粗梳毛纺、纺纱工艺学、毛纺学
粗梳毛纺色纺纱的工艺实践
质 量 问题 进行 探 讨 , 提 出相 关 的工 艺 措施 。 并
2 色 纺纱对 原料 的选 配
由于 色 纺 纤 维 先 要 经 过 染 色 , 染 色 过 程 对 而
泽, 一般 控 制 在 5 左 右 , 用 则 成 纱 强 力 和 条 干 多
变差。
纤维 的各 项物 理 指标 都 有 影 响 , 别是 强力 , 特 随色 泽 的 加 深 损 伤 也 加 大 , 样 纤 维 在 梳 理 过 程 中极 这
配 料 时 , 考 虑 经 济 因 素 外 , 各 种 原 料 严 格 区 除 对
分 , 原 料 投染 前 , 可 能剔 除 毛皮 、 在 尽 毛毡 片 、 块 结 及 草 杂异 物 等 。根 据 所纺 品 种 及用 户对 色泽 风 格
收稿 日期 :0 20 — 8 2 0 — 70
作者简介 : 殷增 梓 ( 9 6 ) 男 , 东 胶 南 人 , 程 师 。 16一 , 山 工
纺 实践 , 生 产 中 产 生 的 色 差 、 花 、 点 ( ) 对 色 色 斑 等
应 选 用 毛条 ( 松 散度 好 的 纤维 ) 若 用炭 化 毛 , 或 , 成
纱 白点较 多 , 响 成衣 外 观 。 影 ( ) 粗 号 纱 时 , 料 长 度 、 度 及 离散 可 差 4纺 用 细 些, 细号 纱 则相 反 。 ( ) 染 毛 和 回丝 回 边 的选 用 , 品 种 和 色 5套 依
文章 编 号 : 0 93 2 ( 0 2 0 —0 50 1 0 —0 8 2 0 ) 50 1 —4 的要 求 , 理 搭 配 , 到优 料优 用 , 可 能 发 挥 各 合 做 尽
1 前 言
近 年 来 , 纺在 毛 纺 织行 业 的应 用 越来 越 广 。 色
棉、毛、丝、麻纺纱工艺比较
短纤维纺纱工艺比较摘要棉、羊毛、绢丝、苎麻都是常见的天然短纤维,由于它们的纤维长度与性质的差异,所采用的纺纱方法与纺纱工艺也有所不同。
本文针对棉、羊毛、绢丝、苎麻这四种天然短纤维,讨论其纺纱方法与工艺,对它们的工艺流程,初加工方式,开松梳理作用,成条作用,成纱及后加工作用进行比较分析,得出了它们纺纱工艺之间的异同点。
关键词短纤维;纺纱;羊毛;绢丝;苎麻纺纱作为一门工程技术,加工对象是纤维集合体,其实质就是将纤维由杂乱无章的状态变为纵向有序排列的加工过程。
目前常用的纺纱原料主要是天然纤维和化学纤维两大类,其中天然纤维主要包括棉、毛、丝、麻等纤维,使用天然纤维纺纱已有久远的历史。
棉、毛、丝、麻虽然都是天然纤维,但是它们各具特点,某些纤维性质差异非常显著,纺纱性能差别很大,至今难以采用统一的加工方法制成细纱。
本文通过阅读大量书籍、文献等参考资料,选择棉、羊毛(毛)、绢丝(丝)、苎麻(麻)这四种常见的天然短纤维,对它们的纺纱工艺进行比较。
纤维的性能对纺纱的影响很大,其中,纤维长度对纺纱的设备和工艺的影响尤为突出。
