太钢型材厂产品、生产工艺
钢材生产工艺流程

钢材生产工艺流程钢材是一种重要的金属材料,广泛应用于建筑、桥梁、汽车、机械等众多行业。
钢材的生产过程经历了多个步骤和流程,在本文中,我们将详细描述钢材的生产工艺流程,以确保流程清晰且实用。
1. 炼钢炼钢是钢材生产的第一步,其主要目的是将主要原料铁矿石转化为熔融的钢水。
1.1 铁矿石准备铁矿石是炼钢的主要原料,常见的有赤铁矿、磁铁矿、褐铁矿等。
首先,将铁矿石经过破碎、磨矿等工艺处理,使其细化,并去除其中的杂质。
1.2 炼焦炼焦是将冶金焦炭作为还原剂,将炼钢所需的高炉矿石还原为金属铁的过程,也是炼钢过程中重要的一环。
冶金焦炭由高炉煤炭经过热解、干馏等工艺得到。
1.3 确定配比根据所需钢种的成分要求,将铁矿石、冶金焦炭、石灰石等原料按一定比例混合,形成炼钢原料配料。
1.4 高炉炼制在高炉中进行炼钢过程,主要包括以下几个步骤: - 喷吹煤气与空气:通过喷吹煤气和预热空气,使其与炉内原料充分混合并燃烧,提供高炉所需的高温。
- 进料炉料:将预热、干燥后的炼钢原料连续送入高炉顶部,经由料槽、减压室等设备进入高炉,与上升气流一起下降。
- 返炉煤气再利用:炼钢过程中产生的煤气通过除尘、脱硫等处理后,一部分用于高炉本身的煤气喷吹,一部分作为燃料供热能。
- 熔化还原:由喷吹的煤气和炉料中的还原剂CO燃烧反应,使矿石中的铁氧化物还原为金属铁。
- 渗碳反应:喷吹的煤气中的一氧化碳(CO)与熔融金属铁发生气态反应,使铁中的碳含量达到要求。
- 收集钢水:从高炉底部收集炉料中的熔融金属铁,形成炼钢出钢口,流出钢水,也称为铁水。
2. 制钢经过炼钢工艺,我们得到了熔融的钢水,接下来需要对钢水进行精炼、连铸和热处理等过程,最终得到成品钢材。
2.1 精炼钢水中含有一定的杂质,如硫、磷、氧化物等。
为了提高钢的质量,需要对钢水进行精炼。
常用的精炼方法包括转炉法和电炉法: - 转炉法:将钢水转入转炉内,通过与喷吹的氧气反应,使钢中的杂质氧化并排出。
太钢炼钢二厂AOD工艺培训教材(最终)

耐热性、耐磨蚀性良好,因含有Nb、Zr元素 洗衣机、汽车排气管、电
,故其加工性,焊接性优秀。
子产品、3层底的锅。
淬火后硬度高,耐蚀性好(有磁性)。
餐具(刀)、涡轮机叶片
作为马氏体钢的代表钢,虽然强度高,但不 刀刃、机械零件、石油精练置、螺
适合于苛酷的腐蚀环境下使用;其加工性好 栓、螺母、泵杆、1类餐具(刀叉)
AOD工艺的发现源于1954年在尼亚加拉瀑布城联合碳化公司的金属研究实验室 里。W.Krivsky当时正在研究碳-铬-温度之间的关系,并试图协调以前联合碳 化公司Hilty和CrafteQk以及英格兰Dennis所得到的某些不同的结果。
这些实验包括有向100磅融熔的铬合金熔池表面上吹氧。由于该实验反应的高 放热特性,在等温条件下是难于完成实验的。Krivsky就向氧中加氩以控制熔池 温度。他发现用氩稀释可使融熔的金属脱碳水平比以前所得到的结果低得多。且 不使铬过多地氧化。
AOD炉的炉体由炉身和炉帽两部分组成, 炉身为圆柱体及一倒置的截头圆锥体,其尺寸的 比例大致为:熔池深度:钢渣面直径:炉膛总高 =1:2:3。炉身下部侧墙的倾角为20~25°, 风口装置在侧墙下部。炉身部分的耐火衬分两部 分:内层是工作层,由各种特性的铬镁质耐火砖 砌成,厚度为300—400毫米;外层为保温衬,一 般是用厚度为115毫米的耐火粘土砖砌筑。近来 在欧洲与日本,采用镁白云石质耐火材料的工厂 正在日益增多。炉帽一般由耐火混凝土捣打成型 ,也可以用砖砌筑。它的作用是防止吹炼过程中 产生激烈喷溅,并在装入钢水和出钢时,保护风 口不受钢水侵蚀。
