tig焊接工艺参数选择方法[精彩]
ziTIG焊接工艺参数选择方法
4
钨极氩弧焊( TIG )的工艺特点(续)
4.由于填充焊丝不通过电流,所以不存在熔滴过渡问 题焊接过程中没有飞溅现象产生,焊缝成形非常美观。
合适的弧长应近似等于钨极直径。
焊接电流与焊接电压的关系如下:
GB标准: U=10+0.04I
式中,U为焊接电压(V);I为焊接电流(A)
电流大于600A时,电压保护34V恒定。
10
三、电弧长度
电弧长度(钨极与工件间距离):焊接过程中保持稳定的
电弧长度是评定焊接熟练程度的一项重要内容。电弧长度
发生变化将直影响到焊缝形状、熔深等,对焊接质量产生
极大的影响。
电弧长度增加: 焊道宽度增加, 熔深减小,保护效果变差。
钨极
电弧长度减少: 不宜观察熔池,
填充焊丝易与钨极短路。
喷嘴
L =(1~1.5)倍板厚
最大小于6 ㎜ 钨极伸出长度: 对焊时: 5 ~ 6 ㎜ 角焊时: 7 ~ 8 ㎜ (过长时钨极易氧化)
填充焊丝
工件
钨极伸出长度 电弧长度 ( L )
9
二、焊接电压(电弧电压)
焊接电压主要影响焊缝的宽度,对熔深影响不大。电弧 电压增高时,焊缝宽度增加,熔深稍减小。
手工TIG焊时,焊接电压主要由弧长决定,电弧越长, 焊接电压越高,观察熔池越清楚,加丝也比较容易(不易碰 上钨极)。但弧长太长时,容易产生末焊透及咬边,而且保 护效果差,容易出气孔。但电弧也不能太短,屯弧太短, 很难看清熔池,,加丝时焊丝容易碰到钨极,引起短路或 污染钨极,产生夹钨缺陷和加大钨极烧损。
TIG焊接工艺参数选择方法 LN
6.氩弧焊采用氩气纯度较高,通常都要求达到 99.99%以上,且氩弧焊机又较复杂,因此氩弧焊生产成本 较高。
基于以上特点,氩弧焊可以焊接所有的金属。在航空、 原子能、石油化工、电站锅炉、机械等领域被广泛应用。
TIG焊接工艺参数选择方法
钨极氩弧焊( TIG )概述
钨极氩弧焊(TIG)定义: 它是利用钨棒作为电极,以氩气、氦气等惰性气体为保护气体的一 种焊接方法。钨极氩弧焊构成示意图如下:
利用钨极与工件之间产生的电弧作为热源。电弧和熔化金属都处于 惰性气体的保护之中,使其不受周围空气的有害作用。
钨极氩弧焊( TIG )概述
二、焊接电压(电弧电压)
焊接电压主要影响焊缝的宽度,对熔深影响不大。电弧 电压增高时,焊缝宽度增加,熔深稍减小。
手工TIG焊时,焊接电压主要由弧长决定,电弧越长, 焊接电压越高,观察熔池越清楚,加丝也比较容易(不易碰 上钨极)。但弧长太长时,容易产生末焊透及咬边,而且保 护效果差,容易出气孔。但电弧也不能太短,屯弧太短, 很难看清熔池,,加丝时焊丝容易碰到钨极,引起短路或 污染钨极,产生夹钨缺陷和加大钨极烧损。
电流的种类与极性
被焊金属材料
直流正极性 低合金高强钢,不锈钢,耐热钢,铜及其合金。
直流反极性 适用于各种金属的熔化极氩弧焊。
交流
铝、镁及它们的合金。
直流反接时,工件接负极,弧柱氩气电离后形成的大量正离子在电场力
的作用下,高速正离子流将猛烈地冲击熔池和它周围的工件表面,使难熔的 金属氧化物破碎并将它们除去,这种现象叫阴极清理作用。由于阴极清理作 用,在焊接过程能除掉金属表面难熔的氧化膜,可以使焊接铝、镁等活泼金 属变得很容易。然而,直流反接时,阴极斑点在熔池表面活动范围较大;散热 又快,发射电子能力较弱,故电弧稳定性较差。同时,因钨极接正极,它的 发热量大,烧损严重,许用电流太小,因此,在一般情况下TIG焊时,不采用 直流反极性接法,只在熔化极氩弧焊时才采用直流反接。