目前的短纤维纺纱系统,主要有两大类:棉型纺纱系统和毛型纺纱系统。
棉型纺纱系统,适合加工的纤维长度为25~50mm,主要用来加工棉纤维;毛型纺纱系统,适合加工的纤维长度为70~110mm,可以用来加工羊毛、苎麻、绢丝等天然纤维。
这两种纺纱系统由于纤维长度差异较大,因此,尽管纺纱原理是相同的,但在加工设备、加工流程和加工工艺上有较大区别。
本文主要针对棉、羊毛、绢丝、苎麻纺纱的工艺流程、初加工、开松梳理、成条、成纱及后加工五个方面进行比较。
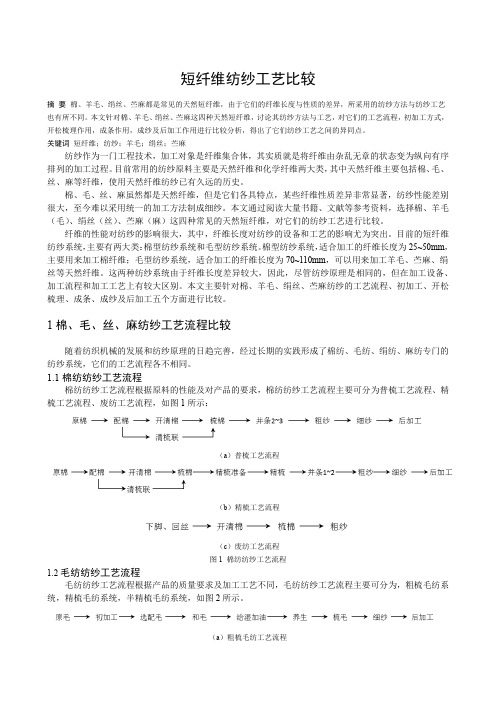
1棉、毛、丝、麻纺纱工艺流程比较随着纺织机械的发展和纺纱原理的日趋完善,经过长期的实践形成了棉纺、毛纺、绢纺、麻纺专门的纺纱系统,它们的工艺流程各不相同。
1.1棉纺纺纱工艺流程棉纺纺纱工艺流程根据原料的性能及对产品的要求,棉纺纺纱工艺流程主要可分为普梳工艺流程、精梳工艺流程、废纺工艺流程,如图1所示:(a)普梳工艺流程(b)精梳工艺流程(c)废纺工艺流程图1 棉纺纺纱工艺流程1.2毛纺纺纱工艺流程毛纺纺纱工艺流程根据产品的质量要求及加工工艺不同,毛纺纺纱工艺流程主要可分为,粗梳毛纺系统,精梳毛纺系统,半精梳毛纺系统,如图2所示。
纺纱学 第1章绪论
第一章绪论
第一节 概述 一、服用纺织品生产系统 纤维、纺纱、织布、染整、服装
二、纺纱概念 1、纱线 由一定长度的短纤维或长丝集聚而成具有一定强力, 能制成纺织品的细长体。 (1)长丝 蚕丝长丝和化纤长丝略加捻或不加捻合股直接用于 机、针织。 (2)短纤纱 棉、毛、麻、丝(绢)和化纤切断纤维经纺纱过程 制得的产品。 (3)长丝、短纤复合纱线 (4)纺纱 是把棉、毛、麻、丝(绢)和化纤切断纤维制成 纱线的工艺过程。
Ä ´ § ·É Ñ
郁崇文 67792664 yucw@ 3#楼4055室
主要参考资料
• 纺纱工艺设计与质量控制,郁崇文主编,中国纺织工 业出版社,2009年。 • 纺纱原理,于修业,中国纺织工业出版社,1996年。 • 棉纺工艺原理,陆再生主编,中国纺织出版社。 • 棉纺设备,陆再生主编,中国纺织出版社。 • 毛纺学(上、中、下),西北纺织工学院主编,中 国纺织出版社。 • 苎麻纱线生产工艺与质量控制,郁崇文主编,东华 大学出版社,1997年。 • 绢纺学,中国纺织大学主编,中国纺织出版 社,1985年。 • 中国纱线网: • 中国纺织机械网
3、 混纺纱
棉 涤 开清- 梳理-精梳前准备-精梳 开清-梳理-预并条 混并条(三道) -粗纱- 细纱-后加工
4、 新型纺纱
开清棉- 梳棉-并条二道-新型纺纱(转杯纺、喷气纺等)
5、 中长纺
中长专用开清棉设备- M型梳棉机-并条(2-3道)-粗 纱-细纱
6、 废纺系统
利用下脚纺制棉毯等 开清-梳棉-粗纱-细纱
思考题 1、何谓纱线?何谓纺纱? 2、纺纱的四大基本原理是什么? 3、写出精梳棉纱、普梳棉纱生产工艺流程? 4、棉纺生产的特点(与毛纺生产比)?
