379% 99.9767% 99.99966%
性能所对应的合计 PPM
西格玛水平 3西格玛 4西格玛 5西格玛 6西格玛
正态能力分析 的数据注意事项
• 数据应当是连续的 • 收集足够的数据以获取过程能力的可靠估计值 • 如果可能,应当采用合理子组的形式收集数据 • 过程必须稳定且受控制 • 数据应该服从正态分布
指定用于 正态能力分析 的变换
• 统计 > 质量工具 > 能力分析 > 正态 > 变换
您可以变换数据,以拟合正态分布,从 而满足分析假设。 Box-Cox 幂变换(W =Y^λ)(正数 (> 0) ) Johnson 变换(仅适用于整体分析)
要执行正态能力分析,请选择 统计 > 质量工具 > 能力分 析 > 正态。
解释结果 所有测量值都位于规格限内。过程达到目 标,并且测量值大致介于规格限之内。能 力指标 Cpk、Ppk 和 Cpm 均大于 1.33(这是 遍接受的对应于有能力过程的最小值)。 因此,工程师得出结论,锻造过程满足对 活塞环直径的要求。
过程能力分析minitab版
过程能力概述(Process CapabilityOverview)在过程处于统计控制状态之后,即生产比较稳定时,你很可能希望知道过程能力,也即满足规格界限和生产良品的能力。
你可以将过程变差的宽度与规格界限的差距进行对比来片段过程能力。
在评价其能力之前,过程应该处于控制状态,否则,你得出的过程能力的估计是不正确的。
你可以画能力条形图和能力点图来评价过程能力,这些图形可以帮助你评价数据的分布并验证过程是否受控。
你还可以计算过程指数,即规范公差与自然过程变差的比值。
过程指数是评价过程能力的一个简单方法。
因为它们无单位,你可以用能力统计量来比较不同的过程。
一、选择能力命令(Choosing a capability command)Minitab提供了许多不同的能力分析命令,你可以根据数据的属性及其分布来选择适当的命令。
你可以为以下几个方面进行能力分析:⏹正态或Weibull概率模型(适合于测量数据)⏹很可能来源于具有明显组间变差的总体的正态数据⏹二项分布或泊松概率分布模型(适合于属性数据或计数数据)注:如果你的数据倾斜严重,你可以利用Box-Cox转换或使用Weibull 概率模型。
在进行能力分析时,选择正确的分布是必要的。
例如:Minitab提供基于正态和Weibull概率模型的能力分析。
使用正态概率模型的命令提供更完整的一系列的统计量,但是你的数据必须近似服从正态分布以保证统计量适合于这些数据。
举例来说,Analysis (Normal) 利用正态概率模型来估计期望的PPM。
这些统计量的结实依赖于两个假设:数据来自于稳定的过程,且近似服从的正态分布。
类似地,Capability Analysis (Weibull) 利用Weibull 分布模型计算PPM。
在两种情况下,统计的有效性依赖于假设的分布的有效性。
如果数据倾斜严重,基于正态分布的概率会提供对实际的超出规格的概率做比较差的统计。
这种情况下,转化数据使其更近似于正态分布,或为数据选择不同的概率模型。
运用Minitab进行过程能力(Process+Capability)_1
过程能力概述(Process CapabilityOverview)在过程处于统计控制状态之后,即生产比较稳定时,你很可能希望知道过程能力,也即满足规格界限和生产良品的能力。
你可以将过程变差的宽度与规格界限的差距进行对比来片段过程能力。
在评价其能力之前,过程应该处于控制状态,否则,你得出的过程能力的估计是不正确的。
你可以画能力条形图和能力点图来评价过程能力,这些图形可以帮助你评价数据的分布并验证过程是否受控。
你还可以计算过程指数,即规范公差与自然过程变差的比值。
过程指数是评价过程能力的一个简单方法。
因为它们无单位,你可以用能力统计量来比较不同的过程。
一、选择能力命令(Choosing a capability command)Minitab提供了许多不同的能力分析命令,你可以根据数据的属性及其分布来选择适当的命令。
你可以为以下几个方面进行能力分析:⏹正态或Weibull概率模型(适合于测量数据)⏹很可能来源于具有明显组间变差的总体的正态数据⏹二项分布或泊松概率分布模型(适合于属性数据或计数数据)注:如果你的数据倾斜严重,你可以利用Box-Cox转换或使用Weibull 概率模型。
在进行能力分析时,选择正确的分布是必要的。
例如:Minitab提供基于正态和Weibull概率模型的能力分析。
使用正态概率模型的命令提供更完整的一系列的统计量,但是你的数据必须近似服从正态分布以保证统计量适合于这些数据。
举例来说,Analysis (Normal) 利用正态概率模型来估计期望的PPM。
这些统计量的结实依赖于两个假设:数据来自于稳定的过程,且近似服从的正态分布。
类似地,Capability Analysis (Weibull) 利用Weibull 分布模型计算PPM。