多层多道tig焊接参数
多层多道tig焊接参数摘要:1.多层多道TIG 焊接参数的概念和特点2.多层多道TIG 焊接参数的选择原则3.多层多道TIG 焊接参数的应用实例4.多层多道TIG 焊接参数的发展趋势正文:一、多层多道TIG 焊接参数的概念和特点多层多道TIG 焊接(Tungsten Inert Gas welding,钨惰性气体焊接)是一种高品质的焊接方法,主要用于不锈钢、铝、铜等高熔点、高活性金属的焊接。
多层多道TIG 焊接参数是指在焊接过程中,焊接电流、电压、焊接速度、保护气体流量等参数的设置。
这些参数的合理设置对于保证焊接质量、提高生产效率具有重要意义。
二、多层多道TIG 焊接参数的选择原则1.焊接电流:焊接电流是影响焊接质量的主要参数。
一般来说,焊接电流越大,熔深越大,焊缝宽度也相应增加。
但在多层多道焊接中,过大的电流可能导致焊缝变形、焊缝不均匀等问题。
因此,在选择焊接电流时,需要综合考虑焊接材料、焊接厚度等因素,选择合适的电流值。
2.焊接电压:焊接电压是焊接过程中的次要参数,对于焊接质量的影响相对较小。
但在多层多道焊接中,合理的电压设置可以保证电弧的稳定性,提高焊接效率。
3.焊接速度:焊接速度是影响焊接质量的重要参数。
焊接速度过快,可能导致焊缝不均匀、熔合不良等问题;焊接速度过慢,可能使焊缝变形、生产效率降低。
因此,在选择焊接速度时,需要综合考虑焊接材料、焊接厚度、焊接电流等因素,选择合适的焊接速度。
4.保护气体流量:保护气体流量对于保护电弧稳定性、防止氧化具有重要作用。
流量过大,可能使电弧不稳定;流量过小,可能使焊接区域氧化。
因此,在选择保护气体流量时,需要综合考虑焊接材料、焊接电流等因素,选择合适的保护气体流量。
三、多层多道TIG 焊接参数的应用实例在实际生产中,多层多道TIG 焊接参数的选择需要根据具体情况进行调整。
例如,焊接不锈钢时,可以选择焊接电流为200-300A,焊接电压为10-15V,焊接速度为1-2m/min,保护气体流量为10-15L/min。
tig焊焊接参数
tig焊焊接参数
TIG焊接是一种常见的金属焊接方法,其主要焊接参数包括以下几点:
1.焊接电流:根据焊接材料的类型和厚度,以及所需的焊缝形状,选择合适的焊接电流。
一般来说,焊接电流在0、1.6、
2.4和
3.2安培之间。
2.焊接电压:焊接电压会影响焊缝的形状和宽度,通常在10-15伏特之间。
3.焊接速度:焊接速度是指焊接过程中焊接头移动的速度,它会影响到焊缝的宽度、形状和质量。
焊接速度适中,可以保证焊缝的饱满和光滑。
4.钨极直径:钨极直径根据焊缝宽度和个人喜好选择,一般为2-6毫米。
5.气体流量:保护气体的流量要适当,流量过大或过小都会影响到焊接质量。
通常,氩气的流量在10-15升/分钟之间。
6.焊接角度:焊接角度是指焊接头与焊接面的夹角,一般为90度。
7.焊接顺序:根据焊缝的形状和焊接材料的布局,合理选择焊接顺序,以保证焊缝的质量。
8.焊接温度:焊接温度会影响到焊缝的质量和性能,一般控制在熔池的形成温度以下。
以上就是TIG焊接的主要参数,实际操作中,还需要根据具体的焊接条件和个人经验进行调整。
工艺-焊接8.1-TIG

提前送气
