音频头焊接规范
35音频母头焊接方法

35音频母头焊接方法
35音频母头焊接方法可以使用以下步骤进行焊接:
1. 准备工作:准备好所需的35音频母头和焊接工具,如焊锡、焊锡丝、电焊台等。
2. 清洁焊接区域:使用酒精棉球或清洁剂清洗母头和焊接区域,确保焊接区域干净无尘。
3. 剥开电缆保护层:使用剥线钳或刀片小心剥开电缆保护层,露出内部的导线。
4. 插入导线:将剥开的导线插入母头的接线槽中,确保导线与接点紧密接触。
5. 固定导线:使用夹子或其他工具将导线固定在接线槽内,确保导线不会松动。
6. 加热焊锡:将焊锡丝放在焊锡处,使用电焊台将焊锡加热使其熔化。
7. 涂抹焊锡:使用加热的焊锡丝,在焊接区域涂抹足够的焊锡,覆盖母头和导线。
8. 进行焊接:使用加热的焊锡丝,在焊接区域进行焊接。
将焊锡丝接触到焊接区域,使其熔化并与导线和母头接触。
9. 检查焊接质量:焊接完成后,检查焊接质量,确保连接牢固、导电良好。
10. 整理线缆:将剪线钳用于剪除多余的焊锡和导线,整理线缆,使其整洁有序。
11. 测试连接:在完成焊接后,使用测试仪器测试35音频母头的连接质量和音频信号传输。
请注意,在进行焊接操作时,务必注意安全,避免触碰热的焊接工具,同时确保焊接区域通风良好,以防止有害气体产生。
如果不确定焊接的方法,请咨询专业人士或参考相关的焊接指南。
音频线和卡农头焊接

6.5mm/3.5mm音频线单芯线以及屏蔽线,线头包括6.5mm直径以及3.5mm直径。
7. 卡侬头平衡焊接:2 正(红),3负(白),其中外屏蔽线分成2股,一股焊在1脚上,一股焊在那个厚的铁片上。
非平衡焊接:红白一起焊3,屏蔽分两股焊1和2。
8. RCA头9. 莲花头10. BNC头11. VISCA线缆(可用网线替代专用线缆)VISCA是sony D70/D100摄像头的标准控制协议接口。
RS232转VISCA的线序如下:232端为3、5脚(1)(2) visca头的4、5脚。
即可控制。
Rs232 visca3脚---------------5脚5脚---------------4脚12. 电源线两芯线,连接方式略再谈卡侬接口的正确焊接方法2对2 3对3,1对1。
这个谁都知道,最重要的一点是1这个地方,屏蔽线必须焊接卡侬头的外壳,也就是第四个焊接点,切记,必须焊接!!!并且用万用表测试要保证是通的!!大多数的音响设备即便是不焊可能也不会出问题,只要1那个点接了就没问题,但有的设备不行,比如Meyer Sound的有源音箱,只要卡侬外壳不通,保证杂音不断,好多人反应说美雅的音箱不好搞就在这里。
所以说一定要焊接第四个焊点,并且要保证接通,否则厂家也不会设计第四个焊接点了。
有些卡侬接口即便是把第四个点焊接好了,未必外壳就接通了,主要是里面的接触片向上抬起的不够,没有接触到外壳。
(基本上都是公头存在这个问题)另外还要做到定期检查,保证接口没问题。
事实上,只要线材按照我上面所说的方法焊接的话,会很大程度上避免音响系统中出现的杂音。