在两种情况下,统计的有效性依赖于假设的分布的有效性。
如果数据倾斜严重,基于正态分布的概率会提供对实际的超出规格的概率做比较差的统计。
这种情况下,转化数据使其更近似于正态分布,或为数据选择不同的概率模型。
过程能力分析minitab版
过程能力概述(Process CapabilityOverview)在过程处于统计控制状态之后,即生产比较稳定时,你很可能希望知道过程能力,也即满足规格界限和生产良品的能力。
你可以将过程变差的宽度与规格界限的差距进行对比来片段过程能力。
在评价其能力之前,过程应该处于控制状态,否则,你得出的过程能力的估计是不正确的。
你可以画能力条形图和能力点图来评价过程能力,这些图形可以帮助你评价数据的分布并验证过程是否受控。
你还可以计算过程指数,即规范公差与自然过程变差的比值。
过程指数是评价过程能力的一个简单方法。
因为它们无单位,你可以用能力统计量来比较不同的过程。
一、选择能力命令(Choosing a capability command)Minitab提供了许多不同的能力分析命令,你可以根据数据的属性及其分布来选择适当的命令。
你可以为以下几个方面进行能力分析:⏹正态或Weibull概率模型(适合于测量数据)⏹很可能来源于具有明显组间变差的总体的正态数据⏹二项分布或泊松概率分布模型(适合于属性数据或计数数据)注:如果你的数据倾斜严重,你可以利用Box-Cox转换或使用Weibull 概率模型。
在进行能力分析时,选择正确的分布是必要的。
例如:Minitab提供基于正态和Weibull概率模型的能力分析。
使用正态概率模型的命令提供更完整的一系列的统计量,但是你的数据必须近似服从正态分布以保证统计量适合于这些数据。
举例来说,Analysis (Normal) 利用正态概率模型来估计期望的PPM。
这些统计量的结实依赖于两个假设:数据来自于稳定的过程,且近似服从的正态分布。
类似地,Capability Analysis (Weibull) 利用Weibull 分布模型计算PPM。
在两种情况下,统计的有效性依赖于假设的分布的有效性。
如果数据倾斜严重,基于正态分布的概率会提供对实际的超出规格的概率做比较差的统计。
这种情况下,转化数据使其更近似于正态分布,或为数据选择不同的概率模型。
Minitab教程-过程能力分析
目
CONTENCT
录
• 引言 • Minitab软件简介 • 过程能力分析基本概念 • Minitab软件进行过程能力分析的
步骤 • 案例分析 • 总结与展望
01
引言
目的和背景
02
01
03
过程能力分析是质量管理中的重要工具,用于评估生 产过程中的稳定性和能力。
通过过程能力分析,可以了解生产过程的性能,识别 潜在的问题和改进机会。
根据收集的数据计算规格范围和标准差。
分析结果
根据过程能力指数判断过程能力是否满足要 求。
过程能力分析的注意事项
数据来源要可靠
收集的数据应来自实际生产过程,且数据量要足够 大,以保证结果的准确性。
规格范围要合理
规格范围的设定应符合产品要求和市场需求,不能 过高或过低。
考虑特殊原因的影响
在计算过程能力指数时,应考虑特殊原因对数据的 影响,以避免误判。
本教程将介绍如何使用Minitab软件进行过程能力分 析,帮助用户更好地理解和应用这一工具。
过程能力分析的重要性
过程能力分析有助于确保产品 质量的稳定性和一致性,提高 客户满意度。
通过过程能力分析,可以确定 生产过程的最佳参数和操作条 件,降低生产成本。
过程能力分析还可以帮助企业 识别潜在的风险和问题,及时 采取措施进行改进和预防。
展望
随着科技的不断发展, 质量管理的要求也在不 断提高。
未来,过程能力分析将 更加注重智能化和自动 化,以提高分析效率和 准确性。
Minitab软件将继续发 挥重要作用,为质量管 理提供更加全面和强大 的支持。
未来,我们期望看到更 多关于过程能力分析的 研究和应用,以推动质 量管理领域的进步和发 展。
第二章 MINITAB之制程能力分析
•利用MINITAB>STAT> QUALITY TOOLS >CAPABILITY ANALYSIS (NORMAL)
STEP5决定Y特性
决定Y特性 收集Y特性数据 输入MINITAB数据表
进行分析 结果说明
•利用MINITAB的各项图形 来进行结果说明
练习
样本 1 2 3 4 5 6 7 8 9 10
计量型制程能力分析总结
• 一般的正态分布使用
• Capability Analysis (Normal)
• 如果是正态分布且其组内和组间差异较大时可用
• Capability Analysis (Between/Within)
• 当非正态分布时则可以使用
• Capability Analysis (Nonnormal)
➢双侧规范下综合Sigma Level Zbench 需通过总缺陷率进行折算
➢使用Sigma Level Z来评价过程能力的 优 点是:Z与过程的不合格率p(d)或DPMO是一 一对应的.