K3开 J2断 CJ断 焊接停止
滞后停气
C12延时 J1断 DF断 保护气停
28
全电路
29
3、焊接程序控制
8.1.5 TIG焊规范参数
一、TIG规范参数选择
焊接参数: 电流种类、极性,焊接电流,电弧电压,焊接速度,送丝速度,钨极 形状及直径,氩气流量,喷嘴孔径 不锈钢焊接:
一、TIG特点
1、以Ar气做保护气,保护效果好。 Ar特性:
2
密度:1.7837kg/m3,空气中含量:0.935%. 比空气重(1.2928kg/m3 ),保护效果好。 沸点:-186℃,制氧副产品,纯度要求 99.9~99.999%。
惰性气体,不与气体元素发生化学反应,也不 溶于熔池中。
2、没有焊渣,焊缝成形美观。
25
2)引弧脉冲触发器
R16、C8、R17、C9: 移相90°电路 C9:
电压上正下负 D8反向阻挡 BG3导通 BG5截止 SCR5不触发 C6不能通过SCR5对B3放电 B3上无信号 SCR1、SCR2不触发 电压上负下正 BG3截止 BG5导通 SCR5触发 C6放电 B3脉冲 SCR1、SCR2触发 B2产生脉冲
l 5 ~ 10mm
8
三、电极
1、对电极的要求 *1、耐高温。熔点、沸点高,焊接过程本身不熔化。 *2、电流容量大。发热小,烧损少。 *3、电子发射能力强。引弧、稳弧性能好。 2、电极种类 1)纯钨极 熔点:3387℃ 沸点:5900℃ UW :4.54V
电子发射能力略有不足 2) 钍钨极 1~3.5% ThO2 UW :2.63V 电子发射能力提高50% 3) 铈钨极 2% CeO 电流容量及电弧性能都得到提高 Ce:微放射性元素 Th:放射性元素
钨极氩弧焊(TIG焊)焊接工艺参数

钨极氩弧焊(TIG焊)的焊接工艺参数
钨极氩弧焊简称为TIG焊,它使用熔点很高的纯钨或钨合金(钍钨、铈钨)作为不熔化电极的氩气保护焊,故也称不熔化极氩弧焊。
为了确保钨极氩弧焊的质量,必须对焊件与焊丝表面进行清理,去除金属表面的氧化膜、油污等杂质,否则在焊接过程中将会影响电弧的稳定性,产生气孔和未熔合等缺陷.焊接工艺参数如下;
1)钨极直径:
钨极直径主要根据焊件厚度选取.此外,在同等焊接条件下,选用不同的电流种类和极性,钨极电流许用值不同,采用的钨极直径也不同.如钨极直径选择不当,将造成电弧不稳、钨极烧损和焊缝夹钨现象;
2)焊接电流:
当钨极直径选定后,再选择合适的焊接电流.各种直径的钍(铈)钨极许用电流值见表1-001;
3)氩气流量:
氩气流量主要根据钨极直径和喷嘴直径来选取,通常在3~20L/min范围内;
4)焊接速度:
氩气保护层是柔性的,当遇到侧向风力或焊接速度过快时,则氩气气流会产生弯曲而偏离熔池,影响气体保护效果,而且焊接速度会影响焊缝成形,因此应选择合适的焊接速度;
5)工艺因素:
主要指喷嘴形状与直径、喷嘴至焊件的距离、钨极伸出长度、填充焊丝直径等.虽然这些工艺因索变化不大,但对气体保护效果和焊接过程有一定影响,应根据具体情况选择.通常喷嘴直径在5~20mm内选用;喷嘴至焊件的距离不超过15mm;钨极伸出喷嘴长度为3~4mm;填充焊丝直径根据焊件厚度选择。
TIG焊焊接工艺参数:
杨怡平
2011-6-19。
多层多道tig焊接参数
多层多道tig焊接参数多层多道TIG焊接是一种高精密焊接方法,在许多领域都有广泛应用。
它可以用于焊接不同种类的金属,如钢铁、铝合金、钛合金等。