山西太钢不锈钢股份有限公司炼钢二厂
AOD及不锈钢的发展简介
不锈钢分类
➢ 按美标标准分200系、300系、400系。如201、301、304、321、316、317、309、310、 410、409、430、429、436、439、443、445、446、447;
钢带生产工艺

钢带生产工艺钢带生产工艺是指通过一系列工艺流程,将原材料经过熔炼、连铸、轧制等步骤,制成钢带产品的整个过程。
下面将为大家介绍一下钢带生产工艺的基本流程和设备。
首先是熔炼过程。
钢带的生产一般使用电弧炉来进行熔炼,将废钢、铁水和合金原料加入电弧炉中,通过高温,使这些原料熔化并混合。
这样得到的钢水,其成分可以根据需要进行调整,以达到生产出所需的各种钢带产品。
接下来是连铸过程。
连铸是将熔化的钢液通过一系列连续铸造过程,将其变成连铸坯,为后续的轧制过程提供原材料。
连铸设备通常包括机床、冷却水系统和连铸机等。
连铸机通过连续铸造,将钢液倒入結晶器中,经过冷却,钢液凝固并变成连铸坯。
连铸坯的大小可以根据需要进行调整。
然后是轧制过程。
轧制是将连铸坯通过轧机进行塑性变形和尺寸调整,得到符合要求的钢带产品。
轧机是生产钢带的核心设备,根据不同的钢带产品要求,可以选择不同类型的轧机。
在轧制过程中,连铸坯首先通过热轧机,进行初轧和精轧,使其厚度逐渐减薄,长度和宽度得到调整。
然后通过冷轧机进一步处理,使其表面质量更佳,并经过切割、整平等环节,得到最终的钢带产品。
最后是钢带的后续处理。
钢带生产完成后,还需要进行表面处理和切割等后续工艺。
表面处理通常包括酸洗、镀锌、涂层等过程,以保护钢带产品的表面免受氧化和腐蚀。
切割是根据用户需求,将钢带产品按照一定长度进行切割,以供后续使用。
总结一下,钢带生产工艺是一个复杂的过程,涉及到熔炼、连铸、轧制和后续处理等多个环节。
通过完善的设备和工艺流程,可以生产出各种不同类型的钢带产品,广泛应用于建筑、制造业等领域。
这些钢带产品在现代社会中发挥着重要的作用,提供了可靠的材料基础,推动了各行各业的发展。
钢铁行业生产工艺资料
钢铁行业生产工艺资料钢铁是现代社会的基础材料之一,广泛应用于建筑、机械制造、交通运输等各个领域。
钢铁行业的生产工艺涉及到多个环节,包括炼铁、炼钢、轧钢等,下面将针对这些环节进行详细介绍。
1. 炼铁工艺炼铁是将铁矿石中的铁元素还原出来的过程。
炼铁主要有两种方法,高炉法和直接还原法。
1.1 高炉法高炉法是最常用的炼铁方法,其主要流程如下:1.1.1 铁矿石预处理:铁矿石经过碎矿、磨矿等工艺处理,使其颗粒度适合高炉燃烧。
1.1.2 烧结:将经过预处理的铁矿石与焦炭按一定比例混合,形成烧结矿;再将烧结矿通过烧结机烧结成块状。
1.1.3 喷吹料:将烧结矿、燃料和熔剂通过高炉炉喉喷吹进高炉内,废气通过顶部排出。
1.1.4 还原冶炼:在高炉内,铁矿石中的铁氧化物经过还原反应,得到还原铁水和副产物(如炉渣)。
1.1.5 出铁:定期从高炉底部排出还原铁水,送往炼钢厂进行下一步的生产工艺。
1.2 直接还原法直接还原法是另一种炼铁方法,其主要流程如下:1.2.1 铁矿石预处理:同高炉法一样,对铁矿石进行预处理。
1.2.2 添加还原剂:将预处理后的铁矿石与还原剂(如天然气、液化石油气等)混合,并在还原炉中进行加热。
1.2.3 还原冶炼:在还原炉内,通过高温加热和还原剂的作用,将铁矿石中的铁氧化物还原为还原铁水。
1.2.4 出铁:将还原铁水从还原炉中排出,送往炼钢厂进行后续处理。
2. 炼钢工艺炼钢是将铁水中的杂质去除并调整铁水中的碳含量,以得到不同性能的钢材。