练习
➢请打开Data目录下的 Camshaft.mtw,以 Zbench方式输出
填入参数
结果输出
通过DPMO求Sigma Level
•在收集Y特性时要 注意层别和分组。 •各项的数据要按时间 顺序做好相应的整理
STEP3决定Y特性
决定Y特性 收集Y特性数据 输入MINITAB数据表
进行分析 结果说明
•将数据输入MINTAB中, 或则在EXCEL中都可以。
STEP4决定Y特性
决定Y特性 收集Y特性数据 输入MINITAB数据表
输入各项参数
输入规格
选定判异准则
选择判异准则
过程能力分析minitab版
过程能力概述(Process CapabilityOverview)在过程处于统计控制状态之后,即生产比较稳定时,你很可能希望知道过程能力,也即满足规格界限和生产良品的能力。
你可以将过程变差的宽度与规格界限的差距进行对比来片段过程能力。
在评价其能力之前,过程应该处于控制状态,否则,你得出的过程能力的估计是不正确的。
你可以画能力条形图和能力点图来评价过程能力,这些图形可以帮助你评价数据的分布并验证过程是否受控。
你还可以计算过程指数,即规范公差与自然过程变差的比值。
过程指数是评价过程能力的一个简单方法。
因为它们无单位,你可以用能力统计量来比较不同的过程。
一、选择能力命令(Choosing a capability command)Minitab提供了许多不同的能力分析命令,你可以根据数据的属性及其分布来选择适当的命令。
你可以为以下几个方面进行能力分析:⏹正态或Weibull概率模型(适合于测量数据)⏹很可能来源于具有明显组间变差的总体的正态数据⏹二项分布或泊松概率分布模型(适合于属性数据或计数数据)注:如果你的数据倾斜严重,你可以利用Box-Cox转换或使用Weibull 概率模型。
在进行能力分析时,选择正确的分布是必要的。
例如:Minitab提供基于正态和Weibull概率模型的能力分析。
使用正态概率模型的命令提供更完整的一系列的统计量,但是你的数据必须近似服从正态分布以保证统计量适合于这些数据。
举例来说,Analysis (Normal) 利用正态概率模型来估计期望的PPM。
这些统计量的结实依赖于两个假设:数据来自于稳定的过程,且近似服从的正态分布。
类似地,Capability Analysis (Weibull) 利用Weibull 分布模型计算PPM。
在两种情况下,统计的有效性依赖于假设的分布的有效性。
如果数据倾斜严重,基于正态分布的概率会提供对实际的超出规格的概率做比较差的统计。
这种情况下,转化数据使其更近似于正态分布,或为数据选择不同的概率模型。
MINITAB进行过程能力判
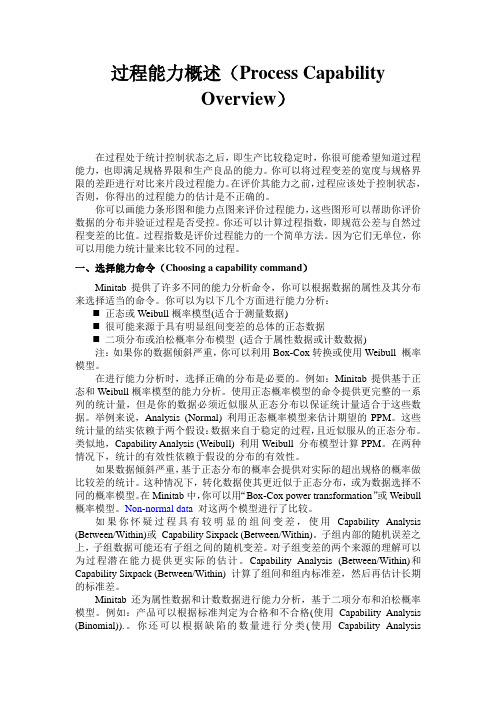
Capability Analysis (Weibull)命令用于对来自于Weibull分布的数据进行过程能力分析。
Process Data USL 8.00000 Target * LSL * Mean 2.92564 Sample N 100 Shape 1.69368 Scale 3.27812 Overall (LT) Capability Pp * PPU 0.77 PPL * Ppk 0.77 Observed LT Performance PPM < LSL * PPM > USL 20000.00 PPM Total 20000.00 Expected LT Performance PPM < LSL * PPM > USL 10764.53 PPM Total 10764.53
8、Capability Sixpack (Between/Within) 、
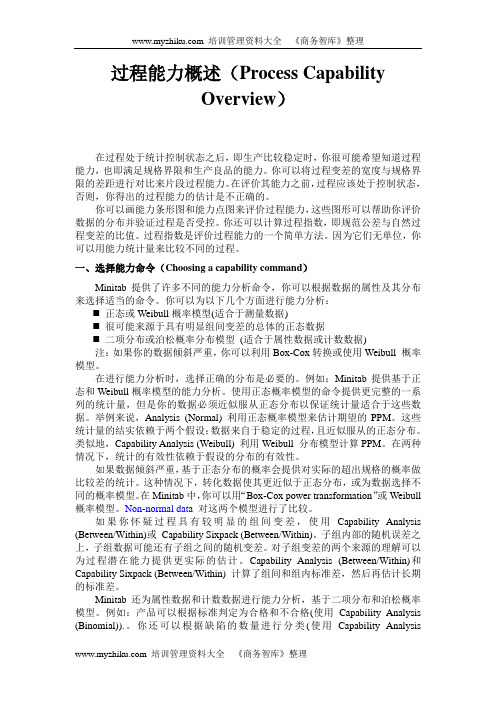
Capability Sixpack (Between/Within)命令适于存在组内和组间变差的时候。
601
602
Exp. "Overall" Performance PPM < LSL 6328.16 PPM > USL PPM Total 39.19 6367.35
Observed Performance PPM < LSL 10000.00 PPM > USL PPM Total 0.00 10000.00