在多层多道TIG焊接过程中,要注意合适的焊接参数的选择,以确保焊接质量和效率。
首先,选择适当的电流是非常重要的。
电流控制焊接的熔化速度和焊缝的宽度。
通常,高电流会产生较宽的焊缝,但也会增加焊接过程中的热量,可能导致焊接变形和烧穿的风险。
因此,在选择电流时,需要考虑焊件的厚度和所需的焊接速度。
一般来说,较薄的金属需要较低的电流,而较厚的金属可以使用更高的电流。
其次,焊接速度也是一个需要注意的参数。
焊接速度控制着焊接过程中金属的加热和冷却速度,直接影响焊缝的质量和稳定性。
过快的焊接速度可能导致焊接进行得不充分,焊缝质量不佳;而过慢的焊接速度则可能引起过多的热量累积,导致金属熔化过多,增大热影响区域。
因此,应根据焊件的厚度和材料特性选择适合的焊接速度。
第三,保护气体的选择也是非常重要的。
TIG焊接过程中常用的保护气体有纯氩气、纯氦气或其它混合气体。
保护气体的作用是保持焊接过程中焊缝周围的气氛清洁,防止氧气和其他杂质进入焊缝,保证焊缝的质量。
纯氩气主要用于焊接不锈钢、镍合金等,而纯氦气主要用于焊接铝合金。
同时,保护气体的流量也需要根据焊件的材料和厚度来选择,以保证良好的保护效果。
最后,还需要注意正确的焊接技术和工艺。
多层多道TIG焊接通常需要进行多次焊接,要确保焊缝的质量和一致性,需要严格控制焊接参数和焊接层间的间隔。
另外,需要注意焊接过程中的预热和后热处理,以减少焊接产生的应力和变形。
综上所述,多层多道TIG焊接参数的选择是一个非常关键的环节,它直接影响着焊接质量和效率。
在选择焊接参数时,需要综合考虑焊件的材料和厚度、焊接速度、保护气体的类型和流量等因素。
合适的焊接参数可以提高焊接质量,减少焊接变形和烧穿的风险,确保焊接过程的稳定性和可靠性。
因此,操作人员应具备扎实的焊接知识和经验,根据具体情况进行参数的选择和调整,以实现最佳的焊接效果。
TIG焊接工艺
1.6~2 180~ 220
2 220~ 240
2~3 240~ 280
2~3 280~ 320
3 280~ 320
3~4 300~ 340
12~14 14~18 14~18 16~20 18~24 18~24
8~10 108~117 10~14 108~117 10~14 117~125 12~16 117~125 14~18 125~133 14~18 133~142
4~5
8 ~ 9.5
6~8
101 ~ 150 4 ~ 9.5
4 ~ 7 9.5 ~ 11 7 ~ 10
151 ~ 200 6 ~ 13 201 ~ 300 8 ~ 13 301 ~ 500 13 ~ 16
ห้องสมุดไป่ตู้6~8 8~9 9 ~ 12
11 ~ 13 13 ~ 16 16 ~ 19
7 ~ 10 8 ~ 15 8 ~ 15
图3 焊接速度对氩气保护效果的影响
5) 喷嘴与工件的距离 距离越大,气体保护效果越差,但距离太近
会影响焊工视线,且容易使钨极与熔池接触而短路,产生夹钨,一般喷
嘴端部与工件的距离在 8 ~ 14mm 之间。
表 6 到表 10 列出了几种材料钨极氩弧焊的参考焊接条件。
表7 铝及铝合金自动钨极氩弧焊焊接条件
喷嘴过大,不仅妨碍焊工观察,而且气流流速过低,挺度小,保护效果
也不好。所以,气体流量和喷嘴直径要有一定配合。一般手工氩弧焊喷
嘴孔径和保护气流量的选用见表 5 。
表 5 喷嘴孔径与保护气流量选用范围