卡侬头(公、母)接头的焊接标准1、将绕包的音频线最尾处(端头)去皮10mm;2、将屏蔽线分为两股搓细,并将红白两根线头最尾处(端头)去皮1mm。
3、将红白两根芯线和两股屏蔽线头端1mm处上锡,将卡侬头尾端的1、2、3脚加接地端上锡;4、一接地(屏蔽)、二正(红热)、三负(白冷)、四达壳(屏蔽),全部上锡(去皮1mm处)。
音响焊接方法及步骤
音响焊接方法及步骤
音响焊接是音响设备制造和维修过程中常见的操作,其目的是将电子元件或导线焊接到指定的焊接点上,确保电流的顺畅传输。
以下是音响焊接的方法及步骤:
一、准备工具和材料
在进行音响焊接之前,需要准备以下工具和材料:
1. 电烙铁:电烙铁是音响焊接的主要工具,用于产生高温熔化焊锡。
2. 焊锡:焊锡是一种连接金属导线和元件的合金,熔点较低,易于焊接。
3. 助焊剂:助焊剂可以辅助焊接,减少氧化,使焊接更加顺畅。
4. 吸锡器:吸锡器用于吸取多余的焊锡。
5. 镊子:镊子用于夹取元件或导线。
6. 螺丝刀和钳子等工具。
二、焊接步骤
1. 清洁:在焊接之前,需要清洁焊接点,去除表面的氧化膜和污垢,以确保焊接质量。
可以使用砂纸或刀片进行清洁。
2. 预热:将电烙铁预热,一般预热时间在2-3分钟。
预热是必要的步骤,可以帮助焊锡更好地熔化。
3. 上锡:在电烙铁上挂上适量的焊锡,将焊锡熔化并覆盖在电烙铁头上。
然后将电烙铁头接触焊接点,使焊锡与焊接点充分接触。
4. 放置元件或导线:将需要焊接的元件或导线放置在焊接点上,确保放置位置准确。
5. 焊接:将电烙铁头接触元件或导线与焊接点的接触处,使焊锡熔化并覆盖在接触处。
当焊锡完全覆盖接触处时,迅速将电烙铁移开,并保持元件或导线稳定。
6. 检查:在焊接完成后,检查焊点是否饱满、光亮,无气泡、无虚焊等现象。
如果需要,可以使用放大镜或显微镜进行检查。
7. 清理:使用吸锡器或刀片清理多余的焊锡,保持线路整洁。
6.5音频头焊接方法
6.5音频头焊接方法音频头焊接方法是指在音频设备中,将音频头与相应的电源、信号源进行连接的一种方法。
音频头焊接方法的选择和实施对于确保音频设备的正常工作和音频信号的传输至关重要。
下面将详细介绍几种常见的音频头焊接方法。
一、扁平焊接法扁平焊接法是指将音频头的引脚与焊盘通过电烙铁等工具进行焊接的方法。
这种焊接方法简单直接,适用于焊接较少引脚的音频头。
扁平焊接法焊接时需要注意的事项有:1. 确保音频头和焊盘表面的干净,以免焊接不牢固。
2. 注意焊接温度和时间,过高的温度和过长的时间会对音频头造成损坏。
3. 确保焊接点连接准确,避免短路或断路情况的出现。
二、SMT焊接法SMT(Surface Mount Technology)焊接法是指利用SMT技术焊接音频头的方法。
这种方法适用于焊接引脚较多的音频头,并且可以实现批量生产。
SMT 焊接法的操作步骤如下:1. 准备SMT焊接设备和工具,如SMT焊接机、SMT焊锡膏等。
2. 把音频头放置在PCB上,确保引脚与焊盘对应。
3. 利用SMT焊接机,将焊锡膏涂在焊盘上。
4. 将音频头放置在焊盘上,通过加热和挤压的方式实现焊接。