炼钢工艺通常包括转炉法、电弧炉法和电渣炉法。
2.1 转炉法转炉法是一种常用的炼钢方法,其主要步骤如下:2.1.1 转炉装料:将铁水、生铁和废钢等原料装入转炉中。
2.1.2 加热炉底:将转炉底部加热至一定温度,以提高冶炼反应速度。
2.1.3 氧气吹炼:通过转炉顶部喷吹氧气,使冶炼反应快速进行,同时移除铁水中的杂质。
2.1.4 加入合金:根据需要,向转炉中加入适量的合金,以调整合金元素含量。
型材生产工艺流程

型材生产工艺流程第一,原料准备:型材生产的原料一般是铝合金,其主要成分是铝和一些合金元素。
原料准备环节包括将铝锭加热并熔化,然后通过容器或连续铸造机将熔融铝注入模具中,使其凝固成型。
第二,型材生产:型材生产环节分为挤压和拉拔两种常用方法。
1.挤压:将铝合金坯料放入锭料容器中,通过加热和挤压机来使其变形。
-加热:将铝合金坯料放入加热炉中进行预热,使其温度达到必要的挤压温度。
-挤压:将加热后的铝合金坯料送入挤压机中,通过模具的压力和挤压机的推力,使坯料产生连续变形,最终形成型材的截面形状。
2.拉拔:将铝锭通过加热使其变软,然后通过拉拔机将其拉长形成型材。
-加热:将铝锭放入加热炉中进行预热,使其温度达到必要的拉拔温度。
-拉拔:将加热后的铝锭送入拉拔机中,通过模具的拉力和拉拔机的推力,使铝锭逐渐变形,最终拉出型材的截面形状。
第三,表面处理:为了提高型材的耐腐蚀性和外观质量,常对型材进行表面处理。
1.氧化:将型材浸入含有氧化剂的溶液中,通过一定的电流和电压,在型材表面产生一层氧化膜,以增强型材的耐腐蚀能力。
2.电泳涂装:将型材浸入含有沉积粒子的电泳液中,通过电解作用,在型材表面形成一层均匀且致密的涂层。
3.喷涂:通过喷枪将涂料均匀喷涂在型材表面,形成一层涂层。
第四为了确保型材的质量,需要对其进行质量检验。
1.外观检查:对型材的外观质量进行检查,包括表面是否平整、有无划伤、氧化膜的厚度是否符合要求等。
2.尺寸测量:通过工具测量型材的尺寸,包括长度、宽度和高度等,确保尺寸符合设计要求。
3.性能测试:对型材进行一系列性能测试,如抗拉强度、抗压强度、弯曲性能等。
总结:型材生产工艺流程包括原料准备、型材生产、表面处理和质量检验四个环节,每个环节都是为了确保最终生产出的铝型材具备理想的外观和性能。
各个环节的工艺流程和具体操作根据实际情况可能会有所变化,但以上所述为型材生产的基本流程。
太钢型材厂精整研磨车间除尘系统改造

相同, 袋式除尘 器 除尘 效率 高 , 技术 成熟 , 能够确 保排 放达
标 ; 比现有 除尘器 , 建 除尘 器 阻力增 大 , 对 新 需更 换 风机 电
() 1烟尘性质。烟尘为修磨机作业时产生 , 主要成分是
火 星、 含铁化合 物 、 铁屑等 。
() 2工作制度 。5 台修磨机 相对独立 , 时有 2 平 台修磨机
MA P n c n e gb g e
( i se T nhn m rn et Po co cne e nl yC . L Wua 325 Sn t l i cegE lom d re i Si c &Tc o g o ,t oe a n tt n e h o d. h n400 )
根 据现场情 况 , 除尘器 、 风机电机 、 囱等均就近露天布 烟
置在研磨车间厂房旁边的空地上。除尘器占地约 3m 宽) (
X 85 ( , . m 长)下部设输灰系统 , l 除尘器清灰 、 风机启停及卸
建一台长袋低压脉冲复合袋式除尘器n , 】袋式除尘器进 1 2 I 设
同时工作 。 13 设计要求 .