焊接电流 /A
直流正接性
交流
喷嘴孔径 流量/L·min- 喷嘴孔径 流量/L·min-
/mm
铝合金TIG焊工艺参数的选用要点
铝合金TIG焊工艺参数的选用要点(1)喷嘴孔径与保护气体流量铝合金TIG的喷嘴孔径为5~22㎜;保护气体流量一般为5~15L/min。
(2)钨极伸出长度及喷嘴至工件的距离钨极伸出长度:对接焊缝时一般为5~6㎜,角焊缝时一般为7~8㎜。
喷嘴至工件的距离一般取10㎜左右为宜。
(3)焊接电流与焊接电压与板厚、接头形式、焊接位置及焊工技术水平有关。
手工TIG焊时,采用交流电源,焊接厚度小于6㎜铝合金时,焊接电流可根据电极直径d按公式I=(60~65)d确定。
电弧电压主要由弧长决定,通常使弧长近似等于钨极直径比较合理。
④焊接速度铝合金 TIG 焊时,为了减小变形,应采用较快的焊接速度。
手工 TIG 焊一般是焊工根据熔池大小、熔池形状和两侧熔合情况随时调整焊接速度,一般的焊接速度为 8~12m/h;自动 TIG 焊时,工艺参数设定之后,在焊接过程中焊接速度一般不变。
⑤焊丝直径呈正比关系。
交流电特点是负半波(工件为负)时,有阴极清理作用,正半波(工件为正)时,钨极因发热量低,不容易熔化。
为了获得足够的一般由板厚和焊接电流确定,焊丝直径与两者之间熔深和防止咬边、焊道过宽和随之而来的熔深及焊缝外形失控,必/须维持短的电弧长度,电弧长度大约等于钨极直径。
为了防止起弧处及收弧处产生裂纹缺陷,有时需要加引弧板和熄弧板。
当电弧稳定燃烧,钨极/端部被加热到一定的温度后,才能将电弧移入焊接区。
钨极脉冲惰性气体保护焊扩大了 TIG 焊的应用范围,特别适用于焊接精/密零件。
在焊接时,高脉冲提供大电流值,这是在留间隙的根部焊接时为完成熔透所需的;低脉冲可冷却熔池,这就可防止接头根部烧穿。
脉冲作用还可以减少向母材的热输入,有利于薄铝件的焊接。
交流钨极脉冲氩弧焊有加热速度快、高温停留时间短、对熔池有搅拌作用等优点,焊接薄板、硬铝可得满意的焊接接头。
交流钨极脉冲氩弧焊对仰焊、立焊、管子全位置焊、单面焊双面成形,可以得到较好的焊接效果。
在焊接过程中一定要挑选合适的焊丝,不同的铝板对于焊丝的需求不同,需挑选抗压,拉伸能力所匹配的焊丝,郑州船王铝焊丝17年专注研制生产铝及铝合金焊丝,目前在行业内已经能取代进口焊丝使用。
熔化极气体保护焊工艺参数
熔化极气体保护焊工艺参数熔化极气体保护焊(Metal Inert Gas Welding,MIG焊)是一种常见的电弧焊接方法,广泛应用于各种金属的焊接工艺中。
这种焊接方法使用熔化极气体保护焊工艺参数,以保证焊接过程中的焊缝质量和焊接效率。
首先,焊接电流是控制熔化极气体保护焊焊接热量的关键参数之一、正确选择合适的焊接电流能够保证焊接热量与焊材相匹配,从而保证焊缝质量和焊接速度。
通常情况下,焊缝的宽度与焊接电流成正比,因此,较宽的焊缝需要较高的焊接电流,而较薄的焊缝则需要较低的焊接电流。
其次,焊接电压是熔化极气体保护焊另一个重要的参数。
焊接电压直接影响电弧的稳定性和剩余气体的排除能力。
选择适当的焊接电压可以获得稳定的焊接过程和良好的焊缝质量。
一般情况下,焊接电压与焊接电流成正比,因此,较高的焊接电流需要较高的焊接电压。
此外,焊丝直径也是熔化极气体保护焊的关键参数之一、焊丝直径与焊接电流、焊缝的宽度和深度以及焊接速度密切相关。