3、黄麻纺纱系统 黄麻纺工艺流程较短,成纱主要供织麻袋 用,要求不高。其纺纱加工流程: 原料→梳麻前准备→梳麻(2道)→并条 (2-3道)→细纱→黄麻纱。
纺纱工艺系统
纺纱工艺系统为了获得具有不同品质标准的纱线,对于不同的纤维材料,应采取不同的纺纱方法和纺纱系统。
一、棉纺纺纱系统棉纺生产所用的原料有棉纤维和棉型化纤,其产品有纯棉纱、纯化纤纱和各种混纺纱等。
在棉纺纺纱系统中,根据原料品质和成纱质量要求,又分为普梳系统、精梳系统和废纺系统。
(一)普梳系统一般用于纺制粗、中特纱,供织造普通织物(二)精梳系统精梳系统用以纺制高档棉纱、特种用纱或棉与化纤混纺纱。
(三)废纺系统废纺系统用于加工价格低廉的粗特棉纱。
(四)化纤与棉混纺系统涤纶(或其他化学纤维)与棉混纺时,因涤纶与棉纤维的性能及含杂不同,不能在清梳工序混和加工,需各自制成条子后,再在头道并条机(混并)上进行混合,为保证混匀,需采用三道并条。
二、毛纺纺纱系统毛纺纺纱系统是以羊毛纤维和毛型化纤为原料,在毛纺设备上纺制毛纱、毛与化纤混纺纱和化纤纯纺纱的生产全过程。
(一)粗梳毛纺系统(二)精梳毛纺系统精梳毛纺纺纱系统工序多、流程长,可分为制条和纺纱两大部分。
精梳制条也叫毛条制造,可单独设立工厂,产品(精梳毛条)可作为商品出售。
有些精梳毛纺厂没有制条工序,用精梳毛条作为原料,生产流程包括前纺、后纺;多数厂还没有毛条染色和复精梳的条染复精梳工序,复精梳是指毛条染色后的第二次精梳,复精梳工序流程和制条工序相似。
另外,还有一种介于精梳和粗梳之间的半精梳纺纱工艺系统。
三、绢纺纺纱系统绢纺包括两个纺纱系统——绢丝纺系统和蚰丝纺系统,前者纺纱线密度小,用于织造薄型高档绢绸;后者纺纱线密度大,成纱疏松、毛茸,别具风格。
(一)绢丝纺系统1.精练工程利用不能缫丝的疵茧和废丝加工成的绢丝用于织造绢绸。
2.制绵工程制棉工程的任务是对精干绵进行适当混和,细致开松,除去杂质、绵粒和短纤维,制成纤维伸直平行度好、分离度好且具有一定长度的精绵。
3.绢丝纺系统圆梳制绵以后的绢丝由并条工程[包括配绵、2道延展、制条、3道并条(练条)]、粗纱工程(包括延绞、粗纱)、细纱工程和并捻、整理等后加工工序组成。
第二章毛纺工艺设计第一节纺纱系统一粗梳毛纺系统洗毛初加工

主要控制三针和末针的出条重,三针一般在7~12
克/米之间(精梳机喂入要求)。末针下机条其重量 应符合标准规定。
③ 并合根数
并合根数大,有助于改善毛条条干及结构均匀。但 受喂入负荷与机器的最大并合根数限制,过大的并 合数会增加牵伸负担,会产生牵伸不匀。在确定牵 伸倍数、出条重量、并合根数时还应考虑前后机台 平衡。
a、锡林与工作辊间隔距,应与混料的松解程度相 适应,由后到前渐小。
b、 喂 入 罗 拉 与 胸 锡 林 之 间 隔 距 应 为 全 机 最 大 处 (预梳)。
一般纤维长、松散度差、喂入量多时,隔距大。