5. 检查焊接质量,确保焊接点连接准确。
三、插针焊接法插针焊接法是指将音频头的插针与相应的插座进行连接的方法。
这种方法适用于需要经常更换音频头的场景,如耳机、麦克风等。
插针焊接法的操作步骤如下:1. 准备插座和插针,确保插座与音频头的插针相匹配。
2. 根据插座的类型,将插座焊接在PCB上。
3. 确保插针和插座的引脚对应准确。
4. 将插针插入插座,通过加热和挤压的方式实现焊接。
5. 检查焊接质量,确保插针和插座的连接稳固。
四、压接焊接法压接焊接法是指利用压接工具将音频头与焊盘进行连接的方法。
这种方法适用于需要频繁拆卸和更换音频头的场景,如耳机。
压接焊接法的操作步骤如下:1. 准备压接工具和焊接材料,如导线、焊锡等。
2. 根据音频头的类型,确保焊盘和导线的引脚对应准确。
音频接头的焊接方法

⼤三芯⼤⼆芯123卡侬母地正负123卡侬公123地正负123莲花头芯环壳芯环壳⼤三芯对⼤三芯123123123芯环壳123芯环壳123芯壳123芯壳芯壳芯壳⼤⼆芯对⼤⼆芯芯环壳芯环壳⼤三芯对⼤三芯123123芯壳芯壳⼤⼆芯对莲花头芯环壳芯壳⼤三芯对莲花头音频头焊接方式平衡⽅式⾮平衡⽅式⼤三芯对⼤⼆芯芯环壳芯壳芯壳插⼊发送返回芯环壳芯壳⼤三芯对莲花芯壳发送返回插⼊发送返回芯环壳123123插⼊发送返回芯环壳芯环壳芯环壳123123123123123芯环壳芯壳⼤三芯对⼤⼆芯芯壳芯环壳芯环壳芯壳⼤三芯对莲花芯壳芯壳芯壳⼤⼆芯对⼤⼆芯芯壳芯壳123123芯环壳123123⼤⼆芯对莲花芯壳芯壳芯壳平衡式分⽀线(并接⽅式 )⾮平衡式分⽀线(并接⽅式 )芯壳⼤三芯对⼤⼆芯芯壳芯环壳⽴体声左声道右声道芯环壳123123⽴体声左声道右声道芯环壳芯壳⼤三芯对莲花芯壳左声道右声道⽴体声左声道右声道⽴体声分⽀⽅式⼩三芯、⼩⼆芯、接法与⼤三芯、⼤⼆芯相同。
耳机喇叭的焊接技巧

耳机喇叭的焊接技巧《耳机喇叭的焊接技巧》焊接是耳机喇叭制作过程中非常重要的一步。
只有通过正确的焊接技巧,才能保证耳机喇叭的正常工作和音质表现。
下面将介绍几个关于耳机喇叭焊接的技巧,帮助读者更好地完成这一步骤。
首先,在进行焊接之前,应该准备好所需的工具和材料。
这包括焊锡、焊锡丝、焊锡糊、焊锡垫、钳子、焊台、焊接器、绝缘剥线钳等。
确保这些工具和材料都是高质量的,并且适合耳机喇叭的焊接工作。
其次,在焊接之前,需要准备好耳机喇叭的导线和喇叭单元。
用钳子轻轻地剥离导线的绝缘层,露出一小段铜线。
然后用绝缘剥线钳将铜线剥离一小段,以保证焊接时导线不会太长或太短。
接下来,我们可以进行焊接了。
首先,将导线与喇叭单元的接触部分对准,并用钳子将它们牢牢地夹住。
接下来,在焊接之前,要确保喇叭单元和导线的接触部分是干净的,没有氧化物或污垢。
可以使用棉签蘸取适量的酒精轻轻擦拭,以确保良好的焊接质量。
然后,取出焊锡丝,并将其预先热熔于焊锡垫上。
当焊锡糊开始熔化时,将热熔焊锡丝抵住喇叭单元和导线的接触部分。
在瞬间熔化焊锡丝的同时,将其均匀地覆盖在接触部分上,确保导线与喇叭单元紧密贴合。
尽量避免焊锡丝沾到喇叭单元的其他部分,以免影响音质和性能。