较粗的焊丝适用于较大的焊缝,而较细的焊丝适用于较小的焊缝。
选择合适焊丝直径可以保证焊缝形貌良好,焊接效率高。
最后,焊接速度也是熔化极气体保护焊的重要参数之一、适当的焊接速度能够控制焊接过程中的热输入和熔深,保证焊缝的质量和美观。
过快的焊接速度可能导致熔深不够、焊缝孔洞等缺陷,而过慢的焊接速度则可能导致过高的热输入,使焊缝产生气孔、烧穿等缺陷。
因此,在实际焊接过程中,需要根据焊接材料的板厚、焊丝直径和焊接质量要求来选择合适的焊接速度。
总之,熔化极气体保护焊的工艺参数有焊接电流、焊接电压、焊丝直径和焊接速度等。
正确选择和控制这些参数可以保证焊缝的质量和焊接效率。
在实际操作中,焊工需要结合焊接材料的特点和焊接要求,灵活调整这些参数,以获得满意的焊接结果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接电流与焊接电压的关系如下: GB标准: U=10+0.04I 式中,U为焊接电压(V);I为焊接电流(A) 电流大于600A时,电压保护34V恒定。
三、电弧长度
电弧长度(钨极与工件间距离):焊接过程中保持稳定的电弧长度是评定焊接 熟练程度的一项重要内容。电弧长度发生变化将直影响到焊缝形状、熔深等, 对焊接质量产生极大的影响。
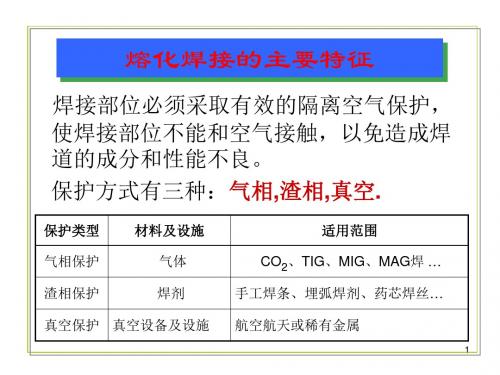
熔化焊接的主要特征
• 焊接部位必须采取有效的隔离空气保护, 使焊接部位不能和空气接触,以免造成焊 道的成分和性能不良。
• 保护方式有三种:气相,渣相,真空.
保护类型 材料及设施
气相保护
气体
渣相保护
焊剂
真空保护 真空设备及设施
适用范围 CO2、TIG、MIG、MAG焊 … 手工焊条、埋弧焊剂、药芯焊丝… 航空航天或稀有金属
用难熔金属作为电极,以氩气等惰性气体保护,焊接过程中电极不熔化。 因此焊接过程稳定,焊缝成形好,容易得到高质量的焊缝。焊接过程可以 用手工进行,也可以实现自动化。当工件厚度小于3mm时,可经不开坡口 和填或不填加焊丝进行焊接。这种方法容易控制焊缝成形,因此,它多用 来焊接薄件或厚件的打底焊,容易保证单面焊背面成形。但钨极氩弧焊电 极使用电流有限,焊缝熔深浅,焊接速度低,一般情况下适合于焊接厚度 小于6mm工件。
—
15~30
130~230
170~250
17~30
17~30
160~310
225~330
20~35
20~35
275~450
350~480
35~50
35~50
—
500~675
—
50~70
400~625
500~700
50~70
55~80
550~675
650~950
65~100
65~100
—
—
—
—
交流
纯钨 5~15 15~55 45~90 65~125 70~130 80~140 150~190 180~260 190~300 240~350 300~450
钨极直径与锥部尺寸的关系
d(mm) 1
1.6 2.4 3.2
4
l(mm) 2.5 4 6 8 10
d1(mm) 0.5 0.8 1.2 1.6 2
l1(mm) 1.2 2 3 4 5
六、钨极的选用
焊接方法 直流TIG焊接
交流TIG焊接
钨极
电极材质 2%氧化钍钨(钍) 2%氧化铈钨(铈) 2%氧化镧钨(镧) 2%氧化钍钨(钍) 2%氧化铈钨(铈)