c、锡林与道夫间隔距应小于最接近的那只工作辊 与锡林间的隔距,以加强分梳作用并提高纤维由锡 林向道夫转移。
(3)隔距、速比、罗拉加压和针板规格
① 隔距
主要指前隔距(无控制区):加工长纤维时可大些, 加工短纤维定量轻时可小些。
精梳前三针前隔距可小些,有利改善纤维的伸直度。 精梳后一针毛条状态较好,前隔距可适当放大以减 少损伤。
② 后速比与前张力牵伸
前张力牵伸主要影响条干,1~1.1;后速比影响
到纤维损伤,后速比一般小于1。 ③罗拉加压 加工羊毛时压力可小些,加工化纤压力大些。 ④ 针板规格 针板号数应随原料品种和加工流程而变化,一般 加工进展,针逐渐变细、变密。
(3)和毛加油的质量回潮率和均匀度。
3、梳毛工艺参数的确定与工艺设计 作用:梳理、混合、除杂、制成毛条。
B271型精纺梳毛机的工艺简图
(1) 隔距设计
① 选择隔距的原则 a、考虑原料种类和性质,如细而卷曲的羊毛用 小隔距,加强梳理; b、根据两针面间作用性质,分梳作用为重点; c、按照羊毛在梳毛机内的位置,从后到前逐渐 变小,逐步加强梳理减小纤维损伤。 ②分梳作用区隔距选择 既要充分发挥松解混料的能力,又要使纤维损伤 控制在允许的范围。
纺纱学-PPT课件-PPT精品文档
(三)国外开棉机简介
Rieter co.
http//rieter
Truetzschler.co
truetzschler
五辅助机械
在流程中的位置
凝棉器——图示
配棉器—— 图示
强力除尘器—— 图示
金属除杂装置——
图示
火花检测与灭火装置-特吕茨勒公司 图示
六 清棉机-成卷机
在流程中的位置 图示
加压的三种方法: 重锤+杠杆-压力稳定、操作维护不便、车面负荷重; 弹簧形变-压力可能衰变、操作调节方便、车面负荷小; 气动+杠杆-压力稳定、调节方便、便于自动控制。
刺辊(锯齿)式打手示意图
返回
特吕茨勒的锯齿 式开棉机
打
手
结
构
流程
返回
预开棉机与开棉机的组合
返回
刀 片 式 豪 猪 开 棉 机
共19X12=228把刀
返回
凝棉器 Condenser
风机
返回
尘笼 剥棉打手
配棉器 Distributor
B返ac回k
金属除杂装置
返回
FA061型强力除尘器 返回
金属与火花探测器
返回
4
5
13 8
6 7
11 12
10
返回
开松原理
豪猪式开棉机气流除杂原理
喷
射
除
特吕
杂
茨勒
原
的除
理
杂机
返回
喷射除杂原理
返回
尘棒结构与除杂
毛纺原料的准备 洗毛处理 炭化化处理 和毛加油
麻纺原料的准备 绢纺原料的准备
第三章 纺纱原料的选配与混合
第一节 纤维原料概述-纺材内容
纺织工艺学毛纺

纺织工艺学毛纺※1。
毛纺有哪俩大类纺纱系统?它们主要包括哪些产品?答:粗梳毛纺系统、精梳毛纺系统1)粗梳毛纺系统产品包括:粗纺呢绒类、毛毯、地毯、工业用呢;2)精梳毛纺系统产品包括:精纺毛织品、绒线〔含针织绒纱〕、长毛绒2.粗纺呢绒包括哪些产品?写出其品号。