Process Data USL Target LSL Mean Sample N StDev (Within) StDev (Overall) 602.000 600.000 598.000 599.548 100 0.576429 0.620865
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Within Overall
Potential (Within) Capability Cp 1.16 CPU 1.42 CPL Cpk Cpm Overall Capability Pp PPU PPL Ppk 1.07 1.32 0.83 0.83 0.90 0.90 0.87
598
599
600
Exp. "Within" Performance PPM < LSL 3621.06 PPM > USL PPM Total 10.51 3631.57
MINITAB进行过程能力分析
1、Capability Analysis (Normal) 、
• Capability Analysis (Normal)用于来自于正态分布的数据或Box-Cox转换后的数据进行能力分析。
Process Capability Analysis for Supp1
4、Capability Sixpack (Weibull) 、
• Capability Sixpack (Normal) 命令用来数据近似服从Weibull分布时评价过程能力。
5、Capability Analysis (Binomial) 、
• Capability Analysis (Binomial)命令用于对来自于二项分布的数据进行过程能力分析。
6、Capability Analysis (Poisson) 、
• Capability Analysis (Poisson)用于当数据来自于泊松分布时产生过程能力报告。
7、Capability Analysis (Between/Within) 、
• Capability Analysis (Between/Within)利用组间和组内变差产生一个过程能力报告。
8、Capability Sixpack (Between/Within) 、
• Capability Sixpack (Between/Within)命令适于存在组内和组间变差的时候。
0
Process Capability Analysis for Warping
Calculations Based on Weibull Distribution Model
USL
2
4
6
8
10
3、Capability Sixpack (Normal) 、
• Capability Sixpack (Normal) 命令用来数据服从正态分布或转换数据时评价过程能力。
2、Capability Analysis (Weibull Distribution) 、
• Capability Analysis (Weibull)命令用于对来自于Weibull分布的数据进行过程能力分析。
Process Data USL 8.00000 Target * LSL * Mean 2.92564 Sample N 100 Shape 1.69368 Scale 3.27812 Overall (LT) Capability Pp * PPU 0.77 PPL * Ppk 0.77 Observed LT Performance PPM < LSL * PPM > USL 20000.00 PPM Total 20000.00 Expected LT Performance PPM < LSL * PPM > USL 10764.53 PPM Total 10764.53
601
602
Exp. "Overall" Performance PPM < LSL 6328.16 PPM > USL PPM Total 39.19 6367.35
Observed Performance PPM < LSL 10000.00 PPM > USL PPM Total 0.00 10000.00