若钨极较粗,焊接屯流很小,由于电流密度低,钨极端部温度低,电弧会 在钨极端部不规则地漂移,电弧很不稳定,破坏了保护区,熔池易被氧化。
当焊接电流超过了相应直径的许用电流时,由于电流密度太高,钨极端部 温度达到或超过了钨极的熔点,会出现端部局部熔化现象,端部很亮。当电流 继续增大时,熔化了的钨极在端部形成一个小尖状突起,逐渐变大形成熔滴, 电弧在熔滴尖端漂移,很不稳定,不仅破坏了氩气保护区,使熔池被氧化,焊 缝成形不好,而且熔化的钨落入熔池后将产生夹钨缺陷。
一、焊接电流(续)
直流正接时,工件接正极,钨极接负极。这时在钨极上的阴极斑点比较 稳定,发射电子的能力强,电弧稳定,钨极的许用电流大,烧损小,而且工件 上的温度较高,故适于用来焊接熔点较高或导热性较好的金属,如不锈钢、铜 和铜合金等。
交流TIG焊兼有上述两种接法的优点,钨极的许用电流较大,弥补了直流 反接的不足,而且在工件为负极的半周内有阴极清理作用,故适于焊接铝、镁 和它们的合金。
—
钍钨、铈钨 5~15 15~70 60~125 85~160
100~180 120~210 150~250 240~350 290~390 330~460 430~575 650~830
五、钨极直径与端部形状(续)
(2)钨极端部形状 钨极端部的形状对焊接许用电流的大小、电弧燃烧的稳 定性、焊缝成形也有影响。
TIG焊接工艺参数选择
影响TIG焊焊接质量的工艺参数很多。包括焊接电流的种类、极性和大小, 焊接电压,焊接速度,保护气体的流量,焊接方向,钨极直径与端部形状,钨 极伸出长度,喷嘴的直径、形状、喷嘴与工件间距离等。
一、焊接电流
1. 焊接电流种类和极性:通常根据母材的材质按下表选择焊接电流的种类和 极性。
5.钨棒承载电流能力较差,过大的电流会引起钨棒的熔化和蒸发,其微粒 有可能进入熔池面引起夹钨。所以这种焊接方法焊接电流的大小会受到钨棒 的限制,故熔敷速度较小,生产率较低。
6.氩弧焊采用氩气纯度较高,通常都要求达到99.99%以上,且氩弧焊机又 较复杂,因此氩弧焊生产成本较高。
基于以上特点,氩弧焊可以焊接所有的金属。在航空、原子能、石油化工、 电站锅炉、机械等领域被广泛应用。
纯钨(纯钨)
标志颜色 红色 灰色
黄绿色 红色 灰色 绿色
标志颜色
150 mm
七、钨极伸出长度
严格的讲,钨极伸出的长度是指钨极端部到钨极卡子端部那一段钨极
的长度,它不仅影响保护效果,还影响钨极的最大允许电流。因为这段钨极 传导焊接电流不受电弧热作用,而且电流流过时,会产生电阻热。因此,这 段长度超长,同一直径的钨极的许用电流越小。
钨极 直径 (mm)
0.5 1
1.6 2
2.4 2.5 3.2
4 4.8
5 6.3
8
直流
正接(钨极接正极)
反接(钨极接负极)
纯钨
钍钨、铈钨
纯钨
钍钨、铈钨
5~20
5~20
—
—
10~75
10~75
—
—
40~130
60~150
10~20
10~20
75~180
100~200
15~25
15~25
—
150~250
电弧长度增加: 焊道宽度增加, 熔深减小,保护效果变差。
电弧长度减少: 不宜观察熔池, 填充焊丝易与钨极短路。
L =(1~1.5)倍板厚 最大小于6 ㎜
钨极伸出长度: 对焊时: 5 ~ 6 ㎜ 角焊时: 7 ~ 8 ㎜ (过长时钨极易氧化)
填充焊丝
工件
钨极 喷嘴
钨极伸出长度 电弧长度 ( L )
四、焊接速度