答:粗纺呢绒包括麦尔登、大衣呢、制服呢、海军呢、先生呢、休息呢、群众呢、法兰绒、海力斯、女式呢、花呢等。
品号的第一位数字表示纤维原料:0—纯毛;1—混纺;7—纯化纤。
第二位数字表示大类产品的称号表示产品大类:1 —麦尔登类;2 —大衣呢类;3 —制服呢〔包括海军呢〕;4—海力斯类;5—女式呢;6—法兰绒;7—粗花呢;8 —群众呢类;9—其他类〔包括休息呢、纱毛呢类〕。
第三、四、五位数字表示大类中产品的品名。
3.精纺呢绒包括哪些产品?写出其品号。
答:哗叽、华达呢、中厚花呢、凡立丁〔包括派力司〕、女衣呢、贡呢、薄型花呢等。
品号的第一位数字表示纤维原料:2—纯毛;3—混纺;4—纯化纤。
第二位数字表示大类产品的称号1 —哗叽类〔包括啥味呢〕;2—华达呢;3、4—中厚花呢〔包括中厚凉爽呢〕;5—凡立丁〔包括派力司〕;6 —女衣呢类;7 —贡呢类;8 —薄型花呢;9—其他类。
第三、四、五位数字表示大类中产品的品号。
4.粗纺呢绒的毛毯主要包括哪些产品?答:提花毛毯、素毯、道毯、格毯、印花毯等。
5.写出粗梳毛纺的工艺流程,并简述各工序的主要作用。
答:羊毛的初加工→和毛、加油→梳毛→细纱。
1)羊毛的初加任务用:对不同质量的原毛先停止区分,再采用一系列机械、化学方法,除去原毛中的各种杂质;2)和毛、加油作用:减小摩擦,防止静电;3)梳毛作用:彻底梳松混料;使混料中的各种纤维充沛混合;去除草杂、死毛及粗硬纤维;使纤维逐渐伸直平行;将毛网制成粗纱;4)细纱作用:将粗纱纺制成具有一定强力、一定重量、一定质量要求的细纱。
6.精梳毛纺系统工艺流程?精梳毛纺的主要工艺流程。
纺纱工艺

偶数道原理:
精梳
精梳
棉精梳前的准备流程 (1)预并条机 —条卷机(条卷工艺) 设备结构简单,对纤维伸直作用较好。制成小 卷层次清,不粘卷,小卷横向条痕明显,不匀 大。 (2)条卷机 —并卷机(并卷工艺) 小卷横向均匀度好,退卷易粘连发毛,机器动 力消耗大。 (3)预并条机 —条并卷联合机(条并卷工艺) 改善了纤维伸直度和小卷均匀度,但条并卷联 合机占地大,且小卷易粘连,对车间温湿度要 求高。
并条
?并合作用 1、使纱条的若干种成分均匀混和 2、使纱条结构更加均匀 3、使纱条粗细均匀
并条
自调匀整作用: (1)降低出条的重量不匀率 (2)有利于缩短工艺流程
并条
并条
纺纱基本原理
细纱
粗纱
粗纱的目的与任务 ?牵伸 ?加捻 ?卷绕与成形
粗纱
二、粗纱的工艺过程
粗纱
加捻目的和要求:
(1)给纤维须条以捻度,使之成纱或使纱、线 捻合成股线 (2) 使制品具有一定的物理机械性能和外观结 构。 (3)获得较好的强力、伸长、光泽、手感等。 (4)结构形态多样化。 (5)提高加捻效率。
梳理
(2)弹性针布
梳理缓和,容纤量高,混合好,纤维较难转移.抄针负荷多.