机, 保证足够 的系统抽力 ; 根据厂方系统节能的要求 , 增设变
频调速器和管道 阀门 , 将除尘 系统风量调节与修磨机工作状 态联锁 , 减少能耗 。 2 4 系统 布置 .
排放达标, 滤袋无严重磨损, 节能运行。
太钢的生产流程及工艺熊晋
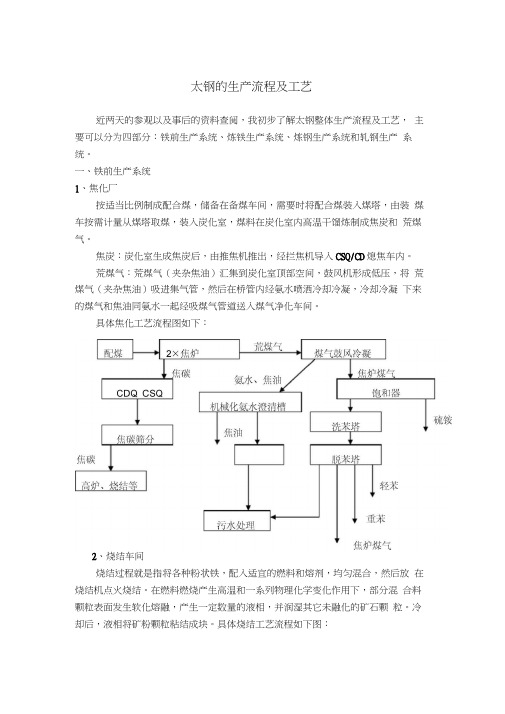
太钢的生产流程及工艺近两天的参观以及事后的资料查阅,我初步了解太钢整体生产流程及工艺,主要可以分为四部分:铁前生产系统、炼铁生产系统、炼钢生产系统和轧钢生产系统。
一、铁前生产系统1、焦化厂按适当比例制成配合煤,储备在备煤车间,需要时将配合煤装入煤塔,由装煤车按需计量从煤塔取煤,装入炭化室,煤料在炭化室内高温干馏炼制成焦炭和荒煤气。
焦炭:炭化室生成焦炭后,由推焦机推出,经拦焦机导入CSQ/CD熄焦车内。
荒煤气:荒煤气(夹杂焦油)汇集到炭化室顶部空间,鼓风机形成低压,将荒煤气(夹杂焦油)吸进集气管,然后在桥管内经氨水喷洒冷却冷凝,冷却冷凝下来的煤气和焦油同氨水一起经吸煤气管道送入煤气净化车间。
具体焦化工艺流程图如下:2、烧结车间烧结过程就是指将各种粉状铁,配入适宜的燃料和熔剂,均匀混合,然后放在烧结机点火烧结。
在燃料燃烧产生高温和一系列物理化学变化作用下,部分混合料颗粒表面发生软化熔融,产生一定数量的液相,并润湿其它未融化的矿石颗粒。
冷却后,液相将矿粉颗粒粘结成块。
具体烧结工艺流程如下图:烟道灰气清洗系统、余压发电、余热回收、干除尘等先进生产工艺,高炉综合水平达到 国际先进水平。
4350高炉炼铁工艺具体如下图:点火器皮 ■ ----布 料精矿、粉矿(0~ 10mm )石灰石、白云石(80〜0mm碎焦、无烟煤 (25〜0mm瓦斯灰、 轧钢皮 (10〜0mm )值得一提的是应用,不仅有效解决了脱硫脱硝的环保问题,同时年产畐寸产品浓热返酸该技术的有效 9000 吨,全面用于太钢轧钢酸洗工序和焦化硫氨生产,变废为宝 * 整粒二、炼铁生产系统 4350高炉炼铁工艺4350高炉以高产、长寿为目标,采用“现金、、使用、优质、'节能降耗、长高 炉寿、可靠、环保”的工艺技术,配置四座新日铁外燃式热风炉,PW 串罐无钟装料设备、新型大能力TMT 液压泥炮和开口机、环保英巴水泥冲渣工艺、毕肖夫煤冷返矿高炉矿槽冷返矿三、炼钢生产系统二钢北区生产线二钢北区包括不锈钢生产线和碳钢生产线两条。
钢铁厂工艺流程

钢铁厂工艺流程
《钢铁厂工艺流程》
钢铁厂是生产钢铁产品的重要工业场所,其工艺流程十分复杂。
以下是钢铁厂的主要工艺流程:
1. 原料准备:钢铁厂的主要原料包括铁矿石、焦炭和石灰石。
这些原料会经过破碎、磨碎和混合等步骤进行准备,以便用于后续的冶炼工艺。
2. 炼铁工艺:炼铁是将铁矿石中的铁氧化物还原成金属铁的过程。
在高炉中,原料混合物经过预热后,加入高炉炉料层,并通过加热、还原和熔融等步骤,最终得到熔融的生铁。
3. 轧钢工艺:生铁需要经过轧钢工艺才能生产出可用的钢铁产品。
这一工艺包括熔炼、浇铸、轧制和淬火等步骤,可以生产出各种规格和形状的钢材。
4. 产品加工:钢铁产品在生产出来后,还需要进行一系列的加工和处理,例如切割、焊接、热处理等,以适应各种不同的用途。