在焊接电流一定的情况下,焊接速度的选择保证单位时间内给焊缝适宜的热量. 焊接热量三要素:
热量= I 2 R t I 2 :焊接电流的平方 R: 电弧的等效电阻 t:对被焊部位施加热量的时间
焊接速度增加时,焊道窄,熔深浅。太快,易产和生未焊透。 焊接速度慢时,焊道宽,熔深深。太慢,产生焊漏、烧穿。 选择焊接速度应考虑以下因素: 1.焊接铝及铝合金等高导热金属时,为了减少变形,应采用较快的焊接速度。 2.焊接有裂纹倾向的合金时,不能采用高速焊接。 3.非平焊位置焊接时,为保证较小的熔池,避免铁水下流,尽量选择较快的焊 速。
填充焊丝
工件
钨极 喷嘴
钨极伸出长度 电弧长度 ( L )
八、喷嘴高度
喷嘴端面至工件表面的距离叫
喷嘴高度。喷嘴高度越小,保护效 果越好,但能观察的范围和保护区 较小,填充焊丝比较困难,施焊难 度较大;喷嘴高度太小时,容易使 钨极与焊丝或熔池短路,产生夹钨 缺陷;喷嘴高度越大,能观察的范 围越大,但保护效果差。一般喷嘴 高度应在8~14mm之间
电流的种类与极性
被焊金属材料
直流正极性 低合金高强钢,不锈钢,耐热钢,铜及其合金。
直流反极性 适用于各种金属的熔化极氩弧焊。
交流
铝、镁及它们的合金。
直流反接时,工件接负极,弧柱氩气电离后形成的大量正离子在电场力
的作用下,高速正离子流将猛烈地冲击熔池和它周围的工件表面,使难熔的金 属氧化物破碎并将它们除去,这种现象叫阴极清理作用。由于阴极清理作用, 在焊接过程能除掉金属表面难熔的氧化膜,可以使焊接铝、镁等活泼金属变得 很容易。然而,直流反接时,阴极斑点在熔池表面活动范围较大;散热又快, 发射电子能力较弱,故电弧稳定性较差。同时,因钨极接正极,它的发热量大, 烧损严重,许用电流太小,因此,在一般情况下TIG焊时,不采用直流反极性 接法,只在熔化极氩弧焊时才采用直流反接。
填充焊丝
工件
钨极 喷嘴
喷嘴高度 ( H )
九、填充焊丝
为保证焊接强度或当焊缝有间隙时,TIG焊需插入适量的填充 焊丝,使用填充焊丝时应注意以下事项: 1.焊丝的化学成分应与母材的性能相匹配,严格控制其化学成分、纯度和质量。 主要化学成分应比母材稍高,以弥补高温的烧损。 2.TIG焊使用钢焊丝时应尽量选专用焊丝,以减少主要化学成分的变化,保证焊缝 一定的力学性能和熔池液态金属的流动性,获得良好的焊缝成型,避免产生裂纹 等缺陷。 3. TIG焊使用有色金属焊丝焊接铜、铝、镁、钛及其合金时应注意成分相符。 有时可将与母材成分相同的薄板剪成小条当焊丝。 4.焊丝在使用前应采用机械或化学方法清除其表面的油脂、锈蚀等杂质,并使 之露出金属光泽。 5.填充焊丝直径的选择标准:
二、焊接电压(电弧电压)
焊接电压主要影响焊缝的宽度,对熔深影响不大。电弧电压增高时,焊缝 宽度增加,熔深稍减小。
手工TIG焊时,焊接电压主要由弧长决定,电弧越长,焊接电压越高,观 察熔池越清楚,加丝也比较容易(不易碰上钨极)。但弧长太长时,容易产生末 焊透及咬边,而且保护效果差,容易出气孔。但电弧也不能太短,屯弧太短, 很难看清熔池,,加丝时焊丝容易碰到钨极,引起短路或污染钨极,产生夹钨 缺陷和加大钨极烧损。
一、焊接电流(续)
2. 焊接电流的大小: 焊接电流的选择应保证单位时间内给焊缝适宜的热量。焊接电流的大小主要
影响熔深,对焊缝的宽度和余高影响不大。 通常根据焊接条件(板厚、材质、接头形式、焊接速度等参数)选定合适