梳理
针面纤维层的负荷及分配 针面负荷:单位面积上纤维层的平均重 量称为针面负荷。(g/cm 2)
?喂入负荷 ?盖板负荷与盖板花负荷 ?锡林负荷 ?出机负荷 ?返回负荷
梳理
纺纱基本原理
细纱
精梳
?精梳就是指当纤维须从一端被握持时, 另一端受到梳理。 精梳的目的和任务如下: ?排除条子中的短纤维 ?排除条子中的杂质和疵点 ?使条子中纤维伸直,平行和分离 ?均匀,混和及成条
混棉
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
提花毯
道毯
素毯
印花毯
格子毯
毛毯编号由四到五位数组成,
第一位“6”代表毛毯,第二位代表产品 类别,第三位代表原料:0—3表示纯毛, 4—6表示混纺,7—9表示纯化纤,第四、 五位代表顺序号。
工业用呢
工业用呢类的产品80~90%为造纸毛毯,其 余为其它工业用呢,如纺织厂用的滤气呢,冶 金企业用的过滤呢,化工用的滤碱呢,建材厂 用的石棉瓦毯以及银幕用的银幕呢和印刷用的 邮票呢等。
另外有些粗毛纺的产品,为了增加强力,经纱也有采 用精梳毛纱的。
精纺呢绒的品号
作业:精纺呢绒包括 哪些主要产品?写出
它们的品号
品号的第一位数字表示纤维原料:2 —纯毛;3 —混纺;4 —纯 化纤。
第二位数字表示大类产品的名称1 —哗叽类(包括啥味呢); 2 —华达呢;3 、4 —中厚花呢(包括中厚凉爽呢);5 —凡立 丁(包括派力司);6 —女衣呢类;7 —贡呢类; 8 —薄型花呢; 9 —其他类。
按羊种分类
一般可分为:土种毛、改良毛和外毛。
➢ 土种毛 我国原有羊种所生产的羊毛称为土种毛。 由于羊种、产地和饲养条件不同,土种毛的品质有 很大的差异。
➢ 改良毛 系指由国外引进的优良羊种(或国 内已改良好的优良羊种)与土种羊杂交培育 成为改良羊种所生产的羊毛。改良毛因羊种 代数不同,质量也不相同,一般代数越高, 质量越好。
麦尔登以匹染素色为主,色泽有上青、元色、黑色以及红、绿解 等,适宜做冬令套装、上装、裤子、长短大衣及鞋帽面料.
大衣呢
大衣呢
大衣呢是粗纺呢绒中的一个大类品种,包括平厚、立绒、顺毛、 烤花、花式大衣呢等,主要是做冬季穿用的男女长短大衣呢。
大衣呢的主要特点是呢面平整,绒面丰满均匀,手感丰厚,有弹 性。耐磨性好
长度和细度的均匀度要好。 羊毛纤维 细度的表 示方法
➢ 精纺毛织品的手感不如粗纺毛织品丰满,但光滑挺
爽。
毛纺呢绒的手 感怎么形容
公制支数、品质支数与纤维直径的关系
什么叫品质支 数?意义?
绒线
绒线分为编结绒线和针织绒线两大类。 每一类又分为纯毛、混纺及纯化纤三种。 编织绒线多为四合股,单纱支数为6~24公支。 针织绒线多为两合股,单纱支数一般为
梳毛机 注意与粗梳毛纺、
梳棉机的区别
针梳机 注意与并条机
的区别
一道“奇怪” 的工序
哪些纤维用高温 高压,哪些用常
温常压
有捻粗纺机
两种在结构和 使用上有什么
区别
无捻粗纺机
细纱机,结 构与棉纺细 纱机类似
通常可将上述工序分为三大部分,即:
➢ 毛条制条(由原料 到毛条),
➢ 前纺(由毛条到粗纱), ➢ 后纺(由粗纱到合股毛纱)。
羊毛纤维
本节要点:
了解羊毛的种类及其主要特点 了解羊毛主要有哪些理化性能及其对加工与
应用的影响
羊毛纤维的种类 羊毛的形态结构 羊毛的物理机械性能 羊毛纤维的化学性能
羊毛纤维的种类
➢按羊种分类 ➢按羊毛产地分类 ➢按羊毛的组织结构分 ➢按纤维类型分 ➢按剪毛季节分 ➢国毛概况 ➢外毛简介
第三、四、五位数字表示大类中产品的 品名
如02004 表示纯毛大衣呢;17024 表 示混纺粗花呢;75003 表示纯化纤女式 呢。
呢绒布料品号前的英文大写字母是其产地代表 分别是北京(p)、天津(t)、上海(s)、 江苏(j)、内蒙古(m)、甘肃(g)、新疆 (x)、陕西(z)、吉林(v)、山西(c)、 安徽(a)、浙江(y)、四川(k)。
主要作用是 混和加油
加油的 作用?