5. 环保处理:钢铁厂的生产工艺也需要考虑环保因素。
废气、废水和固体废物的处理以及资源的循环利用,对于钢铁厂的可持续发展至关重要。
总体来说,钢铁厂的工艺流程是一个综合性的过程,需要各种
技术和设备的协同作用。
只有不断优化工艺流程,并且严格遵守环保法规,钢铁厂才能够生产出高质量的钢铁产品,并且保护环境。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
轮锯、2000吨三点式压力矫直机、无芯剥皮机、全自动在线探伤仪、
保护气氛电渣炉等。最大生产能力为10万吨/年。可生产圆钢、方钢、 扁钢、锻管。主要品种为高等级模具钢、高压锅炉管用钢、汽轮机叶
片用钢、不锈管坯钢、军工钢、Ni基合金等。
综
述
轧材工序主体设备1000mm可逆式初轧机,由西门子数控系统控 制。后部配套有1000t剪机、在线火焰切割机等,并具备酸洗、退火、
2010.11 199 73.7 0 0
2010.12 1047 375 429 203
1月 1948 757.3 1428 492
2月 2033 858.7 2257 936
3月 3523 1100 3018 1064
4月 3204 616 3113 826
5月 4597 1158 3410 747
供电电源, 两个炉头,三个熔炼站和两个电极预热站;
年生产能力:1万吨/年(综合);溶化速率 钢锭最大重量:16吨;
钢锭直径:¢400--1000mm( ¢ 400、 ¢ 500、 ¢ 600、
¢ 720、 ¢ 850、 ¢ 1000mm)
主体设备
产品优势
具有智能计算机控制系统,可实现全自动冶炼; 钢质纯净,A、C类夹杂物级别≤0.5,B、D类夹杂物级别≤1.0, 夹杂物总和≤2.0; 优化的保护气体系统 ,保证钢锭表面无氧化皮,冶炼过程不增 氧。 可以冶炼镍合金、高等级汽轮叶片用钢及核电、石化用高等级不 锈钢及含Ti\Al等易烧损元素的品种。
矫直精度高,矫直后弯曲度≤1mm/m(10mm/18m);
矫直和校扭在一台机床上实现;
主体设备
无芯剥皮机
锻材原料直径 φ 200--φ 520mm
锻材产品直径
φ 180--φ 500mm 最大长度: 18000mm
主体设备
产品优势
生产效率高:具备全部光亮交货的能力. 尺寸范围大:世界最大剥皮规格可实现500mm光亮材交货 尺寸精度高: ±1mm,
充分发挥太钢冶炼低碳、高氮钢的优势。通过锻后水冷处理,
生产无磁钻铤用钢。 利用芯棒生产空心锻管,可为厚壁无缝管生产提供原料,降低
用户生产成本。
锻材直径偏差小,公差可达±1㎜。
主体设备
电 渣 炉
主体设备
主要性能
16吨双电源双极三工位电渣炉 机组功能:用于对钢锭在保护气氛下进行重熔, 配有两个独立的
脱气效果显著,氢、氧含量低
两种工艺冶金效果基本一致ቤተ መጻሕፍቲ ባይዱ主要取决于用户的喜好
电渣选用理由:用户需要、锭型匹配、提高易锻性,保证特
定的质量指标,如晶粒度、探伤等(足够的成本空间)
主体设备
2000吨三点式自动矫直机
主体设备
主要性能
生产能力: 10万吨/年