最后,等待焊锡糊冷却凝固后,用手检查焊接部位的牢固性。
如果焊接不牢固,可以重新进行焊接,直到达到理想的效果。
综上所述,《耳机喇叭的焊接技巧》主要包括准备工具和材料、剥离绝缘层、焊接喇叭单元和导线以及检查焊接质量等步骤。
通过掌握这些技巧,读者可以有效地进行耳机喇叭的焊接工作,确保耳机喇叭的正常工作和音质表现。
音频系统安装施工中的规范和方法总结

音频系统安装施工中的规范和方法总结【摘要】在电台中,经常会需要技术人员实施工程项目,并参与其中进行布线规划、施工焊接等工作,完全依靠台外公司施工将导致台内技术人员对布线路由和标签陌生,在紧急情况下无法迅速判断故障点,对施工中布线规划和施工焊接等工作进行归纳,总结出一些规律。
【关键词】音频施工规范焊接多年来经历过多次播音、播出系统的安装施工,这是一项即辛苦又需要细心去做的工作,在施工中可能会遇到一些这样或那样的困难,这就需要我们努力去克服,不断的总结经验,以保证高质量的完成任务。
下面谈点自己在这些安装施工中的一些经验体会。
一.怎样才能平直顺畅的铺设同轴线缆为现代国际广播发展的需要,我台的播音播出系统进行过多次的升级改造。
在2008年奥运会之前,我台在B区一层南侧、西侧和北侧改造了7个播音机房,由于这些机房距四楼主控的距离较远,线路又多(仅到南侧最西边的设备间就有24条网线、20条音频线、50条同轴缆、3条24芯和1条12芯光缆),而且还要穿过顶棚、地槽和竖井,所以在这些机房的安装过程中特意请来了我台大修队的一些人员协助铺设这些线路。
大家知道,音频线、网线和光缆等都有线轴,这些线在放开时容易保持平顺,同轴缆的线盘中没有轴,要保证平直顺畅的铺设同轴线缆,就要采取一点措施。
但在大修队的人员为我们铺设这些同轴缆时出现了问题。
因为我们丛四楼到一楼要铺设50条同轴缆,一次放开不容易穿线,当时他们先打开25盘缆,全部将线盘内侧的缆头拉出,当时我提出这样不行,可他们说没问题,但是没拉出20米就无法再进行了,因为每条缆都出了很多的“麻花儿”,25条缆的“麻花儿”放在一起成了一个大“麻团儿”,根本无法穿过容量有限的地槽,更有可能损伤到线芯。
后来在我的提议下,将线盘在地上逆着出线方向旋转以便消除“麻花儿”,费了很长时间才将这25条缆基本放顺。
在放下一个25条缆时,我们采取了另一种释放“麻花儿”的方法,就是将同轴缆的纸盒打开,从缆盘外圈的缆头开始放,并且从缆盘的左右两侧分别放出同样的圈数,这种方法虽然也很费力费时,但却能有效的防止“麻花儿”的产生,保证放开的缆线平直顺畅。
各种音频接头的焊接方法
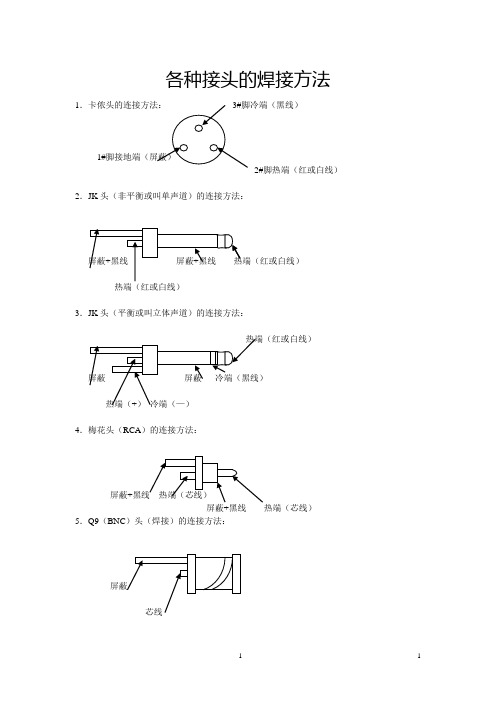
各种接头的焊接方法1
1#
2#脚热端(红或白线)2.JK头(非平衡或叫单声道)的连接方法:
热端(红或白线)
3.JK头(平衡或叫立体声道)的连接方法:
4.梅花头(RCA)的连接方法:
屏蔽+
5.Q9(BNC)头(焊接)的连接方法:
颜色定义:R(红)、G(绿)、B(兰)、H(黑)、V(黄)
R
屏蔽
7.串口232(9针)头的连接方法:
2#脚TX发送,3#脚RX接收,5#脚G 接地。
有时另一头2和3脚要反接。
博世主机的控制线,可用8芯网线1—8#脚直联。
(橙)(绿)(蓝)
6 7 8 9
8.DCN(6芯)的连接方法:
1 –下行线屏蔽、
2 –下行信号线(绿)、
3 –电源线(棕)、
4 –上行信号线(白)、
5 –上行线屏蔽、
6 –电源线(兰)、
1 6 5 5 6 1
公头(焊接面)母头(焊接面)
1 –白色
2 –屏蔽
3 –紫色
4 –黄色
5 –绿色
6 –红色
7 –蓝色
5
1(紫)3(紫)(白)6(蓝)7
公头(焊接面)母头(焊接面)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
莲花接头的焊接标准
2009-09-03 18:11
莲花接头的焊接标准
莲花接头的焊接标准
1、将绕包的音频线最尾处(端头)去皮10mm;
2、将去皮10mm的音频线中的线绒部分清整掉(剪去);
3、将白色芯线去皮10mm并与屏蔽线相连(搓在一起形成一股线)齐剪去6mm,红色线最尾处(端头)去皮1mm。
4、将红色芯线和搓好的线股(白色芯线和屏蔽线)头端1mm处上锡(将莲花尾端的+、-极端口处上锡);
5、当莲花的两股上锡完毕后,将护环、护套一一套在准备焊接的线头上。
6、焊接时先焊搓好的线股(白色芯线和屏蔽线)头端,再焊正极芯线(红色)。
卡侬接口的正确焊接方法!
2009-09-03 17:33
2对2 3对3,1对1。
这个谁都知道,最重要的一点是1这个地方,屏蔽线必须焊接卡侬头的外壳,也就是第四个焊接点,切记,必须焊接!!!并且用万用表测试要保证是通的!!
大多数的音响设备即便是不焊可能也不会出问题,只要1那个点接了就没问题,但有的设备不行,比如Meyer Sound的有源音箱,只要卡侬外壳不通,保证杂音不断,好多人反应说美雅的音箱不好搞就在这里。
所以说一定要焊接第四个焊点,并且要保证接通,否则厂家也不会设计第四个焊接点了。
有些卡侬接口即便是把第四个点焊接好了,未必外壳就接通了,主要是里面的接触片向上抬起的不够,没有接触到外壳。
(基本上都是公头存在这个问题)另外还要做到定期检查,保证接口没问题。
事实上,只要线材按照我上面所说的方法焊接的话,会很大程度上避免音响系统中出现的杂音。
卡侬头(公、母)接头的焊接标准
来源:发布时间:2009-3-10 10:44:49 浏览:338
卡侬头(公、母)接头的焊接标准
1、将绕包的音频线最尾处(端头)去皮10mm;
2、将屏蔽线分为两股搓细,并将红白两根线头最尾处(端头)去皮1mm。
3、将红白两根芯线和两股屏蔽线头端1mm处上锡,将卡侬头尾端的1、2、3脚加接地端上锡;
4、一接地(屏蔽)、二正(红热)、三负(白冷)、四达壳(屏蔽),全部上锡(去皮1mm处)。
5、当卡侬头四股线上锡完毕后,将护套套在准备焊接的线头上。
6、焊接时先焊两股屏蔽(一接地、四达壳),再焊接负极芯线(白色),最后焊接正极芯线(红色)。
当卡侬头上锡焊接完毕后,将护套套在准备焊接的线头上。