和毛机
梳毛机
与梳棉机差异 太大了,在哪
些方向?
二联式梳毛机
粗梳毛纺细纱机。 注意与棉纺细纱
机的区别
精梳毛纺系统
属于精梳毛纺系统的产品有精纺毛织品、绒线(含针
织绒纱)、长毛绒
➢ 精纺毛织品 ➢ 绒线(含针织绒纱) ➢ 长毛绒
作业:精纺系统包 括哪些主要产品?
纺 纱工 艺 学
绪论 第一章 毛纺原料 第二章 羊毛初加工 第三章 粗梳毛纺工程 第四章 精梳毛纺工程-毛条制造 第五章 精梳毛纺工程-前纺 第六章 精梳毛纺工程-后纺 第七章 绒线生产
绪论
本章要点:
毛纺的粗梳与精梳系统同棉纺 的普梳与精梳类似吗?
பைடு நூலகம்
➢ 了解毛纺的粗梳系统与精梳系统的工艺流程与特点包括:原 料特点、加工工序特点、主要产品及其特点。
多数为单纱织造,纱线毛茸性好,手感柔软, 富有弹性。
织物较厚重,大部分产品经缩绒处理,表面覆 盖一层毛茸,一般不显织物纹路。
一般粗纺呢绒对原料的要求较低,3厘米以上 的羊毛皆可纺制。粗毛、细毛、精梳短毛、各 种下脚毛、再生毛,都可搭配使用。
粗纺毛织品使用的化纤多为3~6dtex,长度 为5 ~7 cm左右。
要了解行业发展的趋势
了解什么是精纺呢绒?
了解什么是粗纺呢绒
1992年开始成为第一大羊毛进口国
毛纺织品品种及特征
根据毛纺织产品用途和需要的不同,毛纺织工业使 用不同的原料,采用不同的加工工艺,生产出多种多 样的品种,主要分为:粗梳毛纺系统、精梳毛纺系统
粗梳毛纺系统 精梳毛纺系统
➢ 比较棉纺纺纱工艺流程与毛纺纺纱工艺流程的差异,思考其
中的原因。
除了棉纺、毛纺之 外还有些什么纺?
为什么毛纺与棉纺工 艺流程不一样?