最大重量:10吨 锻材产品直径: φ 80--φ 560mm
双相不锈钢
生产难点
主要应用于电站用泵轴; 石油、石化、化工用管坯
1、锻造温度区间窄,低于终锻温度易出现裂纹。
需严格控制锻造温度。
2、锻后处理不当,容易纵裂,导致产品报废。
双相不锈钢主要供应商
其它 200 4% 太钢 500 10%
优势
1、径锻机锻造速度快,180次/分,锻造时温 降较小,锻后不易产生裂纹 2、可根据用户的需求,对锻材进行固溶
祎达 1000 20%
中原 2000 40%
宝钢 1300 26%
3、最大¢500mm光亮材交货。
主要产品
汽轮机叶片用钢
生产难点
电力行业超临界、超超临界电站汽轮 机发电机组用叶片、拉筋、阀杆等
1、对钢的纯净度要求较高 2、对横纵向力学性能均匀性的控制 3、部分品种要求检验FATT(50),需对成分进行
表面粗糙度辊压后可达Ra 0.4μ m
主体设备
10吨装取料机
1600mm磨切锯
主体设备
在线自动探伤设备
表面可检测出≥0.5mm的缺
陷(检测级别可自由设定)
芯部可检测出φ2mm当量的 缺陷(检测级别可自由设定)
主体设备
加热、退火炉
主体设备
加热、退火炉参数
台车式热处理炉 项目 单室单门室式炉 1 2 3 4
炉底面积
炉子最高加 热温度 最大装炉量 数量
5.5×6 m
1300℃
3.2×8.5 m
1000℃
3.2×12.5m
1000℃
3.2×12.5m
1200 ℃
3.5×20.5 m
1000℃
60吨 2台
50吨 1台
60吨 2台
60吨 1台
60吨 1台
主体设备
冷床
1#冷床使用面积:长×宽 40000mm×20000mm φ 300mm以下规格
足低C、高N、高Mn的需求。N含量可达5000ppm 2、径锻机锻造速度快,180次/分,可保证温锻时恒 温锻造。 3、性能、硬度、磁性能可满足用户需求,且均匀性 好。 4、尺寸精度高,经过矫直弯曲度≤1mm,用户机加工 余量小
祎达 1000 20%
中原 2000 40%
宝钢 1300 26%
主要产品
手工研磨、磨床研磨、火焰清理等钢坯精整能力。年最大生产能力为
180万吨,为市场和高线、中板、锻造等工序提供多品种、高质量的 钢材(坯)。主要产品系列有:重点行业用钢、火车车轴用钢、高压
气瓶钢、模具扁钢、合结钢大方坯、不锈钢方扁坯等,具备了100万
吨以上的生产规模,其中车轴钢市场占有率居全国第一。
综
—焊接—电渣
主体设备
16吨(最大直径1米)气氛保护电渣炉(PESR) 5+5交换电极电渣炉 1800吨径锻机 2000吨三点压力矫直机 无芯剥皮设备 两台磨切锯 一套全自动在线探伤检测设备
主体设备
1800吨径锻机
产量:10万吨/年(综合) 工件最大重量:10吨 锻管:最小内径φ 100mm,最 大外径φ 500mm 锻材产品直径:φ 80--φ 560mm 锻材产品最大长度:22000mm
芯棒用钢主要供应商
其它 200 4% 太钢 500 10%
优势
祎达 1000 20%
1、钢质纯净,气体含量低,O含量≤35ppm。 2、夹杂物含量低,夹杂物总和≤3.5。 3、光亮材交货,表面粗糙度≤1.6μm。