我国毛纺织工业发展简况 毛纺织品品种及特征
我国毛纺织工业发展简况
第一阶段:我国大工业化毛纺织生产是从 1876年,由当时的清朝大臣左宗棠兴办的兰 州织呢总局,于1880年投产,是我国第一家 采用全套动力机器的纺织工厂,机器均购自外 国,聘请外国技师管理生产,产品直接供应军 需。
作业:写出精梳 毛纺的主要工艺
流程
为了加工顺利,毛条、粗纱均需有一定的存放时间。
精梳毛织品
包括哔叽、华达呢、啥味呢、中厚花呢、凡 立丁、派立斯、女式呢、直贡呢、马裤呢、薄 花呢等。
这些产品又有纯毛纺、混纺及纯化纤纺之分。
哔叽
思考题:市场调研
薄花呢
凡立丁
华达呢
女士呢
马裤呢,直贡呢
法兰绒
其中:精纺纱锭为159万锭,粗纺纱锭为75万 锭,毛线纱锭为156万锭,其它纱锭为10万锭。
目前的水平(截止2008年)
中国毛纺工业是一个能够生产毛条、毛纱线、呢绒、 毛毯、羊毛被、地毯、毛针织服装、毡制品等各类品 种、上下游产业链配套的生产加工体系,能够生产加 工各种质量水平的毛纺产品。
年加工羊毛近40万吨(净毛),约占世界羊毛加工总 量的35%。是世界上最大的羊毛制品加工中心。
14~54公支。
绒线和针织绒线的品号一般由四位数字组成。 分类代号品号的第一位数字,表示产品的纺纱
系统和类别
原料代号品号的第二位数字代表所用原料种类
品号的第三、四位数字代表细度。
目前编号中的细度代号仍用公制支数表示。细绒线和 针织绒线的单纱支数代号是两位整数的,支数代号就 表示其支数。如16/4支细绒线单纱支数代号就是16。 单纱支数是一位整数和一位小数的粗绒线,支数代号 略去其小数点。如7.0/4、6.8/4支的粗绒线单纱支 数代号为70、68。
造纸毛毯
地毯纱
织地毯用的毛纱也是粗纺纱,使用的原料与长 毛绒一样,多为三、四级羊毛。
粗梳毛纺系统工艺流程
由于对粗梳毛纱的要求没有精梳毛纱那样高, 所以粗梳毛纺的工序少,工艺流程短。
工艺过程为: 羊毛的初加工 和毛、加油 梳毛 细纱。
作业:写出粗梳毛纺的工 艺流程,并简述各工序的
主要作用.
第二阶段:经过70多年,到1949年解 放前发展到13万锭,大部分集中在沿海 地区,仅上海一地就占73.5%,毛纺设 备几乎全部靠进囗,整个设备的配套性 差,生产的品种少,质量低。
第三阶段: 50~70年代,每年平均 增长2.35万锭。
第四阶段:80年代中期掀起的西服热,毛纺面 料供不应求,毛纺生产发展步进了快速增长期, 至1996年全国毛纺纱锭全国拥有408万锭的 最高纪录。
精纺毛织品特点
精纺毛织品与粗纺毛织品相比,具有以下特点: 为什么 ➢ 纱支一般较高,织物密度较大。
➢ 多为股线织。 ➢ 毛纱表面光洁、浮毛少;织物表面光洁,纹路清
晰。 ➢ 精纺毛织品一般较轻薄,单位重量较轻,大部分
在130~140g/m2。
➢ 精梳毛纱对原料要求较高。精纺毛织品的原料多为
同质毛,细度在60支以上,长度最好在6cm以上,
麦尔登
思考题:课后进行市场调 研,了解各类精粗纺呢绒
的特点.
麦尔登
麦尔登是一种品质较高的粗纺毛织物,因首先在英国麦尔登 (Melton Mowbray)地方生产而得名。
麦尔登表面细洁平整、身骨挺实、富有弹性。有细密的绒毛覆盖 织物底纹,耐磨性好,不起球,保暖性好,并有抗水防风的特点。 是粗纺呢绒中的高档产品之一 。
什么叫膨 体绒线
长毛绒
对长毛绒的要求是绒毛经久挺立,不倒塌,受外力后 恢复原状快,光泽好,绒毛丰满。
对原料的要求是刚度大,回弹力好,光泽好,一般都 用三、四级毛纺制。
我国的西宁毛是做长毛绒最理想的原料。
长毛绒产品分类编号办法
第一位数字△一生产厂代号;第二位数字5—长毛绒产品;第三位数字 一用途:
羊绒大衣呢 、牦牛绒大衣呢 、兔毛女大衣呢 、 银抢大衣呢 、烤花大衣呢 、长毛大衣呢、顺毛大衣呢 、立绒大衣
呢 、平厚大衣呢 、雪花大衣呢 、花式大衣呢 、仿烤花大衣呢
制服呢
等等
粗纺呢绒与毛毯特点
注意点:毛纺、绢线、 紬丝纱线以公支表示.
1公支=1.693英支 1英支=0.591公支
纱支较低,一般多在20公支以下;
绒线
绒线的特点是