宝钢 1300 26%
中原 2000 40%
4、退火组织可满足北美标准要求。
主要产品
无磁钻铤用钢
锻材产品最大长度: 18000mm
锻材产品方钢: 120×120-- 420×420 mm 锻材产品扁钢:最大宽度 500 mm 扁钢最长:8000mm 厚度 70 mm 宽厚比:6:1
主体设备
产品优势
可对弯曲度不大于150mm/18m的锻材进行校直; 采用激光扫描系统,对零件进行变形检测,分析型材的弯曲变 形状态,自动确定矫直工艺步骤; 矫直后,再进行一次激光扫描,确保锻材弯曲全部被矫直;
锻材产品方钢: 120×120-420×420mm
锻材产品扁钢:最大宽度 500mm、最大厚度70mm 宽厚比:6:1
主体设备
设备优势
可以全自动操作,达到高产量、高质量和高精度,锻造过程基 本恒温,降低了温度敏感品种开裂的可能。 高变形道次和宽锻比(16:1) 保证优秀的锻透性和均匀性。变频 能改善产品内在组织。
设备高智能化、全自动化。可自动生产Ti合金、Ni基合金等生产
难度大的品种; 效益高,径锻机成材率比快锻机成材率提高8%~10%。以300圆为例, 仅剥皮一项可提高成材率6%。
产品优势
可生产超长锻材。最大长度为22m;(单重不超过10吨) 在线布置淬火槽,生产无磁钻铤,长度在10m以上;
合科、生产安全科、设备能源科,技术产品开发科;质检、均热、轧钢、
精整、电气自动化、锻压、快锻、径锻、特冶九个作业区。
综
述
径锻生产线选择世界上最先进的关键技术装备,通过自主集成,
形成了有自主知识产权的高效、精益、节能环保的新一代高品质特殊
钢锻造生产线。在产品质量、技术经济指标、资源综合利用和环境保 护等方面达到世界先进水平。主体设备为1800吨径锻机、1600mm砂
述
锻材工序主体设备有1000T快锻机一台、4T电液锤1部、3T电 液锤1部、2T电液锤1部、具备酸洗、退火、手工研磨、磨床研磨 等方圆锻材精整能力,年设计生产能力锻材:35000T。目前由于 种种原因,实际产能24000吨。
第一部分径锻生产线
生产线优势
与初轧机集成,全连续生产,品种规格多样化; 锻造效率高,每分钟180--240次;
2#冷床使用面积:长×宽: 20000mm×15000mm φ 300mm以上及方料
主要产品
7000 6000
基本运行情况
生产量 交库量
(吨) (吨)
5000
4000
3000
2000
1000
0
2010.11 2010.12 1月 2月 3月 4月 5月 6月 7月预计
月份 生产量 (吨) 不锈钢 (吨) 交库量 (吨) 不锈钢 (吨)
合理设计。
汽轮机叶片用钢主要供应商
西宁特钢 5200 13% 江油六合 10000 25%
优势
1、产品内在质量优良,气体含量极低,成分稳定。
2、钢质纯净,夹杂物含量A、B、C、D总和≤1.5,可供 应无发纹钢。 3、组织致密,力学性能优良,横纵向性能差比≤5%。
宝特 7200 18%
长特 6000 15%
加热炉 电渣炉
上料辊道
温锻
径锻机
固熔
热锯
打号机
淬水池 1# 冷床 2# 冷床 退火炉 退火炉 退火炉 堆冷 探伤仪 抛丸机 矫直机 